Чашковий різець
Номер патенту: 70045
Опубліковано: 25.05.2012
Автори: Цемашко Віталій Володимирович, Родін Родіон Петрович, Адаменко Юрій Іванович

Формула / Реферат
Чашковий різець для обробки фасонних поверхонь за методом обкатки, який відрізняється тим, що задня поверхня виконана у формі фасонної циліндричної поверхні обертання, а вершинна точка різця розташована нижче від осі обертання деталі на величину h=R·Sinα, де R - радіус кола базової точки деталі; α - задній кут у вершинній точці леза різця.
Текст
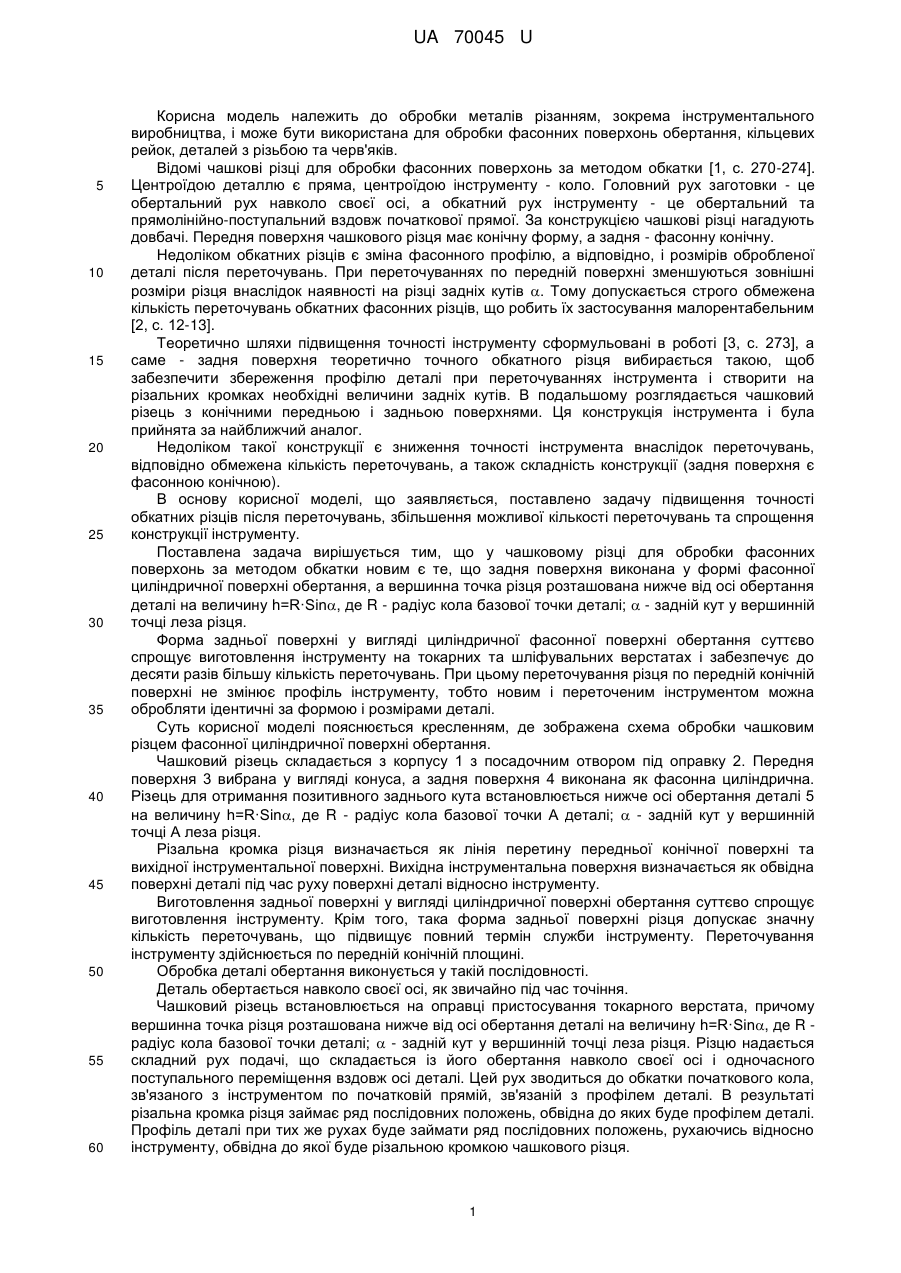
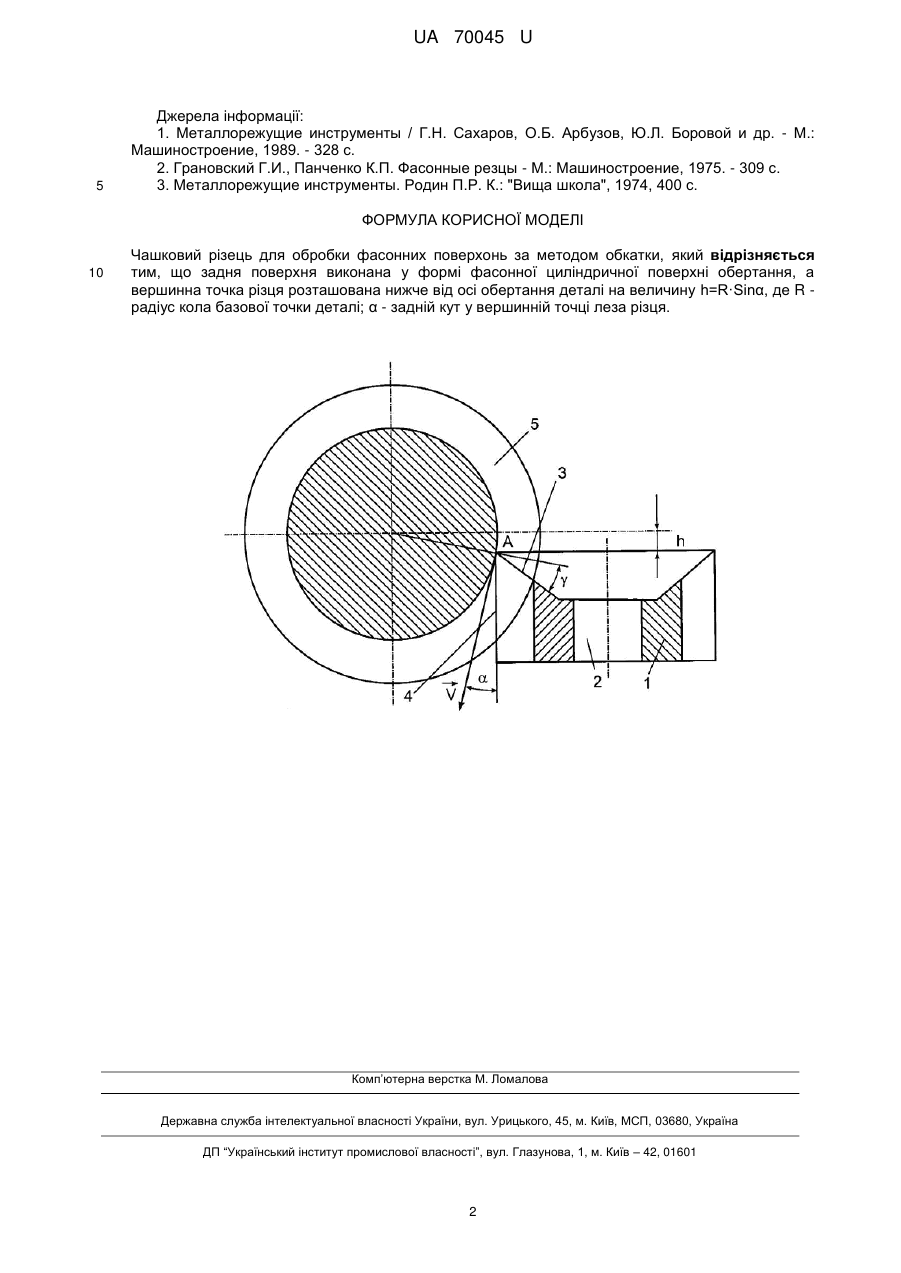
Реферат: Чашковий різець для обробки фасонних поверхонь за методом обкатки, в якому задня поверхня виконана у формі фасонної циліндричної поверхні обертання, а вершинна точка різця розташована нижче від осі обертання деталі. UA 70045 U (12) UA 70045 U UA 70045 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до обробки металів різанням, зокрема інструментального виробництва, і може бути використана для обробки фасонних поверхонь обертання, кільцевих рейок, деталей з різьбою та черв'яків. Відомі чашкові різці для обробки фасонних поверхонь за методом обкатки [1, с. 270-274]. Центроїдою деталлю є пряма, центроїдою інструменту - коло. Головний рух заготовки - це обертальний рух навколо своєї осі, а обкатний рух інструменту - це обертальний та прямолінійно-поступальний вздовж початкової прямої. За конструкцією чашкові різці нагадують довбачі. Передня поверхня чашкового різця має конічну форму, а задня - фасонну конічну. Недоліком обкатних різців є зміна фасонного профілю, а відповідно, і розмірів обробленої деталі після переточувань. При переточуваннях по передній поверхні зменшуються зовнішні розміри різця внаслідок наявності на різці задніх кутів . Тому допускається строго обмежена кількість переточувань обкатних фасонних різців, що робить їх застосування малорентабельним [2, с. 12-13]. Теоретично шляхи підвищення точності інструменту сформульовані в роботі [3, с. 273], а саме - задня поверхня теоретично точного обкатного різця вибирається такою, щоб забезпечити збереження профілю деталі при переточуваннях інструмента і створити на різальних кромках необхідні величини задніх кутів. В подальшому розглядається чашковий різець з конічними передньою і задньою поверхнями. Ця конструкція інструмента і була прийнята за найближчий аналог. Недоліком такої конструкції є зниження точності інструмента внаслідок переточувань, відповідно обмежена кількість переточувань, а також складність конструкції (задня поверхня є фасонною конічною). В основу корисної моделі, що заявляється, поставлено задачу підвищення точності обкатних різців після переточувань, збільшення можливої кількості переточувань та спрощення конструкції інструменту. Поставлена задача вирішується тим, що у чашковому різці для обробки фасонних поверхонь за методом обкатки новим є те, що задня поверхня виконана у формі фасонної циліндричної поверхні обертання, а вершинна точка різця розташована нижче від осі обертання деталі на величину h=R·Sin, де R - радіус кола базової точки деталі; - задній кут у вершинній точці леза різця. Форма задньої поверхні у вигляді циліндричної фасонної поверхні обертання суттєво спрощує виготовлення інструменту на токарних та шліфувальних верстатах і забезпечує до десяти разів більшу кількість переточувань. При цьому переточування різця по передній конічній поверхні не змінює профіль інструменту, тобто новим і переточеним інструментом можна обробляти ідентичні за формою і розмірами деталі. Суть корисної моделі пояснюється кресленням, де зображена схема обробки чашковим різцем фасонної циліндричної поверхні обертання. Чашковий різець складається з корпусу 1 з посадочним отвором під оправку 2. Передня поверхня 3 вибрана у вигляді конуса, а задня поверхня 4 виконана як фасонна циліндрична. Різець для отримання позитивного заднього кута встановлюється нижче осі обертання деталі 5 на величину h=R·Sin, де R - радіус кола базової точки А деталі; - задній кут у вершинній точці А леза різця. Різальна кромка різця визначається як лінія перетину передньої конічної поверхні та вихідної інструментальної поверхні. Вихідна інструментальна поверхня визначається як обвідна поверхні деталі під час руху поверхні деталі відносно інструменту. Виготовлення задньої поверхні у вигляді циліндричної поверхні обертання суттєво спрощує виготовлення інструменту. Крім того, така форма задньої поверхні різця допускає значну кількість переточувань, що підвищує повний термін служби інструменту. Переточування інструменту здійснюється по передній конічній площині. Обробка деталі обертання виконується у такій послідовності. Деталь обертається навколо своєї осі, як звичайно під час точіння. Чашковий різець встановлюється на оправці пристосування токарного верстата, причому вершинна точка різця розташована нижче від осі обертання деталі на величину h=R·Sin, де R радіус кола базової точки деталі; - задній кут у вершинній точці леза різця. Різцю надається складний рух подачі, що складається із його обертання навколо своєї осі і одночасного поступального переміщення вздовж осі деталі. Цей рух зводиться до обкатки початкового кола, зв'язаного з інструментом по початковій прямій, зв'язаній з профілем деталі. В результаті різальна кромка різця займає ряд послідовних положень, обвідна до яких буде профілем деталі. Профіль деталі при тих же рухах буде займати ряд послідовних положень, рухаючись відносно інструменту, обвідна до якої буде різальною кромкою чашкового різця. 1 UA 70045 U 5 Джерела інформації: 1. Металлорежущие инструменты / Г.Н. Сахаров, О.Б. Арбузов, Ю.Л. Боровой и др. - М.: Машиностроение, 1989. - 328 с. 2. Грановский Г.И., Панченко К.П. Фасонные резцы - М.: Машиностроение, 1975. - 309 с. 3. Металлорежущие инструменты. Родин П.Р. К.: "Вища школа", 1974, 400 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 Чашковий різець для обробки фасонних поверхонь за методом обкатки, який відрізняється тим, що задня поверхня виконана у формі фасонної циліндричної поверхні обертання, а вершинна точка різця розташована нижче від осі обертання деталі на величину h=R·Sinα, де R радіус кола базової точки деталі; α - задній кут у вершинній точці леза різця. Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюCup tool
Автори англійськоюAdamenko Yurii Ivanovych, Rodin Radion Petrovych, Tsemashko Vitalii Volodymyrovych
Назва патенту російськоюЧашечный резец
Автори російськоюАдаменко Юрий Иванович, Родин Радион Петрович, Цемашко Виталий Владимирович
МПК / Мітки
МПК: B23B 27/00
Код посилання
<a href="https://ua.patents.su/4-70045-chashkovijj-rizec.html" target="_blank" rel="follow" title="База патентів України">Чашковий різець</a>
Фасонний різець
Номер патенту: 35491
Опубліковано: 25.09.2008
Автор: Усачов Петро Антонович
МПК: B23B 27/00
Формула / Реферат:
Фасонний різець, що містить на робочій частині тіла різця фасонну різальну крайку, який відрізняється тим, що передня поверхня робочої частини різця має передній кут γ=0°, а задні основні і допоміжні робочі поверхні виконані у вигляді гвинтових поверхонь так, що на ділянках профілів задніх поверхонь, перпендикулярних до осі гвинтових поверхонь, утворені основні задні кути α=arctgA/e і допоміжні задні кути α1=arctgK/R,де...
Різець для гірничих машин
Номер патенту: 13720
Опубліковано: 17.04.2006
Автор: Лаптєв Сергій Анатолійович
МПК: E21C 35/18
Мітки: гірничих, машин, різець
Формула / Реферат:
Різець для гірничих машин, що містить державку, різальну частину і твердосплавну вставку, який відрізняється тим, що він має передній кут різання близький до кута 45º, а задня поверхня різця виконана без додаткових граней і радіуса заокруглення.
Тангенціальний фасонний призматичний різець
Номер патенту: 40711
Опубліковано: 27.04.2009
Автори: Целованський Володимир Семенович, Родін Радіон Петрович, Солодкий Валерій Іванович, Равська Наталія Сергіївна, Бесарабець Юрій Йосипович
МПК: B23B 27/00
Мітки: різець, фасонний, призматичний, тангенціальний
Формула / Реферат:
Тангенціальний фасонний призматичний різець, який містить ріжучу кромку, утворену передньою та задньою поверхнями, причому одна з поверхонь виконана фасонною, а інша плоскою, який відрізняється тим, що передня поверхня різця виконана циліндричною фасонною, а задня поверхня різця виконана плоскою.
Обертовий різець дорожньої фрези з валиками, нахиленими під кутом
Номер патенту: 29295
Опубліковано: 10.01.2008
Автори: Попов Сергій Миколайович, Антонюк Дмитро Анатолійович
МПК: E01C 23/00
Мітки: кутом, різець, нахиленими, фрези, обертовий, валиками, дорожньої
Формула / Реферат:
1. Обертовий різець дорожньої фрези, що являє собою інструмент для фрезерування шару асфальтобетону, який відрізняється тим, що на поверхні корпусу різця розміщені зміцнюючі валики з гетерогенного зносостійкого сплаву. 2. Обертовий різець дорожньої фрези, який відрізняється тим, що у вершині інструменту розміщують твердосплавний наконечник, а зміцнюючі валики нахилені під кутом до вертикалі різця (γ=α/2, де α - кут...
Збірний різець

Номер патенту: 12508
Опубліковано: 15.02.2006
Автори: Русаков Анатолій Володимирович, Носков Віталій Васильович
МПК: B23B 27/16
Формула / Реферат:
1. Збірний різець, що містить державку, на опорній поверхні якої закріплена за допомогою хитного штифта різальна пластина, яка взаємодіє з охоплюючими бічними поверхнями, який відрізняється тим, що він оснащений жорстко закріпленою на державці накладкою, на якій виконані згадані охоплюючі бічні поверхні, а опорна поверхня на державці виконана у вигляді відкритого наскрізного паза.2. Збірний різець за п. 1, який відрізняється тим, що...
Попередній патент: Пристрій для інформування учасників дорожнього руху
Наступний патент: Технологічна лінія для одержання пектину
Випадковий патент: Пристрій для орієнтування незрячих плавців "гребінець"