Пристрій для виготовлення металовиробів з періодичним осесиметричним профілем
Номер патенту: 7266
Опубліковано: 15.06.2005
Автори: Капорович Світлана Володимирівна, Сатонін Олександр Володимирович, Капорович Володимир Володимирович, Потапкін Віктор Федорович, Роганов Лев Леонідович
Формула / Реферат
Пристрій для виготовлення металовиробів з періодичним осесиметричним профілем, що містить встановлені на станині електродвигун, передню бабку з розміщеними в ній коробкою швидкостей і шпинделем, на кінці якого закріплений трикулачковий патрон, задню бабку, а також два стояки з центровими наскрізними отворами, на яких паралельно шпинделю шарнірно закріплені з можливістю радіального переміщення інструменти для обробки заготовки, які виконані у вигляді каліброваних роликів, який відрізняється тим, що один з стояків оснащено механізмом повороту навколо осі шпинделя, кріплення інструмента для обробки заготовки до стояків виконано у вигляді універсальних шарнірів, при цьому шарніри стояка, які здійснюють поворот, установлені з можливістю зворотно-поступального переміщення в ній уздовж осі обертання заготовки.
Текст
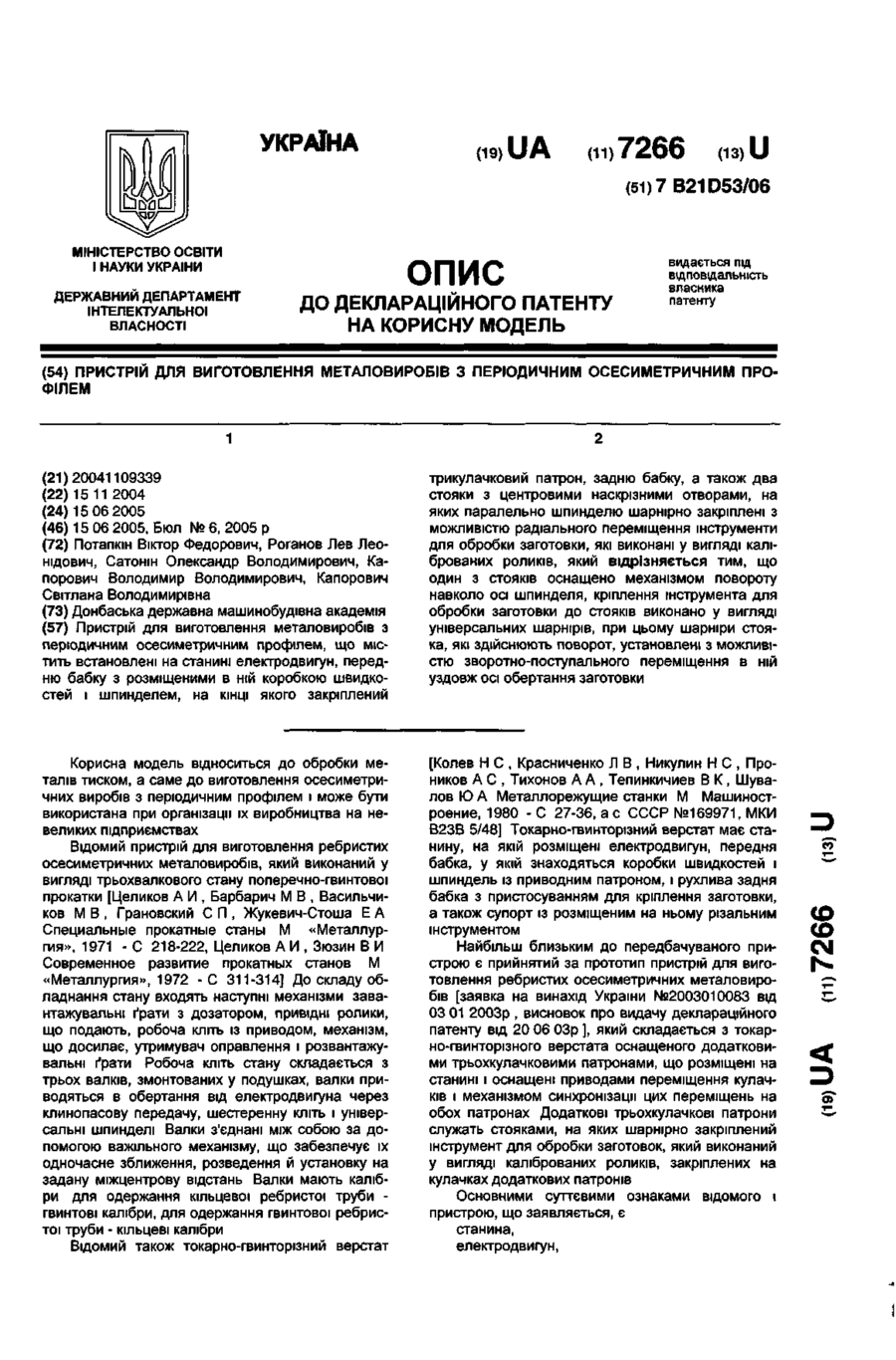
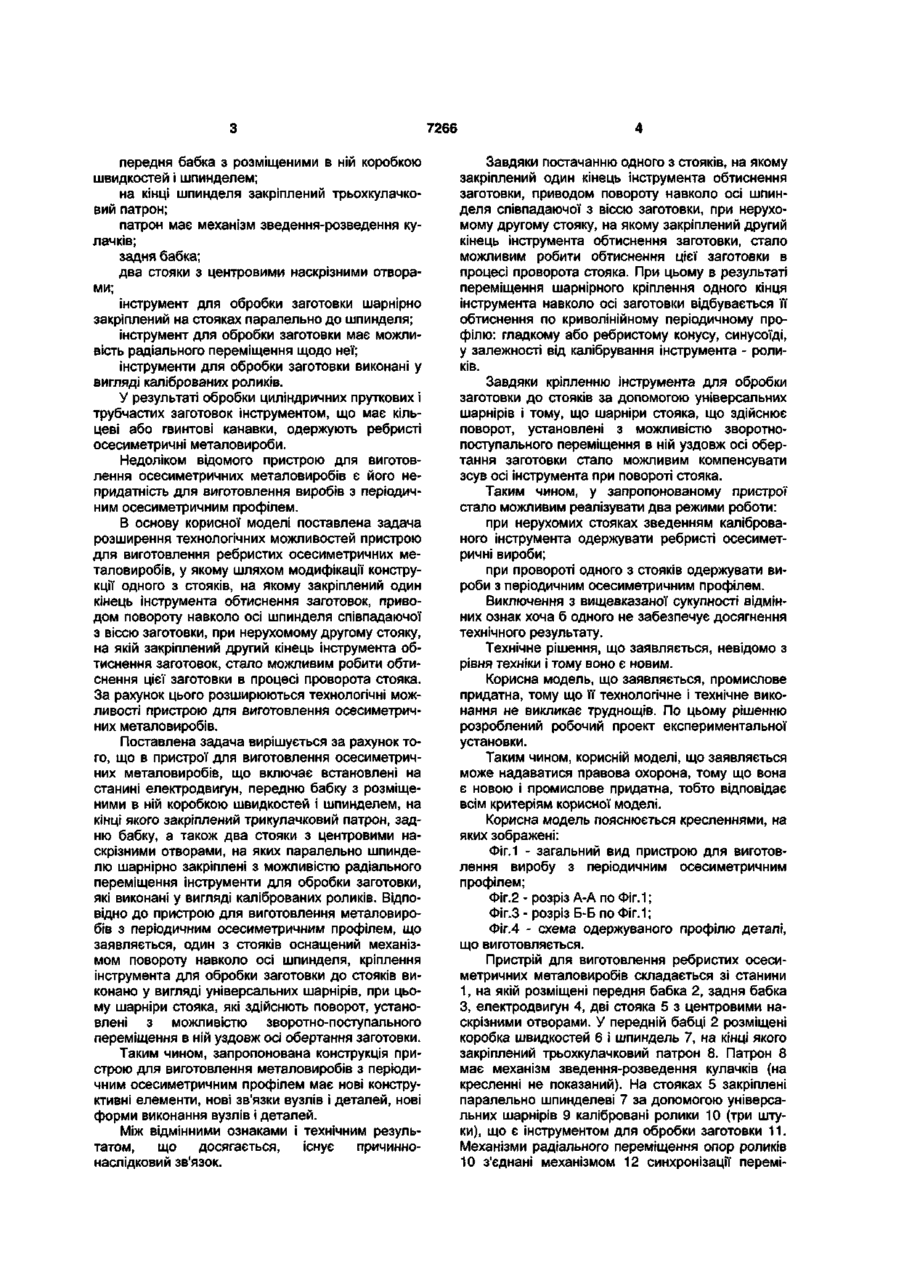
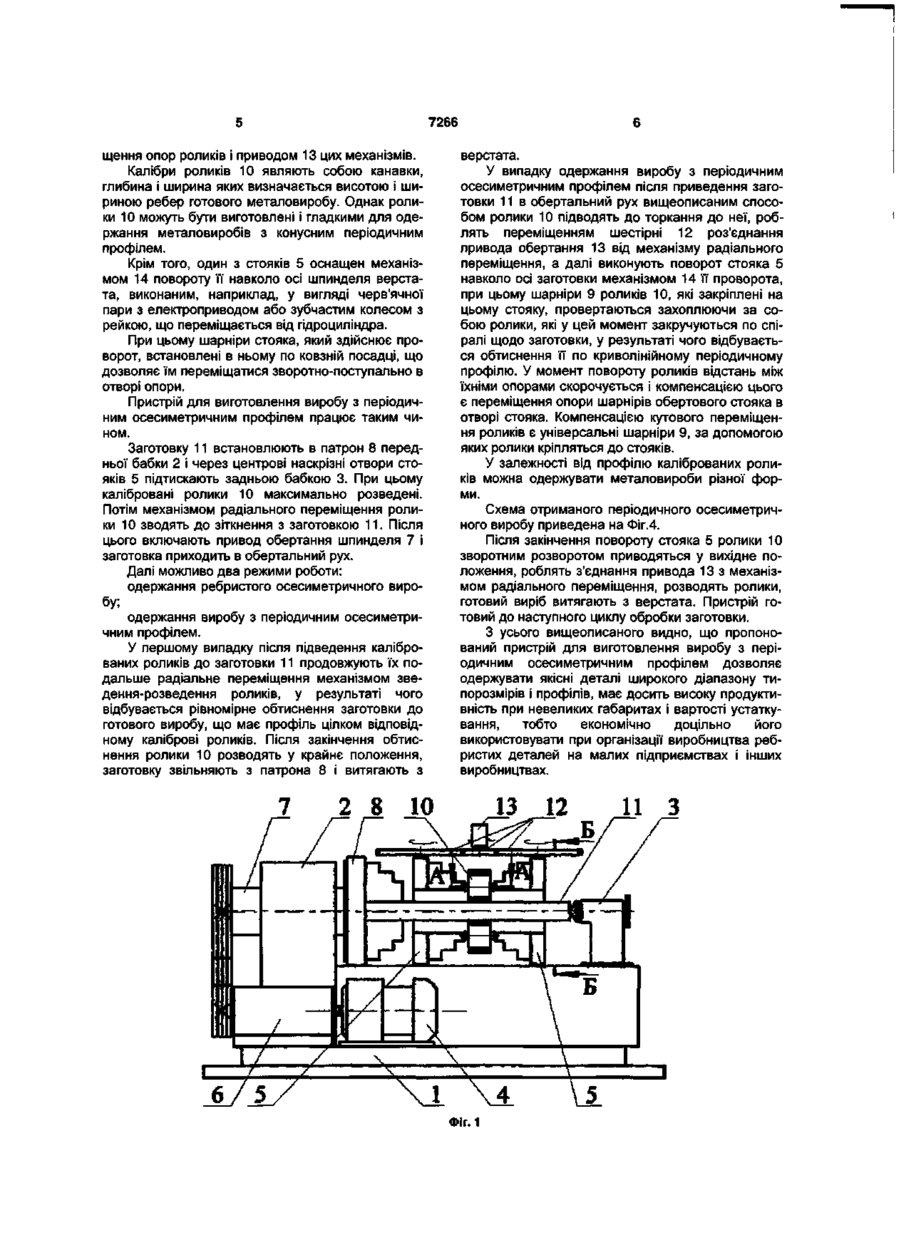
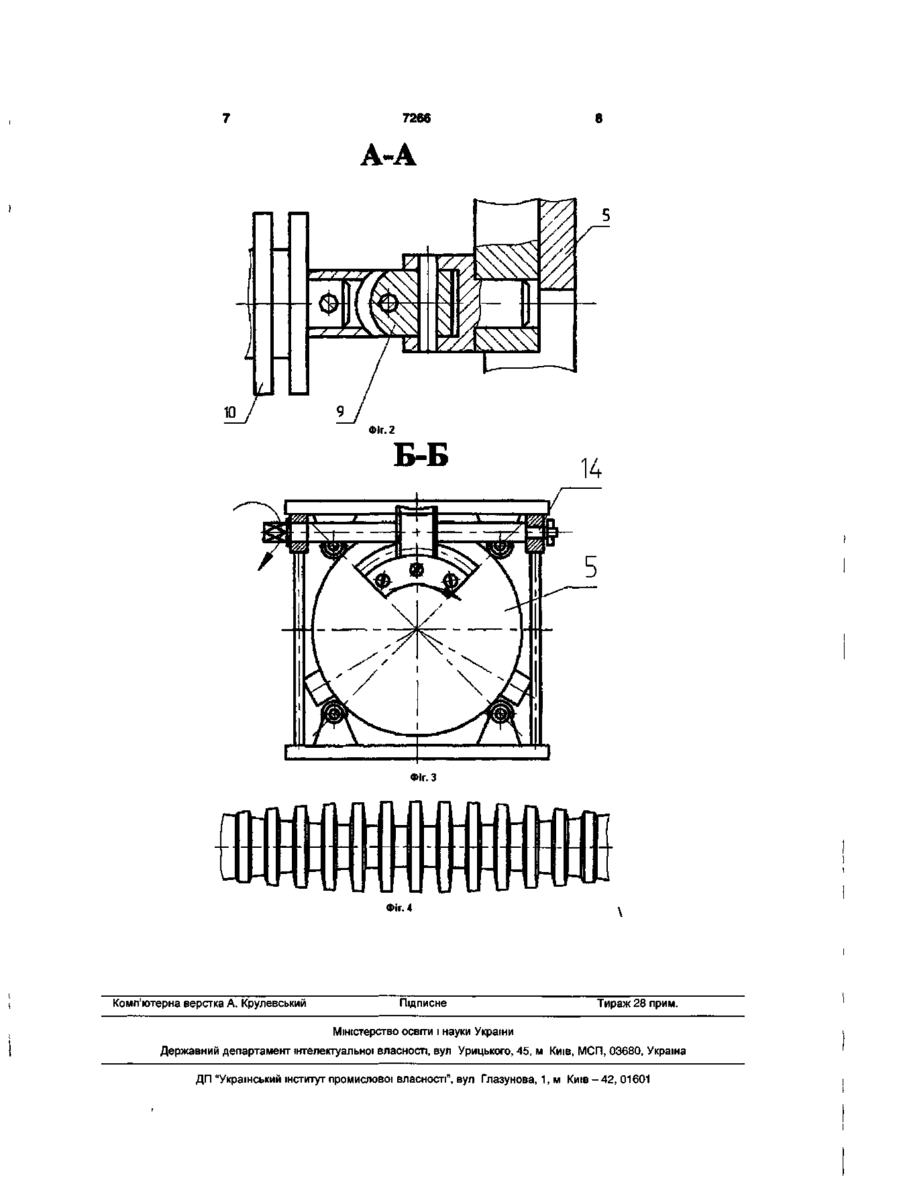
Пристрій для виготовлення металовиробів з періодичним осесиметричним профілем, що містить встановлені на станині електродвигун, передню бабку з розміщеними в ній коробкою швидкостей і шпинделем, на трикулачковий патрон, задню бабку, а також два стояки з центровими наскрізними отворами, на яких паралельно шпинделю шарнірно закріплені з можливістю радіального переміщення інструменти для обробки заготовки, які виконані у вигляді каліброваних роликів, який відрізняється тим, що один з стояків оснащено механізмом повороту навколо осі шпинделя, кріплення інструмента для обробки заготовки до стояків виконано у вигляді універсальних шарнірів, при цьому шарніри стояка, які здійснюють поворот, установлені з можливістю зворотно-поступального переміщення в ній уздовж осі обертання заготовки КІНЦІ ЯКОГО закріплений Корисна модель відноситься до обробки металів тиском, а саме до виготовлення осесиметричних виробів з періодичним профілем і може бути використана при організації їх виробництва на невеликих підприємствах Відомий пристрій для виготовлення ребристих осесиметричних металовиробів, який виконаний у вигляді трьохвалкового стану поперечно-гвинтової прокатки [Целиков А И , Барбарич М В , Васильчиков М В , Грановский С П , Жукевич-Стоша Е А Специальные прокатные станы М «Металлургия», 1971 - С 218-222, Целиков А И , Зюзин В И Современное развитие прокатных станов М «Металлургия», 1972 - С 311-314] До складу обладнання стану входять наступні механізми завантажувальні ґрати з дозатором, привідні ролики, що подають, робоча кліть із приводом, механізм, що досилає, утримувач оправлення і розвантажувальні ґрати Робоча кліть стану складається з трьох валків, змонтованих у подушках, валки приводяться в обертання від електродвигуна через клинопасову передачу, шестеренну кліть і універсальні шпинделі Валки з'єднані між собою за допомогою важільного механізму, що забезпечує їх одночасне зближення, розведення й установку на задану міжцентрову відстань Валки мають калібри для одержання кільцевої ребристої труби гвинтові калібри, для одержання гвинтової ребристої труби - кільцеві калібри Відомий також токарно-гвинторізний верстат [Колев Н С , Красниченко Л В , Никулин Н С , Проников А С , Тихонов А А , Тепинкичиев В К , Шувалов Ю А Металлорежущие станки М Машиностроение, 1980 - С 27-36, а с СССР №169971, МКИ В23В 5/48] Токарно-гвинторізний верстат має станину, на якій розміщені електродвигун, передня бабка, у якій знаходяться коробки швидкостей і шпиндель із приводним патроном, і рухлива задня бабка з пристосуванням для кріплення заготовки, а також супорт із розміщеним на ньому різальним інструментом Найбільш близьким до передбачуваного пристрою є прийнятий за прототип пристрій для виготовлення ребристих осесиметричних металовиробів [заявка на винахід України №2003010083 від 03 01 2003р , висновок про видачу деклараційного патенту від 20 06 ОЗр ], який складається з токарно-гвинторізного верстата оснащеного додатковими трьохкулачковими патронами, що розміщені на станині і оснащені приводами переміщення кулачків і механізмом синхронізації цих переміщень на обох патронах Додаткові трьохкулачкові патрони служать стояками, на яких шарнірно закріплений інструмент для обробки заготовок, який виконаний у вигляді каліброваних роликів, закріплених на кулачках додаткових патронів Основними суттєвими ознаками відомого і пристрою, що заявляється, є станина, електродвигун, CD CM О) 7266 передня бабка з розміщеними в ній коробкою швидкостей і шпинделем; на кінці шпинделя закріплений трьохкулачковий патрон; патрон має механізм зведення-розведення кулачків; задня бабка; два стояки з центровими наскрізними отворами; інструмент для обробки заготовки шарнірно закріплений на стояках паралельно до шпинделя; інструмент для обробки заготовки має можливість радіального переміщення щодо неї; інструменти для обробки заготовки виконані у вигляді каліброваних роликів. У результаті обробки циліндричних пруткових і трубчастих заготовок інструментом, що має кільцеві або гвинтові канавки, одержують ребристі осесиметричні металовироби. Недоліком відомого пристрою для виготовлення осесиметричних металовиробів є його непридатність для виготовлення виробів з періодичним осесиметричним профілем. В основу корисної моделі поставлена задача розширення технологічних можливостей пристрою для виготовлення ребристих осесиметричних металовиробів, у якому шляхом модифікації конструкції одного з стояків, на якому закріплений один кінець інструмента обтиснення заготовок, приводом повороту навколо осі шпинделя співпадаючої з віссю заготовки, при нерухомому другому стояку, на якій закріплений другий кінець інструмента обтиснення заготовок, стало можливим робити обтиснення цієї заготовки в процесі проворота стояка. За рахунок цього розширюються технологічні можливості пристрою для виготовлення осесиметричних металовиробів. Поставлена задача вирішується за рахунок того, що в пристрої для виготовлення осесиметричних металовиробів, що включає встановлені на станині електродвигун, передню бабку з розміщеними в ній коробкою швидкостей і шпинделем, на кінці якого закріплений трикулачковий патрон, задню бабку, а також два стояки з центровими наскрізними отворами, на яких паралельно шпинделю шарнірно закріплені з можливістю радіального переміщення інструменти для обробки заготовки, які виконані у вигляді каліброваних роликів. Відповідно до пристрою для виготовлення металовиробів з періодичним осесиметричним профілем, що заявляється, один з стояків оснащений механізмом повороту навколо осі шпинделя, кріплення інструмента для обробки заготовки до стояків виконано у вигляді універсальних шарнірів, при цьому шарніри стояка, які здійснють поворот, установлені з можливістю зворотно-поступального переміщення в ній уздовж осі обертання заготовки. Таким чином, запропонована конструкція пристрою для виготовлення металовиробів з періодичним осесиметричним профілем має нові конструктивні елементи, нові зв'язки вузлів і деталей, нові форми виконання вузлів і деталей. Між відмінними ознаками і технічним результатом, що досягається, існує причиннонаслідковий зв'язок. Завдяки постачанню одного з стояків, на якому закріплений один кінець інструмента обтиснення заготовки, приводом повороту навколо осі шпинделя співпадаючої з віссю заготовки, при нерухомому другому стояку, на якому закріплений другий кінець інструмента обтиснення заготовки, стало можливим робити обтиснення цієї заготовки в процесі проворота стояка. При цьому в результаті переміщення шарнірного кріплення одного кінця інструмента навколо осі заготовки відбувається її обтиснення по криволінійному періодичному профілю: гладкому або ребристому конусу, синусоїді, у залежності від калібрування інструмента - роликів. Завдяки кріпленню інструмента для обробки заготовки до стояків за допомогою універсальних шарнірів і тому, що шарніри стояка, що здійснює поворот, установлені з можливістю зворотнопоступального переміщення в ній уздовж осі обертання заготовки стало можливим компенсувати зсув осі інструмента при повороті стояка. Таким чином, у запропонованому пристрої стало можливим реалізувати два режими роботи: при нерухомих стояках зведенням каліброваного інструмента одержувати ребристі осесиметричні вироби; при провороті одного з стояків одержувати вироби з періодичним осесиметричним профілем. Виключення з вищевказаної сукупності відмінних ознак хоча б одного не забезпечує досягнення технічного результату. Технічне рішення, що заявляється, невідомо з рівня техніки і тому воно є новим. Корисна модель, що заявляється, промислове придатна, тому що її технологічне і технічне виконання не викликає труднощів. По цьому рішенню розроблений робочий проект експериментальної установки. Таким чином, корисній моделі, що заявляється може надаватися правова охорона, тому що вона є новою і промислове придатна, тобто відповідає всім критеріям корисної моделі. Корисна модель пояснюється кресленнями, на яких зображені: Фіг. і - загальний вид пристрою для виготовлення виробу з періодичним осесиметричним профілем; Фіг.2 - розріз А-А по Фіг.1; Фіг.З - розріз Б-Б по Фіг.1; Фіг.4 - схема одержуваного профілю деталі, що виготовляється. Пристрій для виготовлення ребристих осесиметричних металовиробів складається зі станини 1, на якій розміщені передня бабка 2, задня бабка З, електродвигун 4, дві стояка 5 з центровими наскрізними отворами. У передній бабці 2 розміщені коробка швидкостей 6 і шпиндель 7, на кінці якого закріплений трьохкулачковий патрон 8. Патрон 8 має механізм зведення-розведення кулачків (на кресленні не показаний). На стояках 5 закріплені паралельно шпинделеві 7 за допомогою універсальних шарнірів 9 калібровані ролики 10 (три штуки), що є інструментом для обробки заготовки 11. Механізми радіального переміщення опор роликів 10 з'єднані механізмом 12 синхронізації перемі 7266 щення опор роликів і приводом 13 цих механізмів. Калібри роликів 10 являють собою канавки, глибина і ширина яких визначається висотою і шириною ребер готового металовиробу. Однак ролики 10 можуть бути виготовлені і гладкими для одержання металовиробів з конусним періодичним профілем. Крім того, один з стояків 5 оснащен механізмом 14 повороту її навколо осі шпинделя верстата, виконаним, наприклад, у вигляді черв'ячної пари з електроприводом або зубчастим колесом з рейкою, що переміщається від гідроциліндра. При цьому шарніри стояка, який здійснює проворот, встановлені в ньому по ковзній посадці, що дозволяє їм переміщатися зворотно-поступально в отворі опори. Пристрій для виготовлення виробу з періодичним осесиметричним профілем працює таким чином. Заготовку 11 встановлюють в патрон 8 передньої бабки 2 і через центрові наскрізні отвори стояків 5 підтискають задньою бабкою 3. При цьому калібровані ролики 10 максимально розведені. Потім механізмом радіального переміщення ролики 10 зводять до зіткнення з заготовкою 11. Після цього включають привод обертання шпинделя 7 і заготовка приходить в обертальний рух. Далі можливо два режими роботи: одержання ребристого осесиметричного виробу; одержання виробу з періодичним осесиметричним профілем. У першому випадку після підведення каліброваних роликів до заготовки 11 продовжують їх подальше радіальне переміщення механізмом зведення-розведення роликів, у результаті чого відбувається рівномірне обтиснення заготовки до готового виробу, що має профіль цілком відповідному каліброві роликів. Після закінчення обтиснення ролики 10 розводять у крайнє положення, заготовку звільняють з патрона 8 і витягають з 2 8 верстата. У випадку одержання виробу з періодичним осесиметричним профілем після приведення заготовки 11 в обертальний рух вищеописаним способом ролики 10 підводять до торкання до неї, роблять переміщенням шестірні 12 роз'єднання привода обертання 13 від механізму радіального переміщення, а далі виконують поворот стояка 5 навколо осі заготовки механізмом 14 її проворота, при цьому шарніри 9 роликів 10, які закріплені на цьому стояку, провертаються захоплюючи за собою ролики, які у цей момент закручуються по спіралі щодо заготовки, у результаті чого відбувається обтиснення її по криволінійному періодичному профілю. У момент повороту роликів відстань між їхніми опорами скорочується і компенсацією цього є переміщення опори шарнірів обертового стояка в отворі стояка. Компенсацією кутового переміщення роликів є універсальні шарніри 9, за допомогою яких ролики кріпляться до стояків. У залежності від профілю каліброваних роликів можна одержувати металовироби різної форми. Схема отриманого періодичного осесиметричного виробу приведена на Фіг.4. Після закінчення повороту стояка 5 ролики 10 зворотним розворотом приводяться у вихідне положення, роблять з'єднання привода 13 з механізмом радіального переміщення, розводять ролики, готовий виріб витягають з верстата. Пристрій готовий до наступного циклу обробки заготовки. З усього вищеописаного видно, що пропонований пристрій для виготовлення виробу з періодичним осесиметричним профілем дозволяє одержувати якісні деталі широкого діапазону типорозмірів і профілів, має досить високу продуктивність при невеликих габаритах і вартості устаткування, тобто економічно доцільно його використовувати при організації виробництва ребристих деталей на малих підприємствах і інших виробництвах. 10 13 Фіг. 1 12 11 З 7266 A-A Фіг. 2 Б-Б Фіг. З - — — _ ( -уМІЛ Фіг. 4 Комп'ютерна верстка А. Крулевський Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for manufacture of metalware with periodic axisymmetric profile
Автори англійськоюPotapkin Viktor Fedorovych, Rohanov Lev Leonidovych, Satonin Oleksandr Volodymyrovych
Назва патенту російськоюУстройство для изготовления металлоизделий с периодическим осесимметричным профилем
Автори російськоюПотапкин Виктор Федорович, Роганов Лев Леонидович, Сатонин Александр Владимирович
МПК / Мітки
МПК: B21D 53/02
Мітки: осесиметричним, профілем, періодичним, металовиробів, пристрій, виготовлення
Код посилання
<a href="https://ua.patents.su/4-7266-pristrijj-dlya-vigotovlennya-metalovirobiv-z-periodichnim-osesimetrichnim-profilem.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення металовиробів з періодичним осесиметричним профілем</a>
Пристрій для виготовлення ребристих осесиметричних металовиробів

Номер патенту: 59988
Опубліковано: 15.09.2003
Автори: Роганов Лев Леонідович, Капорович Світлана Володимирівна, Капорович Володимир Володимирович
МПК: B21D 53/02
Мітки: металовиробів, осесиметричних, пристрій, виготовлення, ребристих
Формула / Реферат:
Пристрій для виготовлення ребристих осесиметричних металовиробів, що включає встановлені на станині електродвигун, передню бабку з розміщеними в ній коробкою швидкостей і шпинделем, на кінці якого закріплений привідний трикулачковий патрон, що має механізм зведення-розведення кулачків, а також рухливу задню бабку з пристроєм для кріплення заготовки й інструмент для обробки заготовки, який відрізняється тим, що він обладнаний двома додатковими...
Установка термодифузійного поверхневого легування металовиробів
Номер патенту: 57319
Опубліковано: 16.06.2003
Автори: Михайлін Вадим Миколайович, Можаєв Павло Ігорович
МПК: C23C 10/02
Мітки: легування, установка, термодифузійного, поверхневого, металовиробів
Формула / Реферат:
Установка термодифузійного поверхневого легування металовиробів, яка містить поворотну електропіч з ретортою, що обертається, основною і допоміжною камерами, яка відрізняється тим, що камери поділені між собою розділювальним блоком-сепаратором, встановленим з можливістю переміщення вздовж реторти, що обертається.
Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 65124
Опубліковано: 15.03.2004
Автор: Драган Андрій Петрович
МПК: B21D 11/06
Мітки: пристрій, гвинтових, виготовлення, заготовок, гофрованих
Формула / Реферат:
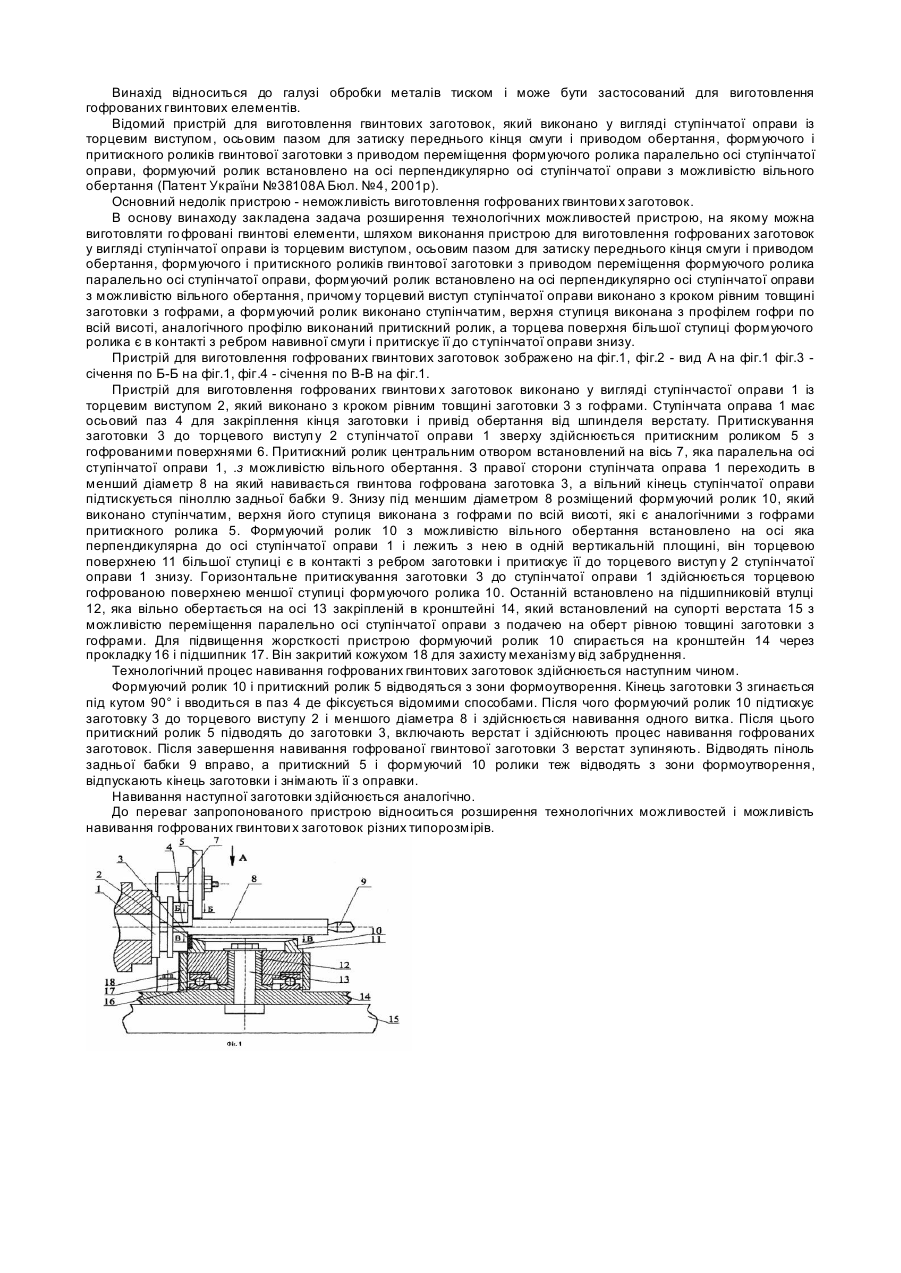
Пристрій для виготовлення гофрованих гвинтових заготовок, який виконано у вигляді ступінчатої оправки із торцевим виступом, осьовим пазом для затиску переднього кінця смуги і приводом обертання, формуючого і притискного роликів гвинтової заготовки з приводом переміщення формуючого ролика паралельно осі ступінчатої оправки, формуючий ролик встановлено на осі перпендикулярно осі ступінчатої оправки з можливістю вільного обертання, який...
Ванна для хімічної та термохімічної обробки металовиробів
Номер патенту: 61485
Опубліковано: 17.11.2003
Автори: Болюк Сергій Васильович, Бічевий Петро Павлович
МПК: C23G 3/00
Мітки: металовиробів, термохімічної, обробки, хімічної, ванна
Формула / Реферат:
1. Ванна для хімічної та термохімічної обробки металовиробів, що містить металевий кожух і футерівку з полімерним прошарком, який примикає до металевого кожуха та бронезахистного шару, яка відрізняється тим, що у швах полімерний прошарок виконаний із водонерозчинних нетвердіючих сумішей.2. Ванна по п. 1, яка відрізняється тим, що полімерний шар футерівки виконаний з наступних компонентів і при наступному їх співвідношенні, мас. %: ...
Спосіб шліфування кулачків з увігнутим профілем та пристрій для його здійснення
Номер патенту: 39978
Опубліковано: 16.07.2001
Автор: Юнкер Ервін
МПК: B24B 19/00
Мітки: кулачків, увігнутим, профілем, шліфування, спосіб, пристрій, здійснення
Формула / Реферат:
1. Способ шлифования кулачков с вогнутым профилем, включающий использование первого и второго шлифовальных кругов для предварительного и окончательного шлифования кулачков, причем при предварительном шлифовании на кулачке образуют промежуточный контур, отличающийся тем, что используют третий шлифовальный круг, диаметр которого меньше диаметра первого шлифовального круга и больше диаметра второго шлифовального круга и соответствует примерно...
Попередній патент: Конвеєрний пристрій
Наступний патент: Спосіб вимірювання нестандартної системи s-параметрів чотириполюсника
Випадковий патент: Спосіб догляду за шкірою