Спосіб листової штамповки
Номер патенту: 69298
Опубліковано: 25.04.2012
Автори: Троцко Олег Валериевич, Пузир Руслан Григорович, Мороз Микола Миколайович, Мосьпан Денис Владиславович, Драгобецький Владимир В'ячеславович

Формула / Реферат
Спосіб листової штамповки, який відрізняється тим, що плоску заготівку спочатку витягують без притискання фланця заготівки трубчастим пуансоном, зовнішня поверхня якого відповідає периферійній формі деталі, до оформлення глибокого рифту по периметру штампованої деталі, потім, коли кут поверхні фланця заготівки дорівнює куту тертя між торцем заготівки та поверхнею притисного кільця, здійснюють притискання фланця заготівки і виконують подальше витягування заготівки внутрішнім пуансоном до оформлення поверхні деталі.
Текст
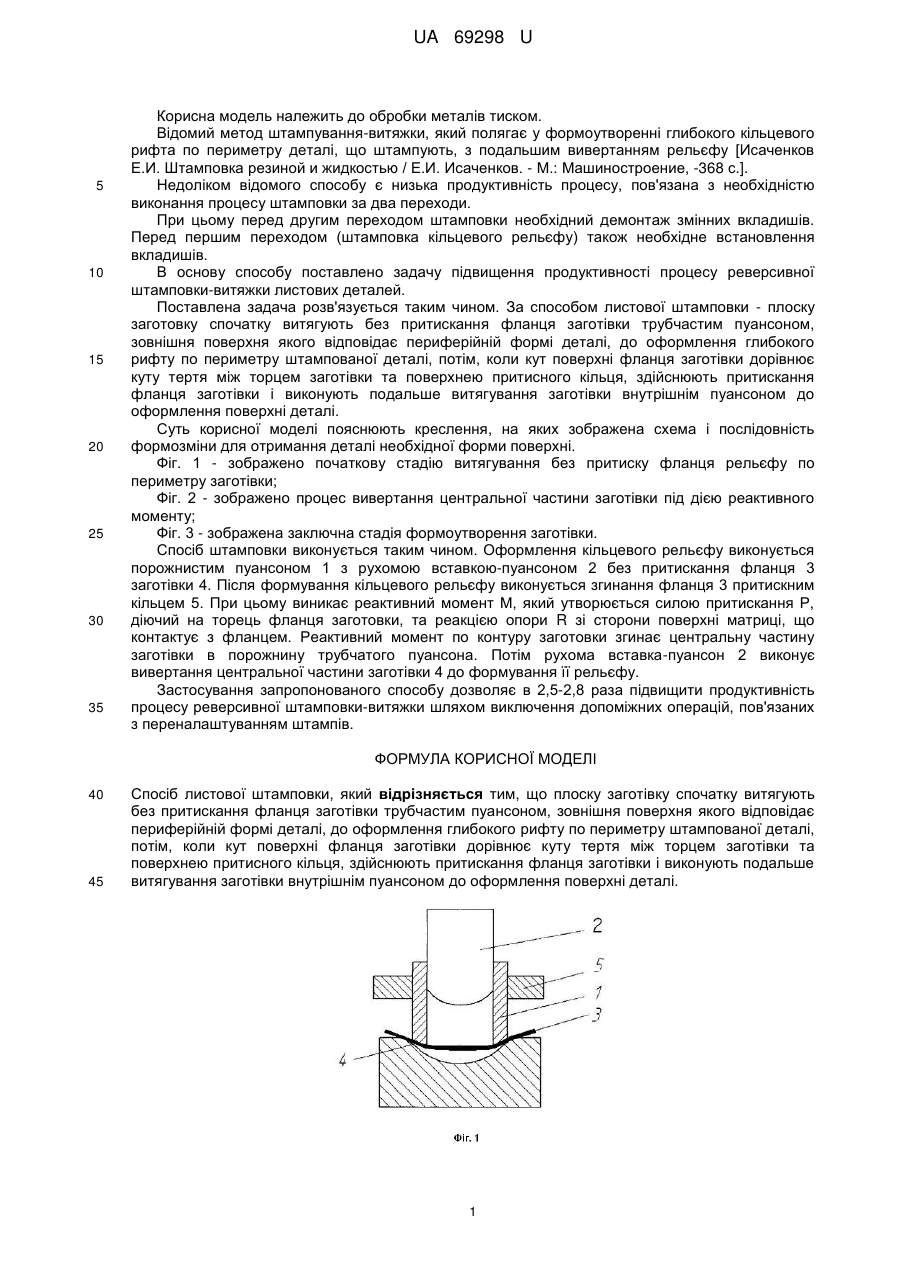
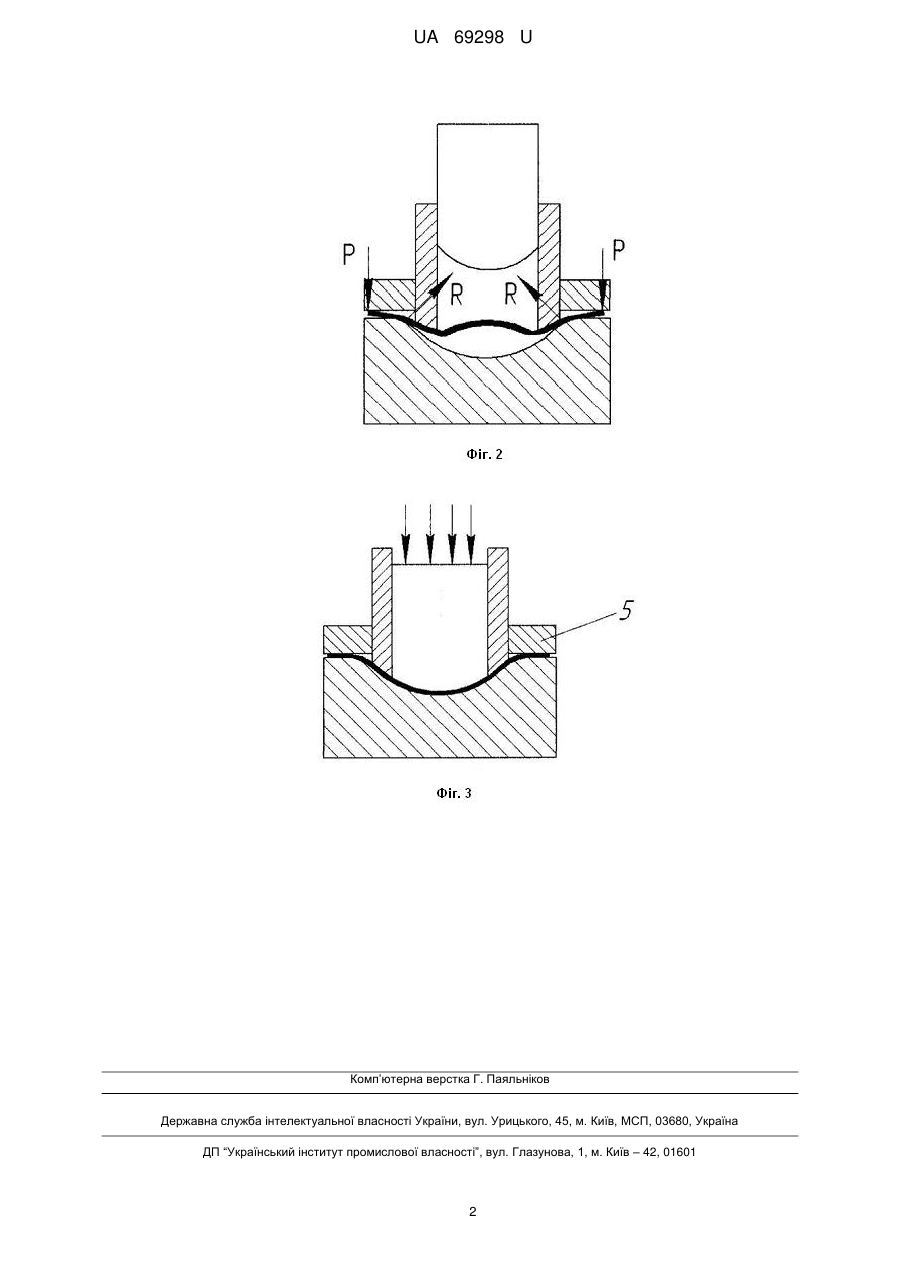
Реферат: Спосіб листової штамповки включає витягування плоскої заготовки без притискання фланця заготівки трубчастим пуансоном до оформлення глибокого рифту по периметру штампованої деталі. Після здійснюють притискання фланця заготівки і виконують подальше витягування заготівки внутрішнім пуансоном до оформлення поверхні деталі. UA 69298 U (12) UA 69298 U UA 69298 U 5 10 15 20 25 30 35 Корисна модель належить до обробки металів тиском. Відомий метод штампування-витяжки, який полягає у формоутворенні глибокого кільцевого рифта по периметру деталі, що штампують, з подальшим вивертанням рельєфу [Исаченков Е.И. Штамповка резиной и жидкостью / Е.И. Исаченков. - М.: Машиностроение, -368 с.]. Недоліком відомого способу є низька продуктивність процесу, пов'язана з необхідністю виконання процесу штамповки за два переходи. При цьому перед другим переходом штамповки необхідний демонтаж змінних вкладишів. Перед першим переходом (штамповка кільцевого рельєфу) також необхідне встановлення вкладишів. В основу способу поставлено задачу підвищення продуктивності процесу реверсивної штамповки-витяжки листових деталей. Поставлена задача розв'язується таким чином. За способом листової штамповки - плоску заготовку спочатку витягують без притискання фланця заготівки трубчастим пуансоном, зовнішня поверхня якого відповідає периферійній формі деталі, до оформлення глибокого рифту по периметру штампованої деталі, потім, коли кут поверхні фланця заготівки дорівнює куту тертя між торцем заготівки та поверхнею притисного кільця, здійснюють притискання фланця заготівки і виконують подальше витягування заготівки внутрішнім пуансоном до оформлення поверхні деталі. Суть корисної моделі пояснюють креслення, на яких зображена схема і послідовність формозміни для отримання деталі необхідної форми поверхні. Фіг. 1 - зображено початкову стадію витягування без притиску фланця рельєфу по периметру заготівки; Фіг. 2 - зображено процес вивертання центральної частини заготівки під дією реактивного моменту; Фіг. 3 - зображена заключна стадія формоутворення заготівки. Спосіб штамповки виконується таким чином. Оформлення кільцевого рельєфу виконується порожнистим пуансоном 1 з рухомою вставкою-пуансоном 2 без притискання фланця 3 заготівки 4. Після формування кільцевого рельєфу виконується згинання фланця 3 притискним кільцем 5. При цьому виникає реактивний момент М, який утворюється силою притискання Р, діючий на торець фланця заготовки, та реакцією опори R зі сторони поверхні матриці, що контактує з фланцем. Реактивний момент по контуру заготовки згинає центральну частину заготівки в порожнину трубчатого пуансона. Потім рухома вставка-пуансон 2 виконує вивертання центральної частини заготівки 4 до формування її рельєфу. Застосування запропонованого способу дозволяє в 2,5-2,8 раза підвищити продуктивність процесу реверсивної штамповки-витяжки шляхом виключення допоміжних операцій, пов'язаних з переналаштуванням штампів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 Спосіб листової штамповки, який відрізняється тим, що плоску заготівку спочатку витягують без притискання фланця заготівки трубчастим пуансоном, зовнішня поверхня якого відповідає периферійній формі деталі, до оформлення глибокого рифту по периметру штампованої деталі, потім, коли кут поверхні фланця заготівки дорівнює куту тертя між торцем заготівки та поверхнею притисного кільця, здійснюють притискання фланця заготівки і виконують подальше витягування заготівки внутрішнім пуансоном до оформлення поверхні деталі. 1 UA 69298 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of sheet stamping
Автори англійськоюMoroz Mykola Mykolaiovych, Mospan Denys Vladyslavovych, Drahobetskyi Volodymyr Viacheslavovych, Puzyr Ruslan Hryhorovych, Trotsko Oleh Valeriiovych
Назва патенту російськоюСпособ листовой штамповки
Автори російськоюМороз Николай Николаевич, Мосьпан Денис Владиславович, Драгобецкий Владимир Вячеславович, Пузырь Руслан Григорьевич, Троцко Олег Валерьевич
МПК / Мітки
МПК: B21D 22/00, B26F 1/00
Мітки: листової, спосіб, штамповки
Код посилання
<a href="https://ua.patents.su/4-69298-sposib-listovo-shtampovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб листової штамповки</a>
Спосіб об’ємної штамповки виробів типу кілець та штамп для його здійснення
Номер патенту: 28182
Опубліковано: 16.10.2000
Автор: Бродський Віктор Мусійович
МПК: B21D 22/00
Мітки: виробів, типу, штамп, здійснення, штамповки, кілець, об'ємної, спосіб
Формула / Реферат:
1. Способ объемной штамповки изделий типа колец с точным сквозным отверстием, заключающийся в последовательных за один ход пресса осадке заготовки, прошивке и снятия уклонов, отличающийся тем, что исходную заготовку последовательно прошивают пуансоном, осаживают и калибруют отверстие за один ход пресса, причем осадку ведут до полного радиального обжатия металла вокруг пуансона.2. Штамп для осуществления способа по п. 1, включающий...
Спосіб гідродинамічної штамповки та пристрій для її здійснення
Номер патенту: 93598
Опубліковано: 25.02.2011
Автори: Зайцев Віталій Єгорійович, Брагін Олександр Павлович, Полтарушніков Сергій Андрійович, Бичков Сергій Андрійович
МПК: B21D 26/06
Мітки: спосіб, пристрій, здійснення, гідродинамічної, штамповки
Формула / Реферат:
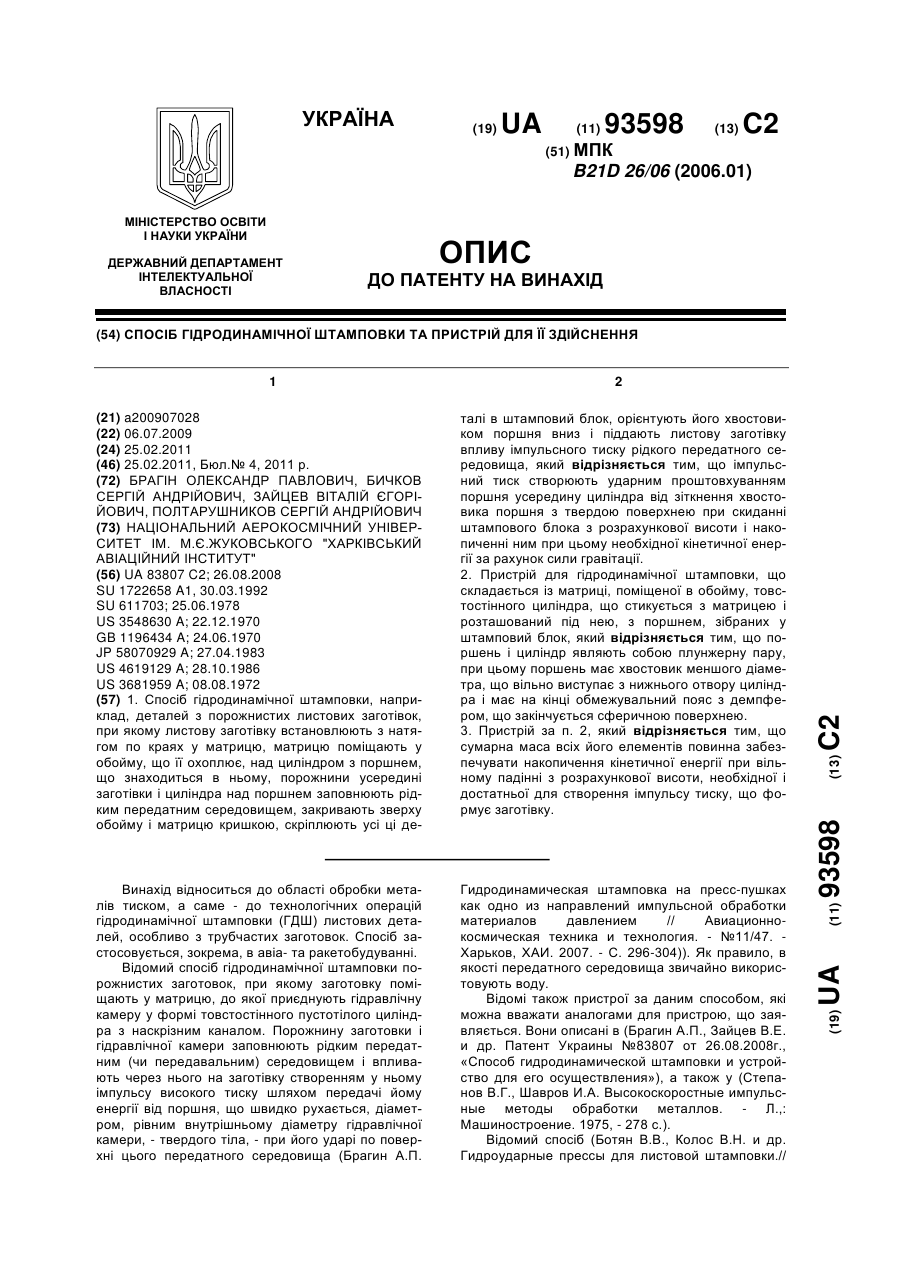
1. Спосіб гідродинамічної штамповки, наприклад, деталей з порожнистих листових заготівок, при якому листову заготівку встановлюють з натягом по краях у матрицю, матрицю поміщають у обойму, що її охоплює, над циліндром з поршнем, що знаходиться в ньому, порожнини усередині заготівки і циліндра над поршнем заповнюють рідким передатним середовищем, закривають зверху обойму і матрицю кришкою, скріплюють усі цідеталі в штамповий блок, орієнтують...
Спосіб штамповки крупногабаритних деталей
Номер патенту: 67882
Опубліковано: 15.07.2004
Автор: Мілка Анатолій Дмитрович
МПК: B21D 53/00
Мітки: спосіб, штамповки, деталей, крупногабаритних
Формула / Реферат:
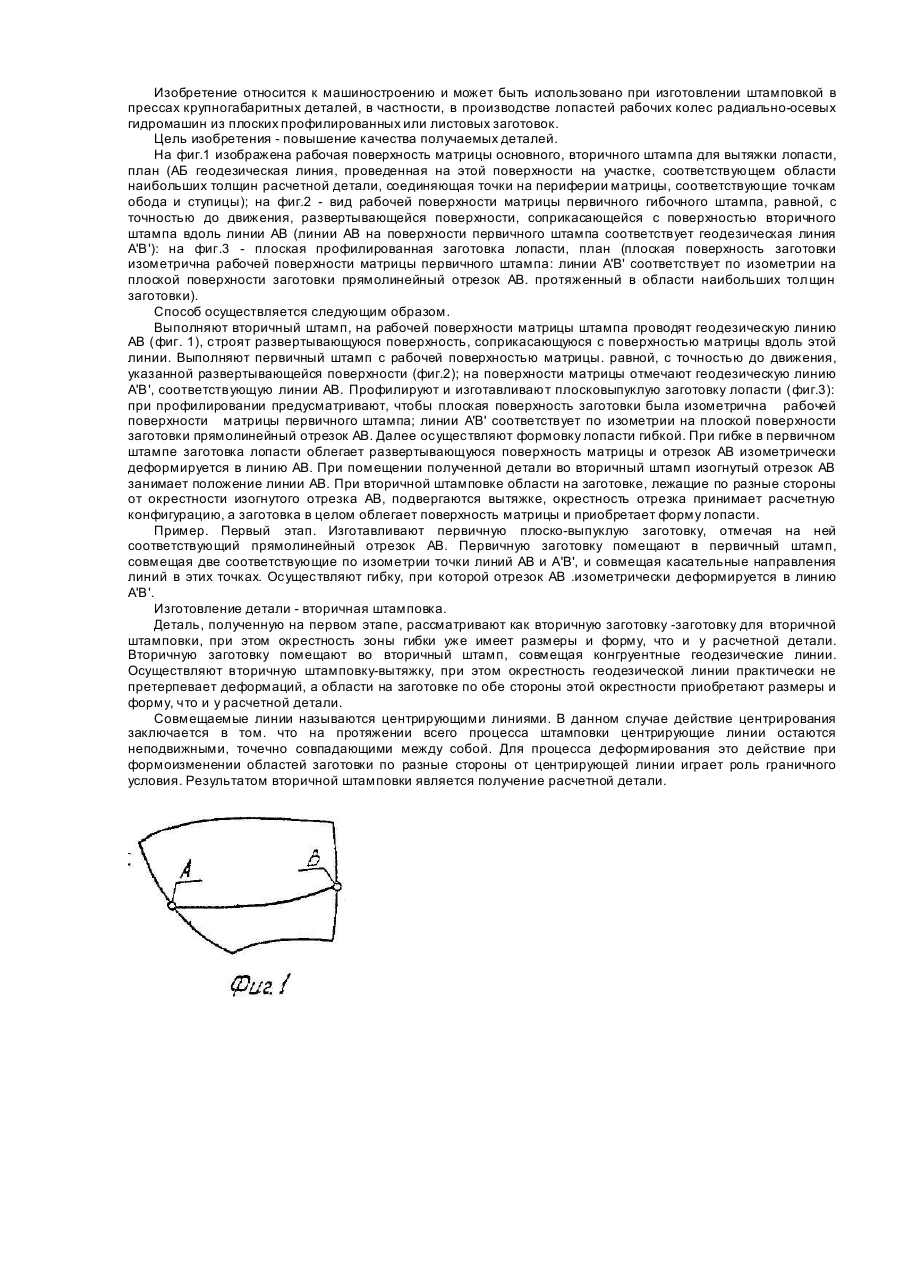
Способ штамповки крупногабаритных деталей, преимущественно типа лопаток, заключающийся в поэтапном деформировании заготовки путем гибки на первом этапе и формовки ее на втором этапе, отличающийся тем, что, с целью повышения качества получаемых деталей, при гибке на первом этапе на заготовке формируют участок, соответствующий профилю этого участка у готового изделия и расположенный в зоне, отстоящий от противоположных боковых сторон заготовки,...
Штамп для гарячої штамповки порошкових заготовок
Номер патенту: 29502
Опубліковано: 15.11.2000
Автори: Мажарова Галина Юхимівна, Баглюк Генадій Анатолійович, Позняк Леонід Олександрович, Капля Сергій Миколайович
МПК: B22F 3/02
Мітки: гарячої, штамповки, заготовок, порошкових, штамп
Текст:
...Значение верхнего предела угла (< 89о) ограничивается тем, что при a< 89о (в частности, при a - 90о), форма верхнего пуансона вырождается из конической в плоскую, что не соответствует доотличительным признакам изобретения. При такой форме пуансона облой при штамповке вытесняется на верхнюю плоскость матрицы, а вертикальная составляющая сил трения, препятствующая при конусном пуансоне выдавливанию металла в облой, исчезает. Таким...
Пристрій для детонаційної газової штамповки

Номер патенту: 72357
Опубліковано: 15.02.2005
Автор: Савченко Микола Федорович
МПК: B21D 26/06
Мітки: детонаційної, газової, штамповки, пристрій
Формула / Реферат:
1. Устройство для детонационной газовой штамповки, содержащее размещаемую над заготовкой импульсную камеру с детонационной трубой, источник подаваемого в камеру газообразного энергоносителям блок поджога, отличающееся тем, что, с целью расширения технологических возможностей, снижения стоимости и повышения безопасности работ, источник газообразного энергоносителя выполнен в виде газогенератора, корпус которого смонтирован на камере и имеет...
Попередній патент: Пельмені “ексклюзив”
Наступний патент: Спосіб виробництва концентрату сироватки
Випадковий патент: Спосіб лікування дітей із середніми секреторними отитами