Спосіб термічної обробки вилитих виробів
Номер патенту: 41805
Опубліковано: 10.06.2009
Автори: Клименко Олександр Павлович, Величко Михайло Тимофійович, Клименко Євген Олександрович, Подлєсна Тетяна Анатоліївна, Івченко Олександр Васильович
Формула / Реферат
Спосіб термічної обробки вилитих виробів, який включає нагрів, витримку в визначеному температурному інтервалі та охолодження, який відрізняється тим, що спочатку виріб нагрівають до повного зникнення магнітних властивостей, потім охолоджують до відновлення магнітних властивостей та фіксують цей температурний інтервал, після чого здійснюють витримку в температурному інтервалі магнітного перетворення.
Текст
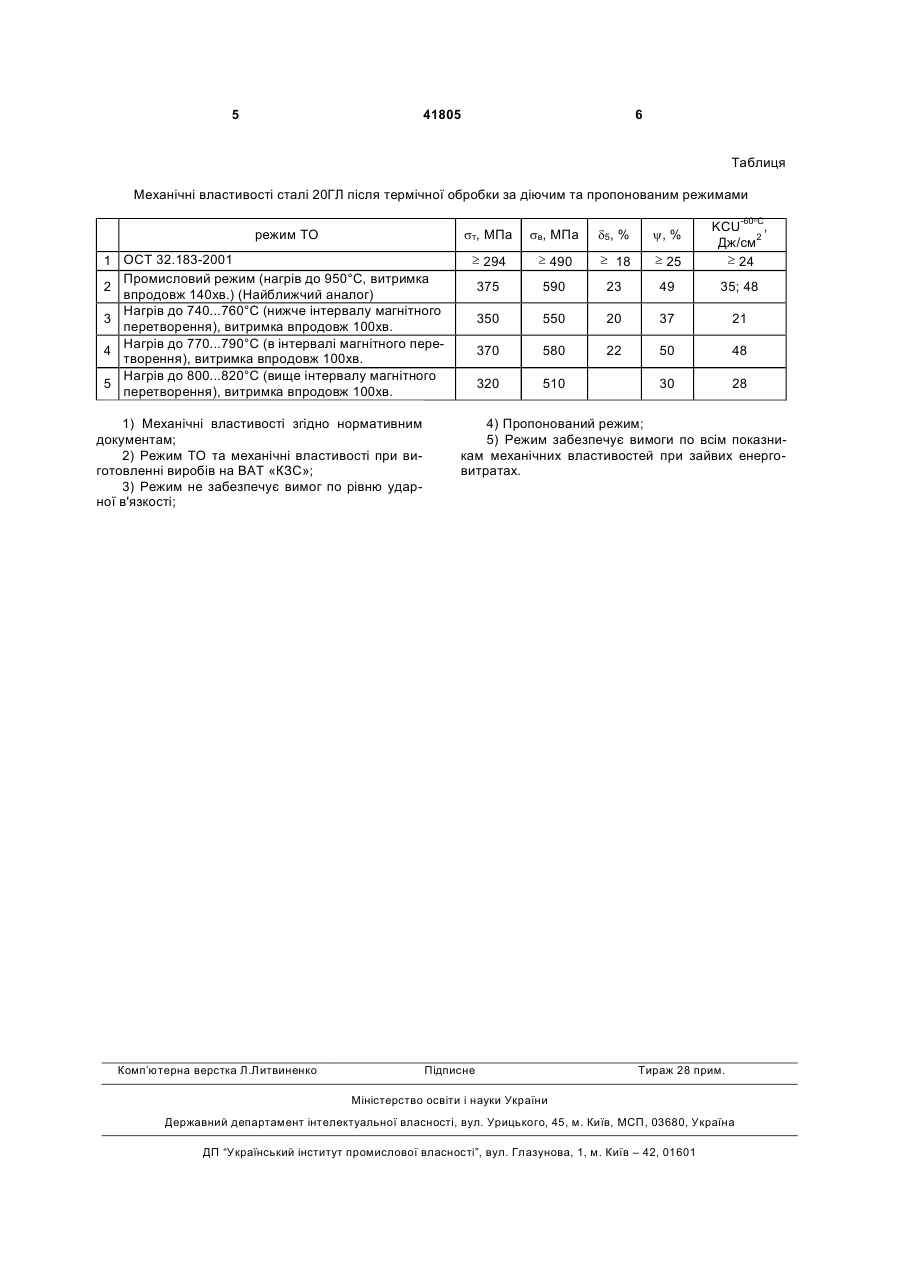
Спосіб термічної обробки вилитих виробів, який включає нагрів, витримку в визначеному температурному інтервалі та охолодження, який відрізняється тим, що спочатку виріб нагрівають до повного зникнення магнітних властивостей, потім охолоджують до відновлення магнітних властивостей та фіксують цей температурний інтервал, після чого здійснюють витримку в температурному інтервалі магнітного перетворення. (19) (21) u200814954 (22) 25.12.2008 (24) 10.06.2009 (46) 10.06.2009, Бюл.№ 11, 2009 р. (72) КЛИМЕНКО ОЛЕКСАНДР ПАВЛОВИЧ, UA, КЛИМЕНКО ЄВГЕН ОЛЕКСАНДРОВИЧ, UA, ПОДЛЄСНА ТЕТЯНА АНАТОЛІЇВНА, UA, ІВЧЕНКО ОЛЕКСАНДР ВАСИЛЬОВИЧ, UA, ВЕЛИЧКО МИХАЙЛО ТИМОФІЙОВИЧ, UA (73) НАЦІОНАЛЬНА МЕТАЛУРГІЙНА АКАДЕМІЯ УКРАЇНИ, UA 3 (Росія), і не забезпечує показників ударної в'язкості при низьких температурах на рівні вимог цього стандарту до даного виду продукції. В основу корисної моделі поставлено задачу зменшення енергетичних витрат на термічну обробку шляхом зниження температури нагріву та скорочення тривалості витримування при забезпечуванні механічних властивостей вилитих виробів, зокрема характеристик ударної в'язкості на рівні вимог вітчизняного та міжнародних стандартів, а також зниження собівартості продукції. Технічний результат полягає в тому, що завдяки застосуванню способу термічної обробки вилитих виробів, .який здійснюється по відповідним режимам, зменшуються енергетичні витрати та собівартість продукції, та отримуємо вилиті вироби, що мають необхідний рівень ударної в'язкості KCU-60°C ³48Дж/см2 і відповідають вимогам вітчизняного та міжнародних стандартів. Зазначений технічний результат досягається тим, що в способі термічної обробки вилитих виробів, який включає нагрів, витримку в певному температурному інтервалі та охолодження, спочатку виріб нагрівають до повного зникнення магнітних властивостей, потім охолоджують до відновлення магнітних властивостей та фіксують цей температурний інтервал, після чого здійснюють витримку в температурному інтервалі магнітного перетворення. Вибір термічної обробки, коли вироби нагрівають до повної втрати магнітних властивостей, потім охолоджують до відновлення магнітних властивостей та фіксують цей температурний інтервал, зумовлюється тим, що таким чином визначаємо інтервал магнітного перетворення, у якому здійснюють витримку впродовж певного часу. Температура магнітного перетворення залежить від хімічного складу виробів, та їх структурного стану. При виготовленні рам бокових залізничних вагонів зі сталі марки 20ГЛ немає необхідності навмисно підвищувати температуру нагріву виробів під час відпалу, як і тривалість витримки тому, що температура магнітного перетворення для сталі цього хімічного складу складає 770°С. При цьому, час необхідний для перекристалізації і усунення залишкових внутрішніх напружень складає біля 100 хвилин. Це дозволяє одержувати вилиті вироби з пластичними властивостями на рівні вимог ОСТ-32.183 - 2001 «Тележки двухосные грузовых вагонов колеи 1520мм. Детали литые. Рамы боковые, рамы надрессорные» (Росія) властивостей: sт³294МПа, sв³490МПа, d5³18%, y³25%, KCU-60°C ³24Дж/см2. Порівняння із найближчим аналогом показує, що спосіб термічної обробки вилитих виробів, який 41805 4 заявляється, відрізняється тим, що нагрів виробів здійснюється до більш низької температури (770...790°С) при витримці впродовж меншого часу (100 хвилин). За найближчим аналогом відпал проводять при температурі 950°С, при цьому витримка виробів складає 140 хвилин. Таким чином, відпал при температурі магнітного перетворення дозволяє зменшити температуру відпалу на 160...180°С, а його тривалість у 1,4 рази. При цьому забезпечується одержання виробів з визначеним рівнем властивостей, тобто необхідними міцністю та пластичністю. Завдяки цьому, під час виготовлення рам бокових залізничних вагонів із сталі марки 20ГЛ зменшуються витрати на термічну обробку вилитих виробів і, відповідно, зменшується собівартість продукції. Проведення термічної обробки литих виробів шляхом нагріву до повної втрати магнітних властивостей, потім охолодження до відновлення магнітних властивостей та фіксування цього температурного інтервалу магнітного перетворення, з наступною витримкою виробів в температурному інтервалі магнітного перетворення, забезпечує отримання необхідних механічних властивостей вилитих виробів. За наявними в авторів відомостями сутність ознак, що заявляється невідома з рівня техніки. Спосіб термічної обробки вилитих виробів здійснюється таким чином: після виготовлення литих виробів їх поміщають в нагрівальну піч. Вироби нагрівають з певною швидкістю до повної втрати магнітних властивостей. Це явище фіксують за допомогою безконтактного пристрою спеціальної конструкції. Далі вироби охолоджують до температури, при якій магнітні властивості відновлюються. Інтервал температур, при якому відбувається втрата - відновлення магнітних властивостей, є інтервалом магнітного перетворення. Наступна витримка литих виробів здійснюється в цьому інтервалі магнітного перетворення в продовж 100 хвилин. Таким чином, нагрів виробів знижується до 770...790°С, витримка при цій температурі складає 100 хвилин. Умови реалізації способу, що заявляється, установлені на підставі результатів, отриманих під час промислових експериментів. В процесі досліджень були встановлені оптимальні параметри термічної обробки вилитих виробів (рам бокових залізничних вагонів із сталі марки 20ГЛ) (таблиця). При цьому встановлено, що запропонований режим термічної обробки (№4) при значно меншій температурі нагріву та меншому часі витримки, забезпечує отримання вилитих виробів з високою міцністю, пластичністю та ударною в'язкістю. 5 41805 6 Таблиця Механічні властивості сталі 20ГЛ після термічної обробки за діючим та пропонованим режимами sт, МПа режим ТО 1 ОСТ 32.183-2001 Промисловий режим (нагрів до 950°С, витримка 2 впродовж 140хв.) (Найближчий аналог) Нагрів до 740...760°С (нижче інтервалу магнітного 3 перетворення), витримка впродовж 100хв. Нагрів до 770...790°С (в інтервалі магнітного пере4 творення), витримка впродовж 100хв. Нагрів до 800...820°С (вище інтервалу магнітного 5 перетворення), витримка впродовж 100хв. 1) Механічні властивості згідно нормативним документам; 2) Режим ТО та механічні властивості при виготовленні виробів на ВАТ «КЗС»; 3) Режим не забезпечує вимог по рівню ударної в'язкості; Комп’ютерна верстка Л.Литвиненко sв, МПа d5, % y, % ³ 294 ³ 490 ³ 18 ³ 25 KCU-60°C, Дж/см2 ³ 24 375 590 23 49 35; 48 350 550 20 37 21 370 580 22 50 48 320 510 30 28 4) Пропонований режим; 5) Режим забезпечує вимоги по всім показникам механічних властивостей при зайвих енерговитратах. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat treatment of the poured articles
Автори англійськоюKlymenko Oleksandr Pavlovych, Klymenko Yevhen Oleksandrovych, Podliesna Tetiana Anatoliivna, Ivchenko Oleksandr Vasyliovych, Velychko Mykhailo Tymofiiovych
Назва патенту російськоюСпособ термической обработки вылитых изделий
Автори російськоюКлименко Александр Павлович, Клименко Евгений Александрович, Подлесная Татьяна Анатолиевна, Ивченко Александр Васильевич, Величко Михаил Тимофеевич
МПК / Мітки
МПК: C21D 11/00, C21D 1/26
Мітки: спосіб, термічної, виробів, обробки, вилитих
Код посилання
<a href="https://ua.patents.su/3-41805-sposib-termichno-obrobki-vilitikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки вилитих виробів</a>
Спосіб термічної обробки виробів з залізовуглецевих сплавів
Номер патенту: 83965
Опубліковано: 26.08.2008
Автори: Левченко Геннадій Васильович, Нестеренко Анатолій Михайлович, Бобирь Сергій Володимирович, Бобирь Світлана Андріївна
МПК: B22D 27/20, C21D 1/18, C21D 9/38, C21D 5/00, C21D 8/02
Мітки: виробів, обробки, залізовуглецевих, сплавів, термічної, спосіб
Формула / Реферат:
Спосіб термічної обробки виробів з залізовуглецевих сплавів, який включає їх нагрівання до температури аустенізації 850-1000 °С, витримку при цій температурі, гартування та відпуск, який відрізняється тим, що витримку при температурі аустенізації проводять протягом 30-60 хвилин, гартування виконують диспергованою повітряно-водяною сумішшю з регламентованою швидкістю охолодження 3,0-6,0 °С/с до температури поверхні виробу 80-250 °С, а відпуск...
Спосіб термічної обробки виробів
Номер патенту: 34833
Опубліковано: 15.03.2001
Автор: Зелікович Олександр Якович
МПК: C21D 9/36, C21D 1/84, C21D 1/18, B21H 1/00
Мітки: обробки, термічної, виробів, спосіб
Формула / Реферат:
Спосіб термічної обробки виробів, що містить прокатування, післядеформаційне підстуджування на повітрі, загартування і відпуск, який відрізняється тим, що підстуджування до температури загартування проводять протягом 105-600 с.
Спосіб термічної обробки виробів
Номер патенту: 34291
Опубліковано: 15.02.2001
Автор: Зелікович Олександр Якович
МПК: B21H 1/00, C21D 9/36, C21D 1/18
Мітки: термічної, спосіб, виробів, обробки
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб термічної обробки сталевих виробів
Номер патенту: 40309
Опубліковано: 16.07.2001
Автори: Краснобрижев Віктор Георгійович, Шварцман Леонід Якович, Семенов Олег Сергійович
Мітки: термічної, спосіб, обробки, сталевих, виробів
Формула / Реферат:
Спосіб термічної обробки сталевих виробів з використанням електромагнітного поля, який включає попередню деформацію, нагрів до температури відпалу, витримку до одержання необхідної структури, охолодження, який відрізняється тим, що діють електромагнітним полем з частотою, яка відповідає власній резонансній частоті оброблюваної сталі, перед відпалом, під час відпалу, а також при охолодженні виробів.
Спосіб термічної обробки сталевих виробів з окалиною
Номер патенту: 80077
Опубліковано: 10.08.2007
Автори: Афтанділянц Євген Григорович, Лопатько Костянтин Георгійович, Зазимко Оксана Володимирівна
Мітки: спосіб, термічної, виробів, сталевих, обробки, окалиною
Формула / Реферат:
Спосіб термічної обробки сталевих виробів з окалиною, який включає нагрів виробу до необхідної температури, витримку у відновній атмосфері та охолодження, який відрізняється тим, що перед термічною обробкою визначають мінімальний розмір максимального перерізу виробу та максимальну товщину окалини, нагрів проводять у відновній атмосфері, час, потрібний для нагріву і витримки виробу та відновлення окалини визначають, виходячи з рівняння...
Попередній патент: Спосіб хірургічного лікування переломів п’яткової кістки
Наступний патент: Пристрій для перетворення енергії морських хвиль у механічну енергію
Випадковий патент: Спосіб одержання поживної основи із дробини ячмінної для культивування мікроорганізмів