Буровий фрезер і спосіб його виготовлення
Номер патенту: 66256
Опубліковано: 15.04.2004
Автори: Кошовський Василь Федорович, Яцків Михайло Петрович, Квач Володимир Васильович, Марчук Ярослав Семенович
Формула / Реферат
1. Буровий фрезер, що містить корпус з промивними каналами і пазами і закріплений на торці корпуса різальний шар, який складається із стержневих різців, закріплених на торці корпусу, біля промивних каналів і пазів у зв'язуючому матеріалі і розміщених в об'ємі зв'язуючого матеріалу часток зносостійкого матеріалу, який відрізняється тим, що частки зносостійкого матеріалу виконані з феромагнітного матеріалу, і мають міцність, що збільшується в напрямку торця корпуса, а концентрація часток зносостійкого матеріалу зростає у радіальному напрямку до периферії корпуса фрезера.
2. Фрезер за п. 1, який відрізняється тим, що концентрація і розмір часток зносостійкого матеріалу по периметру торця корпусу по контурах промивних каналів і пазів більша ніж в їх залишку.
3. Фрезер за п. 1, який відрізняється тим, що частки зносостійкого матеріалу, переважно ті, що розташовані на торці корпуса зорієнтовані так, що одна з граней перерізу їх бокових поверхонь обвернена в напрямку обертання фрезера.
4. Фрезер за п. 1, який відрізняється тим, що стержневі різці виконано з феромагнітного матеріалу.
5. Спосіб виготовлення бурового фрезера, що включає виготовлення каналів і пазів у корпусі, свердління отворів на торці корпуса і установку в них стержневих різців, розміщення між ними зв'язуючого матеріалу із частками зносостійкого матеріалу, що у сукупності утворюють різальний шар, нагрівання його до температури спікання, наступне охолодження і зачистку зовнішньої частини фрезера до заданого діаметра, який відрізняється тим, що використовують частки зносостійкого матеріалу з феромагнітного матеріалу, а в процесі нагрівання різального шару до температури спікання на нього і/або на його частину діють магнітним полем, при цьому на шляху дії магнітного поля розташовують жароміцний екран з діелектричного матеріалу.
6. Спосіб за п. 5, який відрізняється тим, що одночасно з дією магнітного поля корпус фрезера піддають вібрації і обертають.
7. Спосіб за пп. 5 і/або 6, який відрізняється тим, що дію магнітного поля здійснюють під кутом до торця фрезера.
8. Спосіб за будь яким з пп. 5-7, який відрізняється тим, що використовують стержневі різці виконані з феромагнітного матеріалу.
Текст
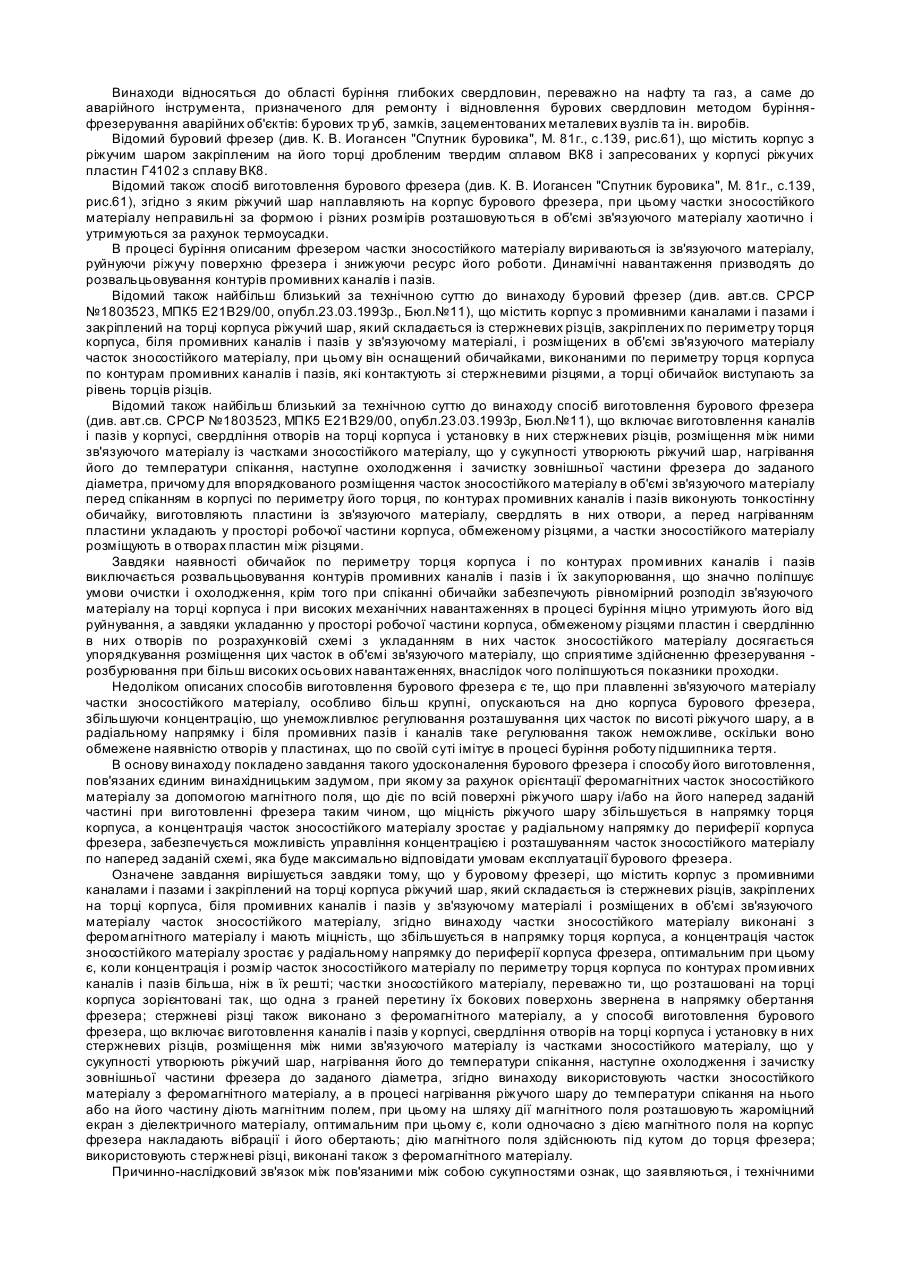
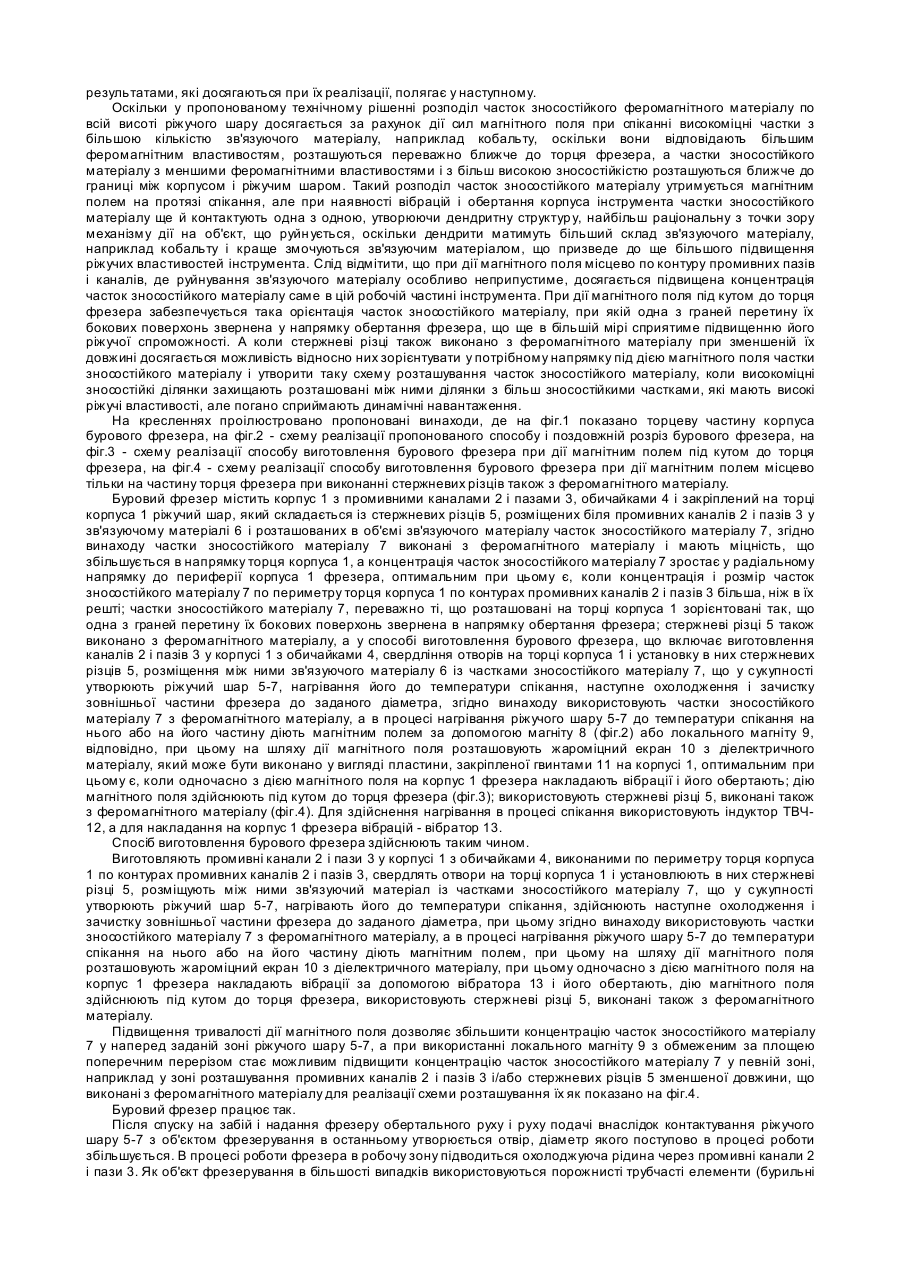
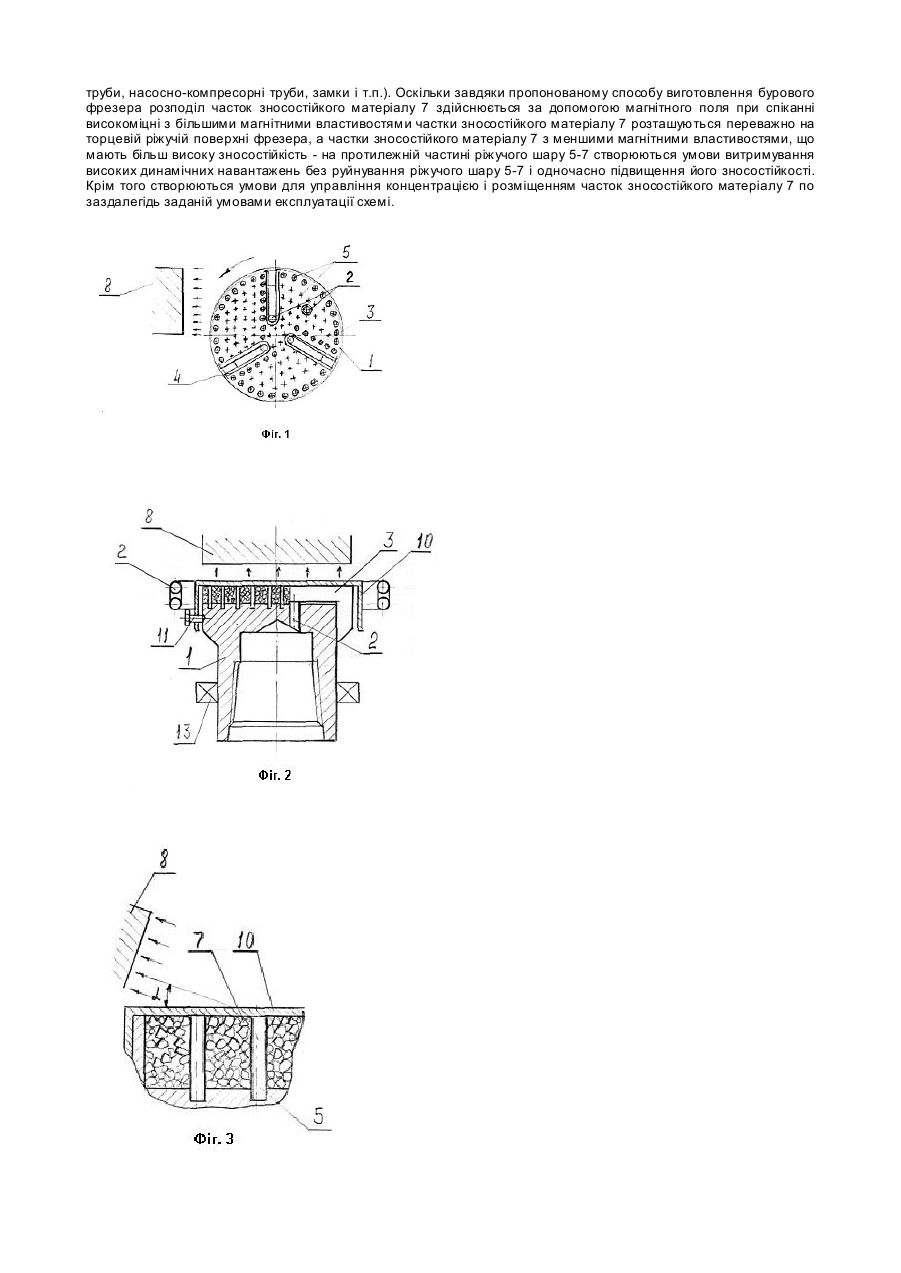
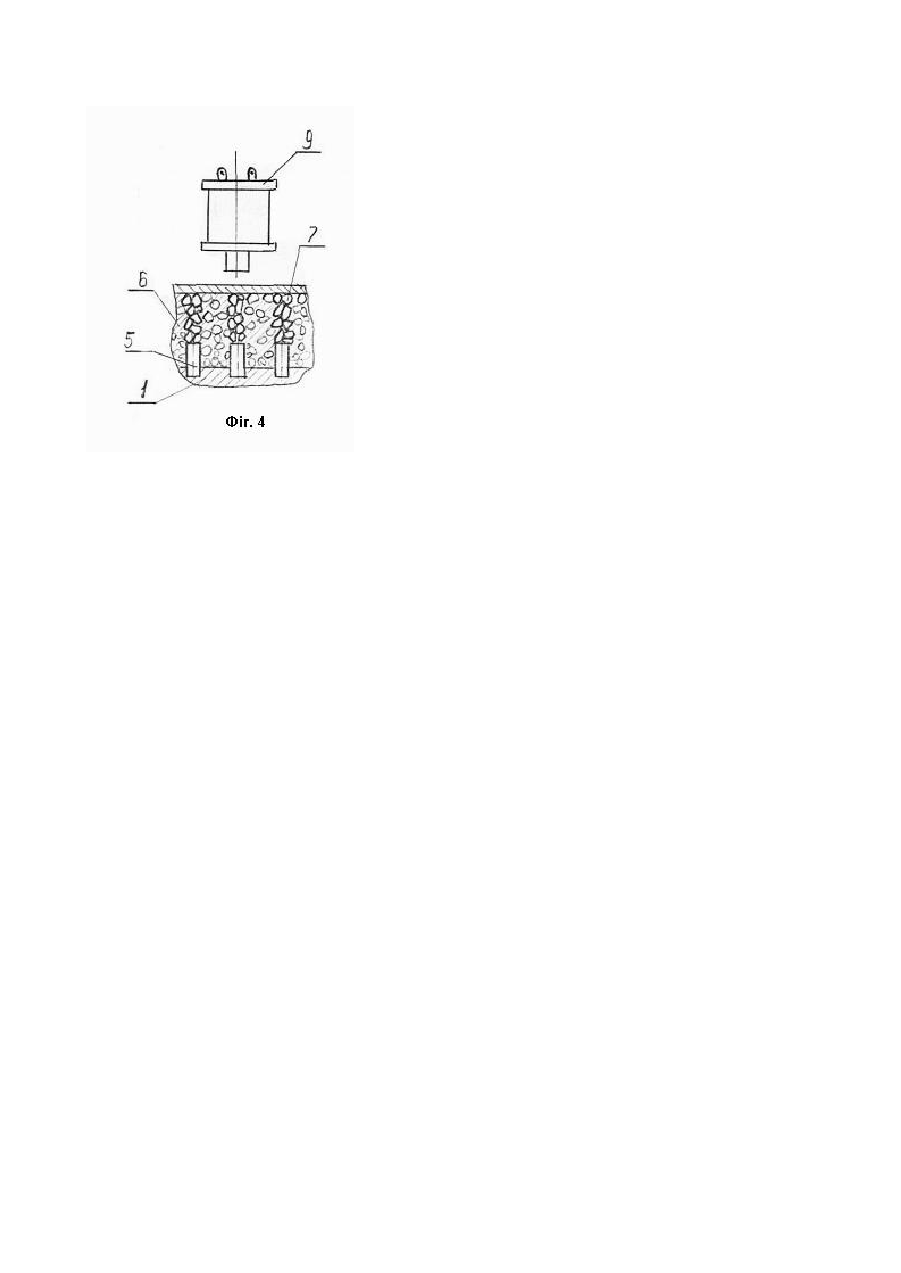
Винаходи відносяться до області буріння глибоких свердловин, переважно на нафту та газ, а саме до аварійного інструмента, призначеного для ремонту і відновлення бурових свердловин методом бурінняфрезерування аварійних об'єктів: бурових тр уб, замків, зацементованих металевих вузлів та ін. виробів. Відомий буровий фрезер (див. К. В. Иогансен "Спутник буровика", М. 81г., с.139, рис.61), що містить корпус з ріжучим шаром закріпленим на його торці дробленим твердим сплавом ВК8 і запресованих у корпусі ріжучих пластин Г4102 з сплаву ВК8. Відомий також спосіб виготовлення бурового фрезера (див. К. В. Иогансен "Спутник буровика", М. 81г., с.139, рис.61), згідно з яким ріжучий шар наплавляють на корпус бурового фрезера, при цьому частки зносостійкого матеріалу неправильні за формою і різних розмірів розташовуються в об'ємі зв'язуючого матеріалу хаотично і утримуються за рахунок термоусадки. В процесі буріння описаним фрезером частки зносостійкого матеріалу вириваються із зв'язуючого матеріалу, руйнуючи ріжучу поверхню фрезера і знижуючи ресурс його роботи. Динамічні навантаження призводять до розвальцьовування контурів промивних каналів і пазів. Відомий також найбільш близький за технічною суттю до винаходу буровий фрезер (див. авт.св. СРСР №1803523, МПК5 Е21В29/00, опубл.23.03.1993р., Бюл.№11), що містить корпус з промивними каналами і пазами і закріплений на торці корпуса ріжучий шар, який складається із стержневих різців, закріплених по периметру торця корпуса, біля промивних каналів і пазів у зв'язуючому матеріалі, і розміщених в об'ємі зв'язуючого матеріалу часток зносостійкого матеріалу, при цьому він оснащений обичайками, виконаними по периметру торця корпуса по контурам промивних каналів і пазів, які контактують зі стержневими різцями, а торці обичайок виступають за рівень торців різців. Відомий також найбільш близький за технічною суттю до винаходу спосіб виготовлення бурового фрезера (див. авт.св. СРСР №1803523, МПК5 Е21В29/00, опубл.23.03.1993р, Бюл.№11), що включає виготовлення каналів і пазів у корпусі, свердління отворів на торці корпуса і установку в них стержневих різців, розміщення між ними зв'язуючого матеріалу із частками зносостійкого матеріалу, що у сукупності утворюють ріжучий шар, нагрівання його до температури спікання, наступне охолодження і зачистку зовнішньої частини фрезера до заданого діаметра, причому для впорядкованого розміщення часток зносостійкого матеріалу в об'ємі зв'язуючого матеріалу перед спіканням в корпусі по периметру його торця, по контурах промивних каналів і пазів виконують тонкостінну обичайку, виготовляють пластини із зв'язуючого матеріалу, свердлять в них отвори, а перед нагріванням пластини укладають у просторі робочої частини корпуса, обмеженому різцями, а частки зносостійкого матеріалу розміщують в о творах пластин між різцями. Завдяки наявності обичайок по периметру торця корпуса і по контурах промивних каналів і пазів виключається розвальцьовування контурів промивних каналів і пазів і їх закупорювання, що значно поліпшує умови очистки і охолодження, крім того при спіканні обичайки забезпечують рівномірний розподіл зв'язуючого матеріалу на торці корпуса і при високих механічних навантаженнях в процесі буріння міцно утримують його від руйнування, а завдяки укладанню у просторі робочої частини корпуса, обмеженому різцями пластин і свердлінню в них о творів по розрахунковій схемі з укладанням в них часток зносостійкого матеріалу досягається упорядкування розміщення цих часток в об'ємі зв'язуючого матеріалу, що сприятиме здійсненню фрезерування розбурювання при більш високих осьових навантаженнях, внаслідок чого поліпшуються показники проходки. Недоліком описаних способів виготовлення бурового фрезера є те, що при плавленні зв'язуючого матеріалу частки зносостійкого матеріалу, особливо більш крупні, опускаються на дно корпуса бурового фрезера, збільшуючи концентрацію, що унеможливлює регулювання розташування цих часток по висоті ріжучого шару, а в радіальному напрямку і біля промивних пазів і каналів таке регулювання також неможливе, оскільки воно обмежене наявністю отворів у пластинах, що по своїй суті імітує в процесі буріння роботу підшипника тертя. В основу винаходу покладено завдання такого удосконалення бурового фрезера і способу його виготовлення, пов'язаних єдиним винахідницьким задумом, при якому за рахунок орієнтації феромагнітних часток зносостійкого матеріалу за допомогою магнітного поля, що діє по всій поверхні ріжучого шару і/або на його наперед заданій частині при виготовленні фрезера таким чином, що міцність ріжучого шару збільшується в напрямку торця корпуса, а концентрація часток зносостійкого матеріалу зростає у радіальному напрямку до периферії корпуса фрезера, забезпечується можливість управління концентрацією і розташуванням часток зносостійкого матеріалу по наперед заданій схемі, яка буде максимально відповідати умовам експлуатації бурового фрезера. Означене завдання вирішується завдяки тому, що у буровому фрезері, що містить корпус з промивними каналами і пазами і закріплений на торці корпуса ріжучий шар, який складається із стержневих різців, закріплених на торці корпуса, біля промивних каналів і пазів у зв'язуючому матеріалі і розміщених в об'ємі зв'язуючого матеріалу часток зносостійкого матеріалу, згідно винаходу частки зносостійкого матеріалу виконані з феромагнітного матеріалу і мають міцність, що збільшується в напрямку торця корпуса, а концентрація часток зносостійкого матеріалу зростає у радіальному напрямку до периферії корпуса фрезера, оптимальним при цьому є, коли концентрація і розмір часток зносостійкого матеріалу по периметру торця корпуса по контурах промивних каналів і пазів більша, ніж в їх решті; частки зносостійкого матеріалу, переважно ти, що розташовані на торці корпуса зорієнтовані так, що одна з граней перетину їх бокових поверхонь звернена в напрямку обертання фрезера; стержневі різці також виконано з феромагнітного матеріалу, а у способі виготовлення бурового фрезера, що включає виготовлення каналів і пазів у корпусі, свердління отворів на торці корпуса і установку в них стержневих різців, розміщення між ними зв'язуючого матеріалу із частками зносостійкого матеріалу, що у сукупності утворюють ріжучий шар, нагрівання його до температури спікання, наступне охолодження і зачистку зовнішньої частини фрезера до заданого діаметра, згідно винаходу використовують частки зносостійкого матеріалу з феромагнітного матеріалу, а в процесі нагрівання ріжучого шару до температури спікання на нього або на його частину діють магнітним полем, при цьому на шляху дії магнітного поля розташовують жароміцний екран з діелектричного матеріалу, оптимальним при цьому є, коли одночасно з дією магнітного поля на корпус фрезера накладають вібрації і його обертають; дію магнітного поля здійснюють під кутом до торця фрезера; використовують стержневі різці, виконані також з феромагнітного матеріалу. Причинно-наслідковий зв'язок між пов'язаними між собою сукупностями ознак, що заявляються, і технічними результатами, які досягаються при їх реалізації, полягає у наступному. Оскільки у пропонованому технічному рішенні розподіл часток зносостійкого феромагнітного матеріалу по всій висоті ріжучого шару досягається за рахунок дії сил магнітного поля при спіканні високоміцні частки з більшою кількістю зв'язуючого матеріалу, наприклад кобальту, оскільки вони відповідають більшим феромагнітним властивостям, розташуються переважно ближче до торця фрезера, а частки зносостійкого матеріалу з меншими феромагнітними властивостями і з більш високою зносостійкістю розташуються ближче до границі між корпусом і ріжучим шаром. Такий розподіл часток зносостійкого матеріалу утримується магнітним полем на протязі спікання, але при наявності вібрацій і обертання корпуса інструмента частки зносостійкого матеріалу ще й контактують одна з одною, утворюючи дендритну структур у, найбільш раціональну з точки зору механізму дії на об'єкт, що руйн ується, оскільки дендрити матимуть більший склад зв'язуючого матеріалу, наприклад кобальту і краще змочуються зв'язуючим матеріалом, що призведе до ще більшого підвищення ріжучих властивостей інструмента. Слід відмітити, що при дії магнітного поля місцево по контуру промивних пазів і каналів, де руйнування зв'язуючого матеріалу особливо неприпустиме, досягається підвищена концентрація часток зносостійкого матеріалу саме в цій робочій частині інструмента. При дії магнітного поля під кутом до торця фрезера забезпечується така орієнтація часток зносостійкого матеріалу, при якій одна з граней перетину їх бокових поверхонь звернена у напрямку обертання фрезера, що ще в більшій мірі сприятиме підвищенню його ріжучої спроможності. А коли стержневі різці також виконано з феромагнітного матеріалу при зменшеній їх довжині досягається можливість відносно них зорієнтувати у потрібному напрямку під дією магнітного поля частки зносостійкого матеріалу і утворити таку схему розташування часток зносостійкого матеріалу, коли високоміцні зносостійкі ділянки захищають розташовані між ними ділянки з більш зносостійкими частками, які мають високі ріжучі властивості, але погано сприймають динамічні навантаження. На кресленнях проілюстровано пропоновані винаходи, де на фіг.1 показано торцеву частину корпуса бурового фрезера, на фіг.2 - схему реалізації пропонованого способу і поздовжній розріз бурового фрезера, на фіг.3 - схему реалізації способу виготовлення бурового фрезера при дії магнітним полем під кутом до торця фрезера, на фіг.4 - схему реалізації способу виготовлення бурового фрезера при дії магнітним полем місцево тільки на частину торця фрезера при виконанні стержневих різців також з феромагнітного матеріалу. Буровий фрезер містить корпус 1 з промивними каналами 2 і пазами 3, обичайками 4 і закріплений на торці корпуса 1 ріжучий шар, який складається із стержневих різців 5, розміщених біля промивних каналів 2 і пазів 3 у зв'язуючому матеріалі 6 і розташованих в об'ємі зв'язуючого матеріалу часток зносостійкого матеріалу 7, згідно винаходу частки зносостійкого матеріалу 7 виконані з феромагнітного матеріалу і мають міцність, що збільшується в напрямку торця корпуса 1, а концентрація часток зносостійкого матеріалу 7 зростає у радіальному напрямку до периферії корпуса 1 фрезера, оптимальним при цьому є, коли концентрація і розмір часток зносостійкого матеріалу 7 по периметру торця корпуса 1 по контурах промивних каналів 2 і пазів 3 більша, ніж в їх решті; частки зносостійкого матеріалу 7, переважно ті, що розташовані на торці корпуса 1 зорієнтовані так, що одна з граней перетину їх бокових поверхонь звернена в напрямку обертання фрезера; стержневі різці 5 також виконано з феромагнітного матеріалу, а у способі виготовлення бурового фрезера, що включає виготовлення каналів 2 і пазів 3 у корпусі 1 з обичайками 4, свердління отворів на торці корпуса 1 і установку в них стержневих різців 5, розміщення між ними зв'язуючого матеріалу 6 із частками зносостійкого матеріалу 7, що у сукупності утворюють ріжучий шар 5-7, нагрівання його до температури спікання, наступне охолодження і зачистку зовнішньої частини фрезера до заданого діаметра, згідно винаходу використовують частки зносостійкого матеріалу 7 з феромагнітного матеріалу, а в процесі нагрівання ріжучого шару 5-7 до температури спікання на нього або на його частину діють магнітним полем за допомогою магніту 8 (фіг.2) або локального магніту 9, відповідно, при цьому на шляху дії магнітного поля розташовують жароміцний екран 10 з діелектричного матеріалу, який може бути виконано у вигляді пластини, закріпленої гвинтами 11 на корпусі 1, оптимальним при цьому є, коли одночасно з дією магнітного поля на корпус 1 фрезера накладають вібрації і його обертають; дію магнітного поля здійснюють під кутом до торця фрезера (фіг.3); використовують стержневі різці 5, виконані також з феромагнітного матеріалу (фіг.4). Для здійснення нагрівання в процесі спікання використовують індуктор ТВЧ12, а для накладання на корпус 1 фрезера вібрацій - вібратор 13. Спосіб виготовлення бурового фрезера здійснюють таким чином. Виготовляють промивні канали 2 і пази 3 у корпусі 1 з обичайками 4, виконаними по периметру торця корпуса 1 по контурах промивних каналів 2 і пазів 3, свердлять отвори на торці корпуса 1 і установлюють в них стержневі різці 5, розміщують між ними зв'язуючий матеріал із частками зносостійкого матеріалу 7, що у сукупності утворюють ріжучий шар 5-7, нагрівають його до температури спікання, здійснюють наступне охолодження і зачистку зовнішньої частини фрезера до заданого діаметра, при цьому згідно винаходу використовують частки зносостійкого матеріалу 7 з феромагнітного матеріалу, а в процесі нагрівання ріжучого шару 5-7 до температури спікання на нього або на його частину діють магнітним полем, при цьому на шляху дії магнітного поля розташовують жароміцний екран 10 з діелектричного матеріалу, при цьому одночасно з дією магнітного поля на корпус 1 фрезера накладають вібрації за допомогою вібратора 13 і його обертають, дію магнітного поля здійснюють під кутом до торця фрезера, використовують стержневі різці 5, виконані також з феромагнітного матеріалу. Підвищення тривалості дії магнітного поля дозволяє збільшити концентрацію часток зносостійкого матеріалу 7 у наперед заданій зоні ріжучого шару 5-7, а при використанні локального магніту 9 з обмеженим за площею поперечним перерізом стає можливим підвищити концентрацію часток зносостійкого матеріалу 7 у певній зоні, наприклад у зоні розташування промивних каналів 2 і пазів 3 і/або стержневих різців 5 зменшеної довжини, що виконані з феромагнітного матеріалу для реалізації схеми розташування їх як показано на фіг.4. Буровий фрезер працює так. Після спуску на забій і надання фрезеру обертального руху і руху подачі внаслідок контактування ріжучого шару 5-7 з об'єктом фрезерування в останньому утворюється отвір, діаметр якого поступово в процесі роботи збільшується. В процесі роботи фрезера в робочу зону підводиться охолоджуюча рідина через промивні канали 2 і пази 3. Як об'єкт фрезерування в більшості випадків використовуються порожнисті трубчасті елементи (бурильні труби, насосно-компресорні труби, замки і т.п.). Оскільки завдяки пропонованому способу виготовлення бурового фрезера розподіл часток зносостійкого матеріалу 7 здійснюється за допомогою магнітного поля при спіканні високоміцні з більшими магнітними властивостями частки зносостійкого матеріалу 7 розташуються переважно на торцевій ріжучій поверхні фрезера, а частки зносостійкого матеріалу 7 з меншими магнітними властивостями, що мають більш високу зносостійкість - на протилежній частині ріжучого шару 5-7 створюються умови витримування високих динамічних навантажень без руйнування ріжучого шару 5-7 і одночасно підвищення його зносостійкості. Крім того створюються умови для управління концентрацією і розміщенням часток зносостійкого матеріалу 7 по заздалегідь заданій умовами експлуатації схемі.
ДивитисяДодаткова інформація
Назва патенту англійськоюDrill cutter and method for making it
Автори англійськоюMarchuk Yaroslav Semenovych, Kvach Volodymyr Vasyliovych, Koshovskyi Vasyl Fedorovych, Yatskiv Mykhailo Petrovych
Назва патенту російськоюБуровой фрезер и способ его изготовления
Автори російськоюМарчук Ярослав Семенович, Квач Владимир Васильевич, Кошовский Василий Федорович, Яцкив Михаил Петрович
МПК / Мітки
МПК: E21B 29/00
Мітки: виготовлення, фрезер, буровий, спосіб
Код посилання
<a href="https://ua.patents.su/4-66256-burovijj-frezer-i-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Буровий фрезер і спосіб його виготовлення</a>
Фрезер буровий
Номер патенту: 36264
Опубліковано: 16.04.2001
Автори: Кошовський Василь Федорович, Квач Володимир Васильович, Скляров Едуард Дмитрович
МПК: E21B 29/00
Текст:
...вид знизу, збоку торця, відповідно. Фрезер буровий (фіг. 1, 2) містить корпус 1 з промивними парами 2 і промивними каналами 3, стержневі різці 4 закріплено по периметру торця корпуса 1 біля промивних каналів 3 та пазів 2 у матеріалі-зв'язці 5, в якому рівномірно розміщено частки зносостійкого матеріалу 6, фрезер оснаще но обичайками 7, виконаними за периметром торця корпуса 1, за контурами промивних каналів 3 та пазів 2, які стикаються зі...
Фрезер кільцевий
Номер патенту: 41710
Опубліковано: 17.09.2001
Автори: Квач Володимир Васильович, Кошовський Василь Федорович, Скляров Едуард Дмитрович
МПК: E21B 29/00
Формула / Реферат:
1.Фрезер кільцевий, що містить порожнистий циліндричний корпус з промивними пазами, верхній кінець якого має різь для приєднання до колони бурових труб, а нижній кінець корпуса має осьовий отвір і його армовано різальними елементами, розташованими на одному рівні по висоті відносно його торця у зв'язуючому матеріалі, в об'ємі якого розміщено частки зносостійкого матеріалу, який відрізняється тим, що внутрішня поверхня нижнього кінця корпуса...
Труборіз-фрезер
Номер патенту: 15992
Опубліковано: 29.08.1997
Автори: Троцький Василь Пилипович, Тіщенко Василь Іванович, Банчужний Сергій Георгійович
МПК: E21B 29/00
Мітки: труборіз-фрезер
Формула / Реферат:
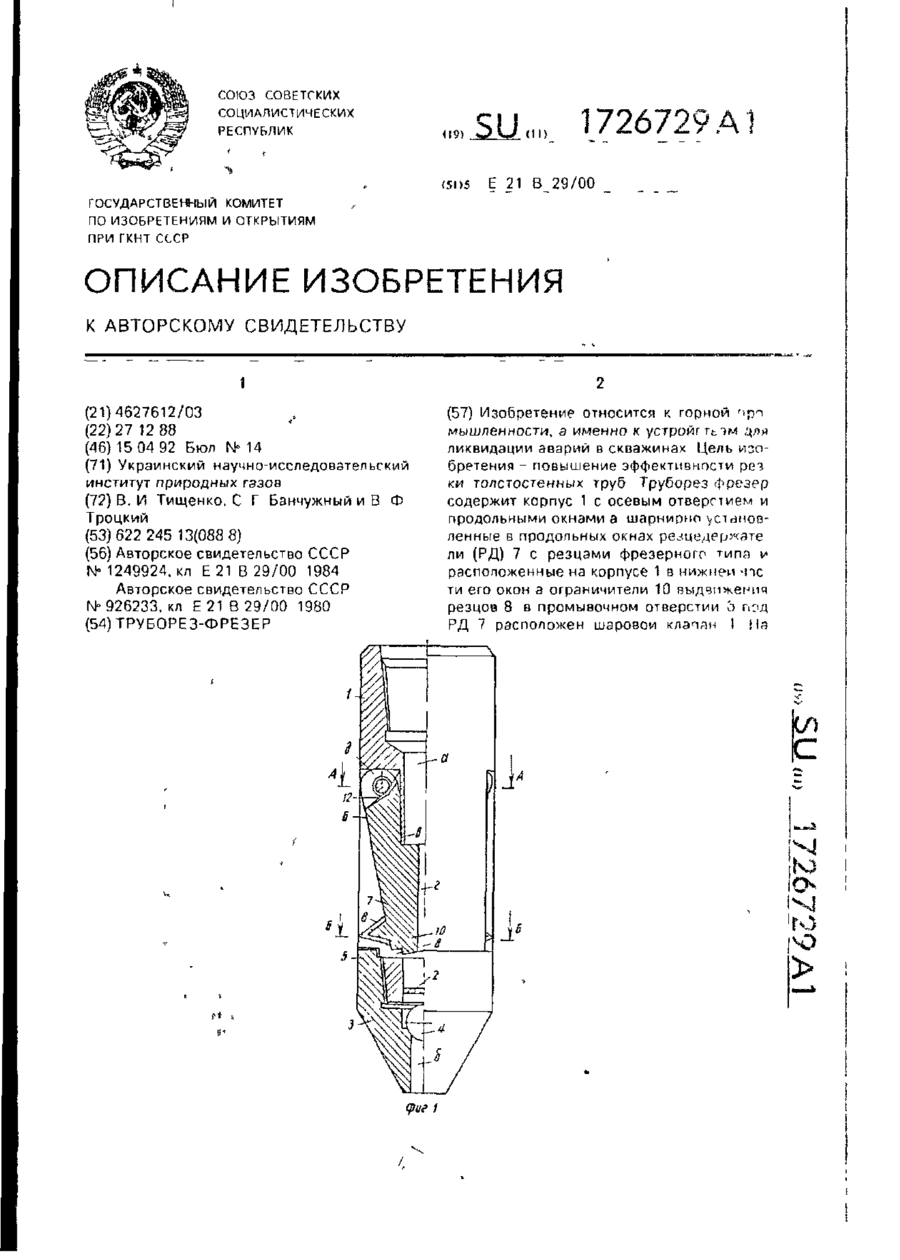
Труборез-фрезер, содержащий корпус с осевым отверстием и продольными окнами, шарнирно установленные в продольных окнах резцедержатели с резцами фрезерного типа, расположенные на корпусе в нижней части его окон ограничите-ли выдвижения резцов, отличающийся тем, что, с целью повышения эффективности резки толстостенных труб, он снабжен расположенным в осевом отверстии корпуса под резцедержателями шаровым клапаном, на тыльных поверхностях...
Фрезер гідропіскоструминний
Номер патенту: 46980
Опубліковано: 17.06.2002
Автори: Абрамов Вадим Борисович, Червінський Володимир Петрович
МПК: E21B 29/00
Мітки: фрезер, гідропіскоструминний
Формула / Реферат:
Фрезер гідропіскоструминний, що містить корпус з насадками і гайками для кріплення насадок, який відрізняється тим, що корпус виконаний із двох частин і постачений запірним органом, виконаним у вигляді циліндра з радіальними каналами і кільцевою канавкою на внутрішній поверхні і містить підпружинений поршень з нижнім і верхнім штоками і цангову втулку, причому втулка вста -новлена з можливістю заходження в канавку і з'єднана з верхнім штоком...
Спосіб виготовлення магнітно-анізотропного порошку і пристрій для його здійснення
Номер патенту: 63123
Опубліковано: 15.01.2004
Автори: Шалімов Сергій Ігорович, Блохін Олександр Григорович, Салуян Олена Олексієвна
МПК: B22F 1/00, H01F 1/032
Мітки: здійснення, магнітно-анізотропного, спосіб, порошку, пристрій, виготовлення
Формула / Реферат:
1. Спосіб виготовлення магнітно-анізотропного порошку, що включає дроблення продукту, отриманого з розплавленого металу, здрібнювання, формування в магнітному полі і термообробку, який відрізняється тим, що здрібнення виконують шляхом циклічної деформації зі зрушенням, причому кожен цикл виконують при нагріванні зі ступінчатою зміною температури і при накладенні магнітного поля.2. Пристрій для виготовлення магнітно-анізотропного...
Попередній патент: Спосіб детекції proteus vulgaris
Наступний патент: Удосконалений універсальний бюстгальтер
Випадковий патент: Індуктор