Спосіб поперечного різання заготовок дисковою пилкою
Номер патенту: 68681
Опубліковано: 10.04.2012
Автори: Пєтухов Ігор Михайлович, Алексєєв Олександр Володимирович

Формула / Реферат
Спосіб поперечного різання заготовок дисковою пилкою, згідно з яким надають руху подачі дисковій пилці, що обертається відносно заготовки, яка також обертається навколо своєї поздовжньої осі, який відрізняється тим, що при обертанні заготовки навколо своєї поздовжньої осі час проходження диска пилки через діаметр заготовки, що обертається, становить більше або дорівнює часу одного оберту заготовки
![]() , де
, де
![]() - час проходження диска пилки через діаметр заготовки;
- час проходження диска пилки через діаметр заготовки;
![]() - час одного оберту заготовки.
- час одного оберту заготовки.
Текст
Реферат: UA 68681 U UA 68681 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до механічної обробки твердих матеріалів і може бути застосована при різанні металів у чорній металургії та в машинобудуванні, а також при різанні пластичних мас і інших матеріалів, що мають поздовжню вісь симетрії. При поперечному різанні прокату на дисковій пилці стана "400" прокатного цеху утворюються задирки, що призводить до додаткової обробки торців на ад'юстажі. Задирки утворюються на виході пилки з зафіксованого на момент різання розкату в кінці її робочого ходу. Відомий спосіб різання холодних сталевих заготовок (SU, А.С. №1296323 Α1, ΜΠΚ4 B23D45/26, опубл. 15.03.87) включає надання руху подачі гладкій дисковій пилці тертя, що обертається щодо заготовки при швидкостях різання, які забезпечують самоохолодження диска, при цьому надають руху подачі з зусиллям, величину якого визначають за формулою що включає залежність зусилля подачі від площі контакту диска з заготовкою, межі текучості матеріалу заготовки. Відомому способу різання прокату притаманні такі недоліки: спосіб застосовують для різання переважно тонкостінного холодного прокату, - різання суцільних повнотілих заготовок, тим більше різання великого поперечного перерізу неможливе. Недоліками способу є недостатня якість різання, за рахунок утворення задирок, що вимагає додаткової операції для їх видалення, підвищений шум при різанні, низька швидкість різання і відповідно низька продуктивність. Складність при здійсненні способу полягає в тому, що необхідно враховувати площу контакту периферії диска із заготовкою та межу плинності матеріалу заготовки (перенастроювання устаткування). Найбільш близьким аналогом до корисної моделі, що заявляється, є спосіб різання прокату (SU А.С. №1468688 А1, МПК 4B23D45/00, опубл.30.03.1989г.), згідно з яким заготовку обертають навколо її поздовжньої осі зі змінною швидкістю, при цьому половину перерізу заготовки розрізають при зменшенні швидкості її обертання від гранично досяжної в початковий момент різання до величини швидкості подачі диска в радіальному напрямку, а потім швидкість збільшують до початкового значення в кінці розрізання заготовки. Відомий спосіб не забезпечує досягнення необхідного технічного результату з таких причин. Використання відомого способу характеризується складними в здійсненні операціями, зумовленими зміною швидкості обертання заготовки, при цьому зберігається ймовірність появи задирок на заготовках, що погіршує якість порізаних заготовок. В основу корисної моделі поставлено задачу вдосконалити спосіб поперечного різання заготовок дисковою пилкою, в якому за рахунок нових технологічних операцій та їх параметрів забезпечується можливість усунення появи задирок, що приводить до отримання якісного різання заготовок при спрощенні процесу різання. Поставлена задача вирішується за рахунок того, що в способі різання заготовок, згідно з яким надають руху подачі дисковій пилці, що обертається відносно заготовки, яка також обертається навколо своєї поздовжньої осі, згідно з корисною моделлю, при обертанні заготовки навколо своєї поздовжньої осі час проходження диска пилки через діаметр заготовки, що обертається, становить більше або дорівнює часу одного оберту заготовки. Швидкість руху заготовки повинна бути підібрана таким чином, щоб за час робочого ходу диска пилки заготовка встигала зробити як мінімум 1 оберту що забезпечить прорізання її з усіх боків (по периметру) і видалення задирки р.х. 1 об.загот. Т ≥T , де р.х. Τ - час робочого ходу диска пилки (проходження диска через діаметр заготовки). 1 об загот. Τ · - час одного оберту заготовки. З формули швидкості (V=S/Τ) отримуємо: Τ=S/V Тоді: р.х. р.х. р.х. загот. р.х. 1) Τ =S /V =Д /V , де р.х. загот. S =Д - довжина робочого ходу пилки, рівна діаметру заготовки. р.х. V - швидкість робочого ходу пилки. 1 об загот. о.загот. окруж.загот. загот. загот. загот. загот. 2) Τ · =L /V =Д /( Д ·n )=1/n , окруж.загот. де L - довжина окружності перерізу заготовки; окруж.загот. V - окружна швидкість обертання заготовки; загот. Д - діаметр заготовки; загот. n - швидкість обертання заготовки об/хв. Таким чином: загот. р.х. загот. Д /V ≥1/n загот. р.х.пилки. загот. або n ≥V /Д 1 UA 68681 U 5 10 На час порізки, замість фіксування заготовки, яку необхідно порізати на менші заготовки, їй повідомляють обертальний рух навколо її подовжньої осі. Технічно це можливо використовувати при виробництві на стані "400" круглих, шестигранних і квадратних профілів порівняно великого перерізу і порівняно невеликої довжини, а також при різанні пилками в обтискному цеху. Приклад здійснення способу. Для поперечного різання заготовок дисковою пилкою були взяті заготовки діаметром 80мм, довжиною 6п.м., зі сталі ст.3 загот. р.х.пилки. загот. n >V /Д р.х.пилки При паспортному значенні швидкості робочого ходу пилки V =0,1м/сек. загот. n >0,1м/сек/0,08м=1,2об/сек. Використання пропонованої корисної моделі забезпечить можливість усунення появи задирок на заготовках при різанні поперечною дисковою пилкою, що приводить до отримання якісного різання заготовок при спрощенні процесу різання. 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 Спосіб поперечного різання заготовок дисковою пилкою, згідно з яким надають руху подачі дисковій пилці, що обертається відносно заготовки, яка також обертається навколо своєї поздовжньої осі, який відрізняється тим, що при обертанні заготовки навколо своєї поздовжньої осі час проходження диска пилки через діаметр заготовки, що обертається, становить більше або дорівнює часу одного оберту заготовки Tр.х. Т1об.загот. , де Тр.х. - час проходження диска пилки через діаметр заготовки; Т1об.загот. - час одного оберту заготовки. Комп’ютерна верстка Н. Лисенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cross cutting blanks by disk saw
Автори англійськоюAleksieiev Oleksandr Volodymyrovych, Pietukhov Ihor Mykhailovych
Назва патенту російськоюСпособ поперечной резки заготовок дисковой пилой
Автори російськоюАлексеев Александр Владимирович, Петухов Игорь Михайлович
МПК / Мітки
МПК: B23D 45/00
Мітки: дисковою, поперечного, пилкою, спосіб, різання, заготовок
Код посилання
<a href="https://ua.patents.su/4-68681-sposib-poperechnogo-rizannya-zagotovok-diskovoyu-pilkoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб поперечного різання заготовок дисковою пилкою</a>
Спосіб різання деревини стрічковою пилкою з використанням розклинювального пристрою
Номер патенту: 50911
Опубліковано: 15.11.2002
Автори: Шостак Володимир Васильович, Кірик Микола Дмитрович, Пуна Віталій Васильович
МПК: B27B 15/00
Мітки: розклинювального, різання, стрічковою, спосіб, використанням, пристрою, пилкою, деревини
Формула / Реферат:
Спосіб різання деревини стрічковою пилкою з використанням розклинювального пристрою, який відрізняється тим, що в пропил вводять розклинювальний пристрій у формі диска.
Спосіб визначення режиму лазерного різання заготовок різної товщини
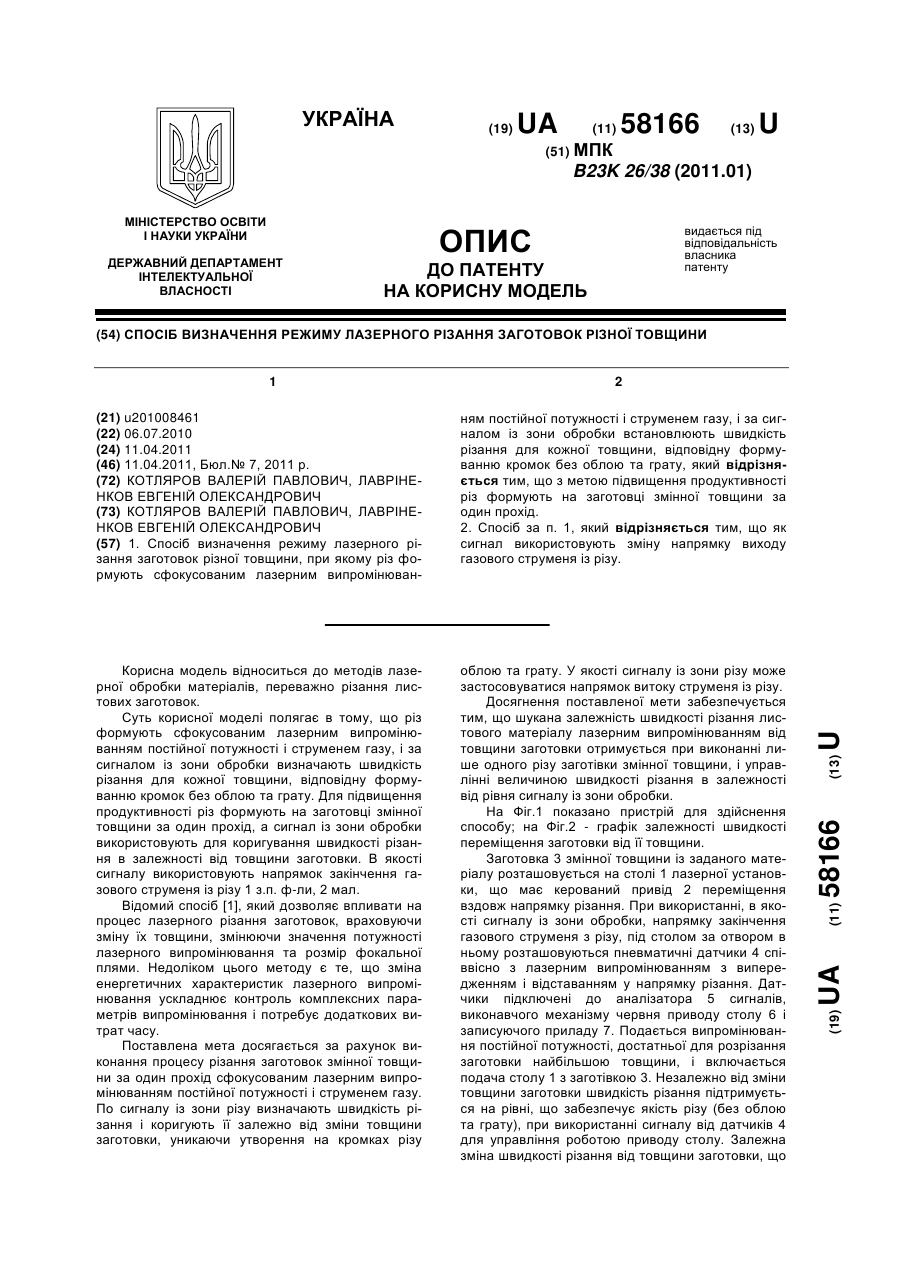
Номер патенту: 58166
Опубліковано: 11.04.2011
Автори: Лавріненков Евгеній Олександрович, Котляров Валерій Павлович
МПК: B23K 26/38
Мітки: лазерного, різання, спосіб, різної, заготовок, визначення, товщини, режиму
Формула / Реферат:
1. Спосіб визначення режиму лазерного різання заготовок різної товщини, при якому різ формують сфокусованим лазерним випромінюванням постійної потужності і струменем газу, і за сигналом із зони обробки встановлюють швидкість різання для кожної товщини, відповідну формуванню кромок без облою та грату, який відрізняється тим, що з метою підвищення продуктивності різ формують на заготовці змінної товщини за один прохід.2. Спосіб за п. 1,...
Інструмент для різання заготовок

Номер патенту: 67528
Опубліковано: 27.02.2012
Автори: Михайлов Олександр Миколайович, Михайлов Дмитро Олександрович, Долгих Ганна Сергіївна
МПК: B24D 5/00
Мітки: різання, заготовок, інструмент
Формула / Реферат:
Інструмент для різання заготовок, що містить металевий диск у вигляді кільця з рівномірно розташованими і несучими ріжучі елементи у вигляді зубів, який відрізняється тим, що ріжучі зуби виконані на внутрішній поверхні кільця, яке змонтовано в жорсткій обоймі за допомогою розтяжних сегментів, закріплених на зовнішній стороні кільця з можливістю їх радіального переміщення.
Спосіб розпилювання деревини стрічковою пилкою
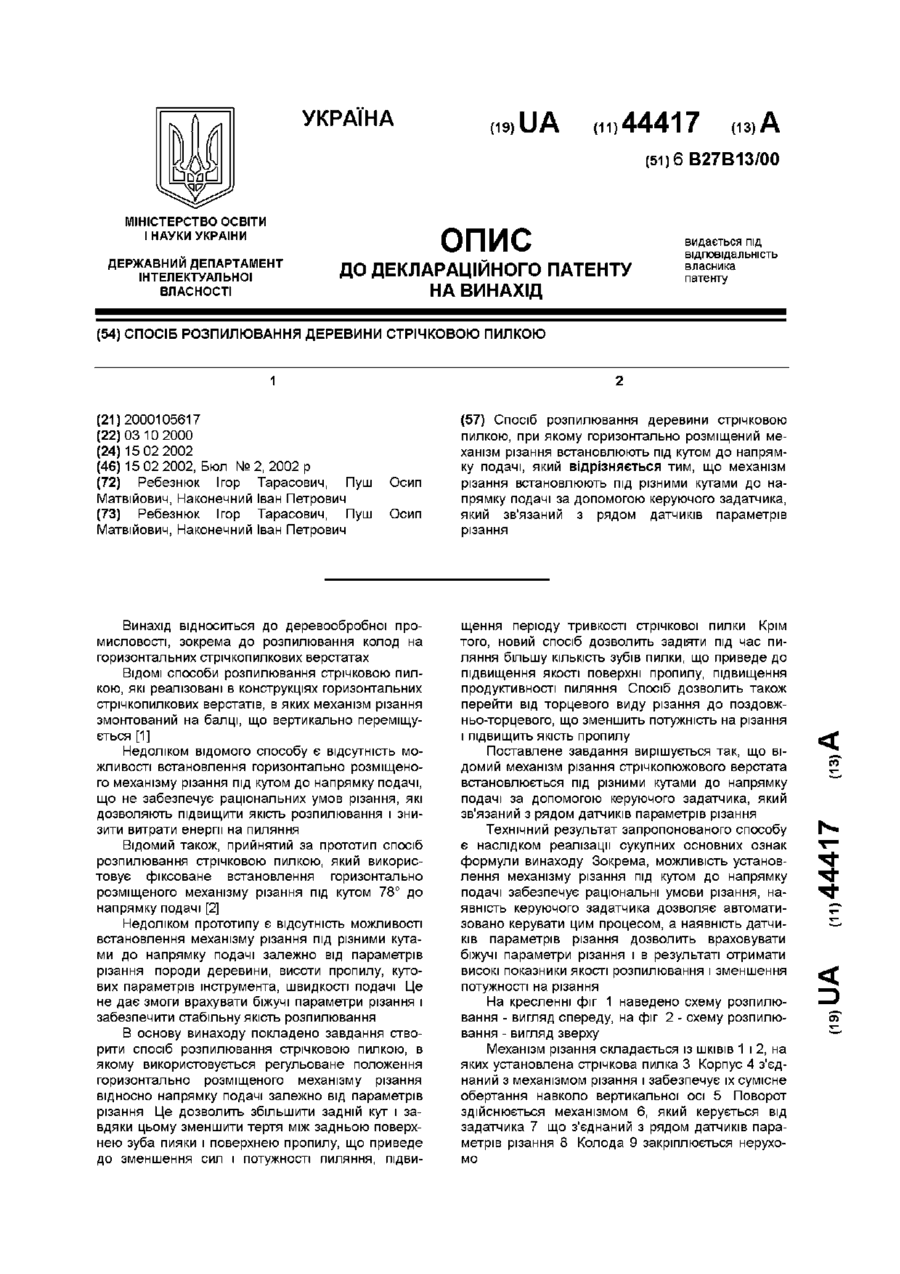
Номер патенту: 44417
Опубліковано: 15.02.2002
Автори: Ребезнюк Ігор Тарасович, Пуш Осип Матвійович, Наконечний Іван Петрович
МПК: B27B 13/00
Мітки: деревини, розпилювання, спосіб, стрічковою, пилкою
Формула / Реферат:
Спосіб розпилювання деревини стрічковою пилкою, при якому горизонтально розміщений механізм різання встановлюють під кутом до напрямку подачі, який відрізняється тим, що механізм різання встановлюють під різними кутами до напрямку подачі за допомогою керуючого задатчика, який зв'язаний з рядом датчиків параметрів різання.
Спосіб різання холодних сталевих заготовок
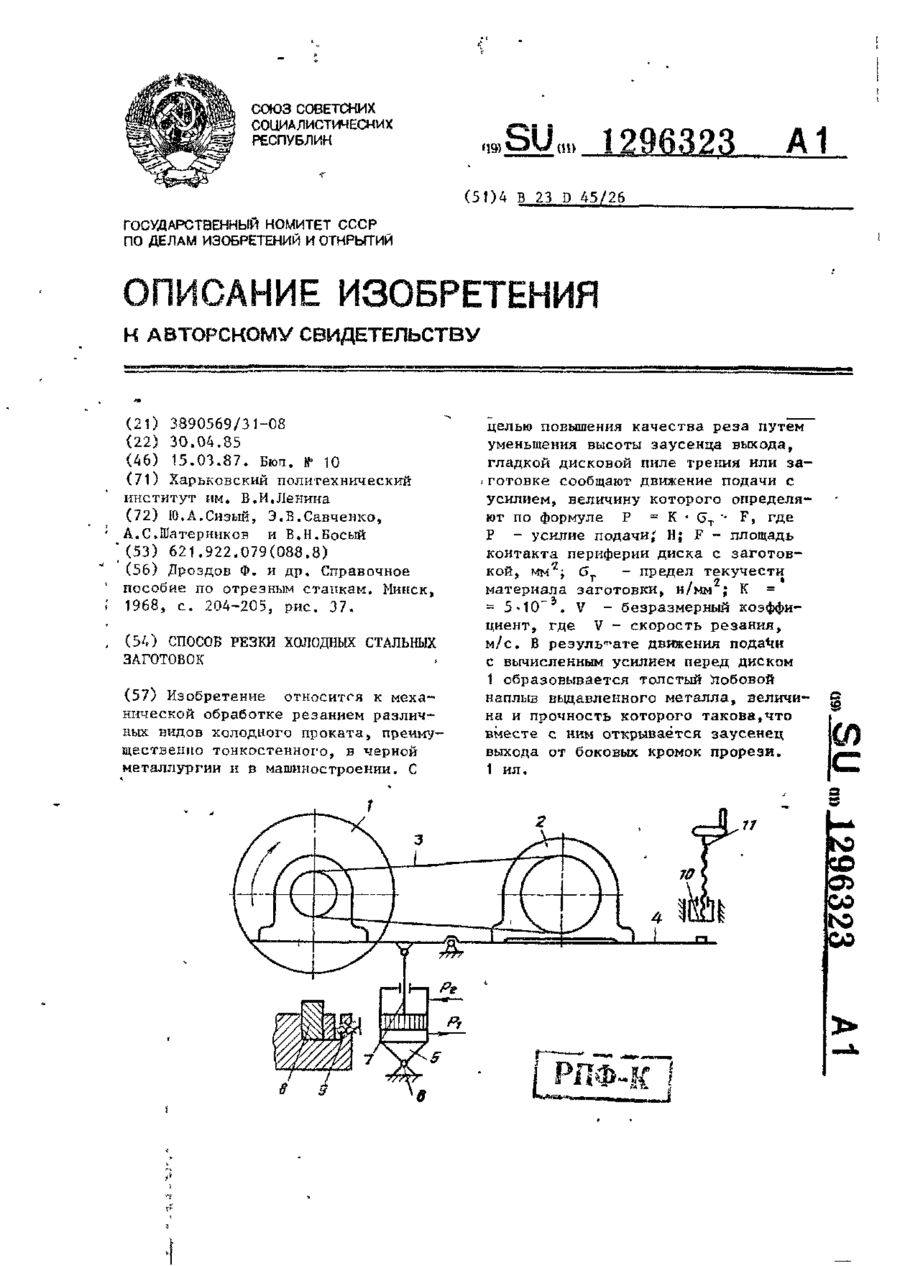
Номер патенту: 6140
Опубліковано: 29.12.1994
Автори: Босий Володимир Миколайович, Шатерніков Олександр Семенович, Сизий Юрій Анатолійович, Савченко Едуард Вікторович
МПК: B23D 45/00
Мітки: заготовок, різання, спосіб, сталевих, холодних
Формула / Реферат:
Способ резки холодных стальных заготовок, преимущественно тонкостенных, включающий сообщение движения подачи вращающейся гладкой дисковой пиле трения относительно заготовки при скоростях резания, обеспечивающих самоохлаждение диска, отличающийся тем, что, с целью повышения качества реза путем уменьшения высоты заусенца выхода, гладкой дисковой пиле трения или заготовке сообщают движение подачи с усилием, величину которого определяют по...
Попередній патент: Мостоподібний протез для відновлення дефектів зубного ряду
Наступний патент: Спосіб виготовлення гвинтових робочих органів машини підвищеної експлуатаційної надійності та довговічності
Випадковий патент: Машина для обробки білизни