Спосіб гарячої прокатки штаби
Номер патенту: 60007
Опубліковано: 15.09.2003
Автори: Барабаш Андрій Володимирович, Савенко Юрій Євдокимович, Левіна Валентина Іванівна, Каушанський Ігор Борисович, Стеч Володимир Станіславович
Формула / Реферат
Спосіб гарячої прокатки штаби, що включає прокатку сляба в чорновій групі клітей до одержання підкату, розміщення його після завершення чорнової прокатки на проміжному рольгангу, транспортування підкату до ножиць, центрування його напрямними лінійками, обрізання переднього і заднього кінців підкату і прокатку в чистовій групі клітей до одержання штаби заданої товщини, який відрізняється тим, що одночасно з центруванням напрямними лінійками головної частини підкату виконують примусове переміщення останньої частини підкату в напрямку, зворотному зміщенню підкату перпендикулярно подовжній осі проміжного рольганга на величину L = А - Α1 - Β/2, де:
А - відстань від елемента, що переміщує, до осі рольганга;
Α1 - відстань від елемента, що переміщує, до бокового краю підкату;
В - ширина підкату.
Текст
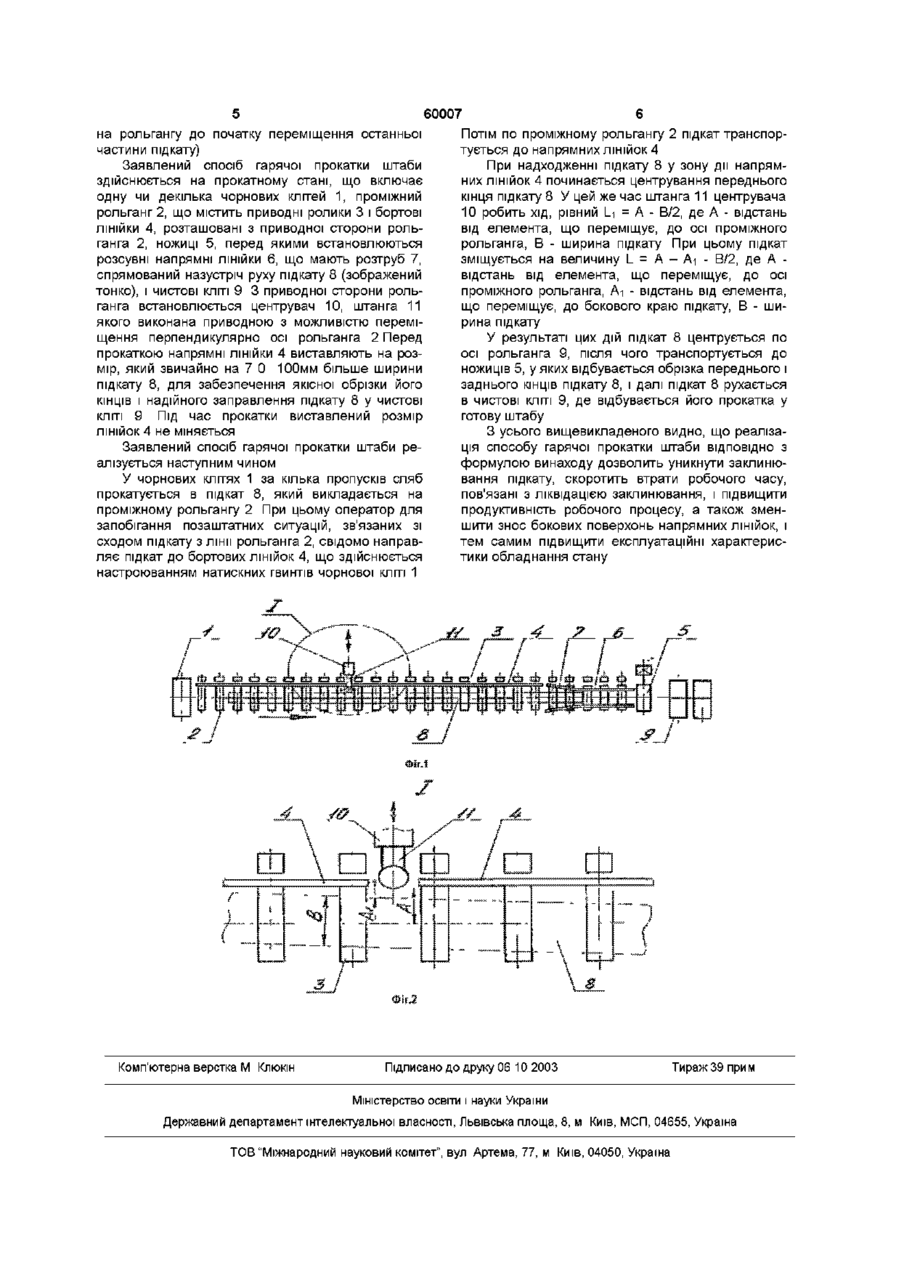
Спосіб гарячої прокатки штаби, що включає прокатку сляба в чорновій групі клітей до одержання підкату, розміщення його після завершення чорнової прокатки на проміжному рольгангу, транспортування підкату до ножиць, центрування його напрямними лінійками, обрізання переднього і заднього КІНЦІВ підкату і прокатку в чистовій групі клітей до одержання штаби заданої товщини, який відрізняється тим, що одночасно з центруванням напрямними лінійками головної частини підкату виконують примусове переміщення останньої частини підкату в напрямку, зворотному зміщенню підкату перпендикулярно подовжній осі проміжного рольганга на величину І_ = А - А-і - В/2, де А - відстань від елемента, що переміщує, до осі рольганга, Аі - відстань від елемента, що переміщує, до бокового краю підкату, В - ширина підкату Винахід відноситься до способів гарячої прокатки штаби зі слябових заготок на прокатних станах, що включають чорнову і чистову групи клітей, ножиці та обладнання для транспортування штаби Відомий спосіб гарячої прокатки штаби, приведений у книзі В Г Макогона, Г Г Фоміна, П С Гринчука і В С Глазкова «Механическое оборудование широкополосных станов горячей прокатки», М , «Металургія», 1969, с 130, при якому прокатану в клітях штабу переміщують рольгангом, направляючи далі на чергову технологічну операцію Для подолання можливого зсування штаби при транспортуванні відносно осі прокатки ролики рольганга встановлюють з перекосом у вертикальній і горизонтальній площинах У результаті чого під дією звертальних сил, штаба, що рухається по рольгангу, переміщується у бік, протилежний и первісному зсуванню і займає положення по осі прокатки Описаний спосіб ефективно використовується при транспортуванні тонких штабів Однак у випадку транспортування підкату товщиною 25мм і більше, який має достатню поперечну твердість, у результаті чого виникає крапковий контакт країв підкату з роликами і, як наслідок, має місце інтенсивний знос останніх Це вимагає частої заміни зношених роликів на нові, зупинки обладнання, що веде до втрат робочого часу Таким чином, недоліком описаного способу є низька продуктивність прокатного стану Найбільш близьким до способу, що заявляється, є спосіб прокатки гарячої штаби, описаний у книзі Г Г Фоміна, А В Дубейковского і П С Гринчука «Механизация и автоматизация широкополосных станов горячей прокатки», М , «Металургія», 1979, с 57 Цей спосіб реалізований на прокатному стані, який має групу чорнових клітей, встановлений за нею проміжний рольганг, ножиці, розташовані перед чистовими клітями і напрямні ЛІНІЙКИ, розташовані перед ножицями Реалізується приведений спосіб прокатки штаби наступним чином Після прокатки сляба в чорновій групі клітей одержують під кат товщиною 25 50мм, який викладається після останнього чорнового проходу у КЛІТІ на проміжному рольгангу і далі транспортується рольгангом до летучих ножиців, де здійснюють обрізку переднього і заднього КІНЦІВ підкату Перед задачею в ножиці під кат центрується по осі прокатки розсувними напрямними лінійками, відстань між якими встановлюється до прокатки звичайно на 70 100мм більше ширини підкату Для забезпечення влучення підкату в відстань поміж лінійками їхня вхідна частина має розтруб, що переходить у рівнобіжні стінки Після обрізки КІНЦІВ підкат у чистових клітях прокатується у готову штабу Слід зазначити, що, як правило, транспортування штабового металу здійснюють рольгангом, оснащеним бортовими лінійками, які виключають схід металу у будь який бік Однак проміжний 1 О о о (О 60007 рольганг має ту особливість, що бортові ЛІНІЙКИ встановлюються тільки з однієї приводної сторони рольганга Протилежна сторона рольганга залишається відкритою для того, щоб при необхідності, наприклад, при позаштатній ситуації в чистових клітях можна було б видалити підкат з рольганга шляхом зіштовхування його в спеціальний накопичувальний пристрій (кишеню), розташований поруч з -рольгангом Відсутність бортових ЛІНІЙОК створює погрозу сходу підкату з проміжного рольганга на сторону обслуговування Тому оператор стану часто свідомо направляє підкат уздовж бортових ЛІНІЙОК з великим зсуванням підкату відносно осі прокатки, тобто підкат притискається до існуючих з однієї сторони рольганга бортовим лінійкам за рахунок настроювання натискних гвинтів чорнової КЛІТІ Наслідком великого зсування підкату є те, що при центруванні його переднього кінця в лінійках повинен забезпечуватися розворот усього підкату відносно осі прокатки реактивними силами з боку протилежних напрямних ЛІНІЙОК, ЯКІ переборюють момент від сил тертя, що виникають при взаємодії всього підкату з роликами проміжного рольганга При цьому значна величина реактивних сил обумовлює виникнення таких сил тертя підкату об напрямні ЛІНІЙКИ, які здатні перевищити сили, що забезпечують рух підкату по рольгангу, тобто сили зчеплення підкату з роликами рольганга У цьому випадку виникає позаштатна ситуація застрявання підкату в напрямних лінійках, зупинка обладнання, що приводить до зниження продуктивності стану Крім того, значні зусилля, що діють з боку підкату на напрямні ЛІНІЙКИ, обумовлюють їхнє інтенсивне зношення До основи винаходу поставлена задача створення способу виробництва гарячекатаної штаби, що забезпечує високу продуктивність при одночасному поліпшенні експлуатаційних характеристик обладнання прокатного стану Ця задача вирішується за рахунок технічного результату, який складається в суміщенні часу примусового переміщення підкату до осі прокатки з часом центрування його головної частини Для досягнення цього результату в способі гарячої прокатки, що включає прокатку сляба в чорновій групі клітей до одержання підкату, розміщення його після завершення чорнової прокатки на проміжному рольгангу, транспортування підкату до ножиців, центрування його напрямними лінійками, обрізку переднього і заднього КІНЦІВ підкату і прокатку в чистовій групі клітей до одержання штаби заданої товщини, ВІДПОВІДНО З винаходом одночасно з центруванням напрямними лінійками головної частини підкату виконують примусове переміщення останньої частини підкату в напрямку, зворотному зміщенню підкату перпендикулярно подовжній осі проміжного рольганга на величину L = А - А-і - В/2, де А - відстань від елемента, що переміщує, до осі проміжного рольганга, Аі - відстань від елемента, що переміщує, до бокового краю підкату, В - ширина підкату У результаті порівняльного аналізу пропонованого способу гарячої прокатки штаби і прототипа встановлено, що вони мають наступні загальні ознаки - прокатка сляба в чорновій групі клітей до одержання підкату, - розміщення підкату після чорнової прокатки на проміжному рольгангу, -транспортування підкату до ножиців, - центрування підкату напрямними лінійками, - прокатка в чистовій групі клітей до одержання штаби заданої товщини, і ВІДМІННІ ознаки - одночасно з центруванням напрямними лінійками головної частини підкату виконання примусового переміщення останньої частини підкату в напрямку, зворотному зміщенню підкату перпендикулярно подовжній осі рольганга на величину L = А - А-і - В/2, де А - відстань від елемента, що переміщує, до осі проміжного рольганга, Аі відстань від елемента, що переміщує, до бокового краю підкату, В - ширина підкату Таким чином, пропонований спосіб гарячої прокатки штаби має нову операцію і нову ПОСЛІДОВНІСТЬ виконання операцій Між ВІДМІННИМИ ознаками існує причиннонаслідковий зв'язок Завдяки виконанню в способі прокатки гарячої штаби, що заявляється, одночасно з центруванням головної частини підкату напрямними лінійками примусового переміщення останньої частини підкату стало можливим, сумістивши в часі обидві ці операції, направити підкат по всій його довжині СПІВВІСНО осі проміжного рольганга, запобігти тим самим заклинювання -підкату, скоротити зв'язані з ліквідацією заклинювання втрати робочого часу на зупинку обладнання і зменшити при цьому зношення напрямних ЛІНІЙОК Таким чином, використання для виробництва тонкої гарячекатаної штаби пропонованого способу прокатки забезпечує підвищення продуктивності цього процесу і поліпшує експлуатаційні характеристики обладнання Виключення з зазначеної сукупності ознак відмінної ознаки не забезпечує рішення поставленої задачі — досягнення високої продуктивності способу гарячої прокатки штаби при одночасному підвищенні експлуатаційних характеристик обладнання Технічне рішення, що заявляється, невідомо з рівня техніки, тому воно є новим Пропоноване технічне рішення має винахідницький рівень, тому що спосіб гарячої прокатки штаби, розглянутий вище, для фахівця не є очевидним з рівня техніки Технічне рішення, що заявляється, промислове застосовано, тому що його виконання не представляє труднощів 3 використанням рішення, що заявляється, виконаний технічний проект для меткомбіната ОАТ «Северсталь», м Череповец, Росія Таким чином, пропонованому технічному рішенню може бути представлена правова охорона, тому що воно є новим, має винахідницький рівень і промислове застосовано Винахід пояснюється кресленнями, на яких зображене наступне на фиг 1 - схема розміщення обладнання прокатного стану, необхідного для реалізації заявляє мого способу гарячої прокатки, штаби, на фіг 2 - місце І на фіг 1 (розміщення підкату 60007 Потім ПО проміжному рольгангу 2 підкат транспорна рольгангу до початку переміщення останньої тується до напрямних ЛІНІЙОК 4 частини підкату) При надходженні підкату 8 у зону дії напрямЗаявлений спосіб гарячої прокатки штаби них ЛІНІЙОК 4 починається центрування переднього здійснюється на прокатному стані, що включає кінця підкату 8 У цей же час штанга 11 центрувача одну чи декілька чорнових клітей 1, проміжний 10 робить хід, рівний І_і = А - В/2, де А - відстань рольганг 2, що містить приводні ролики 3 і бортові від елемента, що переміщує, до осі проміжного ЛІНІЙКИ 4, розташовані з приводної сторони рольрольганга, В - ширина підкату При цьому підкат ганга 2, ножиці 5, перед якими встановлюються зміщується на величину І_ = А - А-і - В/2, де А розсувні напрямні ЛІНІЙКИ 6, що мають розтруб 7, відстань від елемента, що переміщує, до осі спрямований назустріч руху підкату 8 (зображений проміжного рольганга, Аі - відстань від елемента, тонко), і чистові КЛІТІ 9 3 приводної сторони рольщо переміщує, до бокового краю підкату, В - шиганга встановлюється центрувач 10, штанга 11 рина підкату якого виконана приводною з можливістю переміщення перпендикулярно осі рольганга 2 Перед У результаті цих дій підкат 8 центрується по прокаткою напрямні ЛІНІЙКИ 4 виставляють на розосі рольганга 9, після чого транспортується до мір, який звичайно на 7 0 100мм більше ширини ножиців 5, у яких відбувається обрізка переднього і підкату 8, для забезпечення якісної обрізки його заднього КІНЦІВ підкату 8, і далі підкат 8 рухається КІНЦІВ і надійного заправлення підкату 8 у чистові в чистові КЛІТІ 9, де відбувається його прокатка у КЛІТІ 9 Під час прокатки виставлений розмір готову штабу ЛІНІЙОК 4 не міняється З усього вищевикладеного видно, що реалізація способу гарячої прокатки штаби ВІДПОВІДНО З Заявлений спосіб гарячої прокатки штаби реформулою винаходу дозволить уникнути заклинюалізується наступним чином вання підкату, скоротить втрати робочого часу, У чорнових клітях 1 за кілька пропусків сляб пов'язані з ліквідацією заклинювання, і підвищити прокатується в підкат 8, який викладається на продуктивність робочого процесу, а також зменпроміжному рольгангу 2 При цьому оператор для шити знос бокових поверхонь напрямних ЛІНІЙОК, і запобігання позаштатних ситуацій, зв'язаних зі тем самим підвищити експлуатаційні характериссходом підкату з лінії рольганга 2, свідомо направтики обладнання стану ляє підкат до бортових ЛІНІЙОК 4, що здійснюється настроюванням натискних гвинтів чорнової КЛІТІ 1 >иЛ Комп'ютерна верстка М Клюкш Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for hot rolling of strip
Автори англійськоюKaushanskyi Ihor Borysovych, Stech Volodymyr Stanislavovych, Barabash Andrii Volodymyrovych, Levina Valentyna Ivanivna, Savenko Yurii Yevdokymovych
Назва патенту російськоюСпособ горячей прокатки полосы
Автори російськоюКаушанский Игорь Борисович, Стеч Владимир Станиславович, Барабаш Андрей Владимирович, Левина Валентина Ивановна, Савенко Юрий Евдокимович
МПК / Мітки
МПК: B21B 1/30
Мітки: прокатки, гарячої, штаби, спосіб
Код посилання
<a href="https://ua.patents.su/3-60007-sposib-garyacho-prokatki-shtabi.html" target="_blank" rel="follow" title="База патентів України">Спосіб гарячої прокатки штаби</a>
Спосіб регулювання профілю робочих валків безперервного тонколистового стану гарячої прокатки
Номер патенту: 32161
Опубліковано: 15.12.2000
Автори: Солтан Станіслав Леонідович, Піховкін Микола Миколайович, Яланський Вячеслав Петрович, Тилик Василь Трохимович, Мовшович Вілорд Соломонович, Коваль Сергій Миколайович, Штехно Олег Миколайович, Путнокі Олександр Юліусович
МПК: B21B 37/00
Мітки: прокатки, валків, робочих, спосіб, профілю, гарячої, регулювання, тонколистового, безперервного, стану
Текст:
...я клітей зусилля противигину досягло граничного значення І у регулюванні приймають участь дві КЛІТІ , то кожна з них відпрацьовує 1/2 відхилення. Необхідна величина зміни зусилля противигину у останньої КЛІТІ Є наймень-шою, що дозволяє використовувати у кожному відокремленому циклі регулюванню найменьшу частину обмеженого діапазону регулювання противигину, а це дає можливість найбільш раціонально використовувати ресурс найбільш елективної у...
Тягнучо-задавальні ролики моталки гарячої штаби
Номер патенту: 59470
Опубліковано: 15.09.2003
Автори: Барабаш Андрій Володимирович, Білобров Юрій Миколайович, Погребняк Микола Прокопович
МПК: B21C 47/34
Мітки: гарячої, моталки, тягнучо-задавальні, ролики, штаби
Формула / Реферат:
Тягнучо-задавальні ролики моталки гарячої штаби, що складаються з нижнього ролика і розміщеного в подушках верхнього ролика, пов'язаного з рухливою частиною верхньої проводки, що шарнірно з'єднана з приводом її хитання, які відрізняються тим, що вони обладнані додатковим привідним роздільним роликом, рухлива частина верхньої проводки виконана у вигляді хитного важеля, розміщеного співвісно з верхнім роликом з можливістю відносного...
Міні-стан для виробництва гарячокатаної штаби
Номер патенту: 593
Опубліковано: 16.10.2000
Автори: Стеч Володимир Станіславович, Білобров Юрій Миколайович, Каушанський Ігор Борисович, Барабаш Андрій Володимирович
МПК: B21B 1/00
Мітки: штаби, міні-стан, виробництва, гарячокатаної
Формула / Реферат:
Міні-стан для виробництва гарячокатаної штаби, до складу якого входить підігрівальна піч, транспортувальні та робочі рольганги, обладнання для гідрозбиву окалини, чорнова та чистова реверсивні кліті, поміж якими встановлено ножиці для обрізування переднього та останнього кінців підкату, моталки у печах, встановлених перед та за чистовою кліттю, моталки для змотування штаби в рулон, устаткування для транспортування рулону на склад, який...
Барабан моталки гарячої штаби
Номер патенту: 54223
Опубліковано: 17.02.2003
Автори: Єршов Валентин Олександрович, Осокін Анатолій Андрійович
МПК: B21C 47/28
Мітки: барабан, штаби, гарячої, моталки
Формула / Реферат:
Барабан моталки гарячої штаби, що містить порожнистий хрестоподібний вал з розміщеною в його порожнині привідною штангою, кінець якої прикріплений до диска, і розташовані паралельно подовжній осі хрестоподібного вала периферійні штанги, одні кінці яких прикріплені до диска, а інші - розміщені в опорах, який відрізняється тим, що він оснащений додатковими засобами фіксації штанг, при цьому в хрестоподібному валу виконані отвори в напрямках,...
Тягнучі ролики моталки гарячої штаби
Номер патенту: 40444
Опубліковано: 16.07.2001
Автори: Філь Андрій Васильович, Осокін Анатолій Андрійович, Єршов Валентин Олександрович
МПК: B21C 47/34
Мітки: моталки, штаби, гарячої, ролики, тягнучі
Формула / Реферат:
1. Тягнучі ролики моталки гарячої штаби, до складу яких входять ролики, що встановлені у станині, розміщеній на фундаментній плиті, які відрізняються тим, що обладнані шарнірно сполученим зі станиною механізмом її переміщення та схемою його керування, а також вертикальною віссю, один торець якої жорстко прикріплено до фундаментної плити, а у станині виконано відповідний отвір, при цьому станину і фундаментну плиту відповідно оснащено...
Попередній патент: Спосіб боротьби з гідроударом у нагнітальних трубопроводах та пристрій для його реалізації
Наступний патент: Зубчасто-роликова передача
Випадковий патент: Спосіб виготовлення виробів з нікелевого порошку