Спосіб обробки волокнистого магнітного композита cu-fe
Номер патенту: 65595
Опубліковано: 12.12.2011
Автори: Чишко В'ячеслав Валерійович, Дмитренко Вікторія Юріївна, Білошенко Віктор Олександрович
Формула / Реферат
1. Спосіб обробки волокнистого магнітного композита, переважно на основі ARMCO-заліза, що включає багаторазово повторювані операції збирання складених заготовок із трубчастих оболонок з поміщеними в них пакетами дротових елементів того ж самого матеріалу, герметизації і вакуумування складених заготовок, деформаційної обробки гідроекструзією й волочінням та міжопераційних термообробок у діапазоні температур між порогами первинної і збірної рекристалізації, який відрізняється тим, що операцію волочіння проводять у комбінації з проміжними термообробками кількістю від трьох і більше, з деформацією між ними, що становить 0,81 1,38.
2. Спосіб за п. 1, який відрізняється тим, що деформування складених заготовок на основі ARMCO-заліза ведуть при кімнатній температурі з разовими витяжками при гідроекструзії 1,5 - 4,5 та 1,15 - 1,25 - при волочінні.
3. Спосіб за пп. 1, 2, який відрізняється тим, що деформування волокнистого матеріалу на основі ARMCO-заліза ведуть до розмірів волокон 20 - 6 нм.
Текст
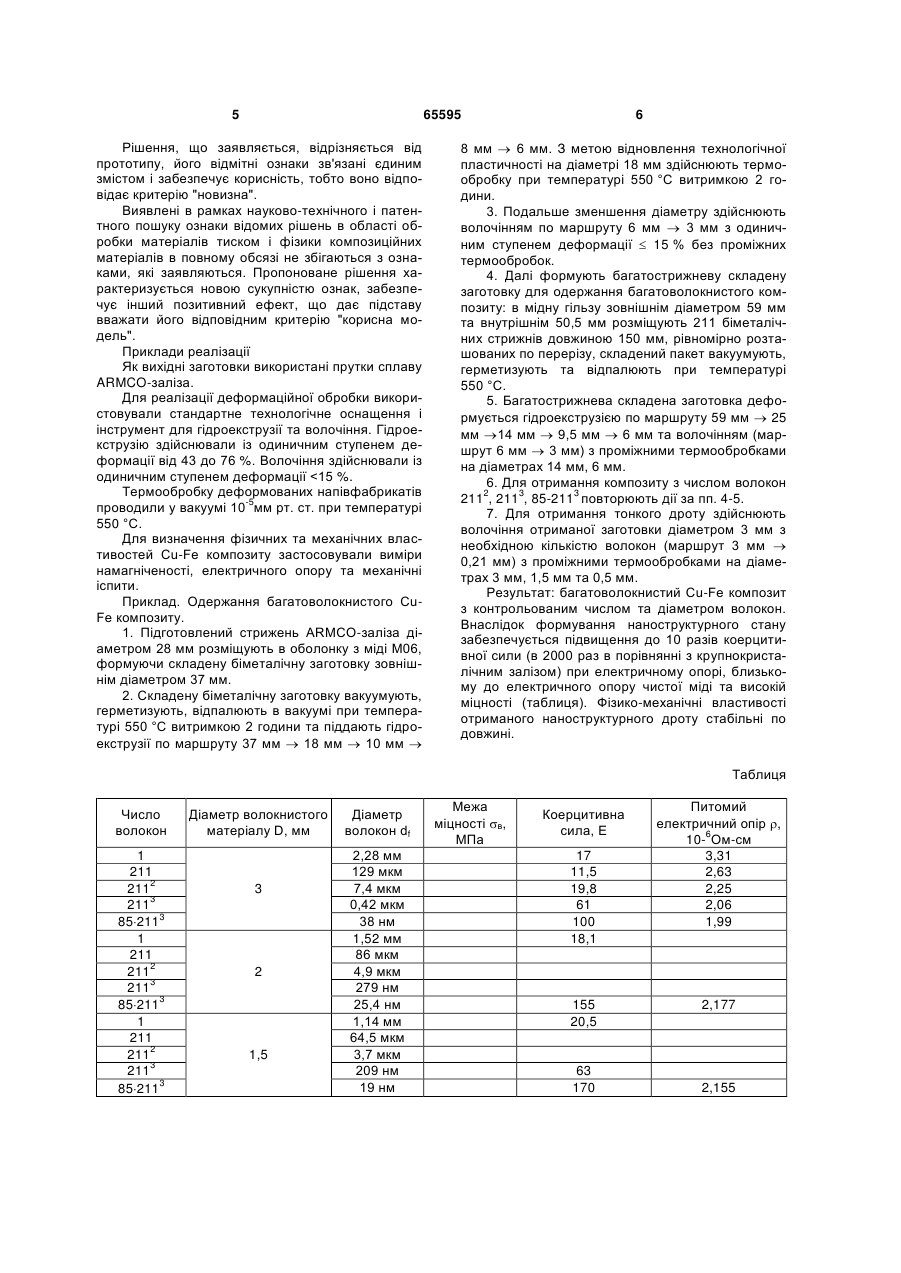
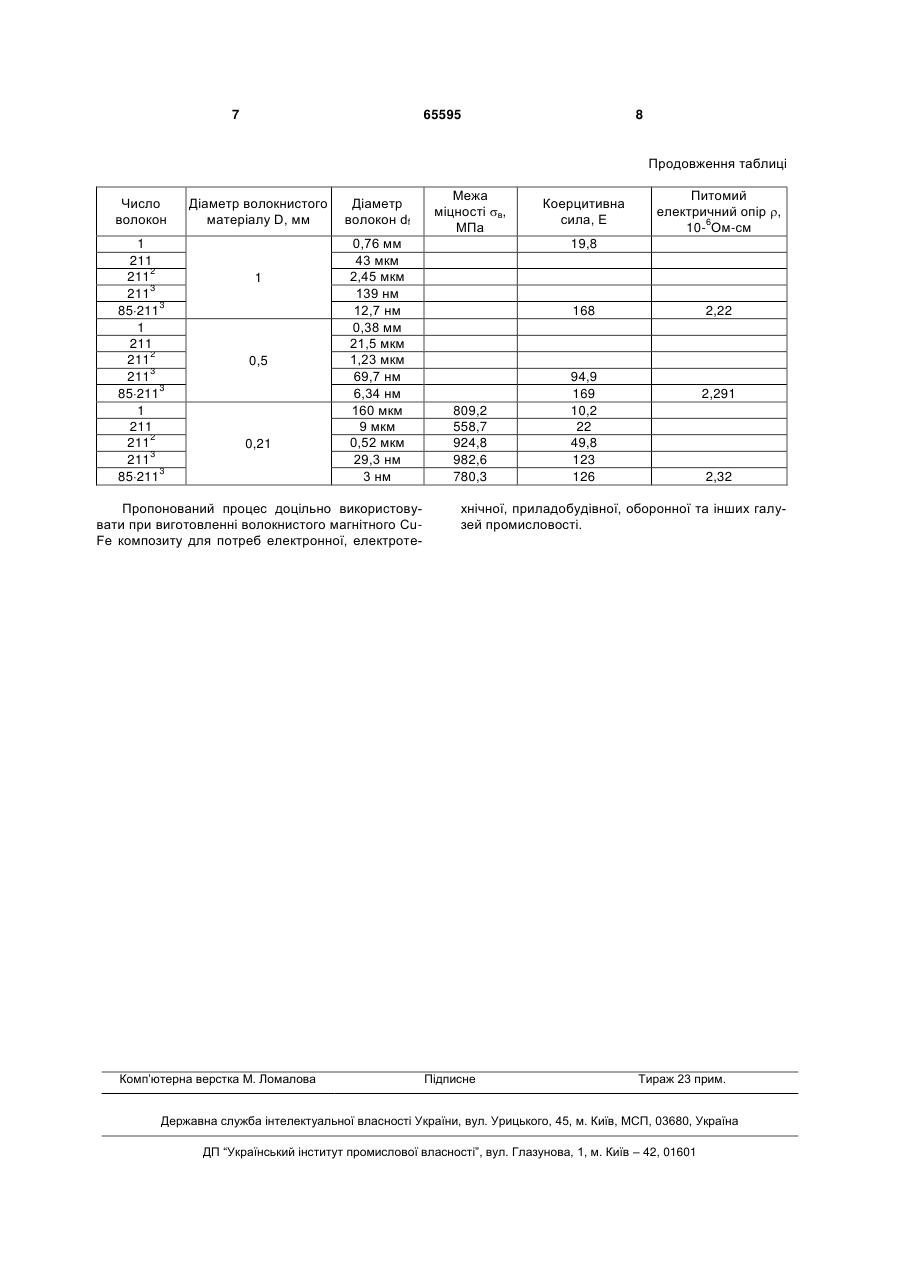
1. Спосіб обробки волокнистого магнітного композита, переважно на основі ARMCO-заліза, що включає багаторазово повторювані операції збирання складених заготовок із трубчастих оболонок з поміщеними в них пакетами дротових елементів того ж самого матеріалу, герметизації і вакуумування складених заготовок, деформаційної 3 гою накопичення великої пластичної деформації [В.В. Рыбин Большие пластические деформации и разрушение металлов - М.: Металлургия, 1986. 224 с.]. Відомий спосіб отримання волокнистого Cu-Fe композиту [X. Sauvage, F. Wetscher, P. Pareige Mechanical alloying of Cu and Fe induced by severe plastic deformation of a Cu-Fe composite. Acta Materialia, 2005, V. 53, P. 2127-2135.], при якому складена заготовка діаметром 14 мм, яка містить 3672 волокон піддається холодній деформації волочінням, в результаті чого одержують дріт діаметром 1 мм з розміром волокон 5 мкм. Недоліком цього процесу є висока обривність волокон, а також те, що вибрані режими деформаційної обробки не дозволили отримати довговимірний дріт з нанорозмірними волокнами. Аналіз існуючого рівня рішень в області обробки металів тиском свідчить про актуальність задачі подальшого вдосконалення процесів обробки волокнистих композиційних матеріалів, розширення їхніх технологічних можливостей з метою підвищення експлуатаційних властивостей довгомірних виробів. Як прототип, який збігається з корисною моделлю, що заявляється, по призначенню і ряду істотних ознак, вибраний спосіб одержання високоміцного волокнистого матеріалу [патент України UA 56551А В21С 1/00, надрук. 15.05.2003, Бюл. № 5, 2003]. Відомий спосіб являє собою пакетну гідроекструзію й волочіння того ж самого матеріалу міді у мідній оболонці, що включає багаторазове повторення операції збирання дротових елементів у пакет, розміщення пакетів у трубчастій оболонці, герметизацію та вакуумування складених заготовок, деформаційно-термічну обробку з міжопераційними термообробками до досягнення нанорозмірів дротових елементів (волокон). Недоліками відомих рішень є відсутність конкретних режимів деформаційно-термічної обробки Cu-Fe композита, які б дозволили отримати довговимірний дріт з наноструктурними волокнами з високими коерцитивною силою та міцнісними характеристиками. Загальними ознаками прототипу і корисної моделі процесу, що заявляється, є багаторазово повторювані операції збирання складених заготовок із трубчастих оболонок з поміщеними в них пакетами дротових елементів того ж самого матеріалу, герметизації і вакуумування складених заготовок, деформаційної обробки гідроекструзією й волочінням та міжопераційних термообробок у діапазоні температур між порогами первинної і збірної рекристалізації. В основу корисної моделі поставлена задача удосконалення процесу одержання композиційного матеріалу, у якому за рахунок створення нанорозмірних волокон забезпечується досягнення високих міцності та коерцитивної сили при питомому електричному опорі, близькому до такого міді. Поставлена задача вирішується тим, що в процесі виготовлення магнітного композита, переважно на основі ARMCO-заліза, що включає багаторазово повторювані операції збирання складе 65595 4 них заготовок із трубчастих оболонок з поміщеними в них пакетами дротових елементів того ж самого матеріалу, герметизації і вакуумування складених заготовок, деформаційної обробки гідроекструзією й волочінням та міжопераційних термообробок у діапазоні температур між порогами первинної і збірної рекристалізації, відповідно до корисної моделі, здійснюють холодну деформаційну обробку зі зменшенням діаметра одиничних волокон до граничних нанорозмірів, операцію волочіння проводять у комбінації з проміжними термообробками кількістю від трьох і більше, з деформацією є між ними, що становить 0,81-1,38. Конкретна відмінність процесу полягає в тому, що операцію волочіння проводять у комбінації з проміжними термообробками кількістю від трьох і більше, з деформацією є між ними, що становить 0,81-1,38. Інша відмінність полягає в тому, що деформування складених заготовок на основі ARMCOзаліза ведуть при кімнатній температурі методами гідроекструзії з разовими витяжками 1,5-4,5 та волочіння з разовими витяжками 1,15-1,25, при цьому температура міжопераційних термообробок складає 550 °C. Ще одна конкретна відмінність полягає в тому, що деформування волокнистого Cu-Fe композиту ведуть до розмірів волокон 20-6 нм, нижче яких спостерігається значне падіння коерцитивної сили та знеміцнення матеріалу. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом, що досягається, полягає в наступному. Вибрані деформаційні режими одиночних витяжок 1,15-4,5 забезпечують холодну деформацію складених заготовок без руйнування волокон. Таким чином створюються сприятливі умови для формування наноструктурного стану за рахунок виключення процесів рекристалізації матеріалу волокон. Перевищення верхньої границі одиночних витяжок призводить до руйнування Cu-Fe композиту внаслідок недостатньої технологічної пластичності. Режими міжопераційних термообробок складеної заготовки забезпечують відновлення технологічної пластичності, необхідної для накопичення великої пластичної деформації. При перевищенні температури губиться ефективність структурного пророблення та можлива дифузійна взаємодія волокон заліза з мідною матрицею. При зниженні температури не забезпечується повне відновлення технологічної пластичності, спостерігається руйнування заготовки в процесі деформаційної обробки. Необхідні розміри волокон 20-6 нм визначені експериментально з умов забезпечення максимальної коерцитивної сили. За межами оптимальних розмірів волокон коерцитивна сила Cu-Fe композиту істотно знижується. Вибрані прийоми і режими процесу, їхня сукупність забезпечують рішення поставленої задачі, одержання якісно нового високоефективного виробу - багатонитяного, з великою кількістю тонких ниток (волокон) магнітного Cu-Fe композиту з підвищеними стабільними по довжині магнітними характеристиками. 5 65595 Рішення, що заявляється, відрізняється від прототипу, його відмітні ознаки зв'язані єдиним змістом і забезпечує корисність, тобто воно відповідає критерію "новизна". Виявлені в рамках науково-технічного і патентного пошуку ознаки відомих рішень в області обробки матеріалів тиском і фізики композиційних матеріалів в повному обсязі не збігаються з ознаками, які заявляються. Пропоноване рішення характеризується новою сукупністю ознак, забезпечує інший позитивний ефект, що дає підставу вважати його відповідним критерію "корисна модель". Приклади реалізації Як вихідні заготовки використані прутки сплаву ARMCO-заліза. Для реалізації деформаційної обробки використовували стандартне технологічне оснащення і інструмент для гідроекструзії та волочіння. Гідроекструзію здійснювали із одиничним ступенем деформації від 43 до 76 %. Волочіння здійснювали із одиничним ступенем деформації
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for processing magnetic fiber composite cu-fe
Автори англійськоюBiloshenko Viktor Oleksandrovych, Dmytrenko Viktoria Yuriivna, Chyshko Viacheslav Valeriiovych
Назва патенту російськоюСпособ обработки волокнистого магнитного композита cu-fe
Автори російськоюБилошенко Виктор Александрович, Дмитренко Виктория Юрьевна, Чишко Вячеслав Валерьевич
МПК / Мітки
МПК: B21C 23/08, B21J 5/04, B21C 1/00
Мітки: волокнистого, спосіб, cu-fe, композита, обробки, магнітного
Код посилання
<a href="https://ua.patents.su/4-65595-sposib-obrobki-voloknistogo-magnitnogo-kompozita-cu-fe.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки волокнистого магнітного композита cu-fe</a>
Спосіб одержання високодисперсного полімерного магнітного композита
Номер патенту: 46089
Опубліковано: 10.12.2009
Автори: Опайнич Ірина Євгенівна, Аксіментьєва Олена Ігорівна
МПК: C08F 2/00, C08F 112/00, C09C 1/00, C08F 12/00
Мітки: магнітного, композита, спосіб, полімерного, одержання, високодисперсного
Формула / Реферат:
Спосіб одержання високодисперсного полімерного магнітного композита шляхом суспензійної полімеризації у реакційній суміші, що складається з мономерної та водної фаз у присутності мономера - стиролу, ініціаторів - перекису бензоїлу, персульфату калію або амонію, стабілізатора та емульгатора - крохмалю, пластифікатора - бутилакрилату або бутилметакрилату, який відрізняється тим, що додатково вводять магнетит - Fе3O4 у вигляді 5 % водної...
Машина для рідинної обробки волокнистого матеріалу
Номер патенту: 29728
Опубліковано: 15.11.2000
Автори: Ренсевич Олександр Олександрович, Ренсевич Євген Олександрович, Лиходід Віктор Вікторович
МПК: D01B 3/00
Мітки: обробки, волокнистого, рідинної, матеріалу, машина
Текст:
...из ванны часть замкнутого транспортера (3), которая расположена под тупым углом к его оси. Машина работает следующим образом. Волокнистый материал, например грязную шерсть, подают через бункер для загрузки (2) в ванну (1) с моющим раствором. Рабочие элементы (4) транспортера (3) захватывают шерсть и погружают ее в моющий раствор, движущийся навстречу движению шерсти, и продвигают к противоположному концу ванны. Моющий раствор смывает...
Спосіб одержання високоміцного волокнистого матеріалу
Номер патенту: 56551
Опубліковано: 15.05.2003
Автори: Матросов Микола Іванович, Дугадко Олександр Борисович, Спусканюк Віктор Захарович, Шевченко Борис Антонович, Медведська Ельвіда Олександрівна
МПК: B21J 5/00, B21C 23/02, B21C 1/00
Мітки: волокнистого, матеріалу, високоміцного, спосіб, одержання
Формула / Реферат:
Спосіб одержання високоміцного волокнистого матеріалу, переважно з міді, що включає багаторазово повторювані операції збирання складених заготовок із трубчастих оболонок з поміщеними в них пакетами дротових елементів того ж самого матеріалу, герметизації і вакуумування складених заготовок, деформаційно-термічної обробки гідропресуванням й волочінням та межопераційних термообробок, який відрізняється тим, що деформаційно-термічну обробку...
Спосіб поверхневої обробки активованого вуглецевого волокнистого матеріалу

Номер патенту: 18150
Опубліковано: 01.07.1997
Автори: Плигань Олена Петрівна, Баглей Наталія Миколаївна, Сергеєв Володимир Петрович
МПК: C01B 31/16, C01B 31/00
Мітки: поверхневої, волокнистого, матеріалу, спосіб, обробки, вуглецевого, активованого
Формула / Реферат:
Способ поверхностной обработки активированного углеродного волокнистого материала, включающий погружение материала в среду электролита и пропускание постоянного тока, отличающийся тем, что постоянный ток плотностью 0,01 — 0,03 а/см2 пропускают в течение 1-3 часов через электролит, содержащий хлориды щелочных и щелочноземельных металлов в соотношении 0,3 Μ: 0,1 Μ при температуре 20-45°С.
Прохідна піч для високотемпературної обробки довгомірного волокнистого матеріалу
Номер патенту: 14273
Опубліковано: 25.04.1997
Автор: Косенок Володимир Олексійович
МПК: F27D 11/00, F27B 5/00
Мітки: прохідна, обробки, високотемпературної, довгомірного, волокнистого, матеріалу, піч
Формула / Реферат:
Проходная печь для высокотемпературной обработки длинномерного волокнистого материала, содержащая установленную в водоохлаждаемом кожухе рабочую камеру в виде коаксиально размещенных муфелей с теплоизоляцией, установленный по продольной оси печи графитовый нагреватель, системы подвода защитной атмосферы и удаления продуктов разложения, отличающаяся тем, что, с целью повышения эксплуатационной надежности и срока службы, графитовый...
Попередній патент: Спосіб селективної ізоляції мікроорганізмів роду campylobacter із харчових продуктів
Наступний патент: Автомобільний тент-навіс
Випадковий патент: Спосіб термічної обробки вилитих виробів