Прес для виготовлення цегли
Номер патенту: 67264
Опубліковано: 10.02.2012

Формула / Реферат
Прес для виготовлення цегли, який містить станину з розташованими на ній прес-формою, гідроциліндрами, пуансонами, дозатором, бункером, гідростанцією і пультом управління роботою преса, який відрізняється тим, що прес-форма оснащена приєднаними до неї на різьбі пустотоутворювачами, виконаними у вигляді вертикально орієнтованих прутів, переважно круглого перерізу, з можливістю проходу крізь верхній пуансон через відповідні вертикальні отвори у ньому, при цьому у площині пуансона, перпендикулярно напрямку вертикальних отворів, в які входять пустотоутворювачі, виконані горизонтальні наскрізні отвори меншого діаметра за діаметр вертикальних отворів з різьбою на краях для установки штуцерів, приєднаних за допомогою гнучкого рукава до магістралі стисненого повітря,які перетинають вертикальні отвори.
Текст
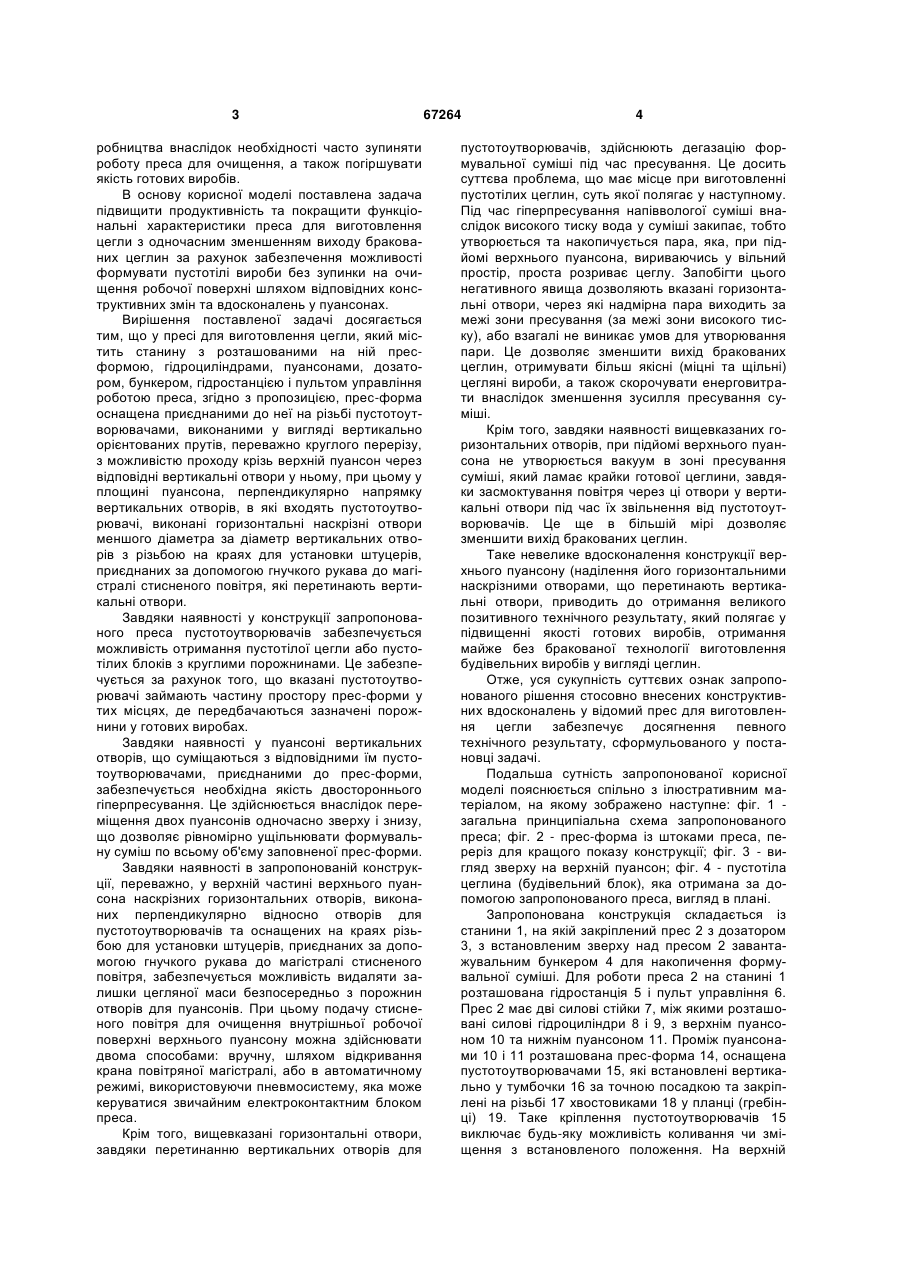
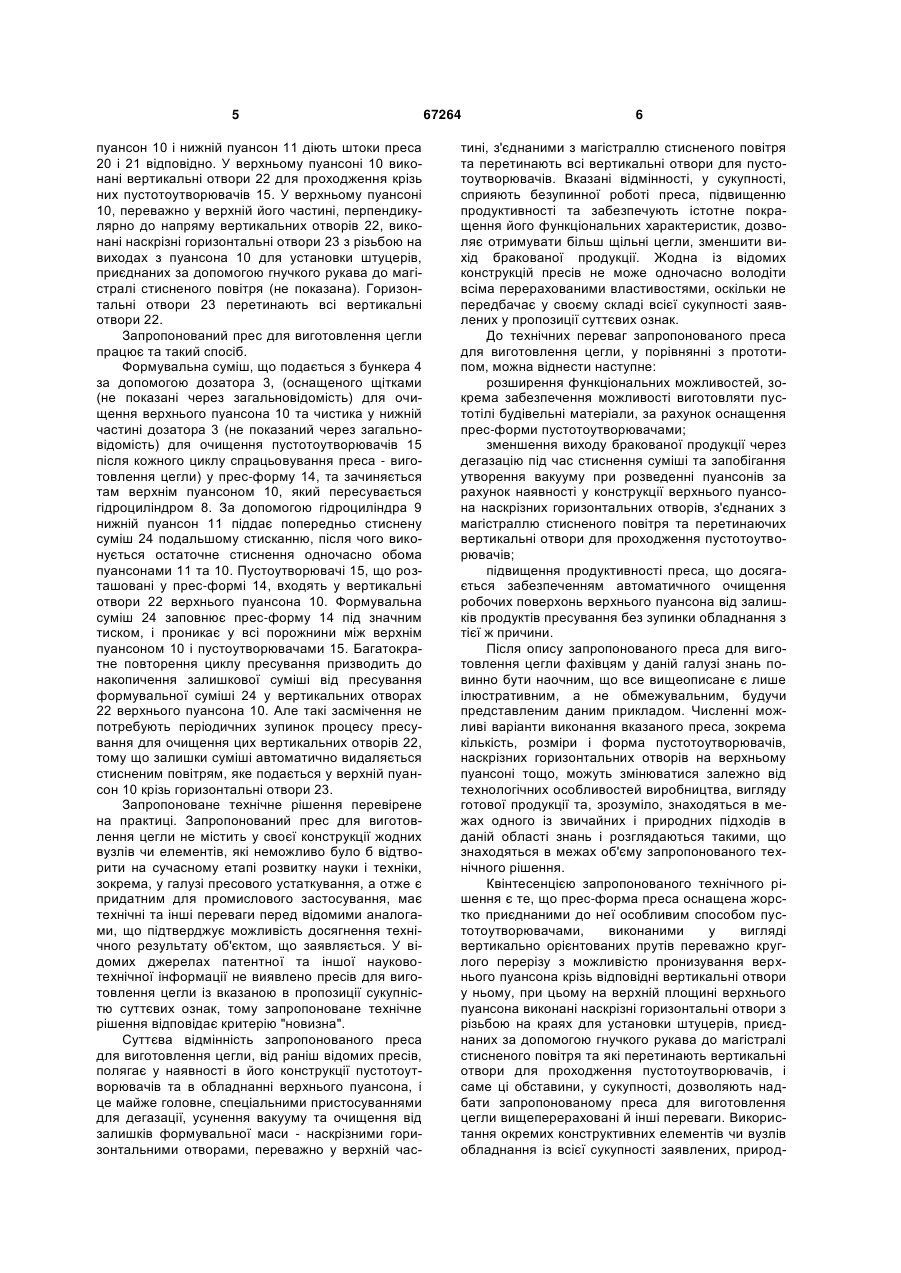
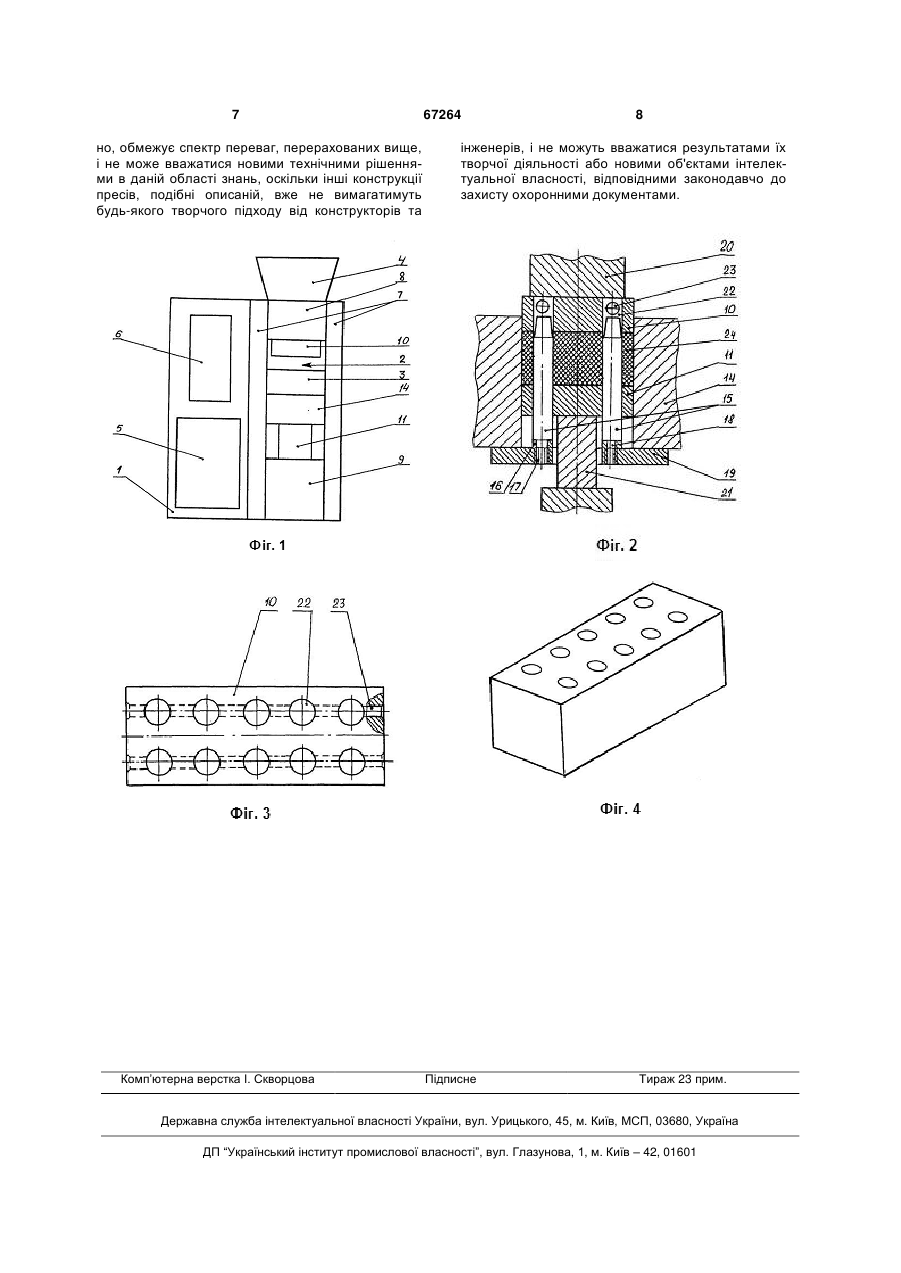
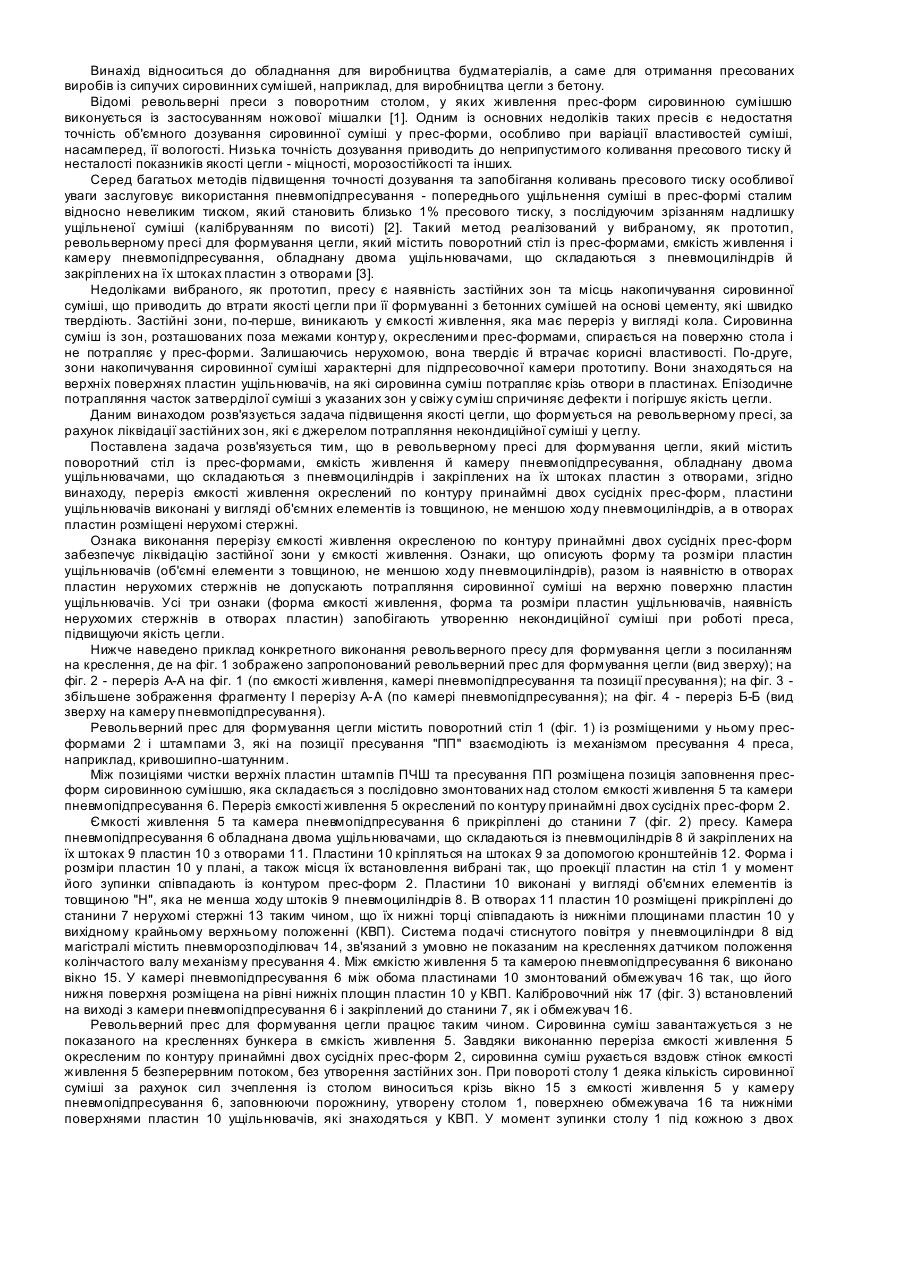
Прес для виготовлення цегли, який містить станину з розташованими на ній прес-формою, гідроциліндрами, пуансонами, дозатором, бункером, гідростанцією і пультом управління роботою преса, який відрізняється тим, що прес-форма 3 робництва внаслідок необхідності часто зупиняти роботу преса для очищення, а також погіршувати якість готових виробів. В основу корисної моделі поставлена задача підвищити продуктивність та покращити функціональні характеристики преса для виготовлення цегли з одночасним зменшенням виходу бракованих цеглин за рахунок забезпечення можливості формувати пустотілі вироби без зупинки на очищення робочої поверхні шляхом відповідних конструктивних змін та вдосконалень у пуансонах. Вирішення поставленої задачі досягається тим, що у пресі для виготовлення цегли, який містить станину з розташованими на ній пресформою, гідроциліндрами, пуансонами, дозатором, бункером, гідростанцією і пультом управління роботою преса, згідно з пропозицією, прес-форма оснащена приєднаними до неї на різьбі пустотоутворювачами, виконаними у вигляді вертикально орієнтованих прутів, переважно круглого перерізу, з можливістю проходу крізь верхній пуансон через відповідні вертикальні отвори у ньому, при цьому у площині пуансона, перпендикулярно напрямку вертикальних отворів, в які входять пустотоутворювачі, виконані горизонтальні наскрізні отвори меншого діаметра за діаметр вертикальних отворів з різьбою на краях для установки штуцерів, приєднаних за допомогою гнучкого рукава до магістралі стисненого повітря, які перетинають вертикальні отвори. Завдяки наявності у конструкції запропонованого преса пустотоутворювачів забезпечується можливість отримання пустотілої цегли або пустотілих блоків з круглими порожнинами. Це забезпечується за рахунок того, що вказані пустотоутворювачі займають частину простору прес-форми у тих місцях, де передбачаються зазначені порожнини у готових виробах. Завдяки наявності у пуансоні вертикальних отворів, що суміщаються з відповідними їм пустотоутворювачами, приєднаними до прес-форми, забезпечується необхідна якість двостороннього гіперпресування. Це здійснюється внаслідок переміщення двох пуансонів одночасно зверху і знизу, що дозволяє рівномірно ущільнювати формувальну суміш по всьому об'єму заповненої прес-форми. Завдяки наявності в запропонованій конструкції, переважно, у верхній частині верхнього пуансона наскрізних горизонтальних отворів, виконаних перпендикулярно відносно отворів для пустотоутворювачів та оснащених на краях різьбою для установки штуцерів, приєднаних за допомогою гнучкого рукава до магістралі стисненого повітря, забезпечується можливість видаляти залишки цегляної маси безпосередньо з порожнин отворів для пуансонів. При цьому подачу стисненого повітря для очищення внутрішньої робочої поверхні верхнього пуансону можна здійснювати двома способами: вручну, шляхом відкривання крана повітряної магістралі, або в автоматичному режимі, використовуючи пневмосистему, яка може керуватися звичайним електроконтактним блоком преса. Крім того, вищевказані горизонтальні отвори, завдяки перетинанню вертикальних отворів для 67264 4 пустотоутворювачів, здійснюють дегазацію формувальної суміші під час пресування. Це досить суттєва проблема, що має місце при виготовленні пустотілих цеглин, суть якої полягає у наступному. Під час гіперпресування напіввологої суміші внаслідок високого тиску вода у суміші закипає, тобто утворюється та накопичується пара, яка, при підйомі верхнього пуансона, вириваючись у вільний простір, проста розриває цеглу. Запобігти цього негативного явища дозволяють вказані горизонтальні отвори, через які надмірна пара виходить за межі зони пресування (за межі зони високого тиску), або взагалі не виникає умов для утворювання пари. Це дозволяє зменшити вихід бракованих цеглин, отримувати більш якісні (міцні та щільні) цегляні вироби, а також скорочувати енерговитрати внаслідок зменшення зусилля пресування суміші. Крім того, завдяки наявності вищевказаних горизонтальних отворів, при підйомі верхнього пуансона не утворюється вакуум в зоні пресування суміші, який ламає крайки готової цеглини, завдяки засмоктування повітря через ці отвори у вертикальні отвори під час їх звільнення від пустотоутворювачів. Це ще в більшій мірі дозволяє зменшити вихід бракованих цеглин. Таке невелике вдосконалення конструкції верхнього пуансону (наділення його горизонтальними наскрізними отворами, що перетинають вертикальні отвори, приводить до отримання великого позитивного технічного результату, який полягає у підвищенні якості готових виробів, отримання майже без бракованої технології виготовлення будівельних виробів у вигляді цеглин. Отже, уся сукупність суттєвих ознак запропонованого рішення стосовно внесених конструктивних вдосконалень у відомий прес для виготовлення цегли забезпечує досягнення певного технічного результату, сформульованого у постановці задачі. Подальша сутність запропонованої корисної моделі пояснюється спільно з ілюстративним матеріалом, на якому зображено наступне: фіг. 1 загальна принципіальна схема запропонованого преса; фіг. 2 - прес-форма із штоками преса, переріз для кращого показу конструкції; фіг. 3 - вигляд зверху на верхній пуансон; фіг. 4 - пустотіла цеглина (будівельний блок), яка отримана за допомогою запропонованого преса, вигляд в плані. Запропонована конструкція складається із станини 1, на якій закріплений прес 2 з дозатором 3, з встановленим зверху над пресом 2 завантажувальним бункером 4 для накопичення формувальної суміші. Для роботи преса 2 на станині 1 розташована гідростанція 5 і пульт управління 6. Прес 2 має дві силові стійки 7, між якими розташовані силові гідроциліндри 8 і 9, з верхнім пуансоном 10 та нижнім пуансоном 11. Проміж пуансонами 10 і 11 розташована прес-форма 14, оснащена пустотоутворювачами 15, які встановлені вертикально у тумбочки 16 за точною посадкою та закріплені на різьбі 17 хвостовиками 18 у планці (гребінці) 19. Таке кріплення пустотоутворювачів 15 виключає будь-яку можливість коливання чи зміщення з встановленого положення. На верхній 5 пуансон 10 і нижній пуансон 11 діють штоки преса 20 і 21 відповідно. У верхньому пуансоні 10 виконані вертикальні отвори 22 для проходження крізь них пустотоутворювачів 15. У верхньому пуансоні 10, переважно у верхній його частині, перпендикулярно до напряму вертикальних отворів 22, виконані наскрізні горизонтальні отвори 23 з різьбою на виходах з пуансона 10 для установки штуцерів, приєднаних за допомогою гнучкого рукава до магістралі стисненого повітря (не показана). Горизонтальні отвори 23 перетинають всі вертикальні отвори 22. Запропонований прес для виготовлення цегли працює та такий спосіб. Формувальна суміш, що подається з бункера 4 за допомогою дозатора 3, (оснащеного щітками (не показані через загальновідомість) для очищення верхнього пуансона 10 та чистика у нижній частині дозатора 3 (не показаний через загальновідомість) для очищення пустотоутворювачів 15 після кожного циклу спрацьовування преса - виготовлення цегли) у прес-форму 14, та зачиняється там верхнім пуансоном 10, який пересувається гідроциліндром 8. За допомогою гідроциліндра 9 нижній пуансон 11 піддає попередньо стиснену суміш 24 подальшому стисканню, після чого виконується остаточне стиснення одночасно обома пуансонами 11 та 10. Пустоутворювачі 15, що розташовані у прес-формі 14, входять у вертикальні отвори 22 верхнього пуансона 10. Формувальна суміш 24 заповнює прес-форму 14 під значним тиском, і проникає у всі порожнини між верхнім пуансоном 10 і пустоутворювачами 15. Багатократне повторення циклу пресування призводить до накопичення залишкової суміші від пресування формувальної суміші 24 у вертикальних отворах 22 верхнього пуансона 10. Але такі засмічення не потребують періодичних зупинок процесу пресування для очищення цих вертикальних отворів 22, тому що залишки суміші автоматично видаляється стисненим повітрям, яке подається у верхній пуансон 10 крізь горизонтальні отвори 23. Запропоноване технічне рішення перевірене на практиці. Запропонований прес для виготовлення цегли не містить у своєї конструкції жодних вузлів чи елементів, які неможливо було б відтворити на сучасному етапі розвитку науки і техніки, зокрема, у галузі пресового устаткування, а отже є придатним для промислового застосування, має технічні та інші переваги перед відомими аналогами, що підтверджує можливість досягнення технічного результату об'єктом, що заявляється. У відомих джерелах патентної та іншої науковотехнічної інформації не виявлено пресів для виготовлення цегли із вказаною в пропозиції сукупністю суттєвих ознак, тому запропоноване технічне рішення відповідає критерію "новизна". Суттєва відмінність запропонованого преса для виготовлення цегли, від раніш відомих пресів, полягає у наявності в його конструкції пустотоутворювачів та в обладнанні верхнього пуансона, і це майже головне, спеціальними пристосуваннями для дегазації, усунення вакууму та очищення від залишків формувальної маси - наскрізними горизонтальними отворами, переважно у верхній час 67264 6 тині, з'єднаними з магістраллю стисненого повітря та перетинають всі вертикальні отвори для пустотоутворювачів. Вказані відмінності, у сукупності, сприяють безупинної роботі преса, підвищенню продуктивності та забезпечують істотне покращення його функціональних характеристик, дозволяє отримувати більш щільні цегли, зменшити вихід бракованої продукції. Жодна із відомих конструкцій пресів не може одночасно володіти всіма перерахованими властивостями, оскільки не передбачає у своєму складі всієї сукупності заявлених у пропозиції суттєвих ознак. До технічних переваг запропонованого преса для виготовлення цегли, у порівнянні з прототипом, можна віднести наступне: розширення функціональних можливостей, зокрема забезпечення можливості виготовляти пустотілі будівельні матеріали, за рахунок оснащення прес-форми пустотоутворювачами; зменшення виходу бракованої продукції через дегазацію під час стиснення суміші та запобігання утворення вакууму при розведенні пуансонів за рахунок наявності у конструкції верхнього пуансона наскрізних горизонтальних отворів, з'єднаних з магістраллю стисненого повітря та перетинаючих вертикальні отвори для проходження пустотоутворювачів; підвищення продуктивності преса, що досягається забезпеченням автоматичного очищення робочих поверхонь верхнього пуансона від залишків продуктів пресування без зупинки обладнання з тієї ж причини. Після опису запропонованого преса для виготовлення цегли фахівцям у даній галузі знань повинно бути наочним, що все вищеописане є лише ілюстративним, а не обмежувальним, будучи представленим даним прикладом. Численні можливі варіанти виконання вказаного преса, зокрема кількість, розміри і форма пустотоутворювачів, наскрізних горизонтальних отворів на верхньому пуансоні тощо, можуть змінюватися залежно від технологічних особливостей виробництва, вигляду готової продукції та, зрозуміло, знаходяться в межах одного із звичайних і природних підходів в даній області знань і розглядаються такими, що знаходяться в межах об'єму запропонованого технічного рішення. Квінтесенцією запропонованого технічного рішення є те, що прес-форма преса оснащена жорстко приєднаними до неї особливим способом пустотоутворювачами, виконаними у вигляді вертикально орієнтованих прутів переважно круглого перерізу з можливістю пронизування верхнього пуансона крізь відповідні вертикальні отвори у ньому, при цьому на верхній площині верхнього пуансона виконані наскрізні горизонтальні отвори з різьбою на краях для установки штуцерів, приєднаних за допомогою гнучкого рукава до магістралі стисненого повітря та які перетинають вертикальні отвори для проходження пустотоутворювачів, і саме ці обставини, у сукупності, дозволяють надбати запропонованому преса для виготовлення цегли вищеперераховані й інші переваги. Використання окремих конструктивних елементів чи вузлів обладнання із всієї сукупності заявлених, природ 7 но, обмежує спектр переваг, перерахованих вище, і не може вважатися новими технічними рішеннями в даній області знань, оскільки інші конструкції пресів, подібні описаній, вже не вимагатимуть будь-якого творчого підходу від конструкторів та Комп’ютерна верстка І. Скворцова 67264 8 інженерів, і не можуть вважатися результатами їх творчої діяльності або новими об'єктами інтелектуальної власності, відповідними законодавчо до захисту охоронними документами. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPress for brick manufacture
Автори англійськоюChakov Ihor Oleksandrovych, Tachko Viktor Viktorovych
Назва патенту російськоюПресс для изготовления кирпича
Автори російськоюЧаков Игорь Александрович, Тачко Виктор Викторович
МПК / Мітки
МПК: B28B 3/08
Мітки: прес, цегли, виготовлення
Код посилання
<a href="https://ua.patents.su/4-67264-pres-dlya-vigotovlennya-cegli.html" target="_blank" rel="follow" title="База патентів України">Прес для виготовлення цегли</a>
Прес для виготовлення цегли

Номер патенту: 17464
Опубліковано: 15.09.2006
Автор: Юсубов Сарахад Гаджимамудович
МПК: B28B 3/02
Мітки: виготовлення, прес, цегли
Формула / Реферат:
Прес для виготовлення цегли, що містить станину, на якій розташовані прес-форма, гідроциліндри, дозатор, бункер, гідростанція і пульт керування, який відрізняється тим, що у верхній площині верхнього пуансона прес-форми виконані пази, що розташовані вище і напроти отворів пуансона.
Револьверний прес для формування цегли
Номер патенту: 79292
Опубліковано: 11.06.2007
Автори: Федоров Георгій Дмитрович, Болотських Микола Степанович, Крот Олександр Юлійович, Савченко Олександр Григорович, Тимощенко Андрій Миколайович, Буцький В'ячеслав Олександрович
МПК: B28B 3/10
Мітки: прес, револьверний, формування, цегли
Формула / Реферат:
Револьверний прес для формування цегли, який містить поворотний стіл із прес-формами, ємкість живлення і камеру пневмопідпресування, обладнану двома ущільнювачами, що складаються з пневмоциліндрів й закріплених на їх штоках пластин з отворами, який відрізняється тим, що переріз ємкості живлення окреслений по контуру принаймні двох сусідніх прес-форм, пластини ущільнювачів виконані у вигляді об'ємних елементів із товщиною, не меншою ніж хід...
Револьверний прес для формування цегли
Номер патенту: 96026
Опубліковано: 26.09.2011
Автори: Болотських Микола Степанович, Савченко Олександр Григорович, Крот Олександр Юлійович, Федоров Георгій Дмитрович
МПК: B28B 5/00, B30B 11/08, B28B 3/10
Мітки: прес, револьверний, формування, цегли
Формула / Реферат:
1. Револьверний прес для формування цегли, який містить поворотний стіл з розміщеними у ньому прес-формами і штампами, опорні поверхні яких на позиції пресування контактують із опорними поверхнями двох пластин регулювання висоти цегли, прикріплених болтами до поршня механізму пресування, та пристрій очищення пластин, який відрізняється тим, що пристрій очищення пластин виконаний у вигляді обдувачів, зв'язаних із системою подачі стисненого...
Спосіб виготовлення керамічної цегли-сирцю
Номер патенту: 58698
Опубліковано: 15.08.2003
Автори: Щербаков Олександр Володимирович, Губарь Віктор Миколайович, Зайченко Микола Михайлович
МПК: B28C 1/00, C04B 33/02
Мітки: керамічної, виготовлення, спосіб, цегли-сирцю
Формула / Реферат:
Спосіб виготовлення керамічної цегли-сирцю, що включає приготування прес-порошку, активацію в електростатичному високовольтному полі і формування способом напівсухого пресування, який відрізняється тим, що перед формуванням виробів прес-порошок оброблюється в електричному полі протягом 2,5...3 хвилин з наступними параметрами: напруженість електричного поля 5...7,5 кВ/см сила струму ...
Спосіб виготовлення цегли будівельної лицювальної
Номер патенту: 45830
Опубліковано: 15.04.2002
Автори: Кирилюк Олександр Федорович, Любінський Ярослав Володимирович, Юнко Михайло Дмитрович
МПК: C04B 33/00
Мітки: виготовлення, будівельної, цегли, спосіб, лицювальної
Формула / Реферат:
1. Спосіб виготовлення цегли будівельної лицювальної на основі глинистої сировини, що включає приготування сировини та її переробку, пластичне формування, сушку та випалювання, який відрізняється тим, що в шихту додатково вводять технологічну добавку - лігносульфонат кальцію в кількості 0,1-0,5 % мас. від маси глинистої сировини, причому останній вводять в шихту безпосередньо на стадії переробки.2. Спосіб за п. 1, який...
Попередній патент: Спосіб консервування вологого зерна
Наступний патент: Формувач тактових імпульсів з виявленням вхідних імпульсів з тривалістю, яка визначається значенням управляючого слова
Випадковий патент: Спосіб діагностики розвитку остеопорозу