Спосіб виготовлення гвинтових робочих органів машини підвищеної експлуатаційної надійності та довговічності
Номер патенту: 68682
Опубліковано: 10.04.2012
Автори: Гевко Ігор Богданович, Гевко Богдан Матвійович, Любачівський Роман Орестович, Чвартацький Роман Ігорович, Дячун Андрій Євгенович, Івасечко Роман Романович
Формула / Реферат
Спосіб виготовлення гвинтових робочих органів машин підвищеної експлуатаційної надійності та довговічності, що включає закріплення кінця вала гвинтового стрічкового робочого органа, надання йому обертового руху, переміщення в осьовому напрямку подачі із заданим кроком та обтискання по зовнішньому діаметру гвинтової стрічки робочого органа обтискними роликами, які розміщені під кутом, рівним куту підйому гвинтової лінії даної спіралі, який відрізняється тим, що вал гвинтового робочого органа жорстко закріплюють з двох кінців у відомих цангових затискних пристроях з можливістю осьового і кругового переміщення, при цьому стрічку гвинтового робочого органа нагрівають струмами високої частоти, а величину припуску на обтискання ділять на три величини, на які настроюють три обтискні ролики за допомогою лімбів: перший і другий обтискні ролики обтискують гвинтову стрічку на величину 0,35D, де D - величина припуску, і третій - на величину припуску 0,3D з похибкою відхилення 10...20 %, крім цього в обтискних роликах по зовнішньому діаметру виконані півкруглі кругові канавки, які формують зовнішню поверхню гвинтової стрічки підвищеної товщини.
Текст
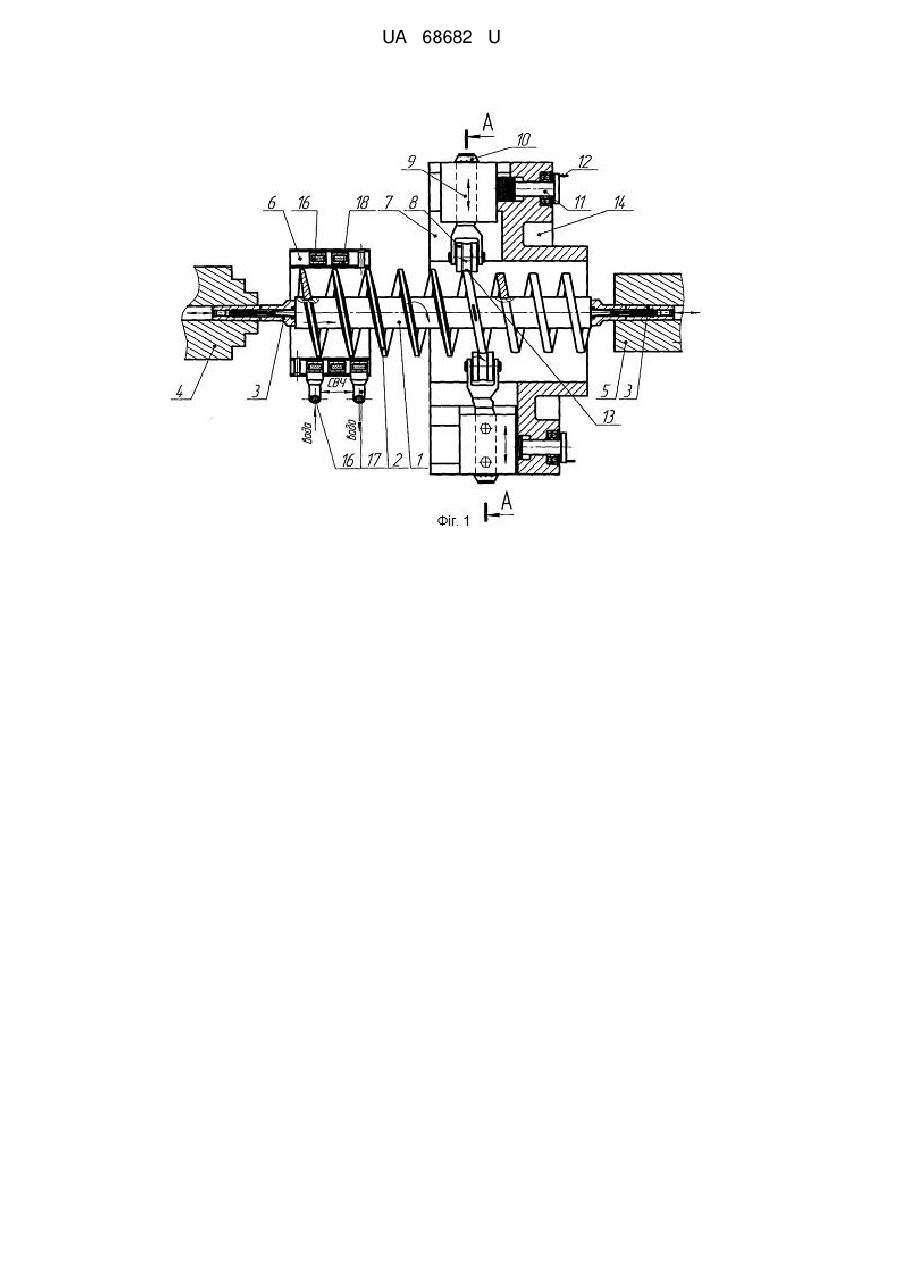
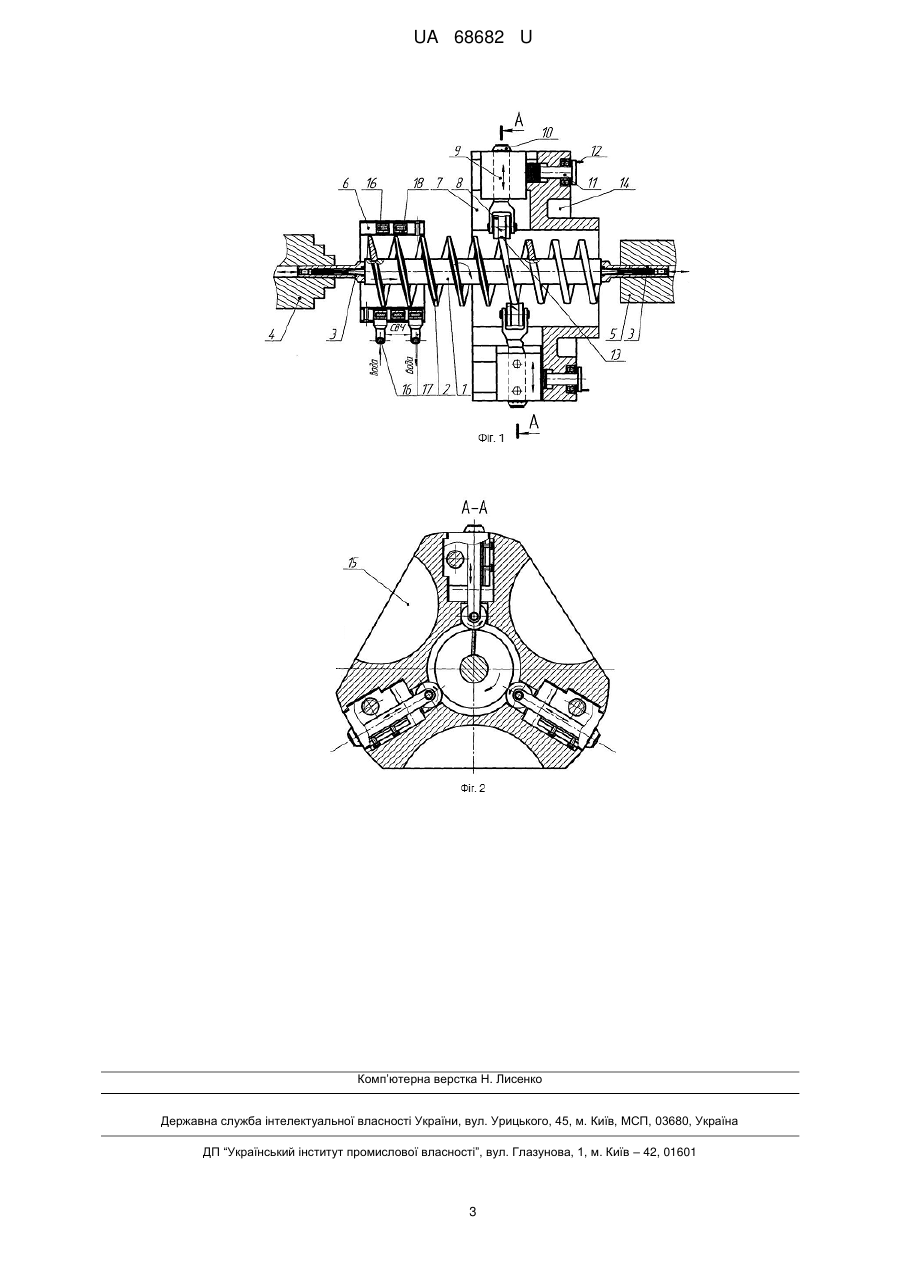
Реферат: Спосіб виготовлення гвинтових робочих органів машин підвищеної експлуатаційної надійності та довговічності включає закріплення кінця вала гвинтового стрічкового робочого органа з можливістю осьового і кругового переміщення та обтискання по зовнішньому діаметру гвинтової стрічки робочого органа обтискними роликами. Стрічку гвинтового робочого органа нагрівають струмами високої частоти. Величину припуску на обтискання ділять на три величини, на які настроюють три обтискні ролики за допомогою лімбів. У обтискних роликах по зовнішньому діаметру виконані півкруглі кругові канавки, які формують зовнішню поверхню гвинтової стрічки підвищеної товщини. UA 68682 U (12) UA 68682 U UA 68682 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування і може мати використання в сільськогосподарській, піднімально-транспортній, харчовій та інших галузях машинобудування для транспортування, змішування та виконання інших технологічних операцій. Відомий спосіб виготовлення гвинтових стрічкових робочих органів, при якому закріплюють кінець вала гвинтового стрічкового робочого органа і надають йому обертовий рух і переміщення в осьовому напрямку подачі із заданим кроком, та обтискують смугу по зовнішньому діаметру обтискними роликами, які розміщені під кутом, рівним куту підйому гвинтової лінії даної спіралі (Патент № 61354, Україна. Спосіб виготовлення гвинтових стрічкових робочих органів. Гевко І.Б. та інші. Бюл. №11, 2003). Основний недолік найближчого аналога - обмежені технологічні можливості і низька експлуатаційна надійність і довговічність гвинтових робочих органів. Задачею корисної моделі є розширення технологічних можливостей і підвищення експлуатаційної надійності і довговічності гвинтових робочих органів шляхом виконання способу виготовлення гвинтових робочих органів машин підвищеної експлуатаційної надійності та довговічності, при якому закріплюють кінець вала гвинтового стрічкового робочого органа і надають йому обертовий рух і переміщення в осьовому напрямку подачі із заданим кроком та обтискують по зовнішньому діаметру гвинтову стрічку робочого органа обтискувальними роликами, які розміщені під кутом, рівним куту підйому гвинтової лінії даної спіралі, причому вал гвинтового робочого органа жорстко закріплюють з двох кінців у відомих цангових затискних пристроях з можливістю осьового і кругового переміщення, при цьому стрічку гвинтового робочого органа нагрівають струмами високої частоти, а величину припуску на обтискування ділять на три величини, на які настроюють три обтискні ролики за допомогою лімбів: перший і другий обтискні ролики обтискують гвинтову стрічку на величину 0,35, де - величина припуску і третій на величину припуску 0,3 з похибкою відхилення 10…20 %, крім цього в обтискних роликах по зовнішньому діаметру виконані півкруглі кругові канавки, які формують зовнішню поверхню гвинтової стрічки підвищеної товщини. Спосіб виготовлення гвинтових робочих органів машин підвищеної експлуатаційної надійності та довговічності показано на Фіг.1 і Фіг.2. Спосіб виготовлення гвинтових робочих органів машин підвищеної експлуатаційної надійності та довговічності реалізується наступним чином. Гвинтовий робочий орган, який складається з вала чи труби 1 і гвинтової стрічки 2, яка до нього жорстко приварена двома кінцями жорстко кріпиться на токарному верстаті цанговими пристроями 3 з двох кінців відомих конструкцій. З лівого кінця цангового пристрою жорстко кріпиться гвинтовий робочий орган в кулачковий або інший патрон 4 відомої конструкції, а з правого кінця - в задню бабку 5 з можливістю кругового і осьового провертання. З правого кінця гвинтового робочого органа на станині верстата (на кресленні не показано) жорстко встановлено індуктор 6, який внутрішнім діаметром охоплює гвинтову стрічку 2 по зовнішньому діаметру з можливістю відносного переміщення. З правої сторони від індуктора 6 на станині верстата жорстко встановлена розкатна головка 7, в якій рівномірно по колу встановлено три обтискні ролики 8 у державки 9 з регулювальними лімбами 10 і механізмом 11 їх осьового відносного переміщення для розміщення обтискних роликів 8 з рукоятками 12 при формуванні зовнішнього контуру гвинтової стрічки 2. Причому ролики 8 розміщені під кутом, рівним куту підйому гвинтом лінії спіралі. Крім цього в обтискних роликах 8 по зовнішньому діаметру виконані півкруглі кругові канавки 13, які формують зовнішню поверхню гвинтової стрічки підвищеної товщини необхідних розмірів і форм. Для обмеження маси розкатної головки 7 в ній рівномірно по колу корпуса виконано два типи вікон, відповідно 14 і 15. Для забезпечення нормальної роботи пристрою і індуктора 6 і для відведення тепла з зони нагріву в ньому виконана гвинтова трубчаста спіраль 15 з вхідним 16 і вихідним 17 кінцями охолодної рідини індуктора 18 струмів високої частоти, які забезпечують нормальний режим роботи пристрою. Робота пристрою здійснюється наступним чином. Лівий і правий кінці вала 1 встановлено у цангові пристрої 3, лівий з яких кріпиться жорстко в патроні токарного верстата, а правий - в задню бабку 5. Перед цим на гвинтовий робочий орган зліва встановлюють індуктор 6 внутрішнім отвором, а також внутрішнім діаметром і розкатну головку 7. При цьому за допомогою регулювальних лімбів 10 обтискні ролики 8 відводяться в крайнє верхнє положення. Після жорсткого закріплення розкатної головки 7 на станині верстата (на кресленні не показано) приступають до встановлення обтискних роликів 8 у державках 9 на необхідний діаметр обтискування і крок за допомогою лімба 10 і рукоятки 12. При цьому величину припуску ділять на три ролики в такій послідовності: перший і другий обтискні ролики 1 UA 68682 U 5 10 15 обтискують гвинтову стрічку на величину припуску 0,35, де - величина припуску; третій обтискний ролик на величину припуску 0,3. З похибкою відхилення 10…20 %, по яких і їх встановлено. Розкатну головку 7 відводять у праве крайнє положення, включають індуктор 6, нагрівають правий кінець гвинтової стрічки 2 і включають верстат зі шпинделем і патрон 4 обертаючись обертає гвинтовий робочий орган, який гвинтовою стрічкою 2 по зовнішньому діаметру взаємодіє з обтискними роликами 8 обтискної головки, яка переміщується в осьовому напрямку на заданий крок гвинтового робочого органа і збільшує її товщину по зовнішньому діаметру до заданих розмірів. По завершенні технологічного процесу обтискання гвинтової стрічки верстат зупиняють, гвинтовий робочий орган знімають з верстата і на його місце встановлюють наступний. В окремих випадках обтискування гвинтових робочих органів машин можна здійснювати в холодному стані. Приклад конструктивно-технологічного виконання способу представлено в таблиці. Верстат 16К20 або з подовженою станиною. Заготовки стрічки товщиною 2,5 і 3мм і шириною відповідно 15 і 18мм. Сталь 08 КП. Таблиця Приклад виконання способу № п/п 1 2 3 Товщина спіралі по зовнішньому діаметру Зовнішній Переріз Кількість обертів діаметр спіралі, до обтискування, після обтискування, полоси, мм шпинделя, об/хв. мм мм мм 45 2,3 2,5 80 2,515 52 2,7 3,0 60 3,018 62 2,6 3,0 50 3,022 До переваг способу належать розширення технологічних можливостей і підвищення експлуатаційної надійності і довговічності гвинтових робочих органів і їх міцності. 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 Спосіб виготовлення гвинтових робочих органів машин підвищеної експлуатаційної надійності та довговічності, що включає закріплення кінця вала гвинтового стрічкового робочого органа, надання йому обертового руху, переміщення в осьовому напрямку подачі із заданим кроком та обтискання по зовнішньому діаметру гвинтової стрічки робочого органа обтискними роликами, які розміщені під кутом, рівним куту підйому гвинтової лінії даної спіралі, який відрізняється тим, що вал гвинтового робочого органа жорстко закріплюють з двох кінців у відомих цангових затискних пристроях з можливістю осьового і кругового переміщення, при цьому стрічку гвинтового робочого органа нагрівають струмами високої частоти, а величину припуску на обтискання ділять на три величини, на які настроюють три обтискні ролики за допомогою лімбів: перший і другий обтискні ролики обтискують гвинтову стрічку на величину 0,35, де величина припуску, і третій - на величину припуску 0,3 з похибкою відхилення 10...20%, крім цього в обтискних роликах по зовнішньому діаметру виконані півкруглі кругові канавки, які формують зовнішню поверхню гвинтової стрічки підвищеної товщини. 2 UA 68682 U Комп’ютерна верстка Н. Лисенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing screw working parts of machines of high reliability and durability
Автори англійськоюHevko Bohdan Matviiovych, Diachun Andrii Yevhenovych, Liubachivskyi Roman Orestovych, Chvartatskyi Roman Ihorovych, Ivasechko Roman Romanovych, Hevko Ihor Bohdanovych
Назва патенту російськоюСпособ изготовления винтовых рабочих органов машин повышенной эксплуатационной надежности и долговечности
Автори російськоюГевко Богдан Матвеевич, Дячун Андрей Евгеньевич, Любачивский Роман Орестович, Чвартацкий Роман Игоревич, Ивасечко Роман Романович, Гевко Игорь Богданович
МПК / Мітки
МПК: B21D 11/06
Мітки: гвинтових, робочих, органів, спосіб, надійності, експлуатаційної, виготовлення, підвищеної, машини, довговічності
Код посилання
<a href="https://ua.patents.su/5-68682-sposib-vigotovlennya-gvintovikh-robochikh-organiv-mashini-pidvishheno-ekspluatacijjno-nadijjnosti-ta-dovgovichnosti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гвинтових робочих органів машини підвищеної експлуатаційної надійності та довговічності</a>
Спосіб виготовлення гвинтових стрічкових робочих органів
Номер патенту: 61354
Опубліковано: 17.11.2003
Автори: Гевко Іван Богданович, Лящук Олег Леонтійович
МПК: B21D 11/06
Мітки: робочих, виготовлення, гвинтових, органів, спосіб, стрічкових
Формула / Реферат:
Спосіб виготовлення стрічкових робочих органів з смуги, при якому кінець смуги закріпляють та навивають стрічкову смугу на привідний вал, якому надають обертового руху і переміщення в осьовому напрямку подачі смуги із заданим кроком, та обтискують смугу по зовнішньому діаметру обтискним роликом і надалі жорстко закріплюють перемички до смуги в кількості на один крок, наприклад, три або більше перемичок, який відрізняється тим, що смугу...
Оправка для профілювання секцій робочих органів гнучких гвинтових конвеєрів
Номер патенту: 28132
Опубліковано: 26.11.2007
Автори: Новосад Іван Ярославович, Гевко Ігор Богданович, Кричківський Володимир Йосипович, Дзюра Володимир Олексійович
МПК: B23B 5/00
Мітки: секцій, гвинтових, органів, робочих, профілювання, конвеєрів, гнучких, оправка
Формула / Реферат:
Оправка для профілювання секцій робочих органів гнучких гвинтових конвеєрів, яка виконана у вигляді приводу, ступінчастої оправки, встановлювальних, затискних і регулювальних елементів, різця з супортом верстата, яка відрізняється тим, що на більшому діаметрі лівої шийки оправки з правого торця виконано шліцеві поверхні, які є у взаємодії з внутрішніми шліцевими поверхнями лівої втулки і її торцевою частиною з можливістю осьового переміщення,...
Стенд для дослідження кута закручування секційних робочих органів гвинтових подавальних механізмів
Номер патенту: 3771
Опубліковано: 15.12.2004
Автори: Гевко Іван Богданович, Лещук Роман Ярославович, Вовк Ярослав Юрійович
МПК: B65G 33/00
Мітки: секційних, подавальних, закручування, дослідження, механізмів, кута, органів, робочих, гвинтових, стенд
Формула / Реферат:
Стенд для дослідження кута закручування секційних робочих органів гвинтових подавальних механізмів, що містить корпус, U-подібний короб, гвинтовий робочий орган, механізми навантаження і зміни положення робочого органу, який відрізняється тим, що одним кінцем секційний гвинтовий робочий орган жорстко закріплений до правої сторони вертикальної стійки, а в горизонтальній площині вільно встановлений в U-подібному коробі, відкритому зверху, який...
Стенд для випробувань робочих органів гвинтових конвеєрів
Номер патенту: 25097
Опубліковано: 30.10.1998
Автори: Гевко Роман Богданович, Гевко Іван Богданович, Рогатинський Роман Михайлович, Вовк Ігор Зіновійович, Гупка Богдан Васильович
МПК: B65G 33/24, B65G 33/16
Мітки: стенд, гвинтових, робочих, випробувань, конвеєрів, органів
Формула / Реферат:
Стенд для випробовувань робочих органів гвинтових конвеєрів, що містить на основі шарнірно закріплену раму, на якій розташований електродвигун, привідний вал якого за допомогою муфти з'єднаний з шнековим робочим органом, розташованим в напрямній трубі із завантажувальним бункером, який відрізняється тим, що шнековий робочий орган виконаний у вигляді центрального вала, на якому встановлені циліндричні втулки, по зовнішньому діаметрі яких...
Установка для балансування гвинтових робочих органів

Номер патенту: 48523
Опубліковано: 25.03.2010
Автори: Ляшук Олег Леонтійович, Гладьо Юрій Богданович, Заікін Микола Миколайович, Гевко Іван Богданович, Диня Володимир Іванович, Бабарика Степан Федорович
МПК: B23B 1/00
Мітки: гвинтових, балансування, органів, установка, робочих
Формула / Реферат:
Установка для балансування гвинтових робочих органів, яка виконана у вигляді станини, з двох кінців якої встановлені вертикальні стояки, які паралельні між собою, та містить затискний патрон, установчі і кріпильні елементи, яка відрізняється тим, що оснащена лівою і правою тумбами, у лівій тумбі жорстко закріплено електричний двигун з частотним регулятором і шківом, а вертикальні стояки виконані у вигляді двох паралельних між собою пружинних...
Попередній патент: Спосіб поперечного різання заготовок дисковою пилкою
Наступний патент: Шайба комарницького
Випадковий патент: Спосіб одержання криптоно-ксенонової суміші