Спосіб одержання напівфабрикатів з стального дроту
Номер патенту: 23382
Опубліковано: 31.08.1998
Автори: Рафаловський Віталій Адольфович, Немошкаленко Володимир Володимирович, Фурсенко Леонід Федотович
Формула / Реферат
1. Способ получения полуфабрикатов из стальной проволоки, включающий волочение до заданного диаметра в несколько проходов с подготовкой поверхности перед каждым проходом и промежуточной термообработкой путем контактного электронагрева, отличающийся тем, что волочение проводят с суммарным обжатием между промежуточными термообработками - 35-45% с нанесением на поверхность проволоки перед каждым проходом смазки, например, из водноаммиачного раствора мелкодисперсного графита и жидкого стекла, промежуточную термообработку проводят контактным электронагревом в течение 20-25 сек до температуры 780°С с выдержкой при этой температуре 5-10 сек с последующим охлаждением на воздухе, а финишную термообработку - закалку и отпуск - проводят посредством контактного электронагрева в течение 20-25 сек, до температуры 770-780°С с закалкой в воду, осуществляют отпуск, нагревая в течение 10-12 сек до температуры 300-310°С с охлаждением на воздухе, после чего проводят финишную механическую обработку.
2. Способ по п. 1,отличающийся тем, что финишную термообработку проводят при одновременном наложении продольных растягивающих усилий, не вызывающих упругие деформации.
Текст
1. Способ получения полуфабрикатов из стальной проволоки, включающий волочение до заданного диаметра в несколько проходов с подготовкой поверхности перед каждым проходом и промежуточной термообработкой путем контактного электронагрева, о т л и ч а ю щ и й с я тем, что волочение проводят с суммарным обжатием между промежуточными термообработками - 3545% с нанесением на поверхность проволо ки перед каждым проходом смазки, например, из водноаммиачного раствора мелкодисперсного графита и жидкого стекла, промежуточную термообработку проводят контактным электронагревом в течение 2025 сек до температуры 780°С с выдержкой при этой температуре 5-10 сек с последующим охлаждением на воздухе, а финишную термообработку - закалку и отпуск - проводят посредством 'контактного электронагрева в течение 20-25 сек, до температуры 770-780°С с закалкой в воду, осуществляют отпуск, нагревая в течение 10-12 сек до температуры 300-310°С с охлаждением на воздухе, после чего проводят финишную механическую обработку. 2. Способ по п. 1 , о т л и ч а ю щ и й с я тем, что финишную термообработку проводят при одновременном наложении продольных растягивающих усилий, не вызывающих упругие деформации. го со W оо Изобретение относится к металлургии, в частности к производству проволочного полуфабриката из заэвтектоидной углеродистой булатной стали для изготовления ударного инструмента (молоточков) для обувной промышленности. Наиболее близким к заявляемому является способ изготовления проволоки малого диаметра из высоколегированных жаропрочных дисперсионнотвердеющих сплавов на основе никеля. Сущность способа состоит в следующем: проводят волочение сплава в несколько проходов - на первом со степенью обжатия 25-30% , на втором - 35-40% и на последующих - 50-70% с подготовкой поверхности перед каждым проходом путем нанесения смазки и промежуточными термообработками, причем термообработку проводят путем отжига контактным электронагревом при 1150-1200°С с получением на поверхности проволоки слоя окиси хрома, в 23382 ханическую обработку. Причем финишную процессе отжига осуществляют наложение термообработку проводят при одновременпродольных растягивающих напряжений, не ном наложении продольных растягивающих превышающих предел пропорциональноусилий, не вызывающих неупругие деформасти. Недостатком этого способа является то, 5 ции и зависящих от диаметра обрабатываемой проволоки и различных для закалки и что он не пригоден для изготовления полотпуска (см.таблицу). уфабрикатов из углеродистой булатной стаПредложенный способ позволяет полли для обувной промышленности, так как учить полуфабрикаты для обувного инструпроволока, полученная в результате данной термической обработки, т.е. отжига, облада- 10 мента из-за эвтектоидной углеродистой булатной стали с повышенной твердостью. ет недостаточной твердостью. Выбранные режимы термообработки Ранее молоточки для обувной промышпозволяют получить полуфабрикаты из заэвленности, поставляемые в страны СНГ из тектоидной углеродистой булатной стали с Чехословакии, были дорогостоящими из-за материала, из которого они и з гота вл ива- 15 повышенной твердостью. Оптимальная температура закалки для проволоки из заэвтеклись (наличие дорогих легирующих элементоидной углеродистой булатной стали тов-вольфрама и хрома - и расхода валюты составляет 770-780°С. При нагреве 780°С увеличивается количество остаточстальной проволоки. ного аустенита после закалки, что также веВ процессе проведения патентного подет к снижению твердости. Время нагрева иска не было выявлено технологии изготовпроволоки из заэвтектоидной углеродистой ления молоточков из стальной проволоки, поэтому в качестве прототипа был взят спо- 25 булатной стали обусловлено тем, что, если нагревать 25 сек, возраве никеля. стает величина зерна в металле, что также В основу изобретения поставлена задаотрицательно сказывается на уровне мехача получения полуфабриката из заэвтекто- 30 нических свойств. Оптимальная температуидной углеродистой булатной стали с ра отпуска проволоки из заэвтектоидной повышенной прочностью для изготовления углеродистой булатной стали составляет ударного инструмента (молоточков) для 300-310°С. Во время отпуска проволоки при обувной промышленности. температуре 310°С снижается твердость заэвтектоидной углеродистой булатной стаобрабатываемой проволоки. Время отпуска ли до заданного диаметра в несколько простальной проволоки обусловлено тем, что ходов с подготовкой поверхности перед каждым проходом и промежуточной термо- 40 12 сек уже сформирована структура и обработкой путем контактного электронагнеобходимые механические свойства. Зарева, причем волочение проводят с калку и отпуск проводят с одновременным суммарным обжатием между промежуточналожением продольных растягивающих ными термообработками, равным 35-45% с нанесением на поверхность проволоки пе- 45 усилий, так как в противном случае при закалке термообрабатываемая заготовка из заред каждым проходом смазки, например, из эвтектоидной углеродистой булатной стали, водноаммиачного раствора мелкодисперспод влиянием закалочных напряжений буного графита и жидкого стекла, промежуточдет деформирована и не сможет быть подную термообработку осуществляют контактным электронагревом в течение 20- 50 вергнута бесцентровому шлифованию. Величина приложенных к прутку из заэвтек25 сек до температуры 780°С с выдержкой тоидной углеродистой булатной стали пропри этой температуре 5-10 сек с последуюдольных растягивающих усилий должна щим охлаждением на воздухе, а финишную быть достаточна для спрямления прутка и не термообработку - закалку и отпуск - проводят посредством контактного электронагре- 55 превышать величины усилия для создания неупругой деформации. Величина этого усива в течение 20-25 сек до температуры лия зависит от диаметра термообрабатыва770-780°С с закалкой в воду, отпуск осущеемой заготовки и вида термообработки ствляют, нагревая в течение 10-12 сек до закалки или отпуска. Значение усилий в затемпературы 300-310°С с охлаждением на висимости от конечного диаметра полуфабвоздухе, затем проводят окончательную ме 23382 риката и вида термообработки представлены в таблице. Волочение проводят столько раз, сколько необходимо для получения проволоки заданного диаметра, причем суммарное обжатие между промежуточными термообработками не должно превышать 35-45%. Величина суммарного обжатия 35-45% выбрана из условия, что обжатие при волочении проволоки 45% приводит к охрупчиванию полуфабриката. Финишная обработка бесцентровым шлифованием позволяет получить необходимый прецизионный размер диаметра полуфабриката из заэвтектоидной углеродистой булатной стали. Предложенный способ получения проволочного полуфабриката из заэвтектоидной углеродистой булатной стали осуществляется следующим образом. 5 10 15 20 25 Необходимо получить полуфабрикат 03,65 мм. На пруток из заэвтектоидной углеродистой булатной стали 010 мм нано- 30 сят смазку из водноаммиачного раствора мелкодисперсного графита и жидкого стекла, волочат с обжатием 9%, лолучают пруток 09,5 мм, на который наносят смазку, волочат с обжатием 9%, получают пруток 35 0 9 , 0 мм, наносят смазку, волочат с обжатием 10%, получают пруток 08,5 мм, наносят смазку, волочат с обжатием 11%, получают пруток 0 8 , 0 мм, проводят промежуточную термообработку путем контактного электро- 40 нагрева в течение 25 сек до температуры 780°С с выдержкой при этой температуре 10 сек с последующим охлаждением на воздухе; наносят смазку, волочат с обжатием 13%, получают пруток 0 7 , 5 мм, наносят смазку, волочат с обжатием 12%, получают пруток 07,0 мм, наносят смазку, волочат с обжатием 13%, получают пруток 06,5 мм, наносят смазку, волочат с обжатием 14%, получают пруток 0 6,0 мм, проводят промежуточную термообработку; наносят смазку, волочат с обжатием 15%, получают пруток 0 5 , 5 мм, наносят смазку, волочат с обжатием 15%, получают пруток 0 5 , 0 мм, наносят смазку, волочат с обжатием 14%, получают пруток 0 4,6 мм, проводят промежуточную термообработку; наносят смазку, волочат с обжатием 15%, получают пруток 0 4,2 мм, наносят смазку, волочат с обжатием 9%, получают пруток 0 4 , 0 мм, наносят смазку, волочат с обжатием 15%, получают пруток необходимого 0 3,65 мм, после этого проводят финишную термообработку - закалку и отпуск - путем контактного электронагрева в течение 25 сек до температуры 780°С с закалкой в воду, осуществляют отпуск нагревая в течение 12 сек до температуры 310°С и охлаждая на воздухе, после этого прутки подвергают финишной механической обработке бесцентровым шлифованием. Финишную термообработку - закалку и отпуск - г роводят при одновременном наложении продольных растягивающих усилий, не вызывающих упругие деформации и зависящих от диаметра обрабатываемой проволоки и различных для закалки и отпуска (см. таблицу). Предложенный способ может быть осуществлен как в лабораторных, так и в промышленных условиях. Усилия натяжения обрабатываемого прутка из заэвтектоидной углеродистой булатной стали при финишной термообработке в зависимости от его диаметра Диаметр прутка, мм Усилие растяжения, кг Усилие растяжения, кг Упорядник Замовлення 4538 2.65 3.15 3,65 3,95 15-18 20-25 23-2? 3,5 30-35 При закалке 8-Ю 12-15 15-18 При отпуске 12-15 18-23 Техред М.Келемеш 23-27 Коректор О.Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл м 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for preparation of half-finished product from the steel wire
Автори англійськоюNemoshkalenko Volodymyr Volodymyrovych, Rafalovskyi Vitalii Adolfovych, Fursenko Leonid Fedotovych
Назва патенту російськоюСпособ получения полуфабрикатов из стальной проволоки
Автори російськоюНемошкаленко Владимир Владимирович, Рафаловский Виталий Адольфович, Фурсенко Леонид Федотович
МПК / Мітки
МПК: C22F 1/10
Мітки: спосіб, напівфабрикатів, стального, одержання, дроту
Код посилання
<a href="https://ua.patents.su/4-23382-sposib-oderzhannya-napivfabrikativ-z-stalnogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання напівфабрикатів з стального дроту</a>
Спосіб одержання стального дроту з комбінованим алюмоцинковим покриттям
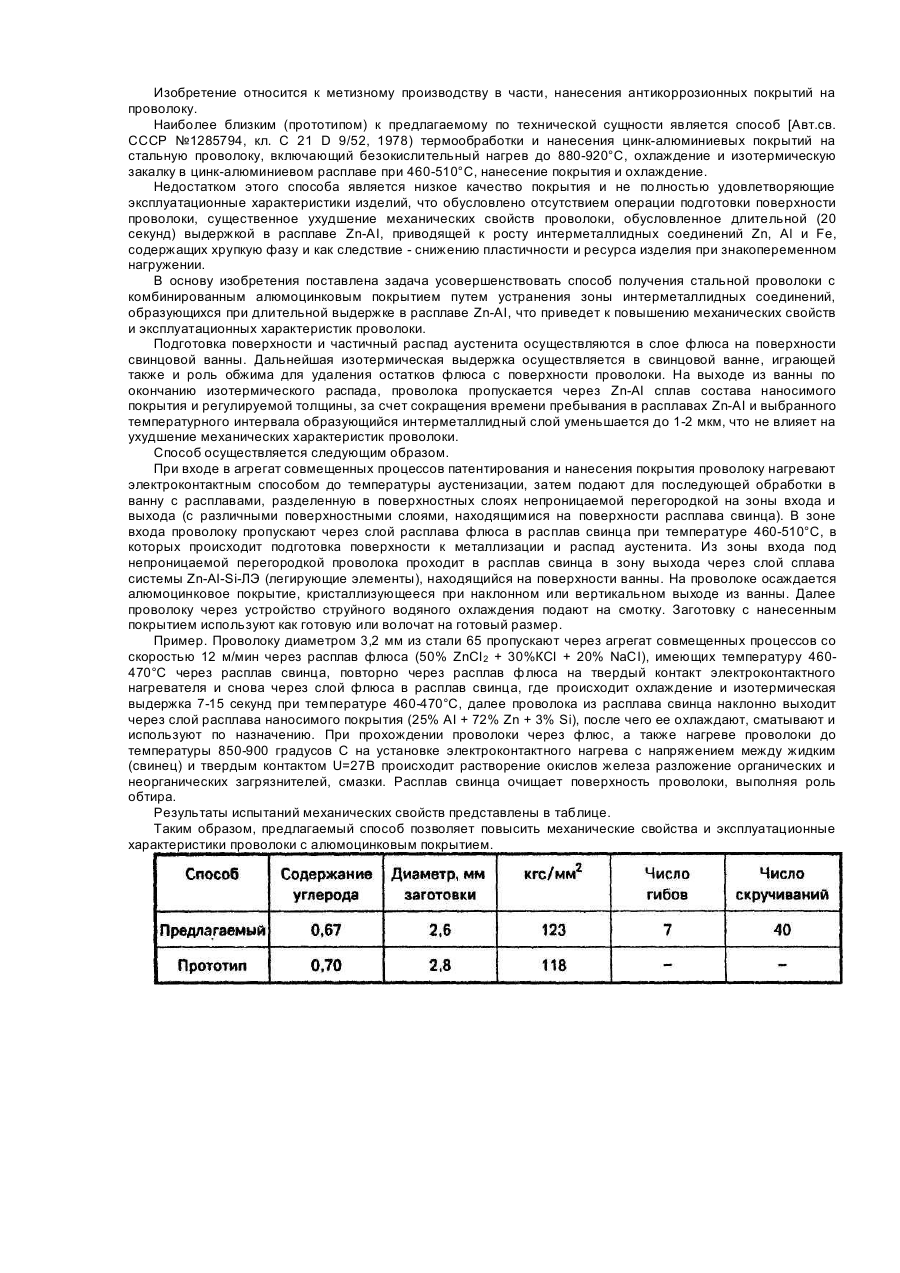
Номер патенту: 21204
Опубліковано: 04.11.1997
Автори: Коковіхін Юрій Іванович, Іванцов Іван Іванович, Дем'янова Людміла Іванівна, Щербак Олександр Семенович, Парадня Павло Вікторович, Ганіна Лідія Кирилівна, Коровайний Сергій Федорович, Почта Віктор Миколайович
МПК: C21D 9/52
Мітки: спосіб, алюмоцинковим, одержання, стального, покриттям, дроту, комбінованим
Формула / Реферат:
Способ получения стальной проволоки с комбинированным алюмоцинковым покрытием, нанесенным из расплава, включающий в себя нагрев заготовки до температуры аустенизации, подготовку поверхности, патентирование и нанесение покрытия из расплава, отличающийся тем, что подготовку поверхности, патентирование и нанесение покрытия осуществляют непрерывно в ванне с многослойными несмешивающимися в жидком состоянии расплавами, пропусканием проволоки на...
Спосіб виготовлення дроту з високовуглецевої марганцевоалюмінієвої сталі
Номер патенту: 24478
Опубліковано: 21.07.1998
Автори: Фурсенко Леонід Федорович, Рафаловський Віталій Адольфович, Андющенко Владислав Андрійович, Драчинська Ганна Григорівна
МПК: C22F 1/00
Мітки: дроту, сталі, високовуглецевої, виготовлення, спосіб, марганцевоалюмінієвої
Формула / Реферат:
Способ изготовления проволоки из высокоуглеродистой марганцево-алюминиевой стали, включающий волочение с обжатием, отличающийся тем, что проводят подогрев заготовки в виде слитка до температур (1000 - 1150°C) в g-области с одновременной проковкой, охлаждают, полученный слиток режут на бруски заданного размера, волочат с суммарным обжатием 20 - 35% с последующим нагревом при температуре выделения упрочняющей карбидной К-фазы (540 - 550°C).
Спосіб обробки стального прокату

Номер патенту: 4887
Опубліковано: 28.12.1994
Автор: Макс Айхер
МПК: C23F 15/00, B21B 45/02
Мітки: обробки, стального, спосіб, прокату
Формула / Реферат:
1. Способ обработки стального проката, преимущественно арматурной стали, проволоки, включающий удаление окалины с проката, поступающего с прокатного нагрева после деформации, нанесение покрытия из цветного металла, предпочтительно цинка, отличающийся тем, что, с целью повышения коррозионной стойкости, непосредственно после удаления окалины осущeствляют непрерывное охлаждение поверхности проката до температур нанесения покрытия ниже 6000С,...
Спосіб одержання вольфрамового дроту
Номер патенту: 7470
Опубліковано: 29.09.1995
Автори: Ткаченко Микола Якович, Тітова Тетяна Іванівна, Лященко Віктор Павлович
МПК: B21C 1/00
Мітки: дроту, одержання, вольфрамового, спосіб
Формула / Реферат:
1. Способ получения вольфрамовой проволоки, включающий прессование порошка, спекание и сварку штабиков, пластическую деформацию прутков с промежуточным отжигом и волочение проволоки до заданного диаметра, отличающийся тем, что сварку штабиков осуществляют путем термоциклической обработки при температуре 0,30-0,95 температуры плавления вольфрама, длительности термоцикла 120-300 с и количестве термоциклов 10-25. 2. Способ получения...
Спосіб виготовлення електрода-дроту на основі міді або її сплава з цинком
Номер патенту: 8039
Опубліковано: 26.12.1995
Автори: Ганс Германні, Гейнріх Гроос
МПК: B23H 7/08
Мітки: сплава, основі, цинком, міді, виготовлення, спосіб, електрода-дроту
Формула / Реферат:
1. Способ изготовления электрода-проволоки на основе меди или ее сплава с цинком, включающий нанесение на проволоку слоя цинка, кадмия или сурьмы, отличающийся тем, что, с целью уменьшения износа при электроэрозионном вырезании, электрод-проволоку подвергают термообработке в атмосфере азота, аргона или водорода при 700-850°С в течение 0,096-0,3 мин с последующим охлаждением до 30-80°С в течение 0,02-0,2 мин.2. Способ по п. 1,...
Попередній патент: Буфер для зупинення об`єкта, що вільно рухається
Наступний патент: Спосіб лікування анемії у хворих на термінальну ниркову недостатність, які знаходяться на програмному гемодіалізі
Випадковий патент: Гумова суміш на основі хлоропренового каучуку