Спосіб виміру натягу штаби між двома клітями стана гарячої прокатки
Номер патенту: 68308
Опубліковано: 15.07.2004
Автори: Леонідов-Канєвський Євген Володимирович, Гагарін Павло Павлович

Формула / Реферат
1. Спосіб виміру натягу штаби між двома клітями стана гарячої прокатки, відповідно до якого безперервно вимірюють момент і зусилля прокатки першої кліті, перед заправленням штаби в другу кліть визначають для першої кліті плече прикладання зусилля прокатки, що дорівнює відношенню моменту до зусилля прокатки, а після заправлення штаби в другу кліть обчислюють момент вільної прокатки першої кліті як добуток раніше обчисленого плеча на поточне зусилля прокатки, і визначають натяг штаби через різницю між обчисленим вільним моментом і вимірюваним моментом, поділену на радіус робочого валка, який відрізняється тим, що в процесі прокатки здійснюють високочастотне знакоперемінне переміщення натискного пристрою першої кліті (зондування першої кліті), виділяють високочастотні складові моменту і зусилля прокатки й уточнюють плече додатка зусилля прокатки через відношення між цими складовими.
2. Спосіб за пунктом 1, який відрізняється тим, що зондування першої кліті чергують з паузою, причому час зондування встановлюють не більшим, а час паузи не меншим часу транспортування металу по міжклітьовому проміжку.
Текст
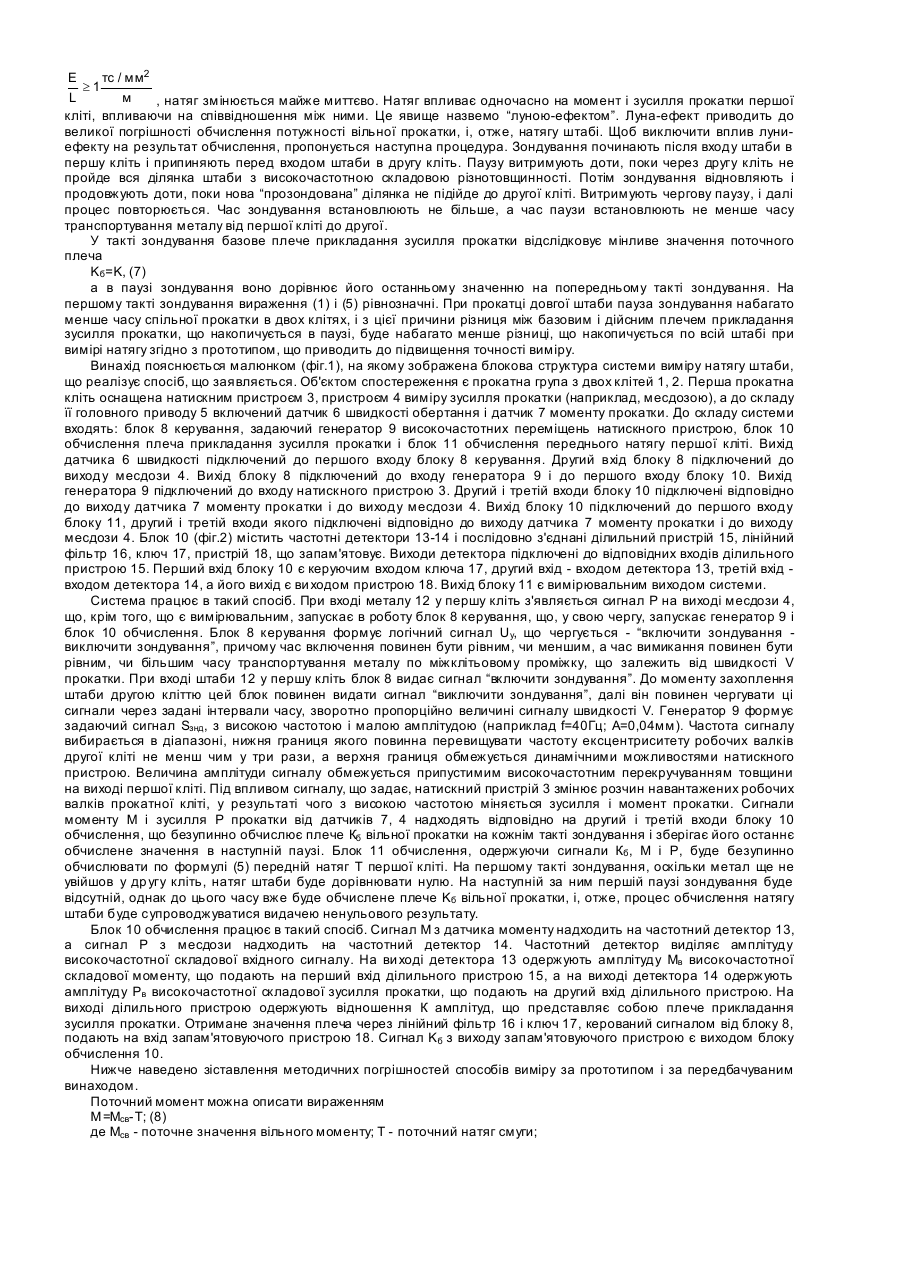
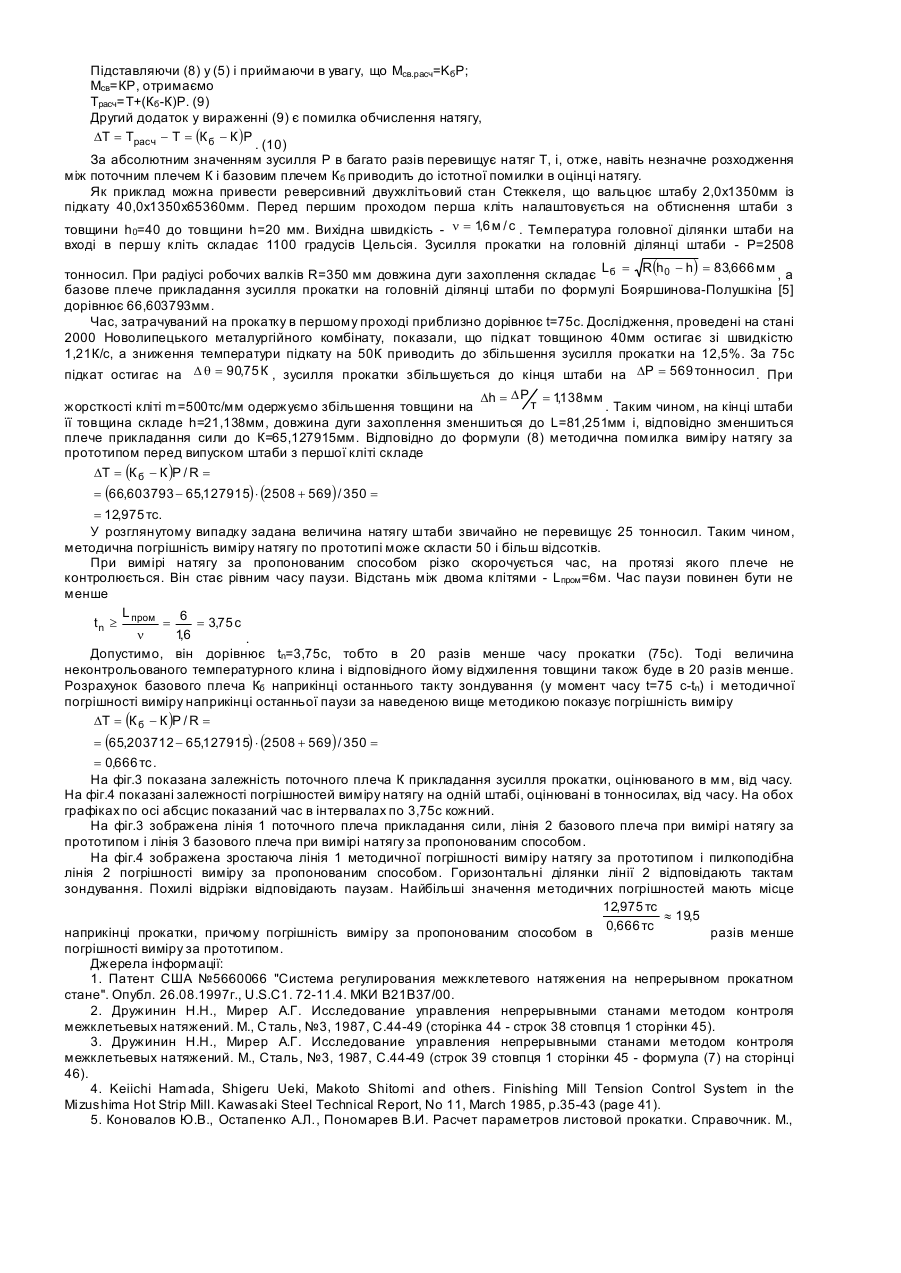
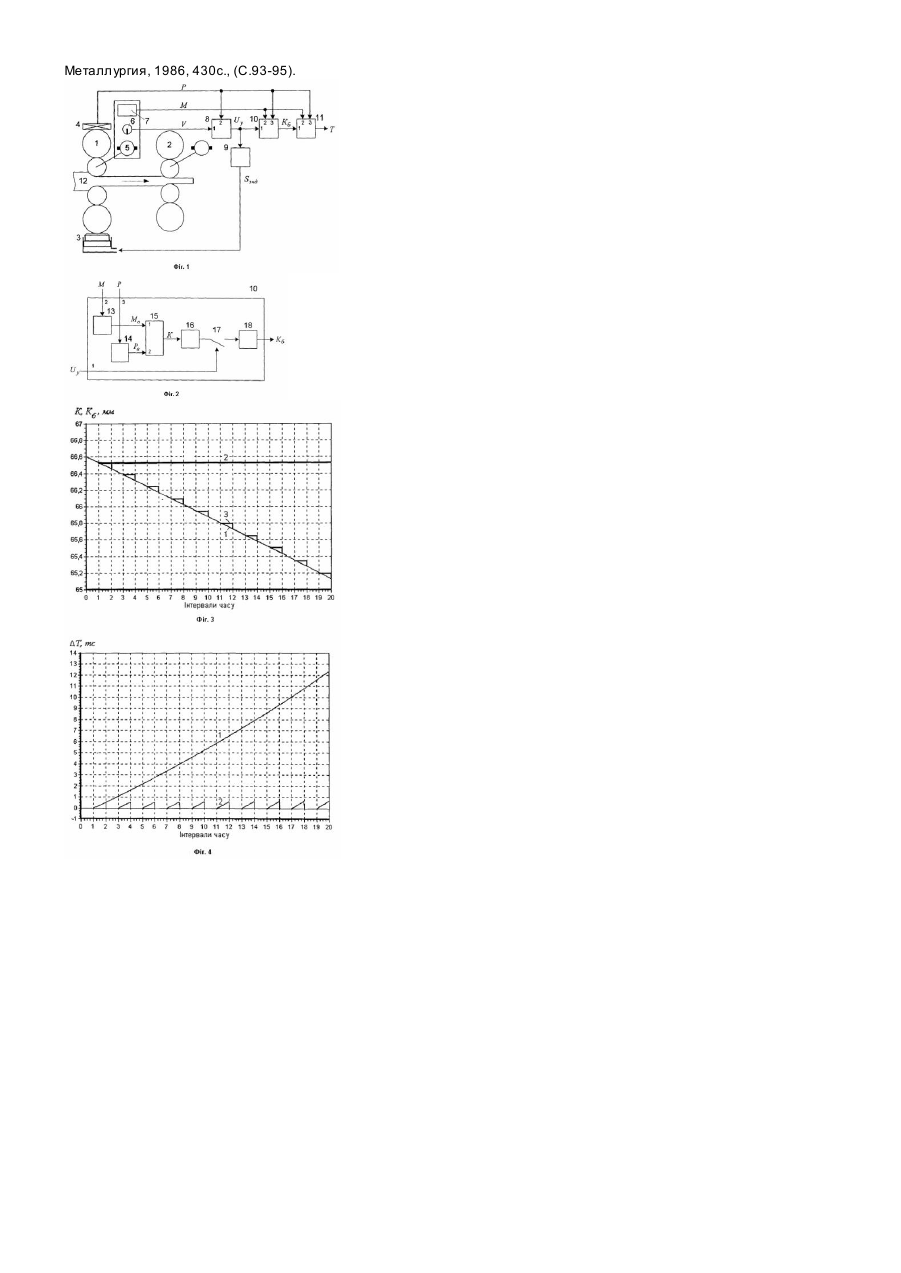
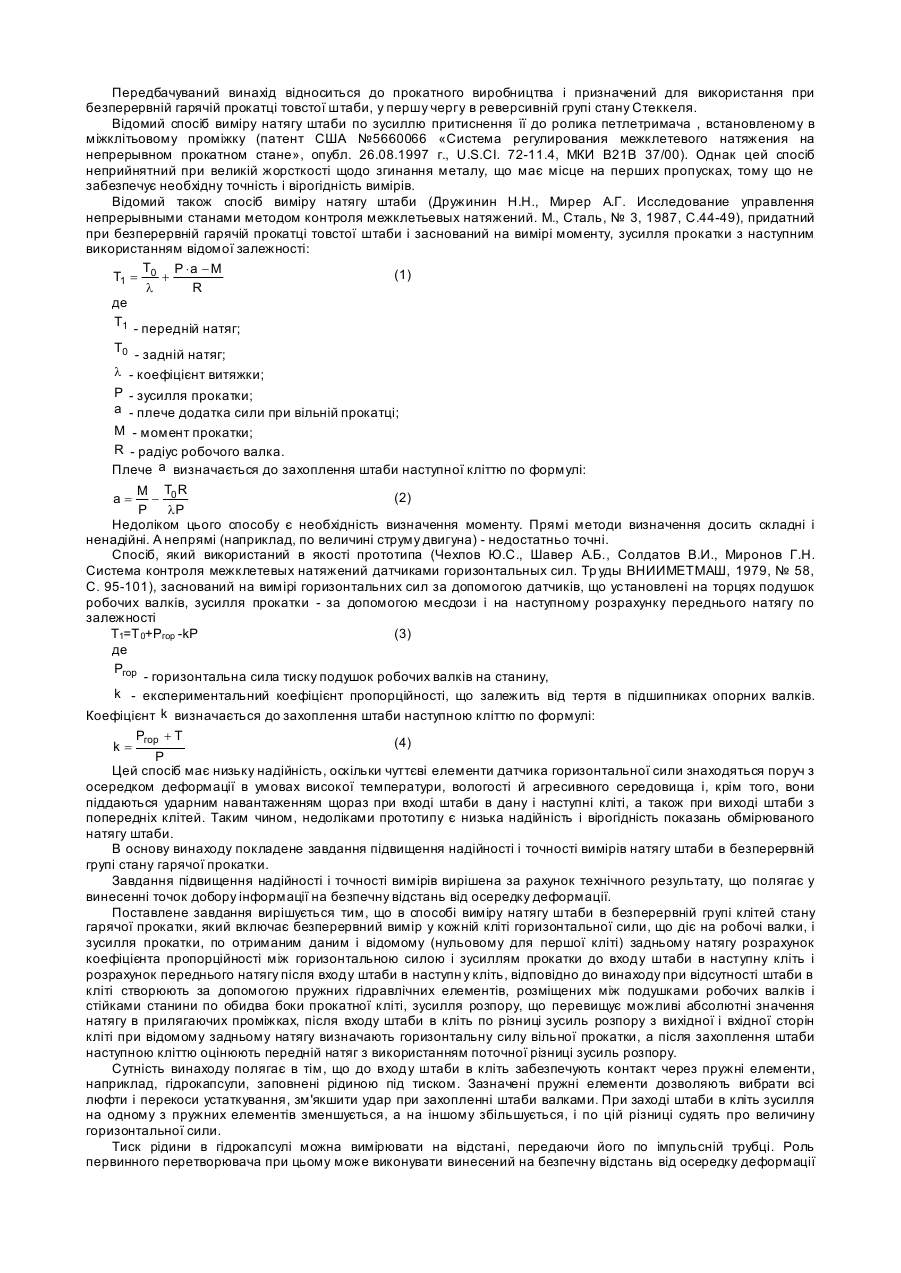
Передбачуваний винахід відноситься до прокатного виробництва і призначений для використання при безперервній гарячій прокатці довгої товстої штаби, переважно в двохклітьовій безупинній групі. Відомий спосіб виміру натягу штаби по зусиллю притиснення її до ролика петлетримача [1], встановленого у міжклітьовому проміжку, однак цей спосіб неприйнятний при значній вигинній твердості товстої штаби. Відомий також спосіб виміру натягу штаби [2], що полягає в тім, що безупинно вимірюють момент прокатки першої кліті, запам'ятовують його до заправлення штаби в другу кліть проміжку, а після заправлення штаби в другу кліть порівнюють запам'ятовано значення з поточним значенням і обчислюють натяг розподілом отриманого відхилення моменту на радіус робочих валків. Недоліком цього способу є те, що в процесі спільної прокатки штаби у дво х клітях зміна моменту першої кліті, викликана зміною параметрів підкату (товщина, температура), невірно сприймається як наслідок зміни натягу. З цієї причини відновлення величини моменту впливом на частоту обертання однієї з клітей проміжку приводить до аварійної ситуації на стані. За прототип прийнятий спосіб [3], що полягає в тім, що безперервно вимірюють момент і зусилля прокатки першої кліті, перед заправленням штаби в другу кліть визначають для першої кліті плече прикладання зусилля прокатки, що дорівнює відношенню моменту до з усилля прокатки, а після заправлення штаби в другу кліть обчислюють момент вільної прокатки першої кліті, як добуток раніше обчисленого плеча на поточне зусилля прокатки, і визначають натяг штаби через різницю між обчисленим вільним моментом і обмірюваним моментом, поділену на радіус робочого валка. Прототип використовує загальновідому формулу моменту для першої кліті M=Mсв-RT, (1) де Μсв - момент вільної прокатки, тобто прокатки без натягу (вільний момент); R - радіус робочих валків; Т натяг штаби в міжклітьовому проміжку (передній натяг першої кліті). Момент вільної прокатки описується вираженням Мсв=КР, (2) де К - плече прикладення зусилля прокатки; Ρ - зусилля прокатки. Розрахункове плече прикладення зусилля прокатки (надалі базове плече) обчислюють по формулі М Кб = 0 Р0 , де М0, Р 0 - відповідно момент і зусилля прокатки першої кліті перед заправленням штаби в др угу кліть. При цьому натяг штаби відсутній. Вільний момент першої кліті при спільній прокатці обчислюють по формулі Мсв.роз р=Κб Ρ. (4) Індекс “розр” при перемінній є ознакою розрахунку. Натяг штаби в міжклітьовому проміжку (воно ж передній натяг першої кліті) обчислюють по формулі Мсв. расч - М Т расч = R , (5) де Μ - сучасний момент прокатки. Недоліком цього способу є велика погрішність обчислення натягу при прокатці довгої штаби, час прокатки якої набагато перевищує час транспортування штаби по міжклітьовому проміжку. При наявності збурювання з боку підкату, наприклад “температурного клина”, змінюється зусилля прокатки, вихідна товщина штаби і довжина дуги захоплення. Залежне від довжини дуги захоплення поточне плече прикладання зусилля прокатки зміщується відносно запам'ятованного (базового) значення [4], а це приводить до істотної погрішності виміру. Винахід вирішує задачу удосконалення способу виміру натягу штаби шля хом регулярного уточнення плеча прикладання зусилля прокатки на першій кліті, що дозволяє підвищити точність виміру. Поставлена задача по способу виміру натягу штаби між двома клітями стану гарячої прокатки, відповідно до якого безперервно вимірюють момент і зусилля прокатки першої кліті, перед заправленням штаби в другу кліть визначають для першої кліті плече прикладання зусилля прокатки, рівне відношенню моменту до з усилля прокатки, а після заправлення штаби в др угу кліть обчислюють момент вільної прокатки першої кліті, як добуток раніше обчисленого плеча на поточне зусилля прокатки, і визначають натяг штаби через різницю між обчисленим вільним моментом і обмірюваним моментом, поділену на радіус робочого валка, вирішується тим, що в процесі прокатки здійснюють високочастотне знакоперемінне переміщення натискного пристрою першої кліті (зондування першої кліті), виділяють високочастотні складові моменту і зусилля прокатки й уточнюють плече додатка зусилля прокатки через відношення між цими складовими. При цьому зондування першої кліті чергують з паузою, причому час зондування встановлюють не більше, а час паузи не менше часу транспортування металу по міжклітьовому проміжку. Сутність передбачуваного винаходу полягає в наступному. Зондувальними високочастотними переміщеннями натискного пристрою з малою амплітудою викликають відповідні відхилення зусилля і моменту прокатки. Унаслідок своєї малості відхилення зусилля прокатки не робить помітного впливу на товщину штаби і, як наслідок, на плече прикладання зусилля прокатки. Відповідно до принципу суперпозиції відношення амплітуди Мв змушених коливань моменту до амплітуди Рв змушених коливань зусилля прокатки з достатньою точністю дорівнює поточному значенню плеча К прикладання зусилля Ρ прокатки, М К= в Р в . (6) Високочастотне зондування першої кліті приводить до утворення високочастотної складової товщини штаби на її виході. Ця складова, з'являючись на вході другої кліті, викликає високочастотну зміну натягу в проміжку. При високому співвідношенні між модулем Юнга металу, що прокочується, і довжиною міжклітьового проміжка E тс / мм2 ³1 L м , натяг змінюється майже миттєво. Натяг впливає одночасно на момент і зусилля прокатки першої кліті, впливаючи на співвідношення між ними. Це явище назвемо “луною-ефектом”. Луна-ефект приводить до великої погрішності обчислення потужності вільної прокатки, і, отже, натягу штабі. Щоб виключити вплив луниефекту на результат обчислення, пропонується наступна процедура. Зондування починають після входу штаби в першу кліть і припиняють перед входом штаби в другу кліть. Паузу витримують доти, поки через другу кліть не пройде вся ділянка штаби з високочастотною складовою різнотовщинності. Потім зондування відновляють і продовжують доти, поки нова “прозондована” ділянка не підійде до другої кліті. Витримують чергову паузу, і далі процес повторюється. Час зондування встановлюють не більше, а час паузи встановлюють не менше часу транспортування металу від першої кліті до другої. У такті зондування базове плече прикладання зусилля прокатки відслідковує мінливе значення поточного плеча Κб =Κ, (7) а в паузі зондування воно дорівнює його останньому значенню на попередньому такті зондування. На першому такті зондування вираження (1) і (5) рівнозначні. При прокатці довгої штаби пауза зондування набагато менше часу спільної прокатки в двох клітях, і з цієї причини різниця між базовим і дійсним плечем прикладання зусилля прокатки, що накопичується в паузі, буде набагато менше різниці, що накопичується по всій штабі при вимірі натягу згідно з прототипом, що приводить до підвищення точності виміру. Винахід пояснюється малюнком (фіг.1), на якому зображена блокова структура системи виміру натягу штаби, що реалізує спосіб, що заявляється. Об'єктом спостереження є прокатна група з двох клітей 1, 2. Перша прокатна кліть оснащена натискним пристроєм 3, пристроєм 4 виміру зусилля прокатки (наприклад, месдозою), а до складу її головного приводу 5 включений датчик 6 швидкості обертання і датчик 7 моменту прокатки. До складу системи входять: блок 8 керування, задаючий генератор 9 високочастотних переміщень натискного пристрою, блок 10 обчислення плеча прикладання зусилля прокатки і блок 11 обчислення переднього натягу першої кліті. Вихід датчика 6 швидкості підключений до першого входу блоку 8 керування. Другий вхід блоку 8 підключений до виходу месдози 4. Вихід блоку 8 підключений до входу генератора 9 і до першого входу блоку 10. Вихід генератора 9 підключений до входу натискного пристрою 3. Другий і третій входи блоку 10 підключені відповідно до виходу датчика 7 моменту прокатки і до виходу месдози 4. Вихід блоку 10 підключений до першого входу блоку 11, другий і третій входи якого підключені відповідно до виходу датчика 7 моменту прокатки і до виходу месдози 4. Блок 10 (фіг.2) містить частотні детектори 13-14 і послідовно з'єднані ділильний пристрій 15, лінійний фільтр 16, ключ 17, пристрій 18, що запам'ятовує. Виходи детектора підключені до відповідних входів ділильного пристрою 15. Перший вхід блоку 10 є керуючим входом ключа 17, другий вхід - входом детектора 13, третій вхід входом детектора 14, а його вихід є ви ходом пристрою 18. Вихід блоку 11 є вимірювальним виходом системи. Система працює в такий спосіб. При вході металу 12 у першу кліть з'являється сигнал Ρ на виході месдози 4, що, крім того, що є вимірювальним, запускає в роботу блок 8 керування, що, у свою чергу, запускає генератор 9 і блок 10 обчислення. Блок 8 керування формує логічний сигнал U y, що чергується - “включити зондування виключити зондування”, причому час включення повинен бути рівним, чи меншим, а час вимикання повинен бути рівним, чи більшим часу транспортування металу по міжклітьовому проміжку, що залежить від швидкості V прокатки. При вході штаби 12 у першу кліть блок 8 видає сигнал “включити зондування”. До моменту захоплення штаби другою кліттю цей блок повинен видати сигнал “виключити зондування”, далі він повинен чергувати ці сигнали через задані інтервали часу, зворотно пропорційно величині сигналу швидкості V. Генератор 9 формує задаючий сигнал Sзнд, з високою частотою і малою амплітудою (наприклад f=40Гц; А=0,04мм). Частота сигналу вибирається в діапазоні, нижня границя якого повинна перевищувати частоту ексцентриситету робочих валків другої кліті не менш чим у три рази, а верхня границя обмежується динамічними можливостями натискного пристрою. Величина амплітуди сигналу обмежується припустимим високочастотним перекручуванням товщини на виході першої кліті. Під впливом сигналу, що задає, натискний пристрій 3 змінює розчин навантажених робочих валків прокатної кліті, у результаті чого з високою частотою міняється зусилля і момент прокатки. Сигнали моменту Μ і зусилля Ρ прокатки від датчиків 7, 4 надходять відповідно на другий і третій входи блоку 10 обчислення, що безупинно обчислює плече Кб вільної прокатки на кожнім такті зондування і зберігає його останнє обчислене значення в наступній паузі. Блок 11 обчислення, одержуючи сигнали Кб , Μ і Ρ, буде безупинно обчислювати по формулі (5) передній натяг Τ першої кліті. На першому такті зондування, оскільки метал ще не увійшов у др угу кліть, натяг штаби буде дорівнювати нулю. На наступній за ним першій паузі зондування буде відсутній, однак до цього часу вже буде обчислене плече Kб вільної прокатки, і, отже, процес обчислення натягу штаби буде супроводжуватися видачею ненульового результату. Блок 10 обчислення працює в такий спосіб. Сигнал Μ з датчика моменту надходить на частотний детектор 13, а сигнал Ρ з месдози надходить на частотний детектор 14. Частотний детектор виділяє амплітуду високочастотної складової вхідного сигналу. На ви ході детектора 13 одержують амплітуду Mв високочастотної складової моменту, що подають на перший вхід ділильного пристрою 15, а на виході детектора 14 одержують амплітуду Рв високочастотної складової зусилля прокатки, що подають на другий вхід ділильного пристрою. На виході ділильного пристрою одержують відношення К амплітуд, що представляє собою плече прикладання зусилля прокатки. Отримане значення плеча через лінійний фільтр 16 і ключ 17, керований сигналом від блоку 8, подають на вхід запам'ятовуючого пристрою 18. Сигнал Kб з виходу запам'ятовуючого пристрою є виходом блоку обчислення 10. Нижче наведено зіставлення методичних погрішностей способів виміру за прототипом і за передбачуваним винаходом. Поточний момент можна описати вираженням М=Мсв-Т; (8) де Μсв - поточне значення вільного моменту; Τ - поточний натяг смуги; Підставляючи (8) у (5) і приймаючи в увагу, що Мсв.расч=Kб Ρ; Мсв=КР, отримаємо Трасч=Т+(Кб -К)Р. (9) Другий додаток у вираженні (9) є помилка обчислення натягу, DT = Tрасч - Т = (К б - К )Р . (10) За абсолютним значенням зусилля Ρ в багато разів перевищує натяг Τ, і, отже, навіть незначне розходження між поточним плечем К і базовим плечем Кб приводить до істотної помилки в оцінці натягу. Як приклад можна привести реверсивний двухклітьовий стан Стеккеля, що вальцює штабу 2,0х1350мм із підкату 40,0х1350х65360мм. Перед першим проходом перша кліть налаштовується на обтиснення штаби з , товщини h0=40 до товщини h=20 мм. Вихідна швидкість - n = 1 6 м / с . Температура головної ділянки штаби на вході в першу кліть складає 1100 градусів Цельсія. Зусилля прокатки на головній ділянці штаби - Ρ=2508 L = R(h0 - h) = 83,666 мм тонносил. При радіусі робочих валків R=350 мм довжина дуги захоплення складає б ,а базове плече прикладання зусилля прокатки на головній ділянці штаби по формулі Бояршинова-Полушкіна [5] дорівнює 66,603793мм. Час, затрачуваний на прокатку в першому проході приблизно дорівнює t=75с. Дослідження, проведені на стані 2000 Новолипецького металургійного комбінату, показали, що підкат товщиною 40мм остигає зі швидкістю 1,21К/с, а зниження температури підкату на 50К приводить до збільшення зусилля прокатки на 12,5%. За 75с підкат остигає на D q = 90,75 К , зусилля прокатки збільшується до кінця штаби на DР = 569 тонносил . При Dh = D P = 1138 мм , т жорсткості кліті m=500тс/мм одержуємо збільшення товщини на . Таким чином, на кінці штаби її товщина складе h=21,138мм, довжина дуги захоплення зменшиться до L=81,251мм і, відповідно зменшиться плече прикладання сили до К=65,127915мм. Відповідно до формули (8) методична помилка виміру натягу за прототипом перед випуском штаби з першої кліті складе DТ = (К б - К )Р / R = = (66,603793 - 65,127915) × (2508 + 569) / 350 = = 12,975 тс. У розглянутому випадку задана величина натягу штаби звичайно не перевищує 25 тонносил. Таким чином, методична погрішність виміру натягу по прототипі може скласти 50 і більш відсотків. При вимірі натягу за пропонованим способом різко скорочується час, на протязі якого плече не контролюється. Він стає рівним часу паузи. Відстань між двома клітями - L пром =6м. Час паузи повинен бути не менше L пром 6 tn ³ = = 3,75 с n 16 , . Допустимо, він дорівнює tn=3,75с, тобто в 20 разів менше часу прокатки (75с). Тоді величина неконтрольованого температурного клина і відповідного йому відхилення товщини також буде в 20 разів менше. Розрахунок базового плеча Кб наприкінці останнього такту зондування (у момент часу t=75 с-tn) і методичної погрішності виміру наприкінці останньої паузи за наведеною вище методикою показує погрішність виміру DТ = (К б - К )Р / R = = (65,203712 - 65,127915) × (2508 + 569) / 350 = = 0,666 тс . На фіг.3 показана залежність поточного плеча К прикладання зусилля прокатки, оцінюваного в мм, від часу. На фіг.4 показані залежності погрішностей виміру натягу на одній штабі, оцінювані в тонносилах, від часу. На обох графіках по осі абсцис показаний час в інтервалах по 3,75с кожний. На фіг.3 зображена лінія 1 поточного плеча прикладання сили, лінія 2 базового плеча при вимірі натягу за прототипом і лінія 3 базового плеча при вимірі натягу за пропонованим способом. На фіг.4 зображена зростаюча лінія 1 методичної погрішності виміру натягу за прототипом і пилкоподібна лінія 2 погрішності виміру за пропонованим способом. Горизонтальні ділянки лінії 2 відповідають тактам зондування. Похилі відрізки відповідають паузам. Найбільші значення методичних погрішностей мають місце 12,975 тс » 19,5 наприкінці прокатки, причому погрішність виміру за пропонованим способом в 0,666 тс разів менше погрішності виміру за прототипом. Джерела інформації: 1. Патент США №5660066 "Система регулирования межклетевого натяжения на непрерывном прокатном стане". Опубл. 26.08.1997г., U.S.C1. 72-11.4. МКИ В21В37/00. 2. Дружинин Η.Η., Мирер А.Г. Исследование управления непрерывными станами методом контроля межклетьевых натяжений. М., С таль, №3, 1987, С.44-49 (сторінка 44 - строк 38 стовпця 1 сторінки 45). 3. Дружинин Η.Η., Мирер А.Г. Исследование управления непрерывными станами методом контроля межклетьевых натяжений. М., Сталь, №3, 1987, С.44-49 (строк 39 стовпця 1 сторінки 45 - формула (7) на сторінці 46). 4. Keiichi Hamada, Shigeru Ueki, Makoto Shitomi and others. Finishing Mill Tension Control System in the Mi zushima Hot Strip Mill. Kawasaki Steel Technical Report, No 11, March 1985, p.35-43 (page 41). 5. Коновалов Ю.В., Остапенко А.Л., Пономарев В.И. Расчет параметров листовой прокатки. Справочник. М., Металлургия, 1986, 430с., (С.93-95).
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for measurement of tension of a strip between two stands of hot-rolling mill
Назва патенту російськоюСпособ измерения натяжения полосы между двумя клетями стана горячей прокатки
МПК / Мітки
МПК: B21B 37/00
Мітки: двома, клітями, гарячої, натягу, прокатки, стана, спосіб, штаби, виміру
Код посилання
<a href="https://ua.patents.su/4-68308-sposib-vimiru-natyagu-shtabi-mizh-dvoma-klityami-stana-garyacho-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виміру натягу штаби між двома клітями стана гарячої прокатки</a>
Спосіб виміру натягу в безперервній групі клітей стану гарячої прокатки штаби
Номер патенту: 63378
Опубліковано: 15.01.2004
Автори: Биковський Анатолій Іванович, Стеч Володимир Станіславович, Гагарін Павло Павлович, Барабаш Андрій Володимирович, Каушанський Ігор Борисович, Єлецьких Володимир Іванович, Леонідов-Каневський Євген Володимирович
МПК: B21B 37/00
Мітки: стану, безперервний, групи, гарячої, клітей, прокатки, натягу, спосіб, штаби, виміру
Формула / Реферат:
Спосіб виміру натягу штаби в безперервній групі клітей стану гарячої прокатки, який включає безперервний вимір у кожній кліті горизонтальної сили, що діє на робочі валки, і зусилля прокатки, по отриманих даних і відомому (нульовому для першої кліті) задньому натягові розрахунок коефіцієнта пропорційності між горизонтальною силою і зусиллям прокатки до входу штаби в наступну кліть і розрахунок переднього натягу після входу штаби в наступну...
Спосіб регулювання натягу штаби в процесі прокатки між клітями багатоклітьового стана з пічними моталками
Номер патенту: 59700
Опубліковано: 15.09.2003
Автори: Гагарін Павел Павлович, Остапенко Арнольд Леонтійович, Стеч Володимир Станіславович, Барабаш Андрій Володимирович, Леонідов-Каневський Євген Володимирович, Каушанський Ігор Борисович, Білобров Юрій Миколайович
МПК: B21B 37/48
Мітки: стана, регулювання, натягу, багатоклітьового, спосіб, прокатки, штаби, моталками, процесі, клітями, пічними
Формула / Реферат:
1. Спосіб регулювання натягу смуги в процесі прокатки між клітями багатоклітьового стана з пічними моталками, що включає зміну частоти обертання ведених клітей по відхиленню міжклітьових натягів, який відрізняється тим, що обчислюють потужність прокатки кожної кліті, з цієї потужності виділяють потужність прокатки без натягу, а потім і потужність, обумовлену натягами, яку використовують для визначення величини натягів, при цьому міжклітьові...
Система виміру натягу штаби в безперервній групі клітей стану гарячої прокатки
Номер патенту: 62598
Опубліковано: 15.12.2003
Автори: Стеч Володимир Станіславович, Бєляєв Юрій Борисович, Каушанський Ігор Борисович, Грабовський Георгій Генадієвич, Гагарін Павло Павлович, Леонідов-Каневський Євген Володимирович, Барабаш Андрій Володимирович, Колесников Юрій Миколайович, Єлецьких Володимир Іванович
МПК: B21B 37/00
Мітки: безперервний, групи, система, прокатки, гарячої, штаби, клітей, виміру, стану, натягу
Формула / Реферат:
1. Система виміру натягу штаби в безперервній групі клітей стану гарячої прокатки, що містить установлений на кожній кліті пристрій виміру переднього натягу штаби, що включає у собі датчик горизонтальної сили, датчик зусилля прокатки (месдозу) і блок обчислення, причому виходи датчика горизонтальної сили і месдози з'єднані з відповідними входами блока обчислення, додатковий вхід якого підключений до виходу блока обчислення в пристрої...
Спосіб гарячої прокатки штаби
Номер патенту: 60007
Опубліковано: 15.09.2003
Автори: Каушанський Ігор Борисович, Барабаш Андрій Володимирович, Левіна Валентина Іванівна, Стеч Володимир Станіславович, Савенко Юрій Євдокимович
МПК: B21B 1/30
Мітки: гарячої, прокатки, штаби, спосіб
Формула / Реферат:
Спосіб гарячої прокатки штаби, що включає прокатку сляба в чорновій групі клітей до одержання підкату, розміщення його після завершення чорнової прокатки на проміжному рольгангу, транспортування підкату до ножиць, центрування його напрямними лінійками, обрізання переднього і заднього кінців підкату і прокатку в чистовій групі клітей до одержання штаби заданої товщини, який відрізняється тим, що одночасно з центруванням напрямними лінійками...
Спосіб регулювання профілю робочих валків безперервного тонколистового стану гарячої прокатки
Номер патенту: 32161
Опубліковано: 15.12.2000
Автори: Солтан Станіслав Леонідович, Мовшович Вілорд Соломонович, Яланський Вячеслав Петрович, Путнокі Олександр Юліусович, Піховкін Микола Миколайович, Тилик Василь Трохимович, Коваль Сергій Миколайович, Штехно Олег Миколайович
МПК: B21B 37/00
Мітки: стану, спосіб, робочих, безперервного, гарячої, регулювання, прокатки, профілю, валків, тонколистового
Текст:
...я клітей зусилля противигину досягло граничного значення І у регулюванні приймають участь дві КЛІТІ , то кожна з них відпрацьовує 1/2 відхилення. Необхідна величина зміни зусилля противигину у останньої КЛІТІ Є наймень-шою, що дозволяє використовувати у кожному відокремленому циклі регулюванню найменьшу частину обмеженого діапазону регулювання противигину, а це дає можливість найбільш раціонально використовувати ресурс найбільш елективної у...
Попередній патент: Акустичний пристрій для вимірювання рівня рідини в свердловинах
Випадковий патент: Спосіб ведення буропідривних робіт при проходці горизонтальних гірничих виробок