Спосіб прокатки сляба
Номер патенту: 119409
Опубліковано: 25.09.2017
Автори: Григор'єв Павло Костянтинович, Волошин Олексій Іванович, Ростовський Костянтин Леонідович, Бобух Іван Олексійович, Барабаш Андрій Володимирович



Формула / Реферат
Спосіб прокатки сляба, при якому виконують обтиснення сляба по ширині в вертикальних каліброваних валках з коефіцієнтом заповнення їх калібрів на рівні 0,75…0,96 і відповідне формування кромки сляба горизонтальними валками з ребордами в прямому та реверсивному режимі роботи, який відрізняється тим, що на фіксованих відрізках ![]() від переднього та заднього торців сляба виконують обтиснення
від переднього та заднього торців сляба виконують обтиснення ![]() , величина якого не перевищує 20 мм, при цьому довжина
, величина якого не перевищує 20 мм, при цьому довжина ![]() , де
, де
![]() - фіксоване обтиснення вертикальними валками на відрізках
- фіксоване обтиснення вертикальними валками на відрізках ![]() ,
,
![]() - діаметр калібру вертикального валка,
- діаметр калібру вертикального валка,
а на суміжних відрізках ![]() - сляба обтиснення збільшується рівномірно від
- сляба обтиснення збільшується рівномірно від ![]() до
до ![]() , де
, де
![]() , де
, де
![]() - обтиснення вертикальними валками для отримання розрахункової ширини сляба
- обтиснення вертикальними валками для отримання розрахункової ширини сляба ![]() , де
, де
![]() - початкова ширина сляба,
- початкова ширина сляба,
крім того реборди лівої та правої пари горизонтальних валків встановлюють на розмір ![]() , а бочки горизонтальних валків шириною
, а бочки горизонтальних валків шириною ![]() забезпечують обтиснення сляба до товщині
забезпечують обтиснення сляба до товщині ![]() , при цьому вирівнюють коефіцієнти подовження як по ширині бочки, так і за її межами, згідно із залежністю:
, при цьому вирівнюють коефіцієнти подовження як по ширині бочки, так і за її межами, згідно із залежністю:
![]() , де
, де
![]() - напруження в металі, який деформується в межах бочок горизонтальних валків,
- напруження в металі, який деформується в межах бочок горизонтальних валків,
![]() - напруження в металі, який знаходиться за межами бочок горизонтальних валків,
- напруження в металі, який знаходиться за межами бочок горизонтальних валків,
![]() - ширина бочки горизонтальних валків
- ширина бочки горизонтальних валків ![]() ,
,
![]() - глибина пластичної деформації,
- глибина пластичної деформації,
![]() - ширина сляба після деформації вертикальними валками,
- ширина сляба після деформації вертикальними валками,
![]() - товщина сляба після деформації горизонтальними валками,
- товщина сляба після деформації горизонтальними валками,
![]() , де
, де
![]() - початкова товщина сляба,
- початкова товщина сляба,
![]() - коефіцієнт подовження при обтисненні метала горизонтальними валками
- коефіцієнт подовження при обтисненні метала горизонтальними валками
![]() , де
, де
![]() - площа сляба після обтиснення вертикальними валками на ширині бочки
- площа сляба після обтиснення вертикальними валками на ширині бочки ![]() ,
,
![]() - площа сляба після обтиснення горизонтальними валками на ширині бочки
- площа сляба після обтиснення горизонтальними валками на ширині бочки ![]() ,
,
![]() - товщина сляба після деформації вертикальними валками
- товщина сляба після деформації вертикальними валками
![]() , де
, де
![]() - коефіцієнт подовження метала при обтисненні в вертикальних валках
- коефіцієнт подовження метала при обтисненні в вертикальних валках
![]() , де
, де
![]() - площа сляба до обтиснення на глибині пластичної деформації
- площа сляба до обтиснення на глибині пластичної деформації
![]() ,
,
![]() - площа сляба після обтиснення на глибині пластичної деформації
- площа сляба після обтиснення на глибині пластичної деформації ![]() .
.
Текст
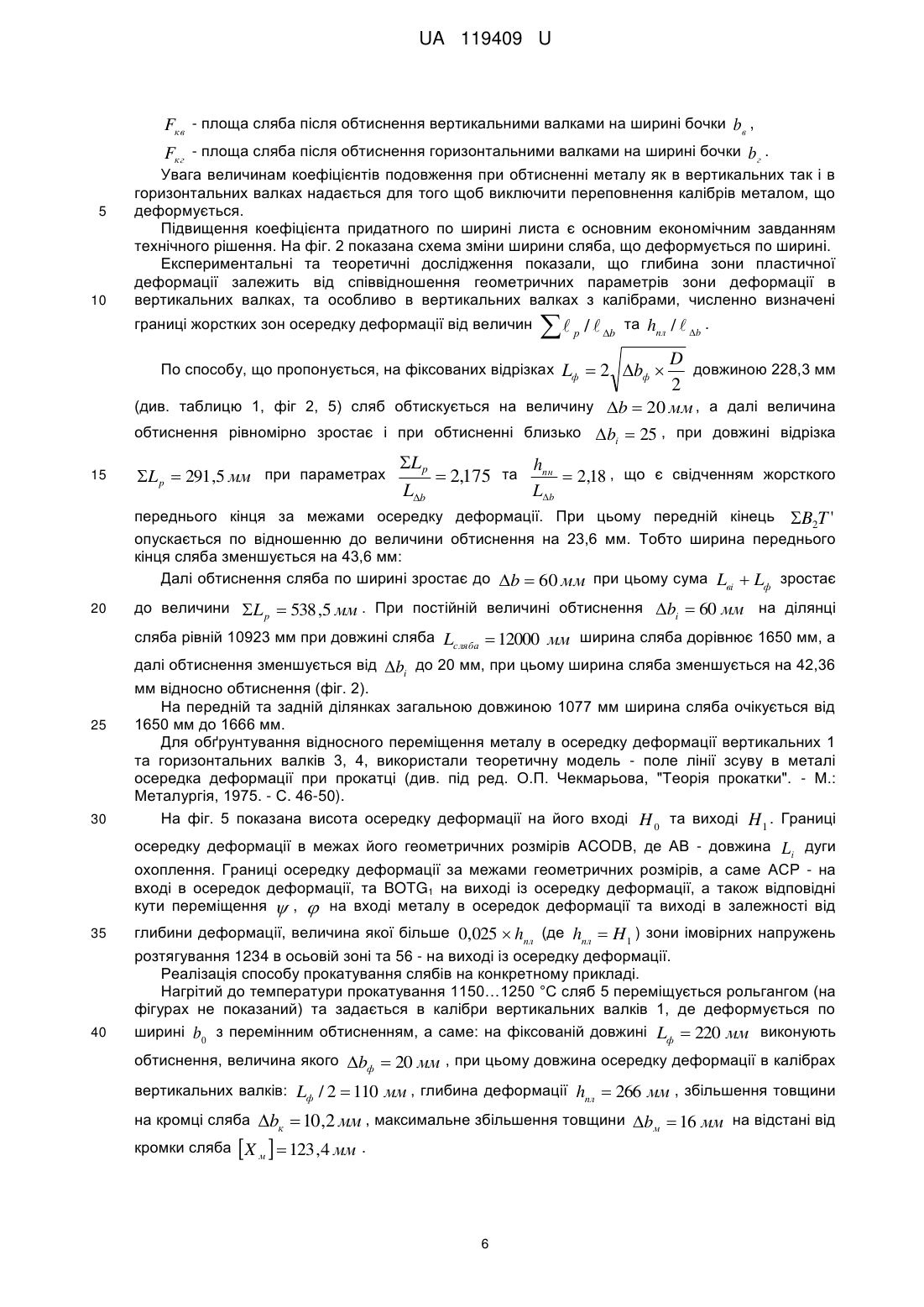
Реферат: Спосіб прокатки сляба, при якому виконують обтиснення сляба по ширині в вертикальних каліброваних валках з коефіцієнтом заповнення їх калібрів на рівні 0,75…0,96 і відповідне формування кромки сляба горизонтальними валками з ребордами в прямому та реверсивному режимі роботи, причому на фіксованих відрізках Lф від переднього та заднього торців сляба виконують обтиснення bф , величина якого не перевищує 20 мм, при цьому довжина D , де 2 Lф 2 bф bф - фіксоване обтиснення вертикальними валками на відрізках Lф , D - діаметр калібру вертикального валка, а на суміжних відрізках Lв i сляба обтиснення збільшується рівномірно від bф до bв i , де Lв i 1,5 bв і D , де 2 bв i - обтиснення вертикальними валками для отримання розрахункової ширини сляба bв i b0 bв i , де b0 - початкова ширина сляба, крім того реборди лівої та правої пари горизонтальних валків встановлюють на розмір bв i , а бочки горизонтальних валків шириною bг забезпечують обтиснення сляба до товщині hг , при цьому вирівнюють коефіцієнти подовження як по ширині бочки, так і за її межами, згідно із залежністю: ' ' 2 c hг bг c hв (bв i 2bг ) , де ' '' UA 119409 U (12) UA 119409 U ' c ' ' c '' - напруження в металі, який деформується в межах бочок горизонтальних валків, - напруження в металі, який знаходиться за межами бочок горизонтальних валків, bг - ширина бочки горизонтальних валків bг hпл , hпл - глибина пластичної деформації, bв i - ширина сляба після деформації вертикальними валками, hг - товщина сляба після деформації горизонтальними валками, hг h0 / гв , де h0 - початкова товщина сляба, гв - коефіцієнт подовження при обтисненні метала горизонтальними валками гв Fкв / Fкг , де Fкв - площа сляба після обтиснення вертикальними валками на ширині бочки bг , Fкг - площа сляба після обтиснення горизонтальними валками на ширині бочки bг , hв - товщина сляба після деформації вертикальними валками hв h0 / вв , де вв - коефіцієнт подовження метала при обтисненні в вертикальних валках вв Fko / Fпл , де Fko - площа сляба до обтиснення на глибині пластичної деформації hпл bв i / 2 , Fпл - площа сляба після обтиснення на глибині пластичної деформації hпл . UA 119409 U 5 10 15 20 25 30 35 40 Корисна модель, яка заявляється, стосується прокатного виробництва чорної металургії й може бути застосована на штабових та листових станах для прокатки гарячекатаних штаб та листів зі значним редукуванням вихідних слябів по ширині. Відомий спосіб прокатки сляба по ширині, що включає прокатку сляба в вертикальних валках з калібрами і формування кромки слябів ребордами горизонтальних валків (авторське свідоцтво СРСР № 418232, МПК В21В 1/38). Цей спосіб має суттєвий недолік, а саме прокатка в калібрах вертикальних валків виконується з однаковим обтисненням, що приводить до зменшення ширини сляба, що прокатується, на його передньому та задньому торцях. Другий недолік полягає в тому, що не визначені основні параметри калібру вертикального валка і глибина пластичної деформації по ширині прокатного сляба. Також не визначені параметри горизонтальних валків з ребордами. Також відомий спосіб прокатки сляба, в якому зменшена різниця коефіцієнтів подовження металу між прикрайковими та центральними зонами сляба (патент України на корисну модель № 55900, МПК В21В 1/22). Таке технічне рішення є найбільш близьким до того, що заявляється, по сукупності істотних ознак і приймається як прототип. У відомому способі прокатки сляба також, як і в тому, що заявляється, здійснюють наступну послідовність дій: виконують обтиснення слябів по ширині в вертикальних валках з коефіцієнтом заповнення їх калібрів на рівні 0,75…0,96 і відповідне формування кромки слябів ребордами горизонтальних валків в прямому та реверсивному режимі роботи. Але обтиснення з коефіцієнтом подовження при прокатці сляба в калібрах вертикальних валків, рівним 0,9…1,05, не вирішує задачі рівномірного подовження на ширині сляба після прокатки в горизонтальних валках з ребордами, при цьому цей недолік збільшується нерівномірною товщиною сляба після прокатки в горизонтальних валках, а саме: максимальна h 105 h , 0 , де h 0 - початкова товщина сляба, а її відстань від кромки перевищує товщина м глибину калібру вертикальних валків. В основу корисної моделі поставлено задачу розширити технологічні можливості при прокатці слябів з одночасним підвищенням коефіцієнта придатного по ширині листа, з розширенням сортаменту слябів як по ширині, так і по товщині. Поставлена задача вирішується за рахунок технічного результату, який полягає в застосуванні перемінної величини обтиснення по ширині близько переднього та заднього торців сляба, а також в розширенні діапазону регулювання проміжку між ребордами валків зі збереженням витягувальних здібностей горизонтальних валків і зменшенні об'єму металу, що переміщується до центра сляба від передніх та задніх його торців. Для досягнення технічного результату в способі прокатки сляба, при якому виконують обтиснення сляба по ширині в вертикальних каліброваних валках з коефіцієнтом заповнення їх калібрів на рівні 0,75…0,96 і відповідне формування кромки сляба горизонтальними валками з ребордами в прямому та реверсивному режимі роботи, відповідно до корисної моделі, на фіксованих відрізках Lф від переднього та заднього торців сляба виконують обтиснення bф , величина якого не перевищує 20 мм, при цьому довжина Lф 2 bф D , де 2 bф - фіксоване обтиснення вертикальними валками на відрізках Lф , D - діаметр калібру вертикального валка, а на суміжних відрізках Lв i сляба обтиснення збільшується рівномірно від bф до bв i , де 45 Lв i 1,5 bв і D , де 2 bв i - обтиснення вертикальними валками для отримання розрахункової ширини сляба bв i b0 bв i , де b0 - початкова ширина сляба, крім того реборди лівої та правої пари горизонтальних валків встановлюють на розмір bв i , а 50 бочки горизонтальних валків шириною bг забезпечують обтиснення сляба до товщині hг , при 1 UA 119409 U цьому вирівнюють коефіцієнти подовження як по ширині бочки, так і за її межами, згідно із залежністю: ' ' 2 c hг bг c hв (bв i 2bг ) , де ' c ' 5 ' c '' ' '' - напруження в металі, який деформується в межах бочок горизонтальних валків, - напруження в металі, який знаходиться за межами бочок горизонтальних валків, bг - ширина бочки горизонтальних валків bг hпл , hпл - глибина пластичної деформації, bв i - ширина сляба після деформації вертикальними валками, hг - товщина сляба після деформації горизонтальними валками, 10 hг h0 / гв , де h0 - початкова товщина сляба, 15 20 гв - коефіцієнт подовження при обтисненні металу горизонтальними валками гв Fкв / Fкг , де Fкв - площа сляба після обтиснення вертикальними валками на ширині бочки bг , Fкг - площа сляба після обтиснення горизонтальними валками на ширині бочки bг , hв - товщина сляба після деформації вертикальними валками hв h0 / вв , де вв - коефіцієнт подовження металу при обтисненні в вертикальних валках вв Fko / Fпл , де Fko - площа сляба до обтиснення на глибині пластичної деформації hпл bв i / 2 , Fпл - площа сляба після обтиснення на глибині пластичної деформації hпл . 25 30 У результаті порівняльного аналізу запропонованого способу прокатки сляба з прототипом установлено, що вони мають наступні загальні ознаки: виконання обтиснення сляба по ширині в вертикальних каліброваних валках з коефіцієнтом заповнення їх калібрів на рівні 0,75…0,96; формування кромки сляба горизонтальними валками з ребордами в прямому та реверсивному режимі роботи; а також відмітні ознаки: на фіксованих відрізках Lф від переднього та заднього торців сляба виконують обтиснення bф , величина якого не перевищує 20 мм, при цьому довжина Lф 2 bф D , де 2 bф - фіксоване обтиснення вертикальними валками на відрізках Lф , D - діаметр калібру вертикального валка, на суміжних відрізках Lв i сляба обтиснення збільшується рівномірно від bф до bв i , де 35 Lв i 1,5 bв і D , де 2 bв i - обтиснення вертикальними валками для отримання розрахункової ширини сляба bв i b0 bв i , де b0 - початкова ширина сляба, 2 UA 119409 U реборди лівої та правої пари горизонтальних валків встановлюють на розмір bв i , а бочки горизонтальних валків шириною bг забезпечують обтиснення сляба до товщині hг , при цьому вирівнюють коефіцієнти подовження як по ширині бочки, так і за її межами, згідно із залежністю: ' ' 2 c hг bг c hв (bв i 2bг ) , де 5 ' c ' ' c '' ' '' - напруження в металі, який деформується в межах бочок горизонтальних валків, - напруження в металі, який знаходиться за межами бочок горизонтальних валків, bг - ширина бочки горизонтальних валків bг hпл , hпл - глибина пластичної деформації, bв i - ширина сляба після деформації вертикальними валками, 10 hг - товщина сляба після деформації горизонтальними валками, hг h0 / гв , де h0 - початкова товщина сляба, 15 20 гв - коефіцієнт подовження при обтисненні металу горизонтальними валками гв Fкв / Fкг , де Fкв - площа сляба після обтиснення вертикальними валками на ширині бочки bг , Fкг - площа сляба після обтиснення горизонтальними валками на ширині бочки bг , hв - товщина сляба після деформації вертикальними валками hв h0 / вв , де вв - коефіцієнт подовження металу при обтисненні в вертикальних валках, який становить вв Fko / Fпл , де Fko - площа сляба до обтиснення на глибині пластичної деформації hпл bв i / 2 , Fпл - площа сляба після обтиснення на глибині пластичної деформації hпл . 25 Таким чином, запропонований спосіб прокатки слаба має нову операцію й нову послідовність виконання операцій. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом є. За рахунок того, що на фіксованих відрізках Lф від переднього та заднього торців сляба виконують обтиснення bф , величина якого не перевищує 20 мм, при цьому довжина Lф 2 bф 30 D , де 2 bф - фіксоване обтиснення вертикальними валками на відрізках Lф , D - діаметр калібру вертикального валка, а на суміжних відрізках Lв i сляба обтиснення збільшується рівномірно від bф до bв i , де Lв i 1,5 bв і D , де 2 bв i - обтиснення вертикальними валками для отримання розрахункової ширини сляба 35 bв i b0 bв i , де b0 - початкова ширина сляба, стало можливим змінювати величину обтиснення від bф до bв i , також збільшити коефіцієнт придатного по ширині листа і зменшити об'єм металу, який 3 UA 119409 U переміщується до центра сляба від передніх та задніх його торців, що дозволяє усунути звуження сляба на передніх та задніх торцях більше величини bв i . За рахунок того, що реборди лівої та правої пари горизонтальних валків встановлюють на розмір bв i , а бочки горизонтальних валків шириною bг забезпечують обтиснення сляба до 5 товщині hг , при цьому вирівнюють коефіцієнти подовження як по ширині бочки, так і за її межами, згідно із залежністю: ' ' 2 c hг bг c hв (bв i 2bг ) , де ' c ' ' c '' 10 ' '' - напруження в металі, який деформується в межах бочок горизонтальних валків, - напруження в металі, який знаходиться за межами бочок горизонтальних валків, bг - ширина бочки горизонтальних валків bг hпл , hпл - глибина пластичної деформації, bв i - ширина сляба після деформації вертикальними валками, hг - товщина сляба після деформації горизонтальними валками, hг h0 / гв , де 15 h0 - початкова товщина сляба, 20 гв - коефіцієнт подовження при обтисненні металу горизонтальними валками гв Fкв / Fкг , де Fкв - площа сляба після обтиснення вертикальними валками на ширині бочки bг , Fкг - площа сляба після обтиснення горизонтальними валками на ширині бочки bг , hв - товщина сляба після деформації вертикальними валками hв h0 / вв , де вв - коефіцієнт подовження металу при обтисненні в вертикальних валках, який становить вв Fko / Fпл , де Fko - площа сляба до обтиснення на глибині пластичної деформації hпл bв i / 2 , 25 Fпл - площа сляба після обтиснення на глибині пластичної деформації hпл , стало можливим вирівняти коефіцієнт подовження по ширині сляба, що дає можливість розширити діапазон регулювання проміжку між ребордами зі збереженням витягувальних здібностей горизонтальних валків, при цьому товщина заготівки на повздовжніх торцях зменшується до величини h0 , а відношення h0 m ax / h0 m in 1,1 . До того ж, прийняті параметри осередку 30 35 40 45 деформації (або Dкв - діаметр калібру вертикального валка) дозволяють міняти величину обтиснення від 20 мм до 120 мм для отримання розрахункової ширини сляба після прокатки. Виключення із зазначеної сукупності ознак відмітної ознаки не забезпечує рішення поставленого завдання. Технічне рішення, що заявляється, невідомо з рівня техніки, тому воно є новим. Технічне рішення, що заявляється, промислово застосовано, тому що його виконання не представляє труднощів. Заявлене рішення промислово застосовано, тому що його технологічне обладнання не викликає труднощів при виконанні і може бути реалізоване на базі діючого прокатного стана гарячої прокатки, раніше спроектованого та виготовленого ПАТ "Новокраматорський машинобудівний завод". Таким чином, пропонованому технічному рішенню може бути представлена правова охорона, тому що воно є новим і промислово застосовано. Суть пропонованого способу, що заявляється, пояснюється нижче. - Фіг. 1 - загальний вид пристрою для впровадження пропонованого способу прокатування сляба; - Фіг. 2 - вид А на фіг. 1 4 UA 119409 U 5 - Фіг. 3 - розріз С-С на фіг. 1; - Фіг. 4 - розріз F-F на фіг. 1; - Фіг. 5 - поле ліній зміщення (ковзання) та деформації металу при прокатуванні. Для реалізації пропонованого технічного рішення на вертикальних каліброваних валках 1 (фіг. 1) нарізають калібри 2 (фіг. 3) з катаючим діаметром Dкв , глибиною tк та шириною bк . При цьому ширина калібру bк визначається по максимальній товщині сляба,що прокатується, h0 m ax . Наприклад для сляба h0 m ax 250 мм величина bк 256 мм забезпечує мінімальне обтиснення сляба по кромці b не більше 6…7 мм на фіксованих відрізках Lф та 10 зростання на суміжних відрізках Lв обтиснення до 20 мм з коефіцієнтом заповнення калібрів на рівні 0,75…0,96. Пара лівих та правих горизонтальних валків виконуються з двох конструктивних елементів бочки З ( Dкг - катаючий діаметр, bг - довжина) та ребордів 4, які переміщуються разом з бочками 3, поздовж горизонтальних осей нижніх та верхніх валків (фіг. 1, фіг. 4). Реборди 4 лівої та правої пари горизонтальних валків 3 встановлюють на розмір bв i , а 15 бочки горизонтальних валків шириною bг забезпечують обтиснення сляба до товщині hг (фіг. 4). Промислові дослідження на діючих прокатних станах при температурі прокатки дозволили одержати базові напруження по вертикальним та горизонтальним клітям і напруження в металі ' c ' , 20 залежність подовження від змінної величини модуля пружності E ' c '' , встановити тобто тобто який деформується в межах бочок валків, та в металі за межами бочок , c ' / E1 c '' / E2 . ' ' При цьому вирівнюються коефіцієнти подовження як по ширині бочки, так і за її межами, згідно із залежністю: ' ' 2 c hг bг c hв (bв i 2bг ) , де ' 25 c ' ' c '' ' '' - напруження в металі, який деформується в межах бочок горизонтальних валків, - напруження в металі, який знаходиться за межами бочок горизонтальних валків, bг - ширина бочки горизонтальних валків bг hпл , hпл - глибина пластичної деформації, bв i - ширина сляба після деформації вертикальними валками, 30 35 hг - товщина сляба після деформації горизонтальними валками, який обчислюється, згідно з формулою hг h0 / гв , яка, у свою чергу, розкривається подалі на наступній сторінці. Для того, щоб не було переповнення металом, що деформується, калібрів, які утворюються парами горизонтальних валків 3 та їх ребордами 4 твірні реборди 4 горизонтальних валків 3 відносно торцевої поверхні сляба 5 виконують з випуском твірної під кутом 1…3 (фіг. 4), а діаметри реборд 4 визначаються згідно з формулою: D р Dкг hг , де Dкг - катаючий діаметр горизонтальних валків, hг - товщина сляба після прокатки в горизонтальних валках. hг h0 / гв , де 40 h0 - початкова товщина сляба, при прокатці слябів різної товщини h0 m ax / h0 m in 1,1 для розрахунку величини D р беруть h0 m in . гв - коефіцієнт подовження при обтисненні металу горизонтальними валками гв Fкв / Fкг , де 5 UA 119409 U Fкв - площа сляба після обтиснення вертикальними валками на ширині бочки bв , Fкг - площа сляба після обтиснення горизонтальними валками на ширині бочки bг . 5 10 Увага величинам коефіцієнтів подовження при обтисненні металу як в вертикальних так і в горизонтальних валках надається для того щоб виключити переповнення калібрів металом, що деформується. Підвищення коефіцієнта придатного по ширині листа є основним економічним завданням технічного рішення. На фіг. 2 показана схема зміни ширини сляба, що деформується по ширині. Експериментальні та теоретичні дослідження показали, що глибина зони пластичної деформації залежить від співвідношення геометричних параметрів зони деформації в вертикальних валках, та особливо в вертикальних валках з калібрами, численно визначені границі жорстких зон осередку деформації від величин р / b та hпл / b . D довжиною 228,3 мм 2 (див. таблицю 1, фіг 2, 5) сляб обтискується на величину b 20 мм , а далі величина обтиснення рівномірно зростає і при обтисненні близько bі 25 , при довжині відрізка По способу, що пропонується, на фіксованих відрізках Lф 2 bф 15 L p h 2,175 та пн 2,18 , що є свідченням жорсткого Lb Lb переднього кінця за межами осередку деформації. При цьому передній кінець B2T ' L p 291,5 мм при параметрах опускається по відношенню до величини обтиснення на 23,6 мм. Тобто ширина переднього кінця сляба зменшується на 43,6 мм: Далі обтиснення сляба по ширині зростає до b 60 мм при цьому сума Lві Lф зростає 20 до величини L p 538 ,5 мм . При постійній величині обтиснення bi 60 мм на ділянці сляба рівній 10923 мм при довжині сляба Lсляба 12000 мм ширина сляба дорівнює 1650 мм, а 25 30 далі обтиснення зменшується від bi до 20 мм, при цьому ширина сляба зменшується на 42,36 мм відносно обтиснення (фіг. 2). На передній та задній ділянках загальною довжиною 1077 мм ширина сляба очікується від 1650 мм до 1666 мм. Для обґрунтування відносного переміщення металу в осередку деформації вертикальних 1 та горизонтальних валків 3, 4, використали теоретичну модель - поле лінії зсуву в металі осередка деформації при прокатці (див. під ред. О.П. Чекмарьова, "Теорія прокатки". - М.: Металургія, 1975. - С. 46-50). На фіг. 5 показана висота осередку деформації на його вході H 0 та виході H 1 . Границі осередку деформації в межах його геометричних розмірів ACODB, де АВ - довжина Li дуги охоплення. Границі осередку деформації за межами геометричних розмірів, а саме АСР - на вході в осередок деформації, та BOTG1 на виході із осередку деформації, а також відповідні кути переміщення , на вході металу в осередок деформації та виході в залежності від 35 40 глибини деформації, величина якої більше 0,025 hпл (де hпл H1 ) зони імовірних напружень розтягування 1234 в осьовій зоні та 56 - на виході із осередку деформації. Реалізація способу прокатування слябів на конкретному прикладі. Нагрітий до температури прокатування 1150…1250 °C сляб 5 переміщується рольгангом (на фігурах не показаний) та задається в калібри вертикальних валків 1, де деформується по ширині b0 з перемінним обтисненням, а саме: на фіксованій довжині Lф 220 мм виконують обтиснення, величина якого bф 20 мм , при цьому довжина осередку деформації в калібрах вертикальних валків: Lф / 2 110 мм , глибина деформації hпл 266 мм , збільшення товщини bк 10 ,2 мм , максимальне збільшення товщини bм 16 мм на відстані від кромки сляба X м 123 ,4 мм . на кромці сляба 6 UA 119409 U Дослідження на діючих прокатних станах показали, що силові та кінематичні показники прокатки в горизонтальних та вертикальних валках при температурі прокатування 1150…1250 °C одинакові при одних і тих же відношеннях l г / hср - в горизонтальних валках, та lв / hпл - в вертикальних валках в межах 0,3 5 lг l в 0,6 , hср hпл де lг - довжина дуги захвата осередку деформації горизонтальних валків (АВ), hср - середня висота осередку деформації горизонтальних валків, яка обчислюється, згідно із залежністю hср H 0 H1 , де 2 H 0 - висота осередку деформування на вході (фіг. 5), H 1 - висота осередку деформування на виході (фіг. 5). 10 Таблиця Зміна параметрів осередку деформації b ,мм 20 30 40 50 60 265,8 283,9 295,7 304,0 310,0 l р l в L ПО 134 155 173 190 228,3 63,2 73,7 82,3 91,0 hпл lв 2,075 2,175 2,356 2,587 2,834 2,42 2,18 1,96 1,73 1,63 l р hпл , мм B2T ' 20,4 23,6 XT 55 20 15,5 12,1 9,5 XP 198 214 237 255 282 XP Lф -63 -36 6,8 34,9 61,3 Поле лінії зсуву в металі товстих та високих осередків деформації при прокатуванні, коли 0,3 15 lг 0,6 , hср дозволяє окреслити межі та визначити місце і взаємне розміщення визначальних точок осередку деформації в залежності від геометричних параметрів l г / hср , lв / hпл та величини обтиснення bв h . 20 В таблиці приведені величини обтиснення bв та координати точок на вході в осередок деформації (А'А2РХ) та виході (BB1DG1T). Координати названих точок приведені по відношенню до дійсних геометричних параметрів осередку деформації та обтиснення відповідно строк 1…5 таблиці. При цьому величина діаметра валків прийнята 1300 мм. Згідно з фіг. 5, величина H 0 H1 bв , для bв 20 мм , H1 2hпл , тоді H 0 2hпл bв . Для стана 2000, сляба 240 × 1710 × 12000 мм і hпл 266 мм , подовження здеформованої жорсткої зони вираховується як 25 30 вв H0 1,0376 (див. табл.), при цьому величина Lф H1 збільшується до В2В1=228,3 мм. Особливість поля лінії зсуву металу (фіг. 5) полягає в тому, що осередок деформації металу виходить за межі геометричної зони, яка обмежена лініями ACODB. На виході із зони деформації має місце продовження полів ліній зсуву, в яких діють умови пластичної рівноваги зона ODBG1T. В області В56 мають місце подовжні напруження розтягування, окрім цього на межі BD має місце розрив швидкостей: справа від лінії BD окружна швидкість валка V в , зліва від лінії BD швидкість на виході із осередку деформації V1 , в додаток до цього зона BD6 відносно точки по лінії зсуву BD переміщується в напрямку прокатування. 7 G1 UA 119409 U 5 Після виходу ділянки Lф за межі точки В осередку деформації з урахуванням подовження її довжини - відрізок ВТ' знаходиться за межами осередку деформації, відносно торцевої грані сляба вільна поверхня металу має нахил 1 рівний куту нахилу лінії G1B1 до площини, що проходить через точку В границі осередку деформації паралельно площині, що проходить через осі вертикальних валків. Для ділянки сляба с фіксованим обтисненням bв 20 мм , з урахуванням подовження, загин відносно площини лінії В1В2 Т'В=20,4 мм. Для суміжного відрізка довжиною Lв , де величина обтиснення зростає від bф 20 мм до bв 60 мм розрахунки приведені у таблиці для величини обтиснення 30, 40, 50, 60 мм, де 10 також приведені розрахунки відповідного зменшення ширини та збільшення довжини сляба після обтиснення за межами осередку деформації B2T ' й їх відношення до величини довжини дуги B2T ' / lв , а також відношення глибини пластичної деформації до величини довжини дуги hпл / lв . При відношенні B2T ' / lв 2... 2,2 , та hпл / lв 2... 2,1 є свідченням жорсткого кінця за 15 20 25 межами осередку деформації, тобто при зростанні обтиснення bв від 20 мм до 30 мм зміщення ширини переднього торця сляба припиняється. На вході в зону деформації має місце зона САР, в якій втілюються умови пластичної рівноваги, а швидкість переміщення відповідає швидкості зони відставання. Точка Р на осі симетрії осередку деформації, яка характеризує зону поза контактної деформації, перевищує в 1,2…1,4 рази геометричну довжину осередку деформації при обтисненні bв 60 ... 120 мм , та в 1,6…2,2 рази при обтисненні bв 20 ... 30 мм , при надлишковому переміщенні ХР- Lф від 6,8 до 61,3 мм має місце задній жорсткий кінець. Приближення заднього торця сляба до точки А2 свідчить, що зона металу вище лінії АА3, за відсутністю опору, переміщується у бік осі симетрії осередку деформації та в бік протилежний переміщенню сляба, збільшуючи довжину деформованої осьової зони сляба. З усього вищевикладеного видне, що реалізація способу прокатки сляба відповідно до формули корисної моделі дозволить розширити технологічні можливості при прокатці слябів з одночасним підвищенням коефіцієнта придатного по ширині листа, з розширенням сортаменту слябів як по ширині, так і по товщині. 30 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 Спосіб прокатки сляба, при якому виконують обтиснення сляба по ширині в вертикальних каліброваних валках з коефіцієнтом заповнення їх калібрів на рівні 0,75…0,96 і відповідне формування кромки сляба горизонтальними валками з ребордами в прямому та реверсивному режимі роботи, який відрізняється тим, що на фіксованих відрізках Lф від переднього та заднього торців сляба виконують обтиснення bф , величина якого не перевищує 20 мм, при цьому довжина Lф 2 bф D , де 2 bф - фіксоване обтиснення вертикальними валками на відрізках Lф , 40 D - діаметр калібру вертикального валка, а на суміжних відрізках Lв i - сляба обтиснення збільшується рівномірно від bф до bв i , де Lв i 1,5 bв і D , де 2 bв i - обтиснення вертикальними валками для отримання розрахункової ширини сляба bв i b0 bв i , де b0 - початкова ширина сляба, 8 UA 119409 U крім того реборди лівої та правої пари горизонтальних валків встановлюють на розмір bв i , а бочки горизонтальних валків шириною bг забезпечують обтиснення сляба до товщині h г , при цьому вирівнюють коефіцієнти подовження як по ширині бочки, так і за її межами, згідно із залежністю: ' 5 ' 2 c hг bг c hв (bв i 2bг ) , де ' c ' ' c '' ' '' - напруження в металі, який деформується в межах бочок горизонтальних валків, - напруження в металі, який знаходиться за межами бочок горизонтальних валків, bг - ширина бочки горизонтальних валків bг hпл , hпл - глибина пластичної деформації, 10 bв i - ширина сляба після деформації вертикальними валками, hг - товщина сляба після деформації горизонтальними валками, hг h0 / гв , де h0 - початкова товщина сляба, 15 гв - коефіцієнт подовження при обтисненні метала горизонтальними валками гв Fкв / Fкг , де Fкв - площа сляба після обтиснення вертикальними валками на ширині бочки bг , Fкг - площа сляба після обтиснення горизонтальними валками на ширині бочки bг , hв - товщина сляба після деформації вертикальними валками hв h0 / вв , де 20 вв - коефіцієнт подовження метала при обтисненні в вертикальних валках вв Fko / Fпл , де Fko - площа сляба до обтиснення на глибині пластичної деформації hпл bв i / 2 , Fпл площа сляба після обтиснення на 9 глибині пластичної деформації hпл . UA 119409 U 10 UA 119409 U Комп’ютерна верстка О. Рябко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 1/22
Мітки: спосіб, сляба, прокатки
Код посилання
<a href="https://ua.patents.su/13-119409-sposib-prokatki-slyaba.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки сляба</a>
Комплект вертикальних валків для редукування сляба по ширині
Номер патенту: 60586
Опубліковано: 25.06.2011
Автори: Бобух Іван Олексійович, Мацко Сергій Володимирович, Шульга Тетяна Анатолівна, Бобух Олексій Іванович, Буртасенков Валерій Сергійович, Грігор'єв Костянтин Олександрович, Чернов Костянтин Володимирович
МПК: B21B 27/02
Мітки: комплект, редукування, валків, сляба, ширини, вертикальних
Формула / Реферат:
Комплект вертикальних валків для редукування сляба по ширині, що утворюють калібр із канавками шириною 0,6...0,7 ширини катаючої поверхні калібра і глибиною 0,015 радіуса катаючої поверхні калібра, який відрізняється тим, що твірні калібра виконані з наступними геометричними параметрами: , де -...
Спосіб прокатки тонких і особливо тонких смуг на станах безперервної прокатки з використанням ефекту поверхневої пластичної деформації в останніх робочих клітях
Номер патенту: 58259
Опубліковано: 11.04.2011
Автори: Утьомова Юлія Віталійовна, Бочаров Володимир Віталійович, Бочаров Віталій Федорович
МПК: B21B 1/04
Мітки: пластичної, прокатки, клітях, безперервної, деформації, особливої, станах, ефекту, використанням, спосіб, поверхневої, смуг, останніх, робочих, тонких
Формула / Реферат:
Спосіб прокатки тонких і особливо тонких смуг на станах безперервної прокатки з використанням ефекту поверхневої пластичної деформації в останніх робочих клітях, який відрізняється тим, що за рахунок зміни схеми установлення робочих валків в останніх робочих клітях стана безперервної прокатки використовуються комбінації робочих валків, бочки яких текстуровані у вигляді безлічі мікровиступів і робочих валків із гладкою бочкою, що забезпечує...
Спосіб попереднього контролю форм переднього і заднього кінця сляба, який безперервно відливається, для зменшення кількості матеріалу, який відрізається на передньому і задньому кінці проміжного сляба, який під
Номер патенту: 108962
Опубліковано: 25.06.2015
Автори: Жанг Суокван, Шан Ксюі, Ванг Зіквянг, Хуанг Лі, Жу Вейлін, Ванг Кваншенг, Дінг Хонгру
МПК: B22D 11/126, B21B 1/46
Мітки: кінця, контролю, безперервної, заднього, задньому, відливається, кількості, кінці, форм, зменшення, сляба, відрізається, матеріалу, попереднього, переднього, спосіб, проміжного, передньому
Формула / Реферат:
1. Спосіб попереднього контролю форм переднього і заднього кінця сляба, який безперервно відливається, для зменшення кількості відрізаного матеріалу від переднього та заднього кінців проміжного сляба, який піддається гарячому прокатуванню, який відрізняється тим, що у ньому використовують попередній контроль форм для розрізання на передньому і задньому кінцях сляба, який безперервно відливається, тобто, розрізання сляба з наданням торцевій...
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Ніколаєв Віктор Олександрович, Матюшенко Дмитро Олександрович
МПК: B21B 1/22
Мітки: стані, прокатки, широкоштабовому, спосіб, гарячої, штаб
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Валок прокатної кліті

Номер патенту: 62725
Опубліковано: 12.09.2011
Автори: Кривцов Андрій Іванович, Васильєв Олександр Геннадійович, Панченко Вячеслав Станіславович, Ніколаєв Віктор Олександрович, Путнокі Олександр Юліусович
МПК: B21B 31/02
Мітки: кліті, прокатної, валок
Формула / Реферат:
Валок прокатної кліті з конусно-опуклим профілем твірної бочки, який відрізняється тим, що середня ділянка бочки довжиною, рівною α/L = 0,4-0,6 виконана опуклою з параболічною формою, з величиною опуклості fH/D = 0,001-0, 004.