Сталеплавильний комплекс
Номер патенту: 6644
Опубліковано: 16.05.2005
Автори: Метельський Володимир Петрович, Гура Юрій Леонідович, Бондаренко Олександр Олексійович, Луньов Валентин Васильович, Петруша Юрій Петрович, Левада Олексій Савич, Андріяс Ірина Аркадіївна, Труфанов Іван Дмитрійович, Пачколін Юрій Ефтович
Формула / Реферат
Сталеплавильний комплекс, який включає дугову сталеплавильну піч, що містить кожух, футерівку, під, електродотримач, один або декілька електродів графітованих, індуктор та систему електрообладнання, яка містить силовий трансформатор, коротку мережу, схему живлення пічного трансформатора та автоматичний регулятор режиму роботи печі, який відрізняється тим, що індуктор розташований у бічних стінках дугової сталеплавильної печі, система електрообладнання додатково містить перетворювач частоти та тиристорний компенсатор реактивної потужності.
Текст
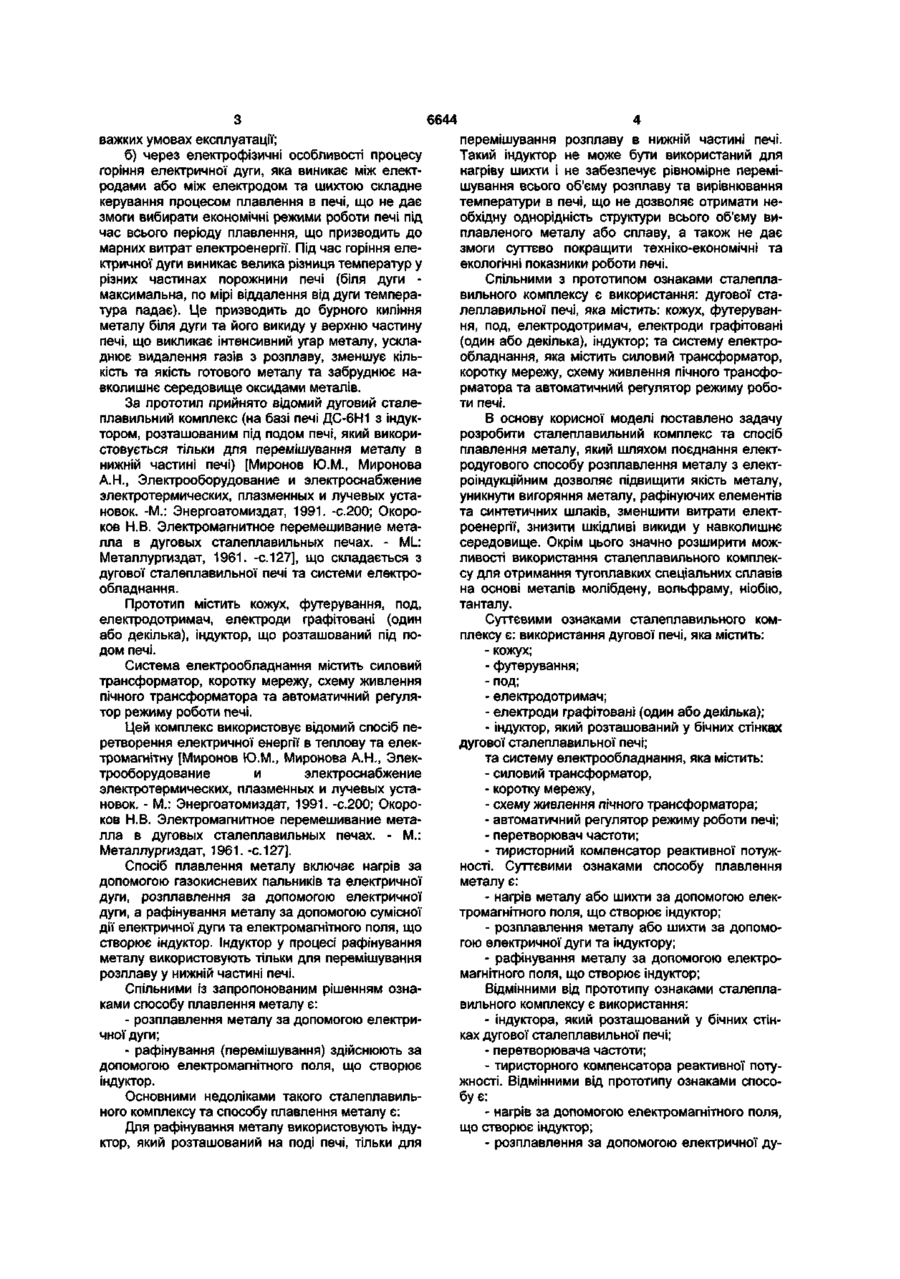
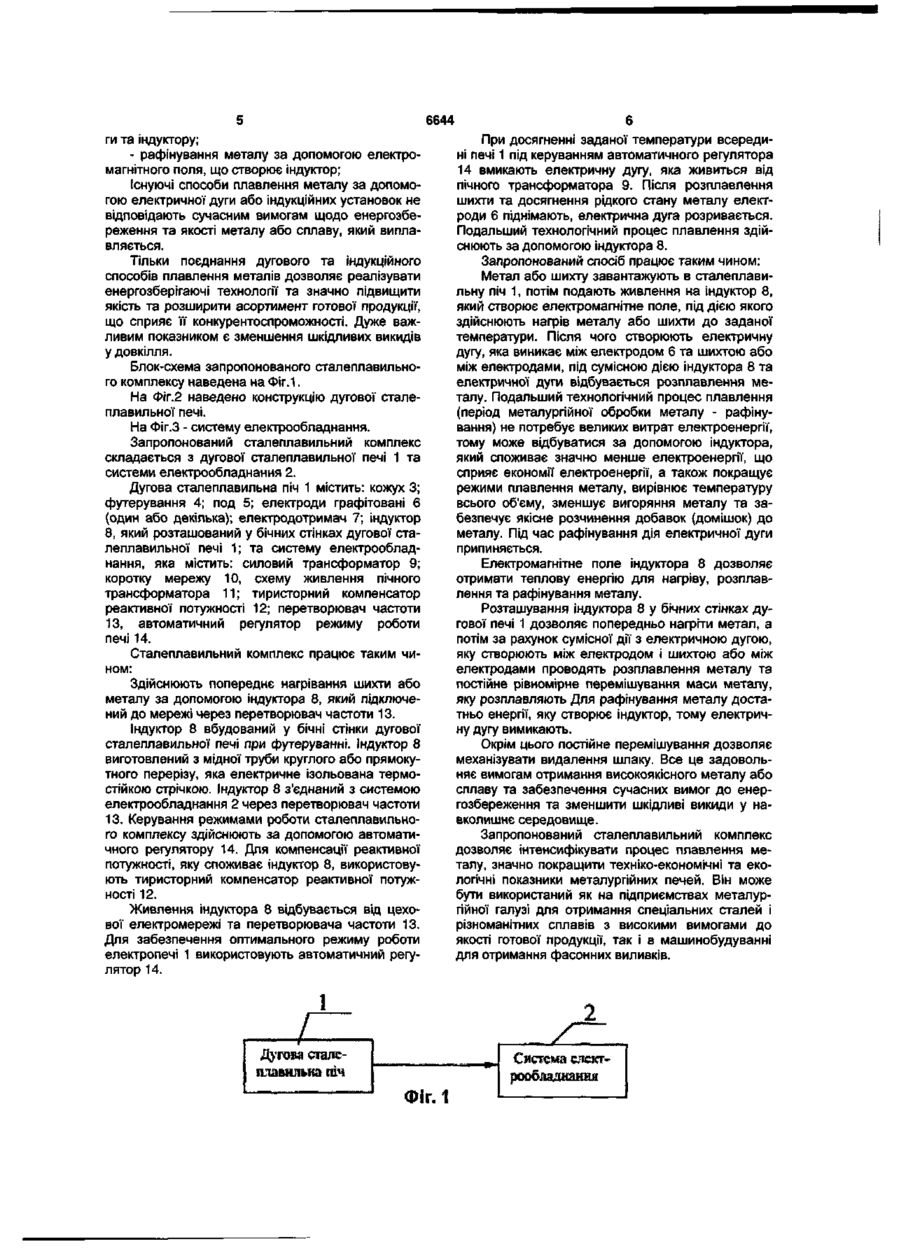
Сталеплавильний комплекс, який включає дугову сталеплавильну піч, що містить кожух, футерівку, під, електродотримач, один або декілька електродів графітованих, індуктор та систему електрообладнання, яка містить силовий трансформатор, коротку мережу, схему живлення пічного трансформатора та автоматичний регулятор режиму роботи печі, який відрізняється тим, що індуктор розташований у бічних стінках дугової сталеплавильної печі, система електрообладнання додатково містить перетворювач частоти та тиристорний компенсатор реактивної потужності. Корисна модель відноситься до електротермії, конкретно - стосується конструкції сталеплавильного комплексу та способу плавлення спеціальних сталей та різноманітних сплавів підвищеної якості. Відомий сталеплавильній комплекс на базі дугової сталеплавильної печі, де для інтенсифікації плавлення металу використовують паливнокисневі або газокисневі пальники, але саме плавлення відбувається за допомогою електричної дуги [Металлургические печи / В.М. Миткалинный, В.А. Кривандин, В.А. Морозов и др. - М.: Металлургия, 1987. -с. 105; Диомидовский Д.А. Металлургические печи. - М.: Гос. научн. техн. изд. литерат. по черной и цветной металлургии, 1961.-c.38]. Дугова сталеплавильна піч складається з: кожуха; поду, футерування; електродотримача; електродів графітованих (одного або декількох); газокисневих пальників та системи електрообладнання, яка містить силовий трансформатор, коротку мережу, схему живлення пічного трансформатора та автоматичний регулятор режиму роботи печі Цей сталеплавильний комплекс дозволяє застосовувати спосіб плавлення металу [Металлургические печи / В.М. Миткалинный, В.А. Кривандин, В.А. Морозов и др. - М.: Металлургия, 1987. -с. 106; Диомидовский Д.А. Металлургические печи. - М : Гос научн. техн. изд. литерат по черной и цветной металлургии, 1961. -С.39], який включає нагрів, розплавлення та рафінування за допомогою електричної дуги та теплової енергії газокисневих пальників для інтенсифікації нагріву металу. Спільними ІЗ запропонованим рішенням ознаками сталеплавильного комплексу є використання: кожуху; футерування; поду; електродотримача; електродів графітованих (одного або декількох); та системи електрообладнання, яка містить силовий трансформатор, коротку мережу, схему живлення пічного трансформатора та автоматичний регулятор режиму роботи печі. Спільними ІЗ запропонованим рішенням ознаками способу є використання: електричної дуги для розплавлення металу. Основними недоліками такого комплексу та способу плавлення металу є: а) додаткове газове устаткування (паливнокисневі або газокисневі пальники, які необхідні для інтенсифікації нагріву металу, газові трубопроводи, компресори, насоси, запірна арматура, апаратура керування подачею газу), що погіршує режим енергозбереження за рахунок додаткових витрат газу та підвищує КІЛЬКІСТЬ ВИКИДІВ В атмосферу шкідливих речовин. Окрім цього в розплавлений метал потрапляють сполуки, які утворюються при горінні киснево-газових сумішей, це не дає змоги отримати бажану чистоту ХІМІЧНОГО складу металу (або сплаву), що значно знижує якість металу та зменшує можливості його використання для важливих деталей машин і механізмів, які працюють у (О CD < 6Г 6644 важких умовах експлуатації; б) через електрофізичні особливості процесу горіння електричної дуги, яка виникає між електродами або між електродом та шихтою складне керування процесом плавлення в печі, що не дає змоги вибирати економічні режими роботи печі під час всього періоду плавлення, що призводить до марних витрат електроенергії. Під час горіння електричної дуги виникає велика різниця температур у різних частинах порожнини печі (біля дуги максимальна, по мірі віддалення від дуги температура падає). Це призводить до бурного кипіння металу біля дуги та його викиду у верхню частину печі, що викликає інтенсивний угар металу, ускладнює видалення газів з розплаву, зменшує кількість та якість готового металу та забруднює навколишнє середовище оксидами металів. За прототип прийнято відомий дуговий сталеплавильний комплекс (на базі печі ДС-6Н1 з індуктором, розташованим під подом печі, який використовується тільки для перемішування металу в нижній частині печі) [Миронов Ю.М., Миронова А.Н., Электрооборудование и электроснабжение электротермических, плазменных и лучевых установок. -М.: Энергоатомиздат, 1991. -с.200; Окороков Н.В. Электромагнитное перемешивание металла в дуговых сталеплавильных печах. - ML: Металлургиздат, 1961. -с. 127], що складається з дугової сталеплавильної печі та системи електрообладнання. Прототип містить кожух, футерування, под, електродотримач, електроди графітовані (один або декілька), індуктор, що розташований під подом печі. Система електрообладнання містить силовий трансформатор, коротку мережу, схему живлення пічного трансформатора та автоматичний регулятор режиму роботи печі. Цей комплекс використовує відомий спосіб перетворення електричної енергії в теплову та електромагнітну [Миронов Ю.М., Миронова А.Н., Электрооборудование и электроснабжение электротермических, плазменных и лучевых установок. - М.: Энергоатомиздат, 1991. -с.200; Окороков Н.В. Электромагнитное перемешивание металла в дуговых сталеплавильных печах. - М.: Металлургиздат, 1961. -с. 127]. Спосіб плавлення металу включає нагрів за допомогою газокисневих пальників та електричної дуги, розплавлення за допомогою електричної дуги, а рафінування металу за допомогою сумісної дії електричної дуги та електромагнітного поля, що створює індуктор. Індуктор у процесі рафінування металу використовують тільки для перемішування розплаву у нижній частині печі. Спільними із запропонованим рішенням ознаками способу плавлення металу є: - розплавлення металу за допомогою електричної дуги; - рафінування (перемішування) здійснюють за допомогою електромагнітного поля, що створює індуктор. Основними недоліками такого сталеплавильного комплексу та способу плавлення металу є: Для рафінування металу використовують індуктор, який розташований на поді печі, тільки для перемішування розплаву в нижній частині печі. Такий індуктор не може бути використаний для нагріву шихти і не забезпечує рівномірне перемішування всього об'єму розплаву та вирівнювання температури в печі, що не дозволяє отримати необхідну однорідність структури всього об'єму виплавленого металу або сплаву, а також не дає змоги суттєво покращити техніко-економічні та екологічні показники роботи печі. Спільними з прототипом ознаками сталеплавильного комплексу є використання: дугової сталеплавильної печі, яка містить: кожух, футерування, под, електродотримач, електроди графітовані (один або декілька), індуктор; та систему електрообладнання, яка містить силовий трансформатор, коротку мережу, схему живлення пічного трансформатора та автоматичний регулятор режиму роботи печі. В основу корисної моделі поставлено задачу розробити сталеплавильний комплекс та спосіб плавлення металу, який шляхом поєднання електродугового способу розплавлення металу з електроіндукційним дозволяє підвищити якість металу, уникнути вигоряння металу, рафінуючих елементів та синтетичних шлаків, зменшити витрати електроенергії, знизити шкідливі викиди у навколишнє середовище. Окрім цього значно розширити можливості використання сталеплавильного комплексу для отримання тугоплавких спеціальних сплавів на основі металів молібдену, вольфраму, ніобію, танталу. Суттєвими ознаками сталеплавильного комплексу є: використання дугової печі, яка містить: - кожух; - футерування; -под; - електродотримач; - електроди графітовані (один або декілька); - індуктор, який розташований у бічних стінках дугової сталеплавильної печі; та систему електрообладнання, яка містить: - силовий трансформатор, - коротку мережу, - схему живлення пічного трансформатора; - автоматичний регулятор режиму роботи печі; - перетворювач частоти; - тиристорний компенсатор реактивної потужності. Суттєвими ознаками способу плавлення металу є: - нагрів металу або шихти за допомогою електромагнітного поля, що створює індуктор; - розплавлення металу або шихти за допомогою електричної дуги та індуктору; - рафінування металу за допомогою електромагнітного поля, що створює індуктор; Відмінними від прототипу ознаками сталеплавильного комплексу є використання: - індуктора, який розташований у бічних стінках дугової сталеплавильної печі; - перетворювача частоти; - тиристорного компенсатора реактивної потужності. Відмінними від прототипу ознаками способу є: - нагрів за допомогою електромагнітного поля, що створює індуктор; - розплавлення за допомогою електричної ду 6644 ги та індуктору; - рафінування металу за допомогою електромагнітного поля, що створює індуктор; Існуючі способи плавлення металу за допомогою електричної дуги або індукційних установок не відповідають сучасним вимогам щодо енергозбереження та якості металу або сплаву, який виплавляється. Тільки поєднання дугового та індукційного способів плавлення металів дозволяє реалізувати енергозберігаючі технології та значно підвищити якість та розширити асортимент готової продукції, що сприяє її конкурентоспроможності. Дуже важливим показником є зменшення шкідливих викидів у довкілля. Блок-схема запропонованого сталеплавильного комплексу наведена на Фіг.1. На Фіг.2 наведено конструкцію дугової сталеплавильної печі. На Фіг.З - систему електрообладнання. Запропонований сталеплавильний комплекс складається з дугової сталеплавильної печі 1 та системи електрообладнання 2. Дугова сталеплавильна піч 1 містить: кожух 3; футерування 4; под 5; електроди графітовані 6 (один або декілька); електродотримач 7; індуктор 8, який розташований у бічних стінках дугової сталеплавильної печі 1; та систему електрообладнання, яка містить: силовий трансформатор 9; коротку мережу 10, схему живлення пічного трансформатора 11; тиристорний компенсатор реактивної потужності 12; перетворювач частоти 13, автоматичний регулятор режиму роботи печі 14. Сталеплавильний комплекс працює таким чином: Здійснюють попереднє нагрівання шихти або металу за допомогою індуктора 8, який підключений до мережі через перетворювач частоти 13. Індуктор 8 вбудований у бічні стінки дугової сталеплавильної печі при футеруванні. Індуктор 8 виготовлений з мідної труби круглого або прямокутного перерізу, яка електричне ізольована термостійкою стрічкою. Індуктор 8 з'єднаний з системою електрообладнання 2 через перетворювач частоти 13. Керування режимами роботи сталеплавильного комплексу здійснюють за допомогою автоматичного регулятору 14. Для компенсації реактивної потужності, яку споживає індуктор 8, використовують тиристорний компенсатор реактивної потужності 12. Живлення індуктора 8 відбувається від цехової електромережі та перетворювача частоти 13. Для забезпечення оптимального режиму роботи електропечі 1 використовують автоматичний регулятор 14. і Дуття сталеплавильна шч ФІГ. 1 При досягненні заданої температури всередині печі 1 під керуванням автоматичного регулятора 14 вмикають електричну дугу, яка живиться від пічного трансформатора 9. Після розплавлення шихти та досягнення рідкого стану металу електроди 6 піднімають, електрична дуга розривається. Подальший технологічний процес плавлення здійснюють за допомогою індуктора 8. Запропонований спосіб працює таким чином: Метал або шихту завантажують в сталеплавильну піч 1, потім подають живлення на індуктор 8, який створює електромагнітне поле, під дією якого здійснюють нагрів металу або шихти до заданої температури. Після чого створюють електричну дугу, яка виникає між електродом 6 та шихтою або між електродами, під сумісною дією індуктора 8 та електричної дуги відбувається розплавлення металу. Подальший технологічний процес плавлення (період металургійної обробки металу - рафінування) не потребує великих витрат електроенергії, тому може відбуватися за допомогою індуктора, який споживає значно менше електроенергії, що сприяє економії електроенергії, а також покращує режими плавлення металу, вирівнює температуру всього об'єму, зменшує вигоряння металу та забезпечує якісне розчинення добавок (домішок) до металу. Під час рафінування дія електричної дуги припиняється. Електромагнітне поле індуктора 8 дозволяє отримати теплову енергію для нагріву, розплавлення та рафінування металу. Розташування індуктора 8 у бічних стінках дугової печі 1 дозволяє попередньо нагріти метал, а потім за рахунок сумісної дії з електричною дугою, яку створюють між електродом і шихтою або між електродами проводять розплавлення металу та постійне рівномірне перемішування маси металу, яку розплавляють Для рафінування металу достатньо енергії, яку створює індуктор, тому електричну дугу вимикають. Окрім цього постійне перемішування дозволяє механізувати видалення шлаку. Все це задовольняє вимогам отримання високоякісного металу або сплаву та забезпечення сучасних вимог до енергозбереження та зменшити шкідливі викиди у навколишнє середовище. Запропонований сталеплавильний комплекс дозволяє інтенсифікувати процес плавлення металу, значно покращити техніко-економічні та екологічні показники металургійних печей. Він може бути використаний як на підприємствах металургійної галузі для отримання спеціальних сталей і різноманітних сплавів з високими вимогами до якості готової продукції, так і в машинобудуванні для отримання фасонних виливків. 6644 Електрична схема живлення тчного ФІГ. г Комп'ютерна верстка Н Лисенко Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA steel making system
Автори англійськоюHura Yurii Leonidovych, Luniov Valentyn Vasyliovych, Petrusha Yurii Petrovych, Metelskyi Volodymyr Petrovych
Назва патенту російськоюСталеплавильный комплекс
Автори російськоюГура Юрий Леонидович, Лунев Валентин Васильевич, Лунёв Валентин Васильевич, Петруша Юрий Петрович, Метельский Владимир Петрович
МПК / Мітки
МПК: C21C 5/00
Мітки: комплекс, сталеплавильний
Код посилання
<a href="https://ua.patents.su/4-6644-staleplavilnijj-kompleks.html" target="_blank" rel="follow" title="База патентів України">Сталеплавильний комплекс</a>
Спосіб виплавки сталі та сталеплавильний агрегат в. м. ломакіна для його здійснення
Номер патенту: 39845
Опубліковано: 16.02.2004
Автор: Ломакін Володимир Максимович
Мітки: сталеплавильний, агрегат, ломакіна, спосіб, сталі, здійснення, виплавки
Формула / Реферат:
1. Спосіб виплавки сталі, що включає заправку плавильної ванни вогнетривкими порошками, завантаження металобрухту через виконані у передній стінці ванни завалозаливальні вікна совками, заливку через згадані вікна рідкого чавуну, завантаження флюсу, продувку киснем з відводом газів, що відходять у другу плавильну ванну для нагріву холодного металобрухту, та наступний відвід газів через газовідвідний тракт у димові труби, нагрів та розплавлення...
Сталеплавильний агрегат
Номер патенту: 1896
Опубліковано: 20.12.1994
Автори: Петров Олександр Володимирович, Возний Микола Миколайович, Свінолобов Микола Петрович, Філонов Олег Васильович, Кущенко Олександр Іванович, Соломін Геннадій Васильович, Поживанов Олександр Михайлович, Розанов Станіслав Миколайович, Сапов Володимир Федірович, Локтіонов Петро Якович, Дворядкін Борис Олександрович, Гребєнюков Анатолій Васильович
МПК: F27B 3/26
Мітки: агрегат, сталеплавильний
Формула / Реферат:
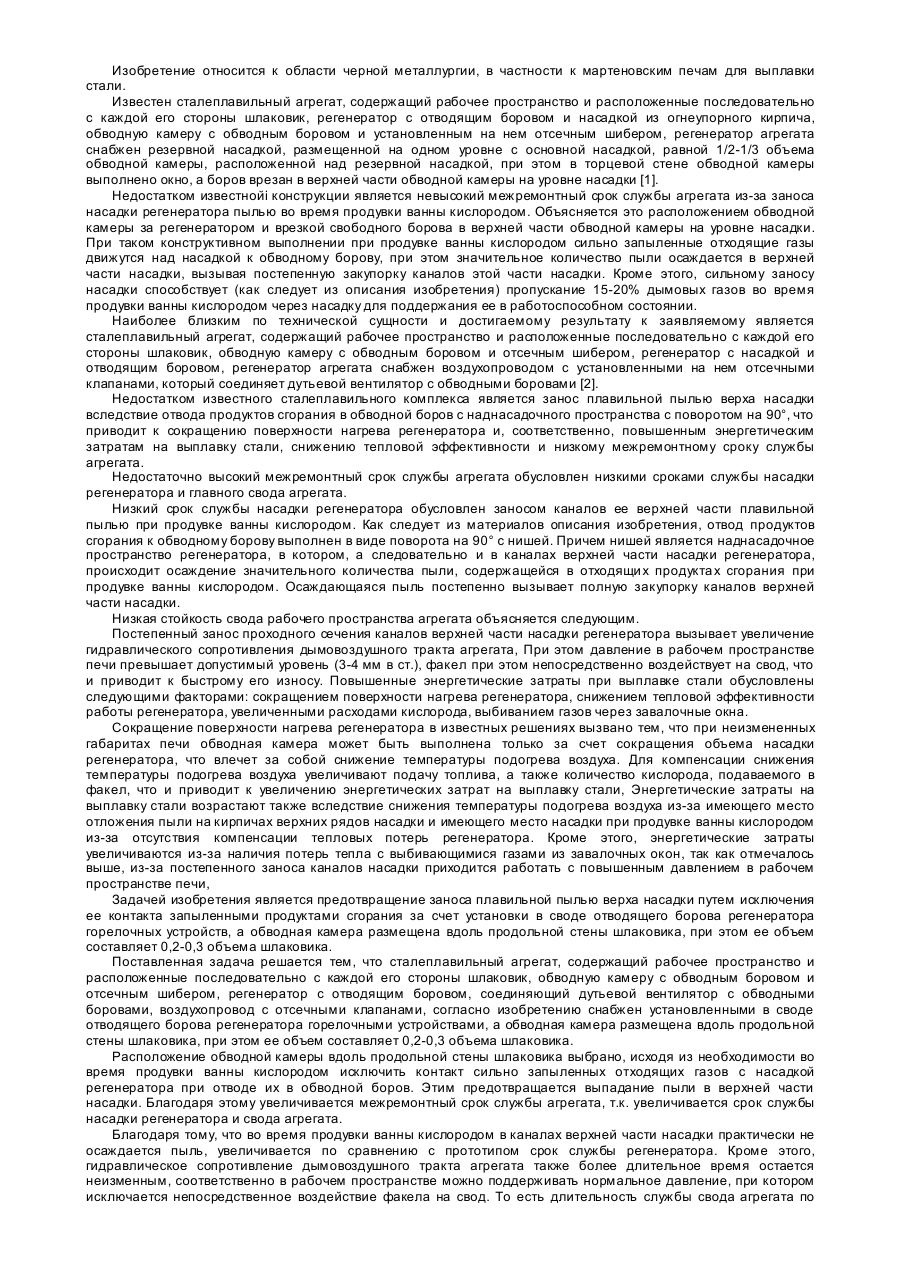
Сталеплавильный агрегат, содержащий рабочее пространство и расположенные последовательно с каждой его стороны шлаковик, обводную камеру с обводным боровом и отсечным шибером, регенератор с отводящим боровом, соединяющий дутьевой вентилятор с обводными боровами, воздухопровод с отсечными клапанами, отличающийся тем, что он снабжен установленными в своде отводящего борова регенератора горелочными устройствами, а обводная камера размещена вдоль...
Двованний сталеплавильний агрегат
Номер патенту: 24092
Опубліковано: 31.08.1998
Автори: Міронов Євген Костянтинович, Кущенко Олександр Іванович, Рижанський Арнольд Зіновійович, Локтіонов Петро Якович, Нотич Анатолій Григорович, Дворядкін Борис Олександрович, Рибінов Володимир Артемійович
Мітки: сталеплавильний, двованний, агрегат
Формула / Реферат:
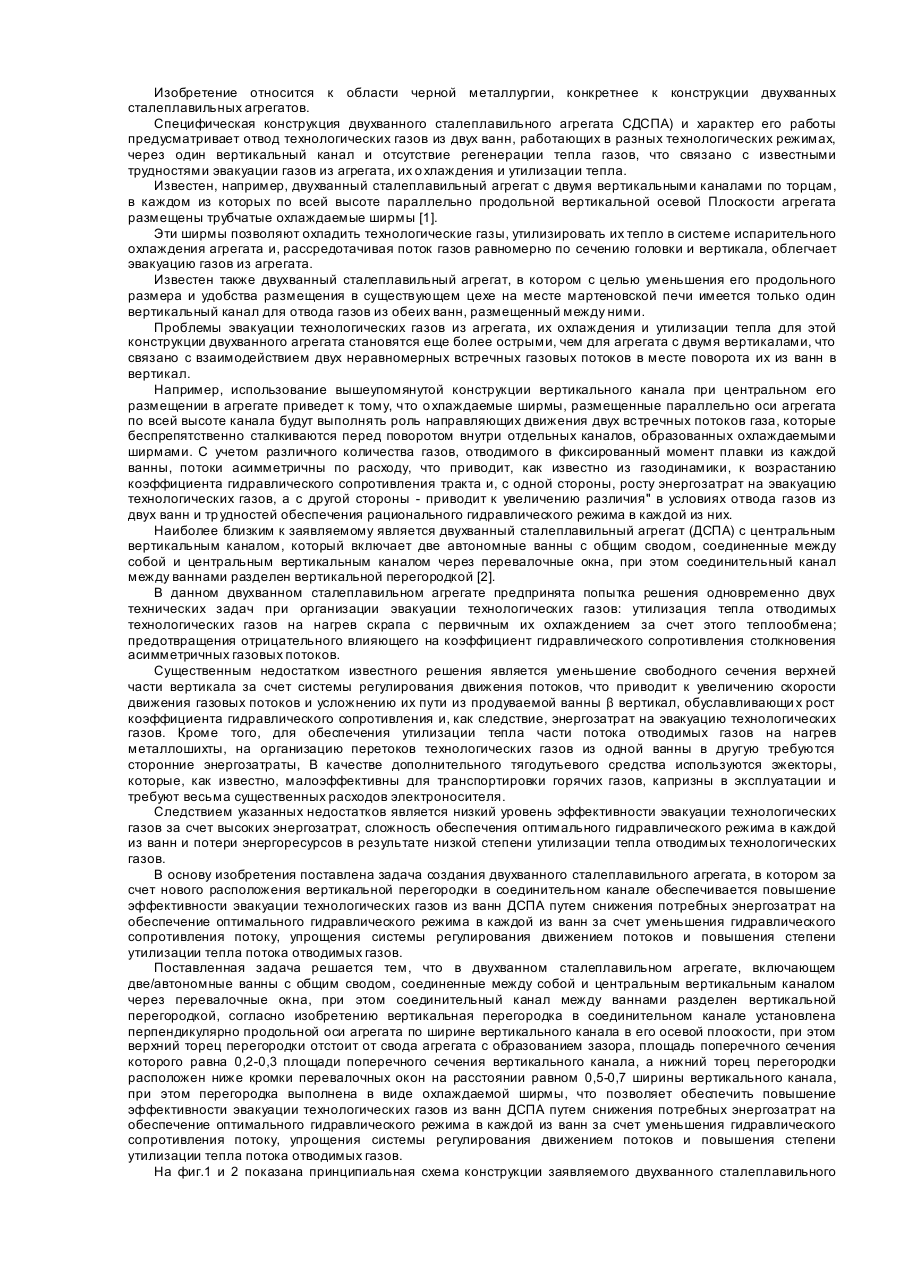
Двухванный сталеплавильный агрегат, включающий две автономные ванны с общим сводом, соединенные между собой и центральным вертикальным каналом через перевалочные окна, при этом соединительный канал между ваннами разделен вертикальной перегородкой, отличающийся тем, что вертикальная перегородка в соединительном канале установлена перпендикулярно продольной оси агрегата по ширине вертикального канала в его осевой плоскости, при этом верхний...
Двованний сталеплавильний агрегат
Номер патенту: 24093
Опубліковано: 31.08.1998
Автори: Демідова Валентина Єгорівна, Кущенко Олександр Іванович, Міронов Євген Костянтинович, Локтіонов Петро Якович, Дворядкін Борис Олександрович, Рибінов Володимир Артемійович, Нотич Анатолій Григорович
Мітки: сталеплавильний, двованний, агрегат
Формула / Реферат:
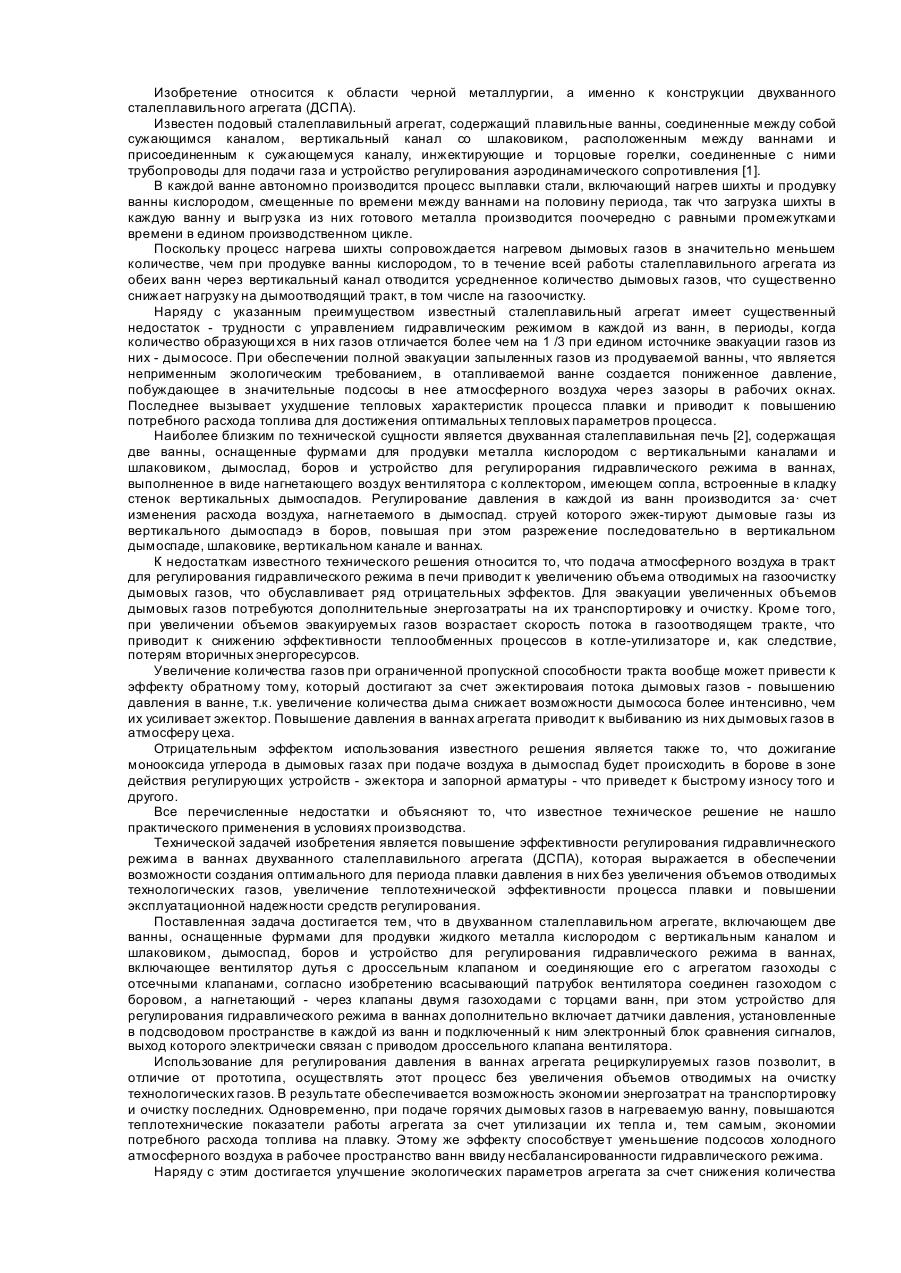
Двухванный сталеплавильный агрегат, содержащий две ванны, оснащенные фурмами для продувки жидкого металла кислородом с вертикальным каналом и шлаковиком, дымоспад, боров и устройство для регулирования гидравлического режима в ваннах, включающее вентилятор дутья с дроссельным клапаном и соединяющие его с агрегатом газоходы с отсечными клапанами, отличающийся тем, что всасывающий патрубок вентилятора соединен газоходом с боровом, а нагнетающий...
Подовий сталеплавильний агрегат
Номер патенту: 138
Опубліковано: 30.04.1993
Автори: Дворядкін Борис Олександрович, Фролов Артур Володимирович, Жердєв Олександр Сергійович, Фролов Володимир Миколайович, Петров Олександр Володимирович, Скороход Микола Михайлович, Соломін Геннадій Васильович, Дорофєєв Володимир Миколайович
МПК: F27B 3/20
Мітки: сталеплавильний, подовий, агрегат
Текст:
...давление, и ванна I защищается от выбросов пыли и газа в период интенсивной продувки расплава кислородом, кроме того, в рабочее пространство печи J с завалочных окон 19 в этот период подсасывается определенное количество воздуха, необходимое для дожигания окиси углерода в газоотводящем тракте агрегата. Расположение поперечно ваннам над перевалами г)\урм позволяет осуирствить независимое друг от друга регулирование давлений в рабочих...
Попередній патент: Пристрій для садіння саджанки цибулі і часнику на головки
Наступний патент: Пресувальне кільце обмотки трансформатора
Випадковий патент: Спосіб виготовлення поверхнево-активного біопрепарату