Револьверний прес для формування цегли
Номер патенту: 96026
Опубліковано: 26.09.2011
Автори: Крот Олександр Юлійович, Савченко Олександр Григорович, Болотських Микола Степанович, Федоров Георгій Дмитрович
Формула / Реферат
1. Револьверний прес для формування цегли, який містить поворотний стіл з розміщеними у ньому прес-формами і штампами, опорні поверхні яких на позиції пресування контактують із опорними поверхнями двох пластин регулювання висоти цегли, прикріплених болтами до поршня механізму пресування, та пристрій очищення пластин, який відрізняється тим, що пристрій очищення пластин виконаний у вигляді обдувачів, зв'язаних із системою подачі стисненого повітря, обладнаних отворами для формування струменів повітря та розміщених у зоні болтів кріплення пластин до поршня так, що їх опорні поверхні спираються на пластини і притискаються до них цими болтами, а система подачі стисненого повітря містить клапан та датчик взаємного положення опорних поверхонь пластин і штампів, причому датчик формує сигнал на відкриття клапана при відсутності контакту між опорними поверхнями пластин і штампів.
2. Прес за п. 1, який відрізняється тим, що отвори подачі в обдувачі стисненого повітря виконані в пластинах у зоні між болтами кріплення пластин до поршня, а отвори обдувачів, що формують діючі на просип струмені, виконані у вигляді щілин, одна зі стінок яких утворена поверхнями пластин.
Текст
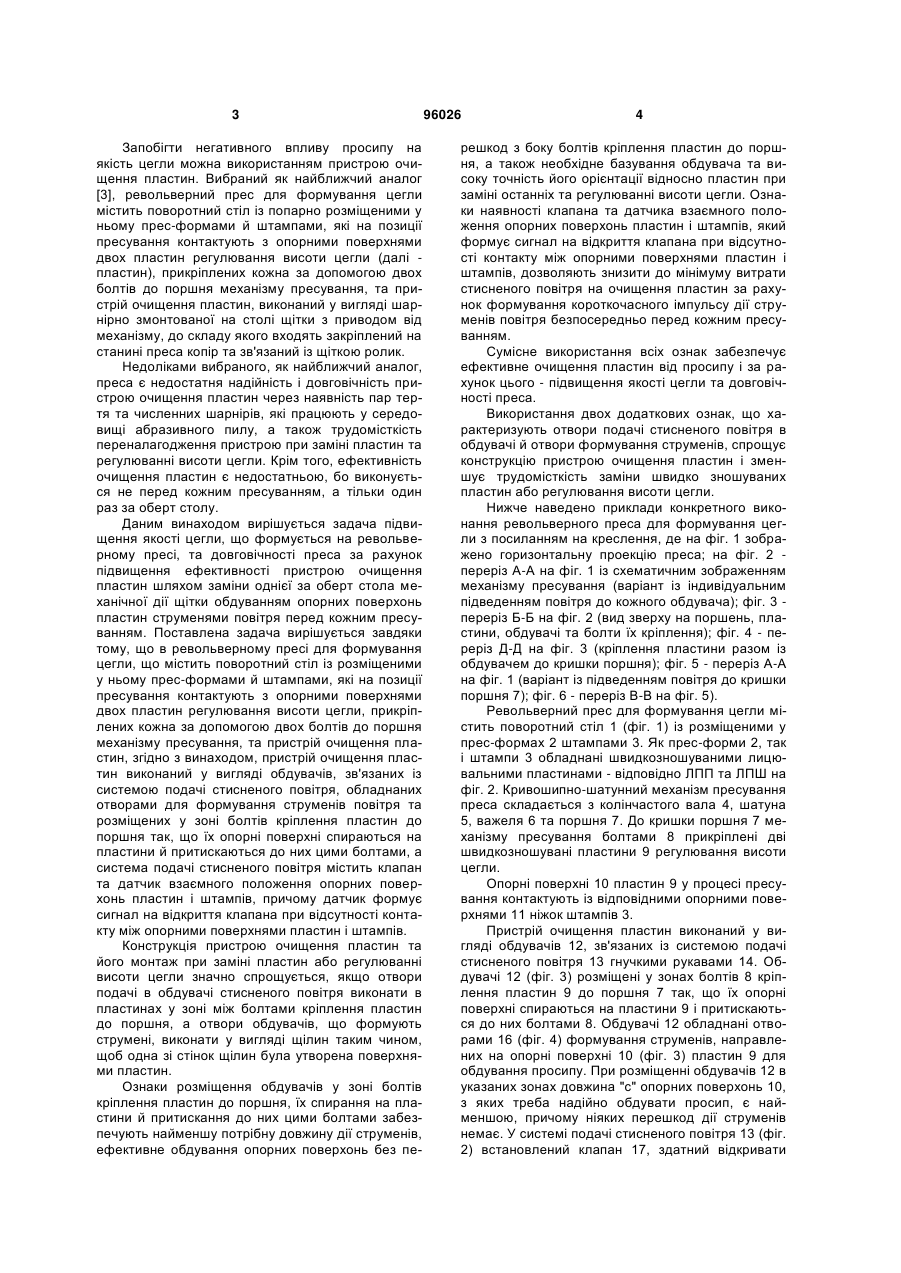
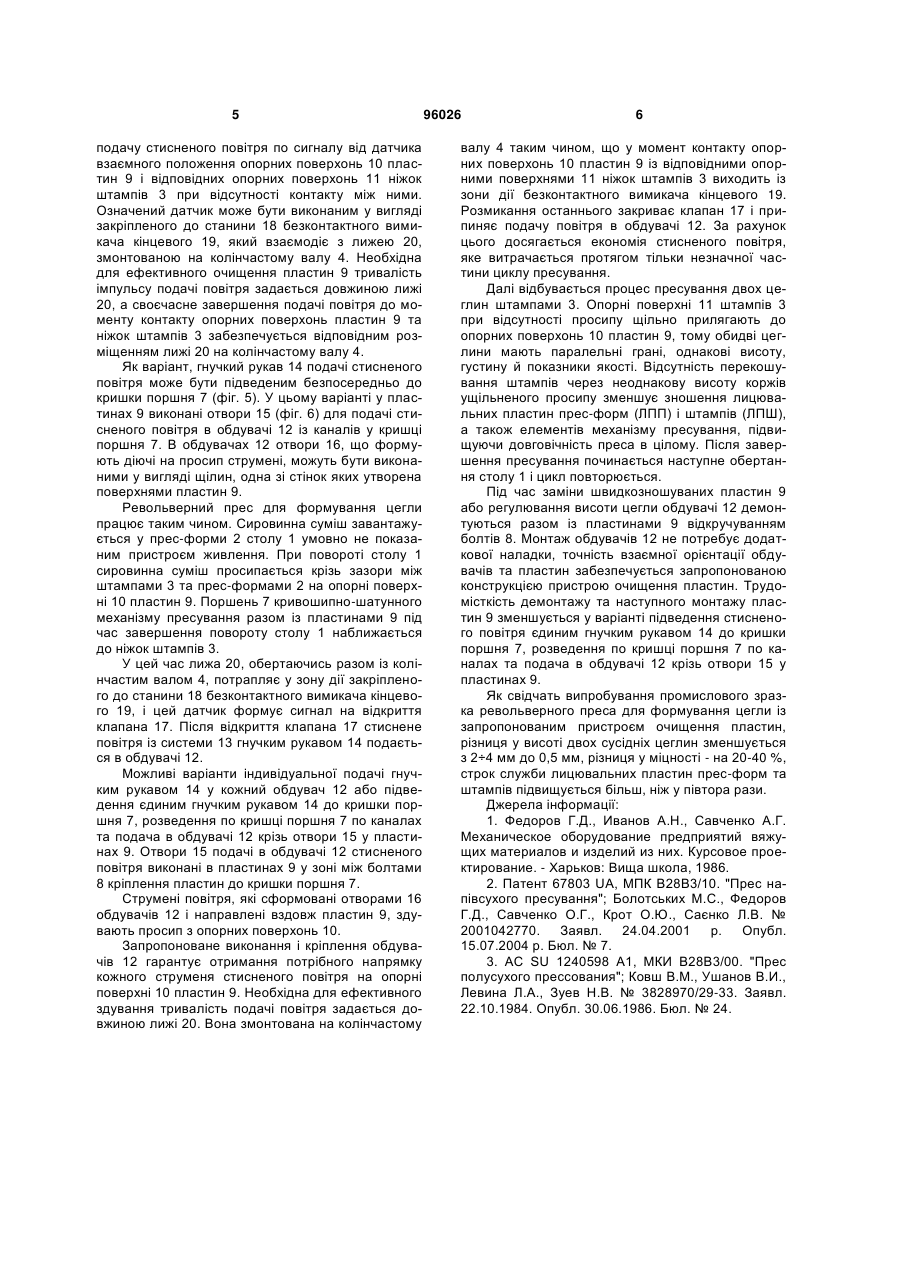
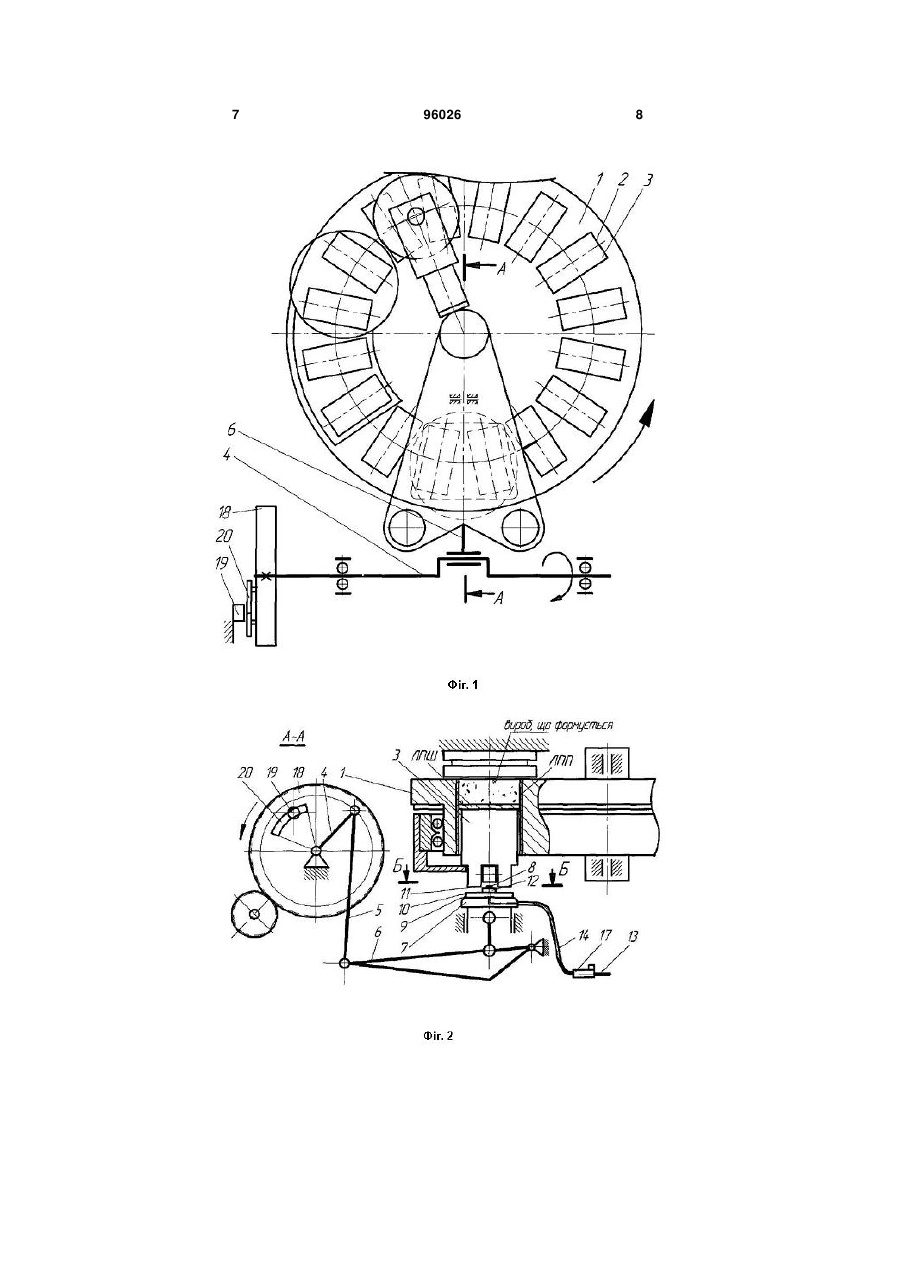
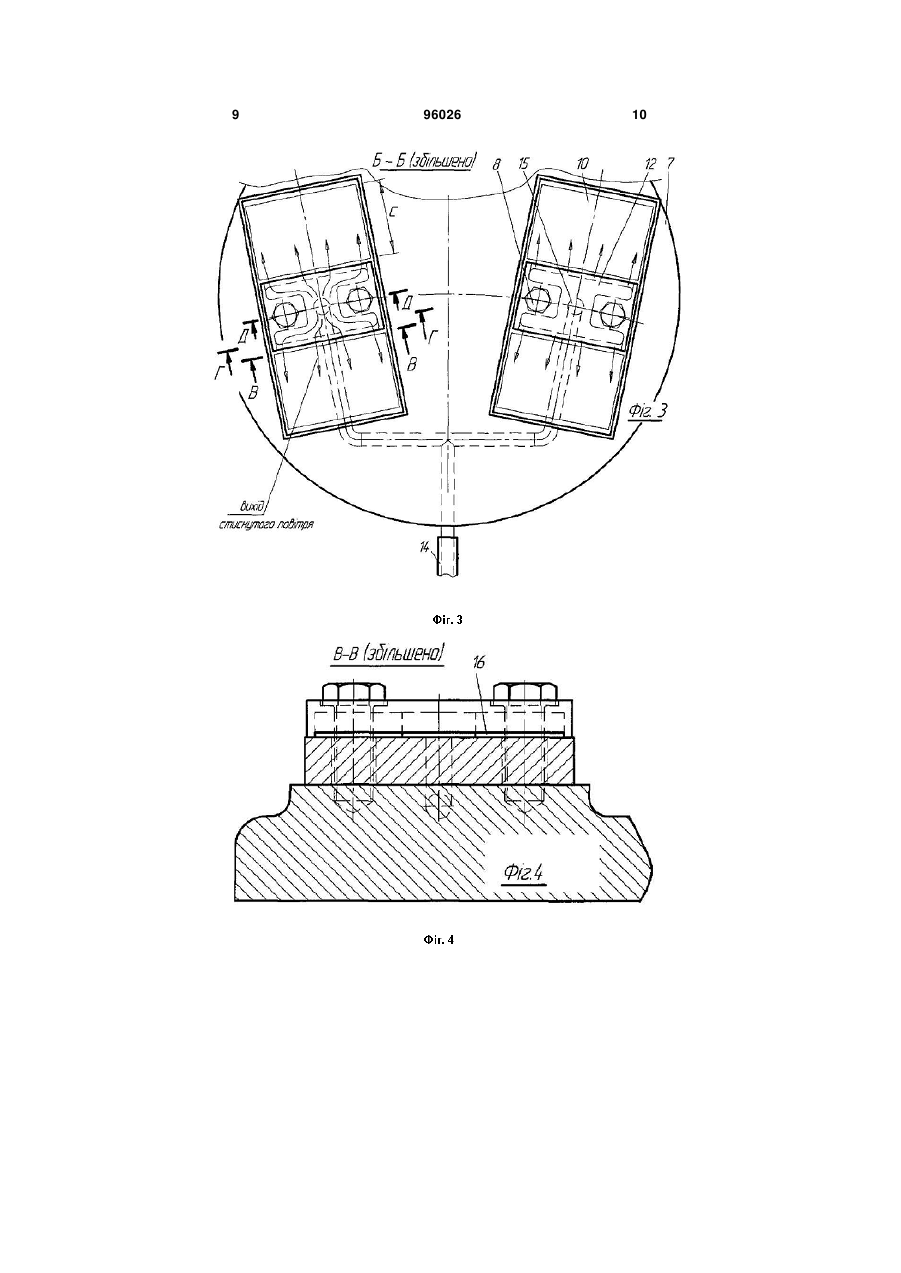
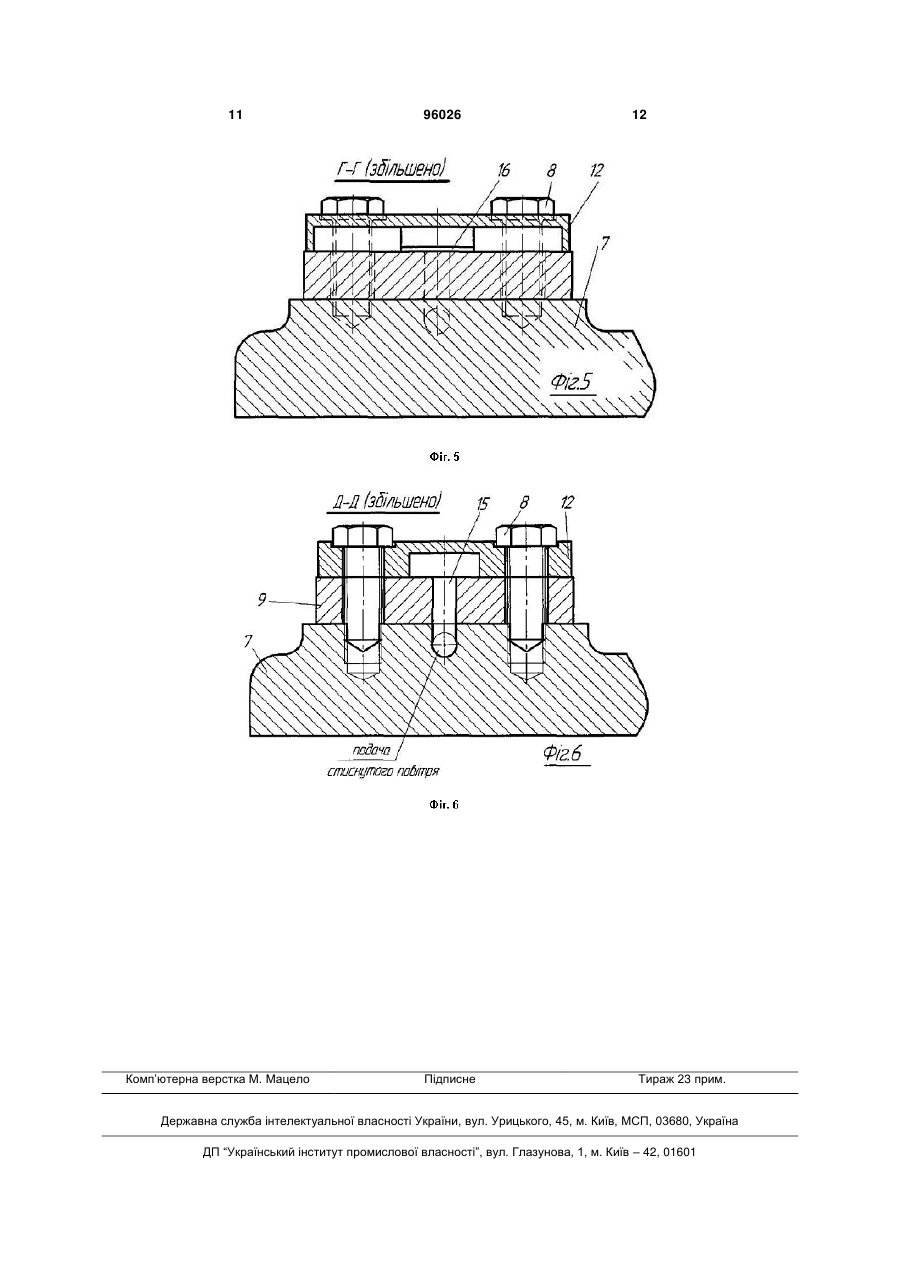
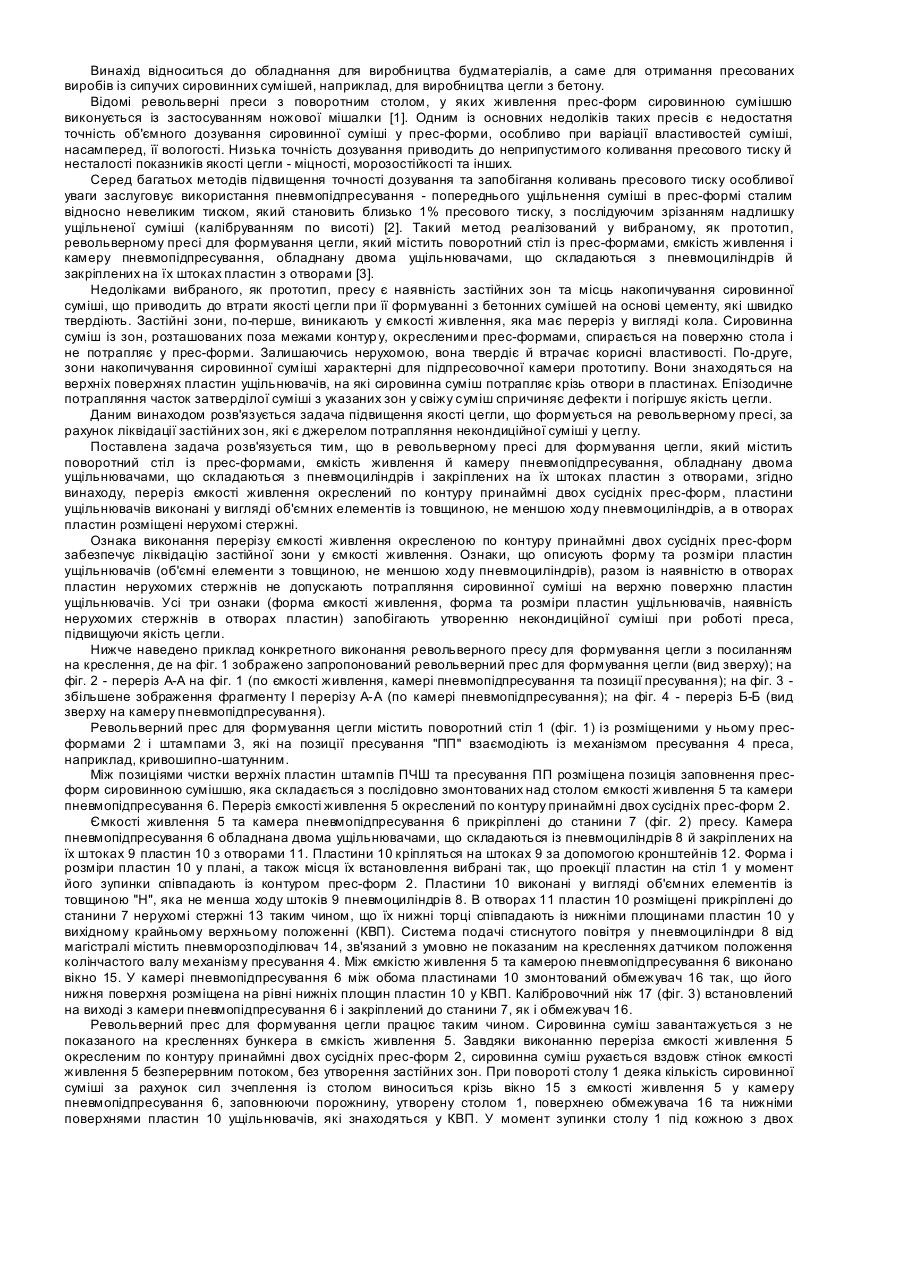
1. Револьверний прес для формування цегли, який містить поворотний стіл з розміщеними у ньому прес-формами і штампами, опорні поверхні яких на позиції пресування контактують із опорни C2 2 (19) 1 3 Запобігти негативного впливу просипу на якість цегли можна використанням пристрою очищення пластин. Вибраний як найближчий аналог [3], револьверний прес для формування цегли містить поворотний стіл із попарно розміщеними у ньому прес-формами й штампами, які на позиції пресування контактують з опорними поверхнями двох пластин регулювання висоти цегли (далі пластин), прикріплених кожна за допомогою двох болтів до поршня механізму пресування, та пристрій очищення пластин, виконаний у вигляді шарнірно змонтованої на столі щітки з приводом від механізму, до складу якого входять закріплений на станині преса копір та зв'язаний із щіткою ролик. Недоліками вибраного, як найближчий аналог, преса є недостатня надійність і довговічність пристрою очищення пластин через наявність пар тертя та численних шарнірів, які працюють у середовищі абразивного пилу, а також трудомісткість переналагодження пристрою при заміні пластин та регулюванні висоти цегли. Крім того, ефективність очищення пластин є недостатньою, бо виконується не перед кожним пресуванням, а тільки один раз за оберт столу. Даним винаходом вирішується задача підвищення якості цегли, що формується на револьверному пресі, та довговічності преса за рахунок підвищення ефективності пристрою очищення пластин шляхом заміни однієї за оберт стола механічної дії щітки обдуванням опорних поверхонь пластин струменями повітря перед кожним пресуванням. Поставлена задача вирішується завдяки тому, що в револьверному пресі для формування цегли, що містить поворотний стіл із розміщеними у ньому прес-формами й штампами, які на позиції пресування контактують з опорними поверхнями двох пластин регулювання висоти цегли, прикріплених кожна за допомогою двох болтів до поршня механізму пресування, та пристрій очищення пластин, згідно з винаходом, пристрій очищення пластин виконаний у вигляді обдувачів, зв'язаних із системою подачі стисненого повітря, обладнаних отворами для формування струменів повітря та розміщених у зоні болтів кріплення пластин до поршня так, що їх опорні поверхні спираються на пластини й притискаються до них цими болтами, а система подачі стисненого повітря містить клапан та датчик взаємного положення опорних поверхонь пластин і штампів, причому датчик формує сигнал на відкриття клапана при відсутності контакту між опорними поверхнями пластин і штампів. Конструкція пристрою очищення пластин та його монтаж при заміні пластин або регулюванні висоти цегли значно спрощується, якщо отвори подачі в обдувачі стисненого повітря виконати в пластинах у зоні між болтами кріплення пластин до поршня, а отвори обдувачів, що формують струмені, виконати у вигляді щілин таким чином, щоб одна зі стінок щілин була утворена поверхнями пластин. Ознаки розміщення обдувачів у зоні болтів кріплення пластин до поршня, їх спирання на пластини й притискання до них цими болтами забезпечують найменшу потрібну довжину дії струменів, ефективне обдування опорних поверхонь без пе 96026 4 решкод з боку болтів кріплення пластин до поршня, а також необхідне базування обдувача та високу точність його орієнтації відносно пластин при заміні останніх та регулюванні висоти цегли. Ознаки наявності клапана та датчика взаємного положення опорних поверхонь пластин і штампів, який формує сигнал на відкриття клапана при відсутності контакту між опорними поверхнями пластин і штампів, дозволяють знизити до мінімуму витрати стисненого повітря на очищення пластин за рахунок формування короткочасного імпульсу дії струменів повітря безпосередньо перед кожним пресуванням. Сумісне використання всіх ознак забезпечує ефективне очищення пластин від просипу і за рахунок цього - підвищення якості цегли та довговічності преса. Використання двох додаткових ознак, що характеризують отвори подачі стисненого повітря в обдувачі й отвори формування струменів, спрощує конструкцію пристрою очищення пластин і зменшує трудомісткість заміни швидко зношуваних пластин або регулювання висоти цегли. Нижче наведено приклади конкретного виконання револьверного преса для формування цегли з посиланням на креслення, де на фіг. 1 зображено горизонтальну проекцію преса; на фіг. 2 переріз А-А на фіг. 1 із схематичним зображенням механізму пресування (варіант із індивідуальним підведенням повітря до кожного обдувача); фіг. 3 переріз Б-Б на фіг. 2 (вид зверху на поршень, пластини, обдувачі та болти їх кріплення); фіг. 4 - переріз Д-Д на фіг. 3 (кріплення пластини разом із обдувачем до кришки поршня); фіг. 5 - переріз А-А на фіг. 1 (варіант із підведенням повітря до кришки поршня 7); фіг. 6 - переріз В-В на фіг. 5). Револьверний прес для формування цегли містить поворотний стіл 1 (фіг. 1) із розміщеними у прес-формах 2 штампами 3. Як прес-форми 2, так і штампи 3 обладнані швидкозношуваними лицювальними пластинами - відповідно ЛПП та ЛПШ на фіг. 2. Кривошипно-шатунний механізм пресування преса складається з колінчастого вала 4, шатуна 5, важеля 6 та поршня 7. До кришки поршня 7 механізму пресування болтами 8 прикріплені дві швидкозношувані пластини 9 регулювання висоти цегли. Опорні поверхні 10 пластин 9 у процесі пресування контактують із відповідними опорними поверхнями 11 ніжок штампів 3. Пристрій очищення пластин виконаний у вигляді обдувачів 12, зв'язаних із системою подачі стисненого повітря 13 гнучкими рукавами 14. Обдувачі 12 (фіг. 3) розміщені у зонах болтів 8 кріплення пластин 9 до поршня 7 так, що їх опорні поверхні спираються на пластини 9 і притискаються до них болтами 8. Обдувачі 12 обладнані отворами 16 (фіг. 4) формування струменів, направлених на опорні поверхні 10 (фіг. 3) пластин 9 для обдування просипу. При розміщенні обдувачів 12 в указаних зонах довжина "с" опорних поверхонь 10, з яких треба надійно обдувати просип, є найменшою, причому ніяких перешкод дії струменів немає. У системі подачі стисненого повітря 13 (фіг. 2) встановлений клапан 17, здатний відкривати 5 подачу стисненого повітря по сигналу від датчика взаємного положення опорних поверхонь 10 пластин 9 і відповідних опорних поверхонь 11 ніжок штампів 3 при відсутності контакту між ними. Означений датчик може бути виконаним у вигляді закріпленого до станини 18 безконтактного вимикача кінцевого 19, який взаємодіє з лижею 20, змонтованою на колінчастому валу 4. Необхідна для ефективного очищення пластин 9 тривалість імпульсу подачі повітря задається довжиною лижі 20, а своєчасне завершення подачі повітря до моменту контакту опорних поверхонь пластин 9 та ніжок штампів 3 забезпечується відповідним розміщенням лижі 20 на колінчастому валу 4. Як варіант, гнучкий рукав 14 подачі стисненого повітря може бути підведеним безпосередньо до кришки поршня 7 (фіг. 5). У цьому варіанті у пластинах 9 виконані отвори 15 (фіг. 6) для подачі стисненого повітря в обдувачі 12 із каналів у кришці поршня 7. В обдувачах 12 отвори 16, що формують діючі на просип струмені, можуть бути виконаними у вигляді щілин, одна зі стінок яких утворена поверхнями пластин 9. Револьверний прес для формування цегли працює таким чином. Сировинна суміш завантажується у прес-форми 2 столу 1 умовно не показаним пристроєм живлення. При повороті столу 1 сировинна суміш просипається крізь зазори між штампами 3 та прес-формами 2 на опорні поверхні 10 пластин 9. Поршень 7 кривошипно-шатунного механізму пресування разом із пластинами 9 під час завершення повороту столу 1 наближається до ніжок штампів 3. У цей час лижа 20, обертаючись разом із колінчастим валом 4, потрапляє у зону дії закріпленого до станини 18 безконтактного вимикача кінцевого 19, і цей датчик формує сигнал на відкриття клапана 17. Після відкриття клапана 17 стиснене повітря із системи 13 гнучким рукавом 14 подається в обдувачі 12. Можливі варіанти індивідуальної подачі гнучким рукавом 14 у кожний обдувач 12 або підведення єдиним гнучким рукавом 14 до кришки поршня 7, розведення по кришці поршня 7 по каналах та подача в обдувачі 12 крізь отвори 15 у пластинах 9. Отвори 15 подачі в обдувачі 12 стисненого повітря виконані в пластинах 9 у зоні між болтами 8 кріплення пластин до кришки поршня 7. Струмені повітря, які сформовані отворами 16 обдувачів 12 і направлені вздовж пластин 9, здувають просип з опорних поверхонь 10. Запропоноване виконання і кріплення обдувачів 12 гарантує отримання потрібного напрямку кожного струменя стисненого повітря на опорні поверхні 10 пластин 9. Необхідна для ефективного здування тривалість подачі повітря задається довжиною лижі 20. Вона змонтована на колінчастому 96026 6 валу 4 таким чином, що у момент контакту опорних поверхонь 10 пластин 9 із відповідними опорними поверхнями 11 ніжок штампів 3 виходить із зони дії безконтактного вимикача кінцевого 19. Розмикання останнього закриває клапан 17 і припиняє подачу повітря в обдувачі 12. За рахунок цього досягається економія стисненого повітря, яке витрачається протягом тільки незначної частини циклу пресування. Далі відбувається процес пресування двох цеглин штампами 3. Опорні поверхні 11 штампів 3 при відсутності просипу щільно прилягають до опорних поверхонь 10 пластин 9, тому обидві цеглини мають паралельні грані, однакові висоту, густину й показники якості. Відсутність перекошування штампів через неоднакову висоту коржів ущільненого просипу зменшує зношення лицювальних пластин прес-форм (ЛПП) і штампів (ЛПШ), а також елементів механізму пресування, підвищуючи довговічність преса в цілому. Після завершення пресування починається наступне обертання столу 1 і цикл повторюється. Під час заміни швидкозношуваних пластин 9 або регулювання висоти цегли обдувачі 12 демонтуються разом із пластинами 9 відкручуванням болтів 8. Монтаж обдувачів 12 не потребує додаткової наладки, точність взаємної орієнтації обдувачів та пластин забезпечується запропонованою конструкцією пристрою очищення пластин. Трудомісткість демонтажу та наступного монтажу пластин 9 зменшується у варіанті підведення стисненого повітря єдиним гнучким рукавом 14 до кришки поршня 7, розведення по кришці поршня 7 по каналах та подача в обдувачі 12 крізь отвори 15 у пластинах 9. Як свідчать випробування промислового зразка револьверного преса для формування цегли із запропонованим пристроєм очищення пластин, різниця у висоті двох сусідніх цеглин зменшується з 2÷4 мм до 0,5 мм, різниця у міцності - на 20-40 %, строк служби лицювальних пластин прес-форм та штампів підвищується більш, ніж у півтора рази. Джерела інформації: 1. Федоров Г.Д., Иванов А.Н., Савченко А.Г. Механическое оборудование предприятий вяжущих материалов и изделий из них. Курсовое проектирование. - Харьков: Вища школа, 1986. 2. Патент 67803 UA, МПК В28В3/10. "Прес напівсухого пресування"; Болотських М.С., Федоров Г.Д., Савченко О.Г., Крот О.Ю., Саєнко Л.В. № 2001042770. Заявл. 24.04.2001 р. Опубл. 15.07.2004 р. Бюл. № 7. 3. AC SU 1240598 А1, МКИ В28В3/00. "Прес полусухого прессования"; Ковш В.М., Ушанов В.И., Левина Л.А., Зуев Н.В. № 3828970/29-33. Заявл. 22.10.1984. Опубл. 30.06.1986. Бюл. № 24. 7 96026 8 9 96026 10 11 Комп’ютерна верстка М. Мацело 96026 Підписне 12 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTurret press for molding bricks
Автори англійськоюFedorov Heorhii Dmytrovych, Savchenko Oleksandr Hryhorovych, Bolotskykh Mykola Stepanovych, Krot Oleksandr Yuliiovych
Назва патенту російськоюРевольверный пресс для формования кирпича
Автори російськоюФедоров Георгий Дмитриевич, Савченко Александр Григорьевич, Болотских Николай Степанович, Крот Александр Юлиевич
МПК / Мітки
МПК: B28B 5/00, B28B 3/10, B30B 11/08
Мітки: прес, цегли, формування, револьверний
Код посилання
<a href="https://ua.patents.su/6-96026-revolvernijj-pres-dlya-formuvannya-cegli.html" target="_blank" rel="follow" title="База патентів України">Револьверний прес для формування цегли</a>
Револьверний прес для формування цегли
Номер патенту: 79292
Опубліковано: 11.06.2007
Автори: Федоров Георгій Дмитрович, Крот Олександр Юлійович, Савченко Олександр Григорович, Болотських Микола Степанович, Буцький В'ячеслав Олександрович, Тимощенко Андрій Миколайович
МПК: B28B 3/10
Мітки: цегли, формування, револьверний, прес
Формула / Реферат:
Револьверний прес для формування цегли, який містить поворотний стіл із прес-формами, ємкість живлення і камеру пневмопідпресування, обладнану двома ущільнювачами, що складаються з пневмоциліндрів й закріплених на їх штоках пластин з отворами, який відрізняється тим, що переріз ємкості живлення окреслений по контуру принаймні двох сусідніх прес-форм, пластини ущільнювачів виконані у вигляді об'ємних елементів із товщиною, не меншою ніж хід...
Прес напівсухого пресування
Номер патенту: 67803
Опубліковано: 15.07.2004
Автори: Савченко Олександр Григорович, Крот Олександр Юлійович, Саєнко Леонід Володимирович, Федоров Георгій Дмитрович, Болотських Микола Степанович
Мітки: пресування, напівсухого, прес
Формула / Реферат:
Прес напівсухого пресування, що містить поворотний стіл з прес-формами і штампами, опори яких на позиції пресування контактують з пластинами пресового поршня, і дугову рейку для переміщення штампів після позиції виштовхування, який відрізняється тим, що він оснащений обігрівачем пластин пресового поршня, а поблизу дугової рейки розміщено очищувач нижніх опор штампів.
Револьверний прес

Номер патенту: 50918
Опубліковано: 15.11.2002
Автори: Федоров Георгій Дмитрович, Саєнко Леонід Володимирович, Болотських Микола Степанович, Крот Олександр Юлійович, Савченко Олександр Григорович
МПК: B28B 3/10
Мітки: револьверний, прес
Формула / Реферат:
1. Револьверний прес, який містить поворотний стіл з прес-формами і штампами, що спираються між позиціями виштовхування і засипки на кільцеву рейку, який відрізняється тим, що частину кільцевої рейки виконано рухомою, зв'язаною з приводом вертикальних переміщень, і оснащено захватами, для взаємодії з якими на бокових поверхнях штампів виконані прорізи.2. Револьверний прес за п. 1, який відрізняється тим, що привід вертикальних...
Прес для виготовлення цегли

Номер патенту: 17464
Опубліковано: 15.09.2006
Автор: Юсубов Сарахад Гаджимамудович
МПК: B28B 3/02
Мітки: виготовлення, прес, цегли
Формула / Реферат:
Прес для виготовлення цегли, що містить станину, на якій розташовані прес-форма, гідроциліндри, дозатор, бункер, гідростанція і пульт керування, який відрізняється тим, що у верхній площині верхнього пуансона прес-форми виконані пази, що розташовані вище і напроти отворів пуансона.
Спосіб виготовлення керамічної цегли-сирцю
Номер патенту: 58698
Опубліковано: 15.08.2003
Автори: Губарь Віктор Миколайович, Зайченко Микола Михайлович, Щербаков Олександр Володимирович
МПК: B28C 1/00, C04B 33/02
Мітки: виготовлення, цегли-сирцю, керамічної, спосіб
Формула / Реферат:
Спосіб виготовлення керамічної цегли-сирцю, що включає приготування прес-порошку, активацію в електростатичному високовольтному полі і формування способом напівсухого пресування, який відрізняється тим, що перед формуванням виробів прес-порошок оброблюється в електричному полі протягом 2,5...3 хвилин з наступними параметрами: напруженість електричного поля 5...7,5 кВ/см сила струму ...
Попередній патент: Термолюмінесцентний детектор
Наступний патент: Спосіб виготовлення формованих виробів
Випадковий патент: Композиція інгредієнтів для цілющого бальзаму "всеслав"