Спосіб латунювання стального дроту
Номер патенту: 70981
Опубліковано: 15.11.2004
Автори: Фальковський Микола Іванович, Белінський Валерій Володимирович

Формула / Реферат
1. Спосіб латунювання стального дроту, що включає в себе гальванічне покриття дроту міддю, потім цинком, з наступним його нагріванням, який відрізняється тим, що між гальванічним покриттям дроту, який рухається, і n допоміжних електродів запалюються n електричних розрядів зі струмом I ³10-3A кожний, де n ³1.
2. Спосіб латунювання стального дроту за п. 1, який відрізняється тим, що допоміжному електроду надається форма кільця навколо дроту, з допомогою магнітного поля створюється боковий тиск на канал розряду у напрямі, поперечному напрямку руху дроту, який забезпечує обертовий рух каналу розряду навколо дроту.
3. Спосіб латунювання стального дроту за п. 1, який відрізняється тим, що до двох допоміжних електродів підключають симетричну змінну напругу, запалюють між ними розряд таким чином, щоб він замикався через поверхню дроту, при цьому дріт залишають ізольованим або заземляють.
Текст
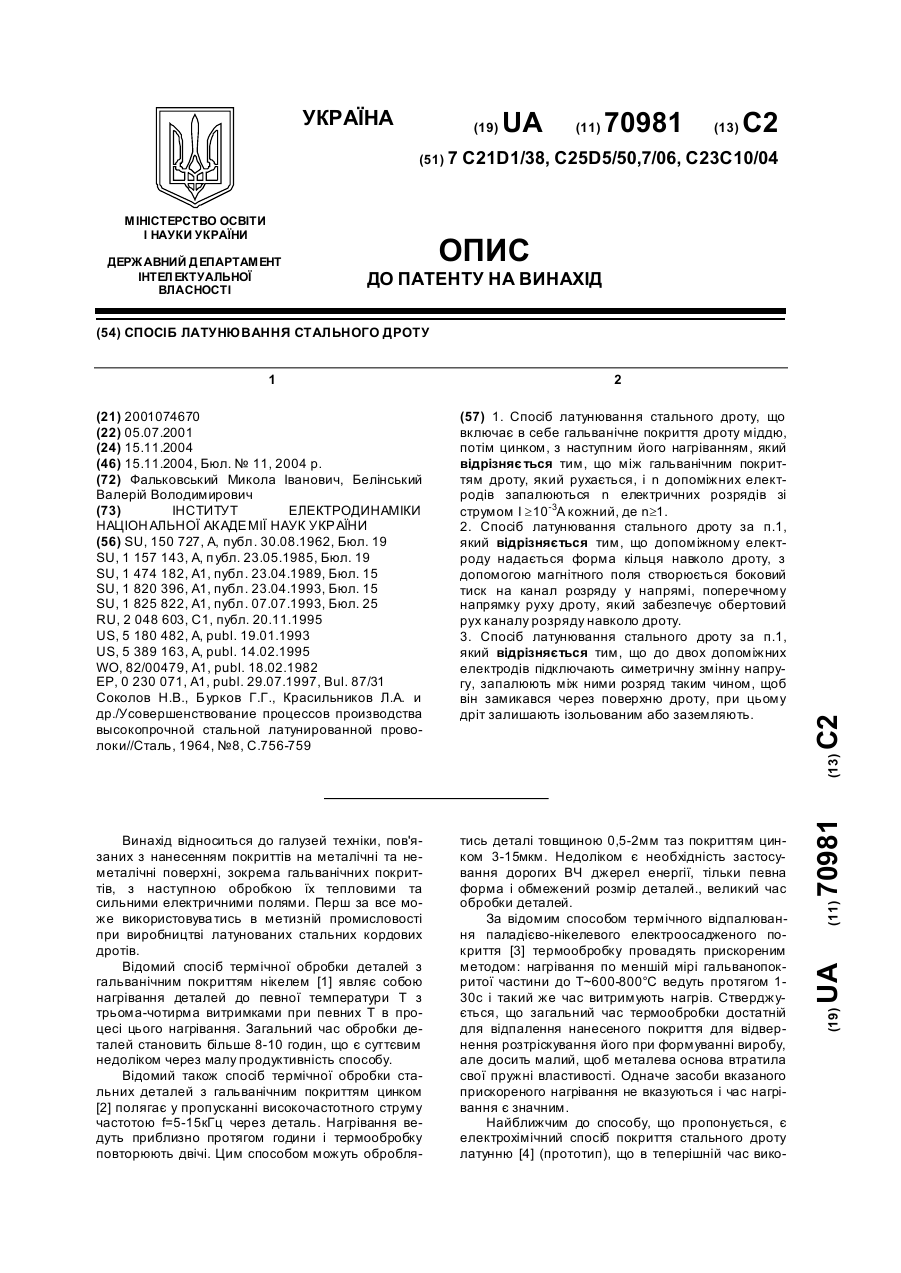
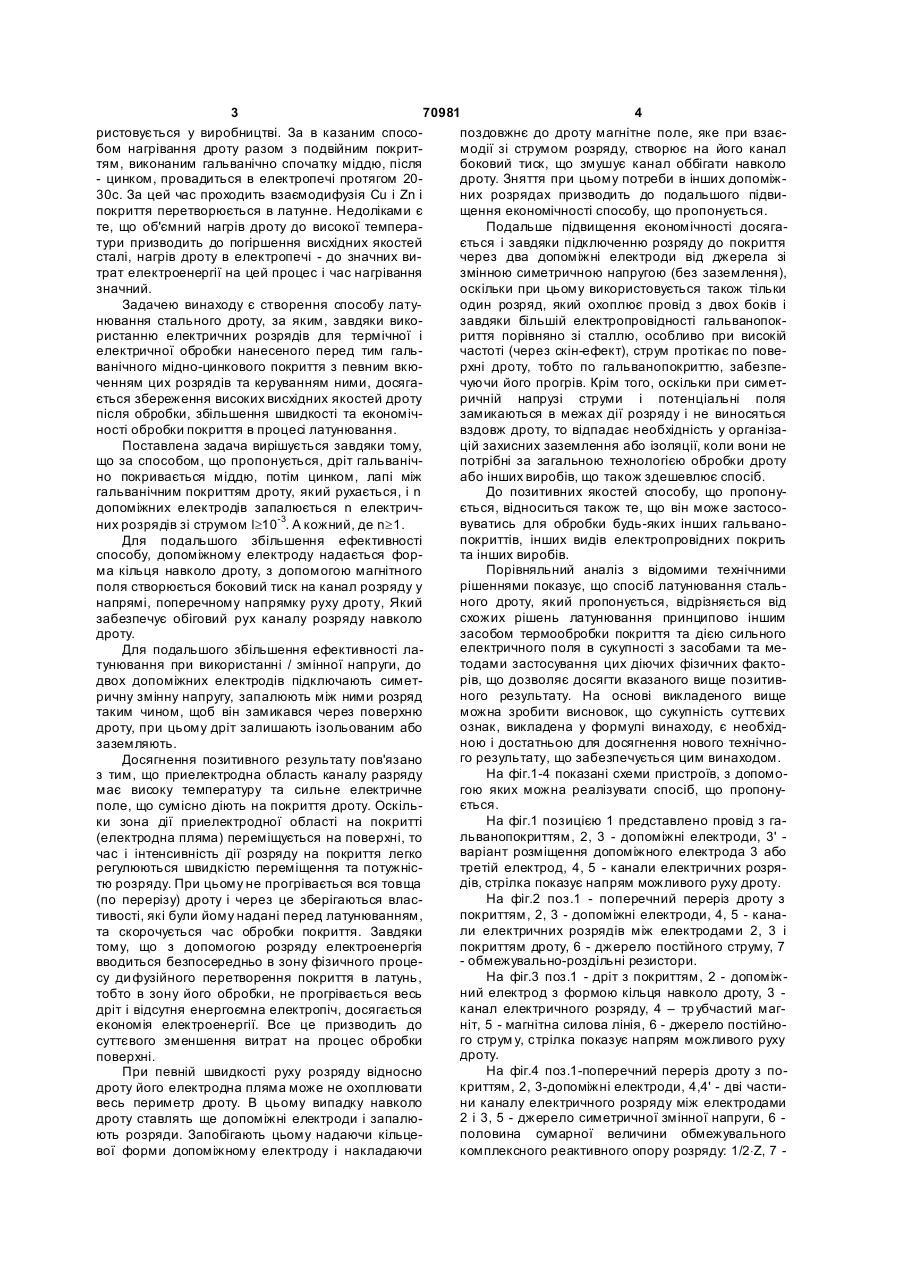
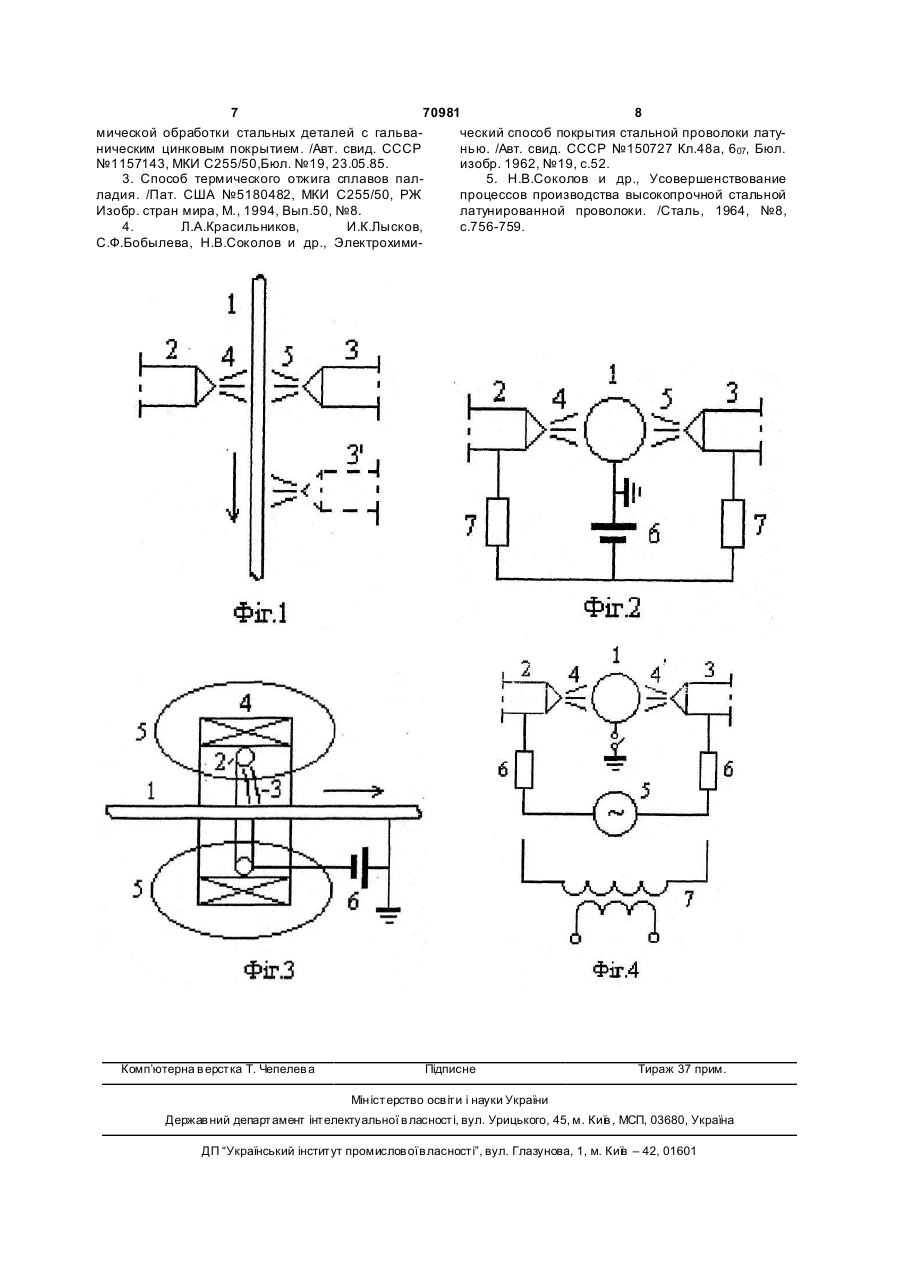
1. Спосіб латунювання стального дроту, що включає в себе гальванічне покриття дроту міддю, потім цинком, з наступним його нагріванням, який відрізняє ться тим, що між гальванічним покриттям дроту, який рухається, і n допоміжних електродів запалюються n електричних розрядів зі струмом I ³10-3A кожний, де n³1. 2. Спосіб латунювання стального дроту за п.1, який відрізняється тим, що допоміжному електроду надається форма кільця навколо дроту, з допомогою магнітного поля створюється боковий тиск на канал розряду у напрямі, поперечному напрямку руху дроту, який забезпечує обертовий рух каналу розряду навколо дроту. 3. Спосіб латунювання стального дроту за п.1, який відрізняється тим, що до двох допоміжних електродів підключають симетричну змінну напругу, запалюють між ними розряд таким чином, щоб він замикався через поверхню дроту, при цьому дріт залишають ізольованим або заземляють. Винахід відноситься до галузей техніки, пов'язаних з нанесенням покриттів на металічні та неметалічні поверхні, зокрема гальванічних покриттів, з наступною обробкою їх тепловими та сильними електричними полями. Перш за все може використовува тись в метизній промисловості при виробництві латунованих стальних кордових дротів. Відомий спосіб термічної обробки деталей з гальванічним покриттям нікелем [1] являє собою нагрівання деталей до певної температури Τ з трьома-чотирма витримками при певних Τ в процесі цього нагрівання. Загальний час обробки деталей становить більше 8-10 годин, що є суттєвим недоліком через малу продуктивність способу. Відомий також спосіб термічної обробки стальних деталей з гальванічним покриттям цинком [2] полягає у пропусканні високочастотного струму частотою f=5-15кГц через деталь. Нагрівання ведуть приблизно протягом години і термообробку повторюють двічі. Цим способом можуть обробля тись деталі товщиною 0,5-2мм таз покриттям цинком 3-15мкм. Недоліком є необхідність застосування дорогих ВЧ джерел енергії, тільки певна форма і обмежений розмір деталей., великий час обробки деталей. За відомим способом термічного відпалювання паладієво-нікелевого електроосадженого покриття [3] термообробку провадять прискореним методом: нагрівання по меншій мірі гальванопокритої частини до Τ~600-800°С ведуть протягом 130с і такий же час витримують нагрів. Стверджується, що загальний час термообробки достатній для відпалення нанесеного покриття для відвернення розтріскування його при формуванні виробу, але досить малий, щоб металева основа втратила свої пружні властивості. Одначе засоби вказаного прискореного нагрівання не вказуються і час нагрівання є значним. Найближчим до способу, що пропонується, є електрохімічний спосіб покриття стального дроту латунню [4] (прототип), що в теперішній час вико (19) UA (11) 70981 (13) (21) 2001074670 (22) 05.07.2001 (24) 15.11.2004 (46) 15.11.2004, Бюл. № 11, 2004 р. (72) Фальковський Микола Іванович, Белінський Валерій Володимирович (73) ІНСТИТУТ ЕЛЕКТРОДИНАМІКИ НАЦІОН АЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ (56) SU, 150 727, A, публ. 30.08.1962, Бюл. 19 SU, 1 157 143, A, п убл. 23.05.1985, Бюл. 19 SU, 1 474 182, A1, публ. 23.04.1989, Бюл. 15 SU, 1 820 396, A1, публ. 23.04.1993, Бюл. 15 SU, 1 825 822, A1, публ. 07.07.1993, Бюл. 25 RU, 2 048 603, C1, публ. 20.11.1995 US, 5 180 482, A, publ. 19.01.1993 US, 5 389 163, A, publ. 14.02.1995 WO, 82/00479, A1, publ. 18.02.1982 EP, 0 230 071, A1, publ. 29.07.1997, Bul. 87/31 Соколов Н.В., Бурков Г.Г., Красильников Л.А. и др./Усовершенствование процессов производства высокопрочной стальной латунированной проволоки//Сталь, 1964, №8, С.756-759 C2 1 3 70981 4 ристовується у виробництві. За в казаним спосопоздовжнє до дроту магнітне поле, яке при взаєбом нагрівання дроту разом з подвійним покритмодії зі струмом розряду, створює на його канал тям, виконаним гальванічно спочатку міддю, після боковий тиск, що змушує канал оббігати навколо - цинком, провадиться в електропечі протягом 20дроту. Зняття при цьому потреби в інших допоміж30с. За цей час проходить взаємодифузія Сu і Ζn і них розрядах призводить до подальшого підвипокриття перетворюється в латунне. Недоліками є щення економічності способу, що пропонується. те, що об'ємний нагрів дроту до високої темпераПодальше підвищення економічності досягатури призводить до погіршення висхідних якостей ється і завдяки підключенню розряду до покриття сталі, нагрів дроту в електропечі - до значних вичерез два допоміжні електроди від джерела зі трат електроенергії на цей процес і час нагрівання змінною симетричною напругою (без заземлення), значний. оскільки при цьому використовується також тільки Задачею винаходу є створення способу латуодин розряд, який охоплює провід з двох боків і нювання стального дроту, за яким,завдяки викозавдяки більшій електропровідності гальванопокристанню електричних розрядів для термічної і риття порівняно зі сталлю, особливо при високій електричної обробки нанесеного перед тим гальчастоті (через скін-ефект), струм протікає по повеванічного мідно-цинкового покриття з певним вкюрхні дроту, тобто по гальванопокриттю, забезпеченням цих розрядів та керуванням ними, досягачуючи його прогрів. Крім того, оскільки при симетється збереження високих висхідних якостей дроту ричній напрузі струми і потенціальні поля після обробки, збільшення швидкості та економічзамикаються в межах дії розряду і не виносяться ності обробки покриття в процесі латунювання. вздовж дроту, то відпадає необхідність у організаПоставлена задача вирішується завдяки тому, цій захисних заземлення або ізоляції, коли вони не що за способом, що пропонується, дріт гальванічпотрібні за загальною технологією обробки дроту но покривається міддю, потім цинком, лапі між або інших виробів, що також здешевлює спосіб. гальванічним покриттям дроту, який рухається, і n До позитивних якостей способу, що пропонудопоміжних електродів запалюється n електричється, відноситься також те, що він може застосовуватись для обробки будь-яких інших гальваноних розрядів зі струмом l³10-3. А кожний, де n³1. покриттів, інших видів електропровідних покрить Для подальшого збільшення ефективності способу, допоміжному електроду надається форта інших виробів. Порівняльний аналіз з відомими технічними ма кільця навколо дроту, з допомогою магнітного рішеннями показує, що спосіб латунювання стальполя створюється боковий тиск на канал розряду у ного дроту, який пропонується, відрізняється від напрямі, поперечному напрямку руху дроту, Який схожих рішень латунювання принципово іншим забезпечує обіговий рух каналу розряду навколо дроту. засобом термообробки покриття та дією сильного електричного поля в сукупності з засобами та меДля подальшого збільшення ефективності латодами застосування цих діючих фізичних фактотунювання при використанні / змінної напруги, до рів, що дозволяє досягти вказаного вище позитивдвох допоміжних електродів підключають симетного результату. На основі викладеного вище ричну змінну напругу, запалюють між ними розряд таким чином, щоб він замикався через поверхню можна зробити висновок, що сукупність суттєвих ознак, викладена у формулі винаходу, є необхіддроту, при цьому дріт залишають ізольованим або ною і достатньою для досягнення нового технічнозаземляють. го результату, що забезпечується цим винаходом. Досягнення позитивного результату пов'язано На фіг.1-4 показані схеми пристроїв, з допомоз тим, що приелектродна область каналу разряду має високу температуру та сильне електричне гою яких можна реалізувати спосіб, що пропонується. поле, що сумісно діють на покриття дроту. ОскільНа фіг.1 позицією 1 представлено провід з гаки зона дії приелектродної області на покритті льванопокриттям, 2, 3 - допоміжні електроди, 3' (електродна пляма) переміщується на поверхні, то варіант розміщення допоміжного електрода 3 або час і інтенсивність дії розряду на покриття легко регулюються швидкістю переміщення та потужністретій електрод, 4, 5 - канали електричних розрядів, стрілка показує напрям можливого руху дроту. тю розряду. При цьому не прогрівається вся товща На фіг.2 поз.1 - поперечний переріз дроту з (по перерізу) дроту і через це зберігаються власпокриттям, 2, 3 - допоміжні електроди, 4, 5 - канативості, які були йому надані перед латунюванням, ли електричних розрядів між електродами 2, 3 і та скорочується час обробки покриття. Завдяки тому, що з допомогою розряду електроенергія покриттям дроту, 6 - джерело постійного струму, 7 - обмежувально-роздільні резистори. вводиться безпосередньо в зону фізичного процеНа фіг.3 поз.1 - дріт з покриттям, 2 - допоміжсу ди фузійного перетворення покриття в латунь, ний електрод з формою кільця навколо дроту, 3 тобто в зону його обробки, не прогрівається весь канал електричного розряду, 4 – тр убчастий магдріт і відсутня енергоємна електропіч, досягається економія електроенергії. Все це призводить до ніт, 5 - магнітна силова лінія, 6 - джерело постійного струм у, стрілка показує напрям можливого руху суттєвого зменшення витрат на процес обробки дроту. поверхні. На фіг.4 поз.1-поперечний переріз дроту з поПри певній швидкості руху розряду відносно криттям, 2, 3-допоміжні електроди, 4,4' - дві частидроту його електродна пляма може не охоплювати весь периметр дроту. В цьому випадку навколо ни каналу електричного розряду між електродами 2 і 3, 5 - джерело симетричної змінної напруги, 6 дроту ставлять ще допоміжні електроди і запалюполовина сумарної величини обмежувального ють розряди. Запобігають цьому надаючи кільцевої форми допоміжному електроду і накладаючи комплексного реактивного опору розряду: 1/2×Ζ, 7 5 70981 6 трансформатор (варіант джерела змінної напруги силу стр уму розряду і величину магнітного поля, 5). крок спіралі роблять рівним ширині обробленого Робота по латунюванню стального дроту за сліду і тим самим забезпечується суцільна обробспособом, що пропонується, провадиться так. Пока поверхні. Покриття обробляється при цьому без передньо підготований стальний дріт спочатку прогріву серцевини дроту. гальванічно покривають міддю, після - цинком. Подальше збільшення економічної ефективДалі промитий і висушений дріт з покриттям 1, ності обробки одним каналом розряду при викорифіг.1, протягують мимо попередньо встановленого станні змінної напруги досягається підключенням допоміжного електрода 2, або більшої їх кількості, джерела симетричної змінної напруги до двох донаприклад, двох: 2 і 3, фіг.1, чи трьох: 2, 3, 3' і т.д.. поміжних електродів 2, 3, фіг.4. Для симетрії в коЕлектроди також попередньо підключають до жне плече джерела енергії 5 включають половину джерела струму 6, фіг.2, через обмежувальнообмежувального комплексного реактивного опору роздільні резистори 7. З початком руху дроту між 6. Запалюють розряд так, щоб канал розряду 4, 4' допоміжними електродами, наприклад 2 і 3, і позамикався через дріт 1, що обробляється. В данокриттям дроту 1 запалюють розряди 4, 5, фіг.1 і 2. му випадку 4 і 4' - один канал розряду, що поділеВ місцях контакту розряду з поверхнею дроту, тобний дротом на дві частини, на відміну від фі г.1, 2, то в електродній плямі розряду, сумісно діє висока де кожен з каналів 4, 5 є незалежним розрядом. температура і сильне електричне поле приелектПозитивна якість роботи за фіг.4 - у більш простородної зони розряду. Завдяки цьому прискорюєтьму джерелі живлення 5, яке при малих частота х, ся взаємодифузія міді і цинку в гальванопокритті, наприклад, може бути просто трансформатором 7. воно перетворюється в латунь, і через підвищену На високих частотах (сотні кГц, МГц) обробка є ще дифузію покращується його адгезія до сталі. Забільш ефективною, оскільки струм між обома часлежно від часу дії розряду на покриття та величитинами каналу розряду 4 і 4' завдяки скін-ефекту ни його струму (потужності) під електродною плябуде обтікати дріт його поверхнею, нагріваючи її і мою в латунь перетворюється більша чи менша не заглиблюючись у тіло дроту. Через це досягазона покриття. Наприклад, при струмі розряду ється обробка тільки поверхні дроту, тільки в ка30мА і дії його протягом близько 0,1с утворюється налі одного розряду і без прогріву серцевини випляма латуні діаметром 0,8мм. Тобто для переробу. Крім того, оскільки при симетричній напрузі творення в латунь покриття дроту діаметром 1мм і струми і потенціальні поля замикаються в межах відповідно з периметром 3,14мм потрібно протягудії розряду і не виносяться вздовж дроту, то відвати його з швидкістю 10мм/с між чотирма дугами падає необхідність у організацій захисних заземз вказаним струмом, розташованими навколо дролення або ізоляції, коли вони не потрібні за загату в перпендикулярній до нього площині з кутами льною технологією обробки дроту або інших 90° між їх осями (як на фіг.2, якщо добавити ще виробів, що також здешевлює спосіб. вертикальну пару електродів). Допоміжні електроПриклад. Практичне відпрацювання способу, ди можна не обов'язково розташовувати в одній що пропонується, проводилось нагальванопокриплощині, а можна розносити їх вздовж дроту, як тих кордових дротах Харцизького сталедротокананаприклад 2 і 3' на фіг.1. Збільшення швидкості тного заводу з діаметрами в межах 0,8-1,25мм. обробки легко досягається збільшенням потужносРобота велась за схемою фіг.3. Досягнутий мініті дуг. мальний час утворення латуні на поверхні склав 4В описаних умовах прогрівається тільки по10-3с. Тобто за цей час покриття перетворюється криття і частково поверхня дроту, що межує з пона латунь такої ж якості, як і латунь, на одержання криттям, а серцевина дроту не встигає прогріватиякої на заводі витрачається 20-30с при значних ся і завдяки цьому дріт після латунювання зберігає витратах електроенергії в електропечі. Звідси видсвої властивості, надані йому попередньою обробно, що швидкість процесу утворення латуні запрокою. понованим способом збільшується у 5-10-3 разів. В тому випадку, коли наскрізне прогрівання Розрахована економічність обробки за рахунок дроту (по всьому перерізу) не обмежується техноекономії електроенергії зростає у 6-7 разів. логічними вимогами, утворення латуні можна виТаким чином, на відміну від прототипу, за споконувати одним розрядом підвищеної потужності з собом, що пропонується, включенням одного чи одного допоміжного електрода, наприклад, 2 за більше електричних розрядів певної енергії між фіг.1, 2. допоміжними електродами і покриттям, що обробПодальша ефективність обробки одним каналяється, та певною організацією цих розрядів, долом розряду досягається коли допоміжному елексягається значне прискорення обробки покриття, троду придають форму кільця. При цьому дріт 1 покращується якість дроту за рахунок збереження пропускають скрізь кільцевидий електрод 2, фіг.3, його властивостей, заданих йому до обробки, та який розміщують в зоні постійного трубчастого суттєво підвищується економічність процесу за магніту (або електромагніта) 4 так, щоб його магнірахунок зменшення витрат електроенергії на обтні силові лінії 5, що паралельні дроту, перетинали робку. канал розряду 3, який горить між електродом 2 і Література покриттям дроту 1. Від взаємодії магнітного поля і 1. С.А.Новиков, А.А.Лухвич, Г.А.Бабаева, Споструму розряду виникає бокова сила, яка тисне на соб термической обработки деталей с гальваниканал розряду у поперечному до дроту напрямі і ческими никелевыми покрытиями. /Авт. свид. канал безперервно робить обіговий рух навколо СССР №1474182, МКИ С255/50, Бюл. №15, дроту. На поверхні залишається смуга оброблено23.04.89. го покриття у вигляді латунної спіралі. Регулюючи 2. В.С.Кагерманьян, О.Н.Родин, Способ тер 7 70981 8 мической обработки стальных деталей с гальваческий способ покрытия стальной проволоки латуническим цинковым покрытием. /Авт. свид. СССР нью. /Авт. свид. СССР №150727 Кл.48а, 607, Бюл. №1157143, МКИ С255/50,Бюл. №19, 23.05.85. изобр. 1962, №19, с.52. 3. Способ термического отжига сплавов пал5. Н.В.Соколов и др., Усовершенствование ладия. /Пат. США №5180482, МКИ С255/50, РЖ процессов производства высокопрочной стальной Изобр. стран мира, М., 1994, Вып.50, №8. латунированной проволоки. /Сталь, 1964, №8, 4. Л.А.Красильников, И.К.Лысков, с.756-759. С.Ф.Бобылева, Н.В.Соколов и др., Электрохими Комп’ютерна в ерстка Т. Чепелев а Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for the brass-plating the steel wire
Назва патенту російськоюСпособ латунирования стального провода
МПК / Мітки
МПК: C25D 7/06, C25D 5/48, C21D 1/34, C23C 10/04
Мітки: латунювання, дроту, спосіб, стального
Код посилання
<a href="https://ua.patents.su/4-70981-sposib-latunyuvannya-stalnogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб латунювання стального дроту</a>
Ножиці ручні для різання стального каната та зв’язувального дроту
Номер патенту: 680
Опубліковано: 16.10.2000
Автори: Фойгель Веніамін Абрамович, Шаповалов Сергій Федорович, Руббен Микола Антонович, Горохова Ніна Григорівна
МПК: B23D 29/00
Мітки: стального, зв'язувального, дроту, ручні, каната, різання, ножиці
Формула / Реферат:
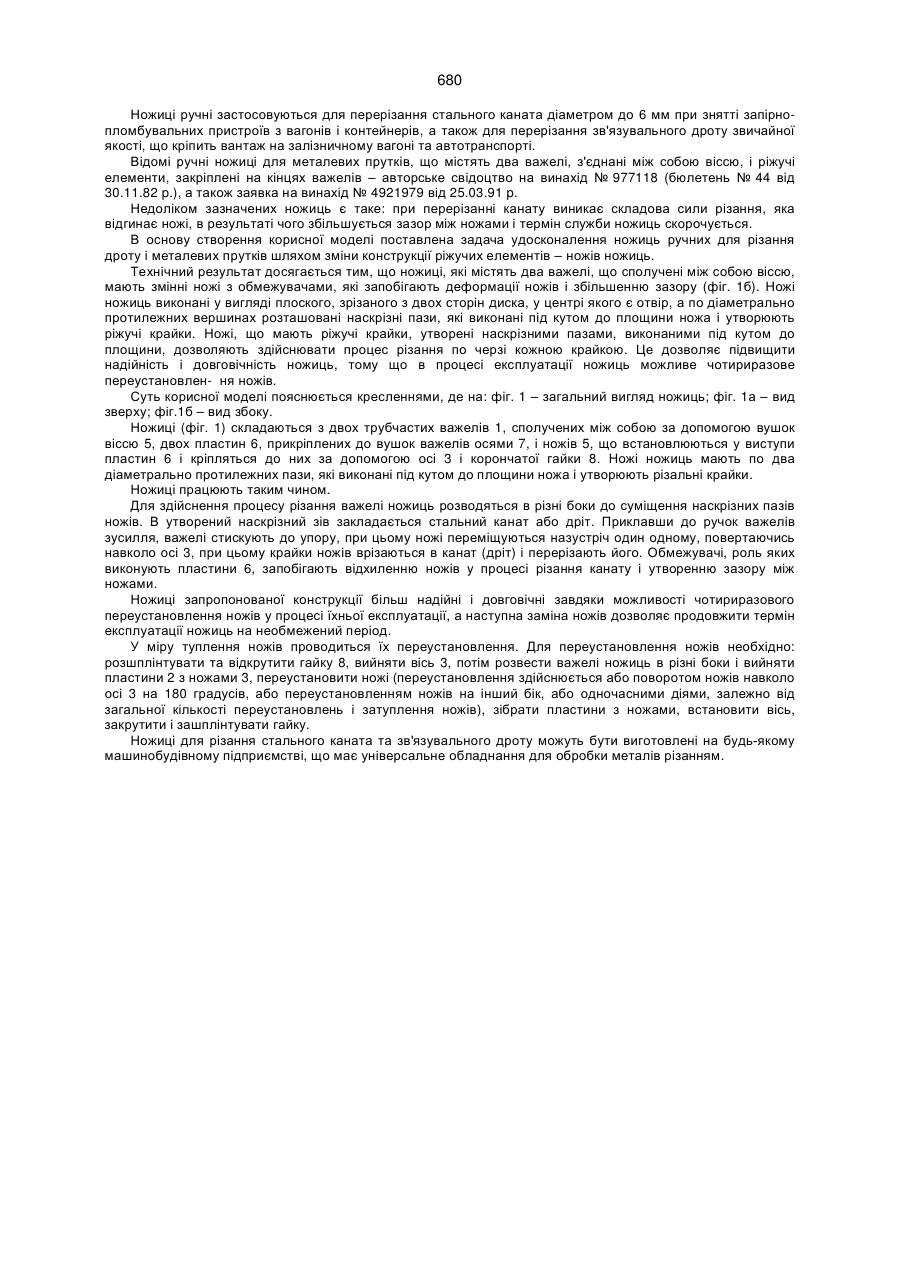
Ножиці ручні для різання стального каната та зв'язувального дроту, які містять два поворотних навколо загальної осі, важелі і дві закріплені в вушках пластини з встановленими ножами, які відрізняються тим, що ножі виконані у вигляді плоских пластин з отвором в центрі, мають обмежувачі, що запобігають в процесі різання деформації ножів та збільшенню зазору між різальними крайками, які утворені наскрізними пазами, що розташовані під кутом до...
Спосіб одержання напівфабрикатів з стального дроту
Номер патенту: 23382
Опубліковано: 31.08.1998
Автори: Немошкаленко Володимир Володимирович, Фурсенко Леонід Федотович, Рафаловський Віталій Адольфович
МПК: C22F 1/10
Мітки: стального, спосіб, дроту, одержання, напівфабрикатів
Формула / Реферат:
1. Способ получения полуфабрикатов из стальной проволоки, включающий волочение до заданного диаметра в несколько проходов с подготовкой поверхности перед каждым проходом и промежуточной термообработкой путем контактного электронагрева, отличающийся тем, что волочение проводят с суммарным обжатием между промежуточными термообработками - 35-45% с нанесением на поверхность проволоки перед каждым проходом смазки, например, из водноаммиачного...
Спосіб одержання стального дроту з комбінованим алюмоцинковим покриттям
Номер патенту: 21204
Опубліковано: 04.11.1997
Автори: Щербак Олександр Семенович, Коровайний Сергій Федорович, Почта Віктор Миколайович, Дем'янова Людміла Іванівна, Парадня Павло Вікторович, Іванцов Іван Іванович, Ганіна Лідія Кирилівна, Коковіхін Юрій Іванович
МПК: C21D 9/52
Мітки: спосіб, комбінованим, дроту, стального, алюмоцинковим, покриттям, одержання
Формула / Реферат:
Способ получения стальной проволоки с комбинированным алюмоцинковым покрытием, нанесенным из расплава, включающий в себя нагрев заготовки до температуры аустенизации, подготовку поверхности, патентирование и нанесение покрытия из расплава, отличающийся тем, что подготовку поверхности, патентирование и нанесение покрытия осуществляют непрерывно в ванне с многослойными несмешивающимися в жидком состоянии расплавами, пропусканием проволоки на...
Спосіб виготовлення дроту періодичного профілю
Номер патенту: 30290
Опубліковано: 15.11.2000
Автори: Ханонкін Олександр Аркадійович, Чигріна Марія Петрівна, Реньга Вадим Романович, Овчаренко Володимир Михайлович, Кременчуцька Маргарита Костянтинівна
МПК: B21C 1/00
Мітки: профілю, спосіб, виготовлення, дроту, періодичного
Формула / Реферат:
Спосіб виготовлення дроту періодичного профілю, що включає операції волочіння і профілювання, який відрізняється тим, що профілювання здійснюється шляхом дії на дріт імпульсного електричного струму в процесі волочіння.
Спосіб електроконтактного наварювання дроту на поверхню деталі
Номер патенту: 33316
Опубліковано: 15.02.2001
Автори: Михед Анатолій Михайлович, Сироватка Василь Васильович, Черниш Валерій Павлович
МПК: B23K 11/06
Мітки: електроконтактного, наварювання, спосіб, дроту, поверхню, деталі
Текст:
...що збільшує енерговнесення в деталь та знижує продуктивність процесу. Технічним завданням винаходу є стабілізація міцності зчеплення дроту з деталлю та підвищення міцності зчеплення бокових поверхонь дротин між собою при мінімальному енерговнесенні в деталь, що в свою чергу підвищує якість утвореного зварного з'єднання. Згідно з винаходом, технічне завдання вирішується тим, що між електродом та деталлю подають декілька дротин, які розташовують...
Попередній патент: Спосіб зниження втрат напору на тертя потоку у тунелях
Наступний патент: Пристрій для здійснення профілактики і лікування остеохондрозу
Випадковий патент: Спосіб визначення мутагенної активності питної води і культуральне середовище для його реалізації