Спосіб об’ємної штамповки виробів типу кілець та штамп для його здійснення
Формула / Реферат
1. Способ объемной штамповки изделий типа колец с точным сквозным отверстием, заключающийся в последовательных за один ход пресса осадке заготовки, прошивке и снятия уклонов, отличающийся тем, что исходную заготовку последовательно прошивают пуансоном, осаживают и калибруют отверстие за один ход пресса, причем осадку ведут до полного радиального обжатия металла вокруг пуансона.
2. Штамп для осуществления способа по п. 1, включающий верхнюю и нижнюю осадочные матрицы, прошивной пуансон и выталкиватель, отличающийся тем, что нижняя осадочная матрица подвижно монтирована по оси штамповки на неподвижном прошивном пуансоне, причем в исходном, верхнем положении рабочую поверхность матрицы располагают на одном уровне с режущей кромкой пуансона, ход ее к основанию пуансона превышает толщину исходной заготовки, а прошивной пуансон на участке хода нижней осадочной матрицы имеет отвесный калибрующий участок, при этом верхняя осадочная матрица имеет верхнее прошивное отверстие с режущей кромкой, в которое во время рабочего хода входит прошивной пуансон и в котором подвижно монтирован относительно оси штамповки выталкиватель, причем зазор между прошивным пуансоном в зоне калибрующего участка и нижней осадочной матрицей меньше зазора между прошивным пуансоном на этом же участке и прошивным отверстием верхней осадочной матрицы.
Текст
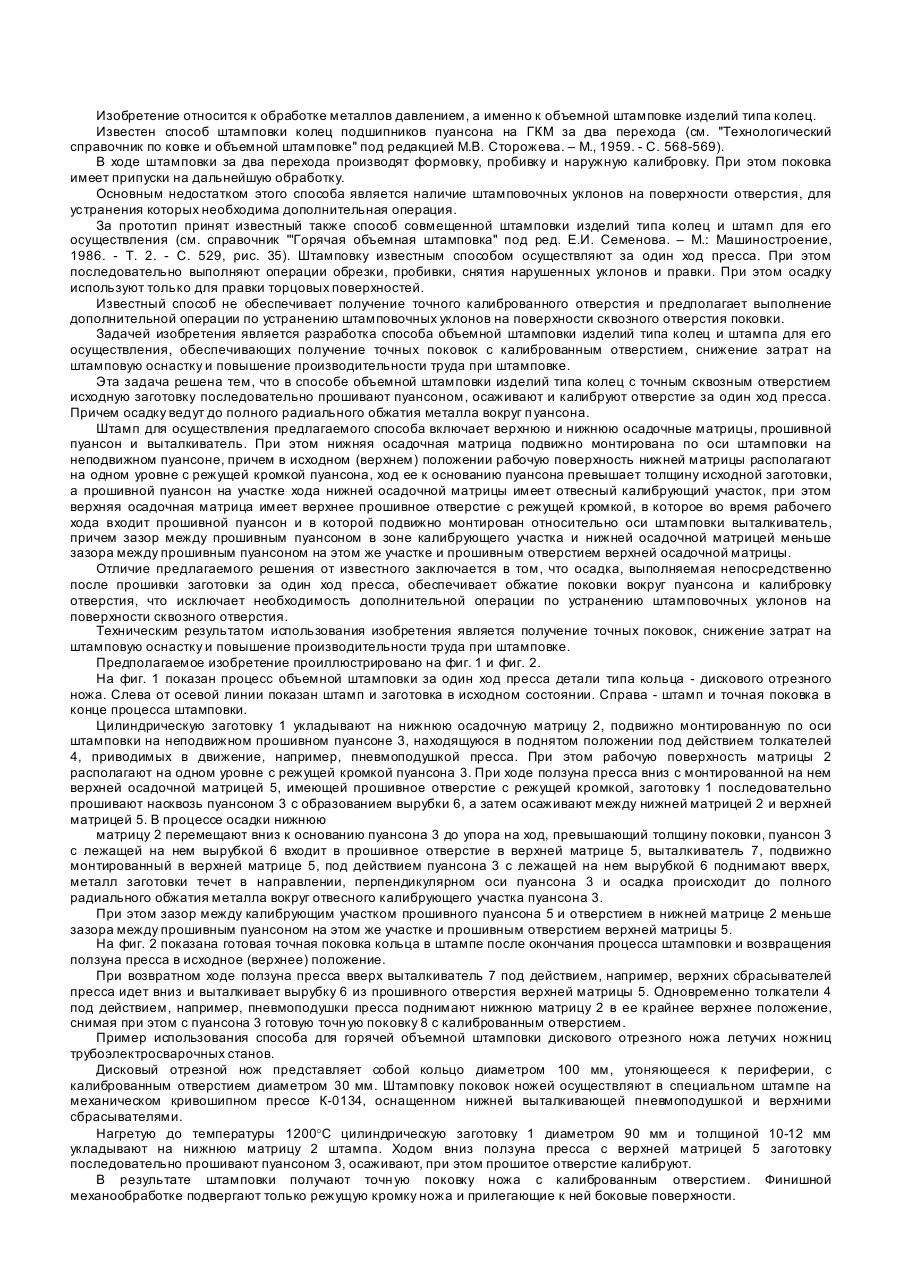
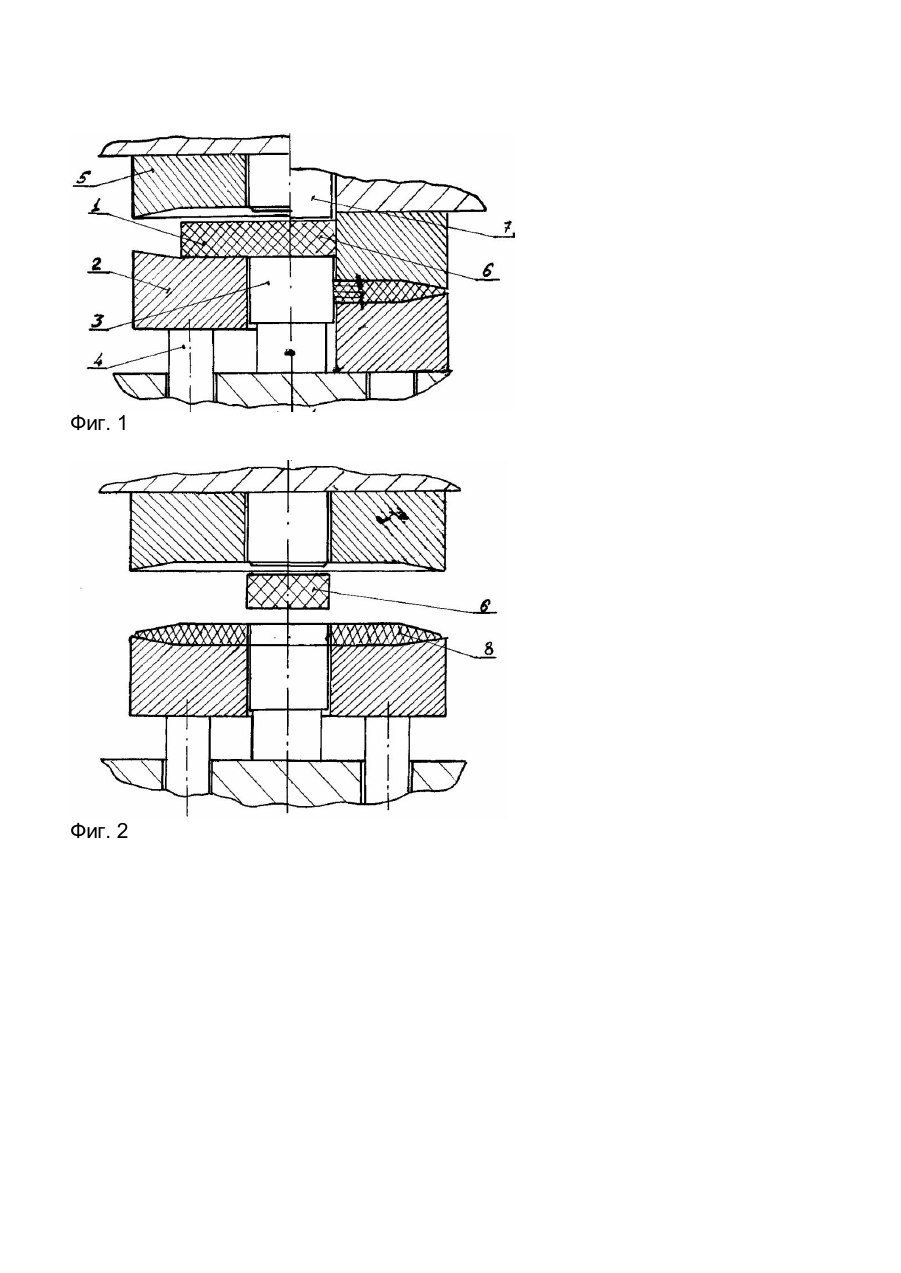
Изобретение относится к обработке металлов давлением, а именно к объемной штамповке изделий типа колец. Известен способ штамповки колец подшипников пуансона на ГКМ за два перехода (см. "Технологический справочник по ковке и объемной штамповке" под редакцией М.В. Сторожева. – М., 1959. - С. 568-569). В ходе штамповки за два перехода производят формовку, пробивку и наружную калибровку. При этом поковка имеет припуски на дальнейшую обработку. Основным недостатком этого способа является наличие штамповочных уклонов на поверхности отверстия, для устранения которых необходима дополнительная операция. За прототип принят известный также способ совмещенной штамповки изделий типа колец и штамп для его осуществления (см. справочник '''Горячая объемная штамповка" под ред. Е.И. Семенова. – М.: Машиностроение, 1986. - Т. 2. - С. 529, рис. 35). Штамповку известным способом осуществляют за один ход пресса. При этом последовательно выполняют операции обрезки, пробивки, снятия нарушенных уклонов и правки. При этом осадку используют только для правки торцовых поверхностей. Известный способ не обеспечивает получение точного калиброванного отверстия и предполагает выполнение дополнительной операции по устранению штамповочных уклонов на поверхности сквозного отверстия поковки. Задачей изобретения является разработка способа объемной штамповки изделий типа колец и штампа для его осуществления, обеспечивающих получение точных поковок с калиброванным отверстием, снижение затрат на штамповую оснастку и повышение производительности труда при штамповке. Эта задача решена тем, что в способе объемной штамповки изделий типа колец с точным сквозным отверстием исходную заготовку последовательно прошивают пуансоном, осаживают и калибруют отверстие за один ход пресса. Причем осадку ведут до полного радиального обжатия металла вокруг п уансона. Штамп для осуществления предлагаемого способа включает верхнюю и нижнюю осадочные матрицы, прошивной пуансон и выталкиватель. При этом нижняя осадочная матрица подвижно монтирована по оси штамповки на неподвижном пуансоне, причем в исходном (верхнем) положении рабочую поверхность нижней матрицы располагают на одном уровне с режущей кромкой пуансона, ход ее к основанию пуансона превышает толщину исходной заготовки, а прошивной пуансон на участке хода нижней осадочной матрицы имеет отвесный калибрующий участок, при этом верхняя осадочная матрица имеет верхнее прошивное отверстие с режущей кромкой, в которое во время рабочего хода входит прошивной пуансон и в которой подвижно монтирован относительно оси штамповки выталкиватель, причем зазор между прошивным пуансоном в зоне калибрующего участка и нижней осадочной матрицей меньше зазора между прошивным пуансоном на этом же участке и прошивным отверстием верхней осадочной матрицы. Отличие предлагаемого решения от известного заключается в том, что осадка, выполняемая непосредственно после прошивки заготовки за один ход пресса, обеспечивает обжатие поковки вокруг пуансона и калибровку отверстия, что исключает необходимость дополнительной операции по устранению штамповочных уклонов на поверхности сквозного отверстия. Техническим результатом использования изобретения является получение точных поковок, снижение затрат на штамповую оснастку и повышение производительности труда при штамповке. Предполагаемое изобретение проиллюстрировано на фиг. 1 и фиг. 2. На фиг. 1 показан процесс объемной штамповки за один ход пресса детали типа кольца - дискового отрезного ножа. Слева от осевой линии показан штамп и заготовка в исходном состоянии. Справа - штамп и точная поковка в конце процесса штамповки. Цилиндрическую заготовку 1 укладывают на нижнюю осадочную матрицу 2, подвижно монтированную по оси штамповки на неподвижном прошивном пуансоне 3, находящуюся в поднятом положении под действием толкателей 4, приводимых в движение, например, пневмоподушкой пресса. При этом рабочую поверхность матрицы 2 располагают на одном уровне с режущей кромкой пуансона 3. При ходе ползуна пресса вниз с монтированной на нем верхней осадочной матрицей 5, имеющей прошивное отверстие с режущей кромкой, заготовку 1 последовательно прошивают насквозь пуансоном 3 с образованием вырубки 6, а затем осаживают между нижней матрицей 2 и верхней матрицей 5. В процессе осадки нижнюю матрицу 2 перемещают вниз к основанию пуансона 3 до упора на ход, превышающий толщину поковки, пуансон 3 с лежащей на нем вырубкой 6 входит в прошивное отверстие в верхней матрице 5, выталкиватель 7, подвижно монтированный в верхней матрице 5, под действием пуансона 3 с лежащей на нем вырубкой 6 поднимают вверх, металл заготовки течет в направлении, перпендикулярном оси пуансона 3 и осадка происходит до полного радиального обжатия металла вокруг отвесного калибрующего участка пуансона 3. При этом зазор между калибрующим участком прошивного пуансона 5 и отверстием в нижней матрице 2 меньше зазора между прошивным пуансоном на этом же участке и прошивным отверстием верхней матрицы 5. На фиг. 2 показана готовая точная поковка кольца в штампе после окончания процесса штамповки и возвращения ползуна пресса в исходное (верхнее) положение. При возвратном ходе ползуна пресса вверх выталкиватель 7 под действием, например, верхних сбрасывателей пресса идет вниз и выталкивает вырубку 6 из прошивного отверстия верхней матрицы 5. Одновременно толкатели 4 под действием, например, пневмоподушки пресса поднимают нижнюю матрицу 2 в ее крайнее верхнее положение, снимая при этом с пуансона 3 готовую точн ую поковку 8 с калиброванным отверстием. Пример использования способа для горячей объемной штамповки дискового отрезного ножа летучих ножниц трубоэлектросварочных станов. Дисковый отрезной нож представляет собой кольцо диаметром 100 мм, утоняющееся к периферии, с калиброванным отверстием диаметром 30 мм. Штамповку поковок ножей осуществляют в специальном штампе на механическом кривошипном прессе К-0134, оснащенном нижней выталкивающей пневмоподушкой и верхними сбрасывателями. Нагретую до температуры 1200°С цилиндрическую заготовку 1 диаметром 90 мм и толщиной 10-12 мм укладывают на нижнюю матрицу 2 штампа. Ходом вниз ползуна пресса с верхней матрицей 5 заготовку последовательно прошивают пуансоном 3, осаживают, при этом прошитое отверстие калибруют. В результате штамповки получают точн ую поковку ножа с калиброванным отверстием. Финишной механообработке подвергают только режущую кромку ножа и прилегающие к ней боковые поверхности. Фиг. 1 Фиг. 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and die for die forging of articles of ring type
Автори англійськоюBrodskyi Viktor Mysiiovych
Назва патенту російськоюСпособ объемной штамповки изделий типа колец и штамп для его осуществления
Автори російськоюБродский Виктор Моисеевич
МПК / Мітки
МПК: B21D 22/00
Мітки: здійснення, об'ємної, кілець, спосіб, типу, штамп, штамповки, виробів
Код посилання
<a href="https://ua.patents.su/2-28182-sposib-obehmno-shtampovki-virobiv-tipu-kilec-ta-shtamp-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб об’ємної штамповки виробів типу кілець та штамп для його здійснення</a>
Штамп для штампування виробів з площинних заготівок

Номер патенту: 12276
Опубліковано: 25.12.1996
Автори: Шумейко Дмитро Іванович, Шумейко Павло Дмитрович
МПК: B21D 22/02
Мітки: виробів, заготівок, площинних, штамп, штампування
Формула / Реферат:
1. Штамп для штамповки изделий из плоских заготовок, содержащий неподвижную и подвижную плиты, матрицу, установленную на неподвижной плите, пуансон, закрепленный на неподвижной плите и расположенный в матрице, пуансон-матрицу, установленную на подвижной плите с возможностью взаимодействия с матрицей и пуансоном, выталкиватель, подвижно установленный в пуансон-матрицу и подпружиненный к пуансону, съемник, установленный на пуансоне и...
Гелікоїдний штамп для гнуття виробів з дроту
Номер патенту: 23378
Опубліковано: 31.08.1998
Автори: Роганов Левко Леонідович, Тарасов Олександр Федорович
МПК: B21D 22/02
Мітки: виробів, гелікоїдний, гнуття, штамп, дроту
Формула / Реферат:
Геликоидный штамп для гибки изделий из проволоки, содержащий ступенчатый пуансон, входящий в отверстие матрицы, имеющей скос торца со стороны пуансона, отличающийся тем, что штамп снабжен, по крайней мере, одной дополнительной матрицей, установленной под основной и имеющей профильную рабочую поверхность, верхняя часть которой соответствует профилю отверстия основной матрицы, а нижняя выполнена с калибрующим пояском, соответствующим наружному...
Спосіб формоутворення великогабаритних зварених листових деталей замкнутого контуру і штамп для його здійснення
Номер патенту: 13248
Опубліковано: 28.02.1997
Автори: Поданенко Володимир Ілліч, Шнітман Лев Ісакович, Юдін Геннадій Степанович
МПК: B21D 41/00
Мітки: великогабаритних, замкнутого, спосіб, здійснення, контуру, деталей, формоутворення, листових, штамп, зварених
Формула / Реферат:
1. Способ формообразования крупногабаритных сварных листовых деталей замкнутого контура, включающий операции формовки и калибровки с использованием секционного пуансона, отличающийся тем, что калибровку заготовки производят дважды, при этом перед каждой калибровкой заготовку кантуют на 180°, обеспечивая сдвиг мест контакт стыков секций пуансона с заготовкой на каждой операции.2. Штамп для формообразования крупногабаритных сварных...
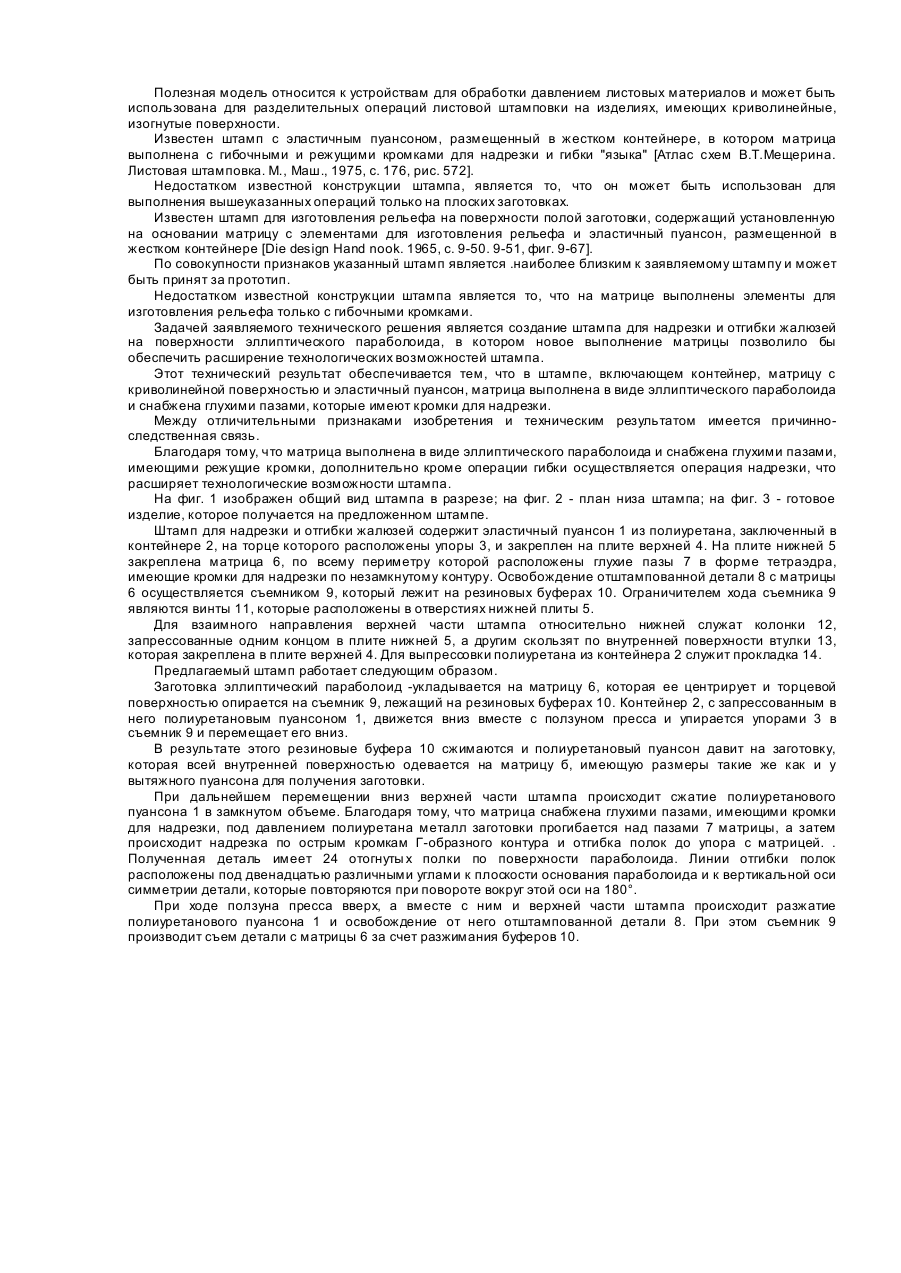
Штамп для надрізання та відгинання жалюзі на поверхні еліптичного параболоіда
Номер патенту: 160
Опубліковано: 30.06.1998
Автор: Кандиба Юрій Володимирович
МПК: B21D 37/00
Мітки: еліптичного, жалюзі, параболоіда, штамп, поверхні, відгинання, надрізання
Формула / Реферат:
Штамп для надрезки и отгибки-жалюзи на поверхности эллиптического параболоида, содержащий установленную на основании матрицу и эластичный пуансон, размещенный в жестком контейнере, отличающийся тем, что матрица выполнена в виде эллиптического параболоида и снабжена глухими пазами, которые имеют кромки для надрезки.
Штамп витяжний

Номер патенту: 12148
Опубліковано: 25.12.1996
Автори: Мебель Мойсей Шаєвич, Рапопорт Борис Мойсейович, Дмітрієв Констянтин Микитович, Рудой Фелікс Михайлович
МПК: B21D 22/00
Формула / Реферат:
Штамп для вытяжки, содержащий установленную на верхней плите полую матрицу, в полости которой размещен вертикально подвижный выталкиватель, и размещенные на нижней плите пуансон и прижим, отличающийся тем, что, с целью повышения надежности удаления готовых изделий из штампа, путем создания вакуума в рабочей полости матрицы, верхняя плита и выталкиватель выполнены с соответствующими каналами, соединяющими рабочую полость матрицы между...
Попередній патент: Каталізатор для відновлення оксидів азоту вуглеводнями в окиснювальній атмосфері на основі висококремнеземистих цеолітів
Наступний патент: Розтискний пристрій з автоматичним регулюванням зазору гальмового механізму
Випадковий патент: Спосіб автоматизації керування температурою індукційного наплавлення композиційного покриття