Спосіб затримки роста усталосних тріщин у деталях
Номер патенту: 7352
Опубліковано: 29.09.1995
Автори: Литвиненко Олександр Євгенієвич, Беспалько Валентин Миколайович
Формула / Реферат
1. Способ задержки роста усталостных трещин в деталях заключающийся в сверлении отверстия при вершине трещины с последующим образованием деформацией концентричных отверстию углублений, отличающийся тем, что, с целью повышения срока службы деталей за счет увеличения периода задержки зарождения и роста усталостных трещин, в отверстия деталей устанавливают крепежные элементы, например болт, шайбу и гайку, и производят затяжку с тарированным моментом, при этом сопрягающиеся с деталями поверхности головки болта и шайбы выполнены с выступами, соответствующими углублениям на деталях.
2. Способ по п. 1, отличающийся тем, что образование углублений на деталях производят одновременно с затяжкой крепежных элементов.
Текст
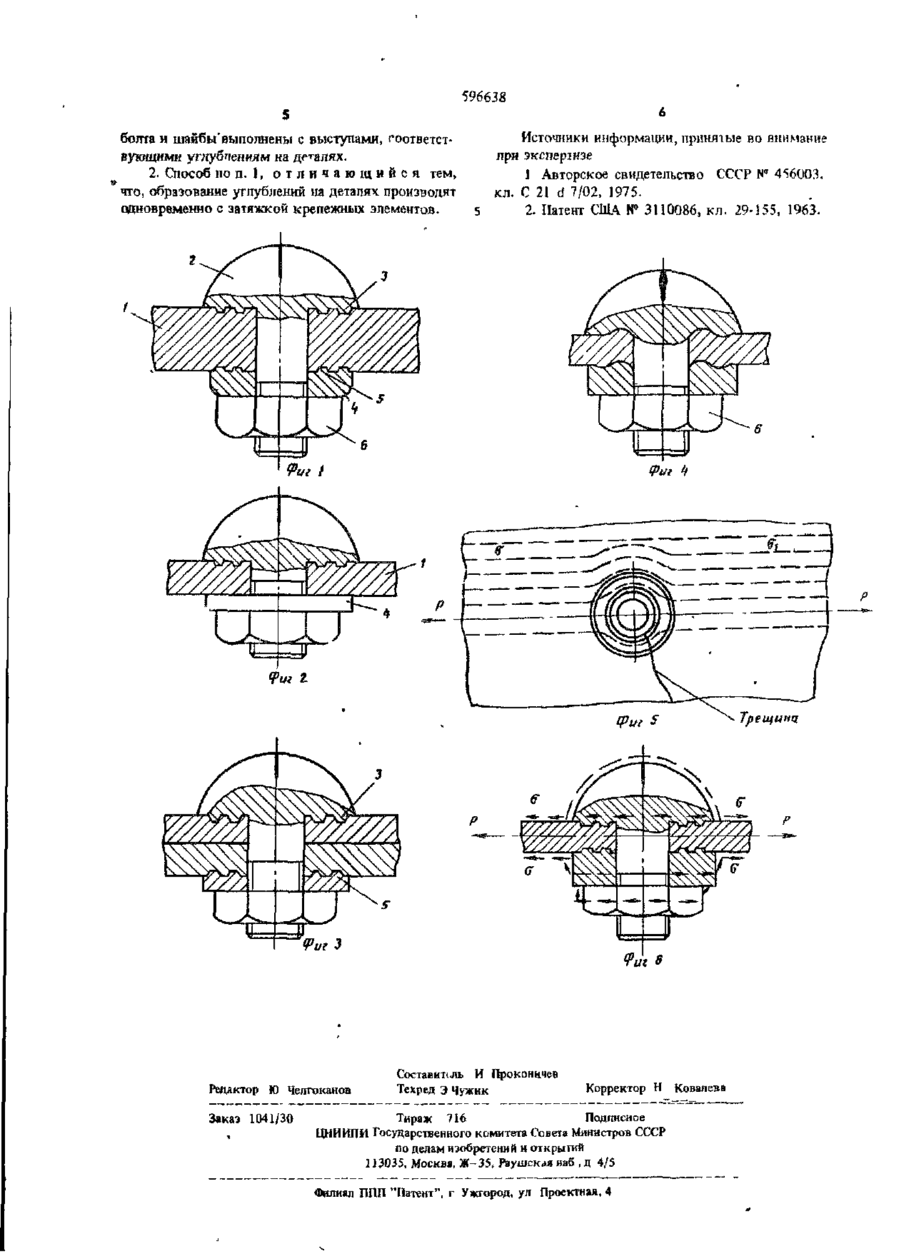
Союз Советских Социалистических Республик (11)596638 (61) Дополнительное к авт. свид-ву (22) Заявлено 28.06.76 (2!) 2380101/25-27 с присоединением заявки № Государственный комитет Совете Министров CW по делам изобретений и открытий (23) Приоритет (43) Опубликовано 05.03.78. Бюллетень № 9 (53) УДК (45) Дата опубликования описания 14.02.78 (72) Авторы изобретения (51) М. Кл/ С 21 О 7/02 621.789 (088.8) В. Н. Беспалько и А. Е. Литвииенко (71) Заявитель (54) СПОСОБ ЗАДЕРЖКИ РОСТА УСТАЛОСТНЫХ ТРЕЩИН В ДЕТАЛЯХ 1 Изобретение касается технологии машиностроения, в частности технологии упрочняющей обработки металла пластическим деформированием в холодном состоянии, а именно к способам задержки развития и роста усталостных трещин в деталях. 5 Известен способ задержки роста усталостных трещин, заключающийся в том, что предварительно на пути роста трещин перед ее вершиной осуществляют локальную пластическую деформацию вдавливанием шарика в направлении, перпендикулярном ю плоскости листа. Глубина деформации составляет 0,09—0,15 толщины листа. В результате этой операции на пути роста трещины возникает поле сжимающих остаточных напряжений, которые задерживают рост трещины, затем засверливают отверстие is у вершины трещины в зоне пластической деформации, например, сверлом диаметром 1—2 мм [1 ] . Однако по известному способу может образоваться несовпадение оси шарика с линией трещины, что вызывает отрицательное втшние иа рост трещин.20 Растрескивание вершины трещины может продолжиться с образованием нескольких лучей. Упрочнение пластическим деформированием с помощью шариков не даст равномерного упрочнения. 25 Сверление отверстий после упрочнения резко снижает эффект упрочняющей обработки за счет образования отрицательно влияющих прижегов, задиров, заусениц, а также образование отрицательно влияющих остаточных растягивающих напряжений. Известен также способ задержки роста усталостных трещин в деталях, заключающийся в сверлении "блокирующего" отверстия вблизи вершины сквозной усталостной трещины, последующем статическом обжатии (выштамповка) с образованием кольцевых канавок вокруг этого отверстия, в результате чею вокруг отверстия образуются остаточные напряжения сжатия за счет пластической деформации и пре пятствуют росту усталостной трещины [2]. По известному способу не исчерпываются все возможности максимального замедления развития и скорости роста усталостных трещин, так как материал в зоне отверстия не упрочняется. Целью изобретения является повышение срока службы деталей за счет увеличения периода задержки зарождения и роста усталостных трещин. Цель достигается тем, что после сверления "блокирующего" отверстия у вершины трещинь! к локального упрочнения путем образования нескольких концентрических канавок пластическим деформиоо 596538 вашем с помощью обжимок нэ прессах или чеканкой в отверстия деталей с одной стороны устанавливается болт с выступающий кольцевыми выступами на внутреннем торце, входящими в кольцезые канавки вокруг отверстия на детали, а с другой стороны — шайбу с аналогичными выступами, также входящими в KL х&цевые канавки вокруг отверстия на детали, а затем крепят гайкой с тарированным моментом затяжки. На фиг. 1 изображена схема положеїшя болта и шайбы после обжатия кольцевых канавок на детали с двух сторон и их соединение с деталью; на фиг. 2 схема положения болта н шайбы после обжатия кольцевых канавок с одной стороны в тонкостенных, деталях к нх соединение с деталью; на фиг. 3 — схема положения болта и шайбы после обжатия кольцевых канавок с противоположных поверхностей двух неразъемных сопрягаемых дегалей; на фиг. 4 ~ схема положения болта и шайбы при установке и обработке тонкостенных деталей с образованием гофр для сцеилешш крепежных элементов; на фйг. 5 — направление потока растягивающих напряжений, возникающих от приложений нагрузки, и их огибание отверстия после обжатия кольцевых канавок; на 6кг. 6 — направление и перераспредели 25 ние растягивающих напряжений, возникающих от приложенной нагрузки в болте, шайбе и гайке. Способ состоит в следующем. Засверливают "блокирующее" отверстие .диаметром 6 мм у вершины сквозной трещины. Затем на прессе с помощью обжимок или пневмомолотком с помощью чекана и поддержки, имеющими кольцевые буртики, формуе т с тоцов концентрично отверстиям кольиевые углубления на расстоянии от кромки отверстия, рав35 но'м 1У5 мм, глубиной 0,3 мм и шириной 1,8 мм местной пластической деформацией в холодном состоянии. В отверстие детали 1 с кольцевыми канавками вокруг него с одной стороны устанавливают болт 2 с выступающими кольцевыми выступами 3 на внутреннем торце, входящими в кольцевые канавки вокруг отверстия на детали, с другой стороны устанавливают на болт шайбу 4 с аналогичными выступами 5, также входящими в кольцевые канавки д5 вокруг отверстия на детали. На выступающую резьбовую часть болта 2 навинчивают гайку 6 и затягивают тарированным моментом М К р = 42 кГсмОстановка роста усталостных трещин в таких деталях типа обшивки в легкодеформируемых ма- 5 0 териалах может осуществляться после сверления отверстий в вершине трещины путем установки и затяжки болта с одновременным образованием кольцевых канавок в деформируемом материале кольцевыми выступами, расположенными на внут- _ ренних поверхностях головки болта и шайбы. После постановки такого крепежа, когда кольцевые выступы болта и шайбы находятся в кольцевых канавках вокруг отверстия, на детали создаются дополнительные, положительно ' влияющие на усталостную долговечность, сжимающие напряже кия в этой зоне. В результате этого значительно разгружается отверстие от потока растягивающих напряжений, образуемых при циклических нагрузках в процессе эксплуатации, которые частично огибают отверстие, а частично передают через крепежный элемент (фиг. 6), который разгружает отверстие и является "мостиком" перераспределения растягивающих напряжений. На деталях с толщиной свыше 2.5 мм кольцеві іе канавки выполняют с даух сторон, а на деталях с толщиной 3,5—2t5 мм кольцевые канавки выполняют с одной стороны (со стороны головки болта) На деталях веразъемшдх соединений кольцевые канавки выполкшзт с противоположных поверхностей сопрягаемых детален (фиг. У) и на деталях с толщиной менее 1,5 мм кольцевые канавки выполняют путем выполнения кольцевых гофр (волн). Для повышения сцепляемости болта и шайбы с поверхностями толстостенных деталей кольцевые канавки вокруг отверстия в детали и буртики болта и шайбы выполняют соответственно прямоугольной, трапециевидной или другой формы в их поперечном сечении. Глубина кольцевых канавок вокруг отверстий детали и высота буртиков на внутренней торцевой стороне болта и шайбы должна быть 0,05—0,1 от толщшш полотна детали, в зоне которого образована усталостная трещина, и на расстоянии от кром-< ки отверстий 0,2—0,3 от толщины полотна ширина канавок 0,2-0,4 и с шагом 0,4-0,8 от толщины полотна. В тонкостенных деталях с толщиной полотен менее 2,5 мм кольцевые буртикч на головке бопта и шайбы формуют им соответственные кольцевые канавки, локально упрочняя их вокруг отверстий и образуя "замок" при затяжке ігайки без предварительной формовки канавок. По предлагаемому способу значительно" задерживается период зарождения усталостных трещин и их скорость роста, что обеспечивает заданный ресурс и повышает срок службы элементов. Формула изобретения 1. Способ задержки роста усталостных трещин в деталях заключающийся в сверлении отверстия прн вершине трещины с последующим образованием деформацией концентричных отверстию углублений, о т л и ч а ю щ и й с я , тем, что, с целью повышения срока службы деталей за счет увеличения периода задержки зарождения и роста усталостных трещин, в отверстия деталей устанавливают крепежные элементы, например болт, шайбу и гайку, и производят затяжку с тарированным моментом, при этом сопрягающиеся с деталями поверхности головки 596638 болта и шайбы'выполнены с выступами, соответствующими углублениям на деталях. 2. Способ по п. 1, о т л и ч а ю щ и й с я тем, что, образование углублений па деталях производят одновременно с затяжкой крепежных элементов. Источники информации, принятые во внимание яри зксперінзе 1 Авторское свидетельство СССР № 456003, кл. С 21 d 7/02, 1975. 2. Патент США № 3110086, кл. 29-155, 1963. Фиг 6 Редактор Ю Челгоканов Заказ 1041/30 , Составит(ль И Проконнчеа Техред Э Чужик Корректор Н Ковалева Тираж 716 Подписное ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и от к рыгай 11ЭО35, Москва, Ж-35, Раушская наб , д 4/5 Филиал ППП "Патент", г Ужгород, ул Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for retardation of fatigue cracks in articles
Автори англійськоюBespalko Valentyn Mykolaiovych, Lytvynenko Oleksandr Yevhenievych
Назва патенту російськоюСпособ задержки роста усталостных трещин в деталях
Автори російськоюБеспалько Валентин Николаевич, Литвиненко Александр Евгеньевич
МПК / Мітки
МПК: C21D 7/00
Мітки: роста, затримки, усталосних, деталях, тріщин, спосіб
Код посилання
<a href="https://ua.patents.su/4-7352-sposib-zatrimki-rosta-ustalosnikh-trishhin-u-detalyakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб затримки роста усталосних тріщин у деталях</a>
Спосіб виявлення тріщин у виробах
Номер патенту: 4922
Опубліковано: 28.12.1994
Автори: Киреєв Олександр Семенович, Кірса Вілен Іванович, Лисенко Віталій Петрович
МПК: G01N 29/04
Мітки: виробах, спосіб, виявлення, тріщин
Формула / Реферат:
Способ обнаружения трещин в изделиях, имеющих плоскость симметрии, заключающийся в том, что контролируемое изделие закрепляют в плоскости симметрии, возбуждают в изделии упругие колебания ударом в заданной точке и измеряют параметры упругих колебаний, отличающийся тем, что, с целью повышения надежности обнаружения трещин, дополнительно возбуждают в изделии упругие колебания ударом в точке, симметричной первой, измеряют в обоих случаях...
Спосіб заліковування тріщин у монокристалічних зразках
Номер патенту: 3912
Опубліковано: 27.12.1994
Автори: Пищик Валер'ян Володимирович, Литвинов Леонід Аркадійович, Занятнов Микола Вячеславович, Добровинська Олена Рувимівна, Звягинцева Ірина Флорівна
МПК: C30B 33/00
Мітки: монокристалічних, тріщин, заліковування, зразках, спосіб
Формула / Реферат:
Способ залечивания трещин в монокристаллических образцах, включающий приложение сжимающего усилия при их нагреве, отличающийся тем, что нагрев ведут с помощью двух проволочных нагревателей, диаметром D, установленных на расстоянии (1,2-2,0)D с обеих сторон трещины, а сжимающее усилие осуществляют путем перемещения нагревателей вдоль трещины со скоростью 10-80 мм/час при температуре 2050-21000С.
Спосіб контролю росту тріщин у зразках матеріалів
Номер патенту: 2914
Опубліковано: 26.12.1994
Автори: Скальський Валентин Романович, Андрейків Олександр Євгенович, Лисак Микола Васильович
МПК: G01N 29/14
Мітки: спосіб, росту, зразках, тріщин, матеріалів, контролю
Формула / Реферат:
Способ контроля роста трещин в образцах материалов, заключающийся в том, что на образце располагают группу преобразователей, регистрируют сигналы акустической эмиссии, по которым судят о контролируемом параметре, отличающийся тем, что выявляют зоны образца, в которых зарегистрированы наименьшие и наибольшие значения сигналов акустической эмиссии, устанавливают преобразователи акустической эмиссии в этих зонах на расстоянии один от другого,...
Пристрій для закривання отворів у деталях
Номер патенту: 221
Опубліковано: 30.04.1993
Автор: Шепелєв Олег Костянтинович
МПК: F16B 5/06
Мітки: деталях, отворів, пристрій, закривання
Формула / Реферат:
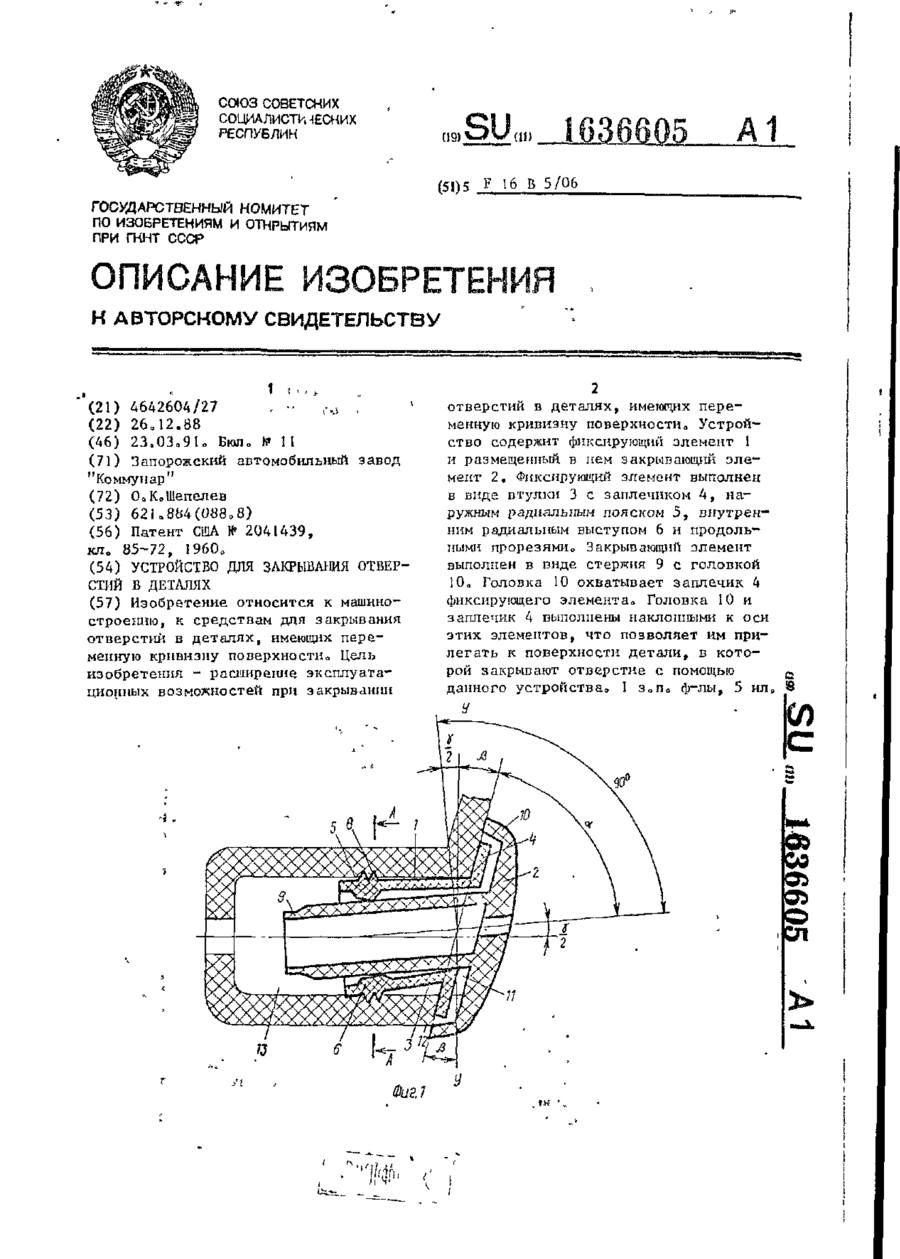
Формула изобретения1. Устройство для закрывания отверстий в деталях, одержащее выполненные из пластмассы фиксирующий элемент и размещенный в нем закрывающий элемент, при этом фиксирующий элемент выполнен в виде втулки с заплечиками, заостренным наружным радиальным пояском и продольными прорезями, а закрывающий элемент выполнен в виде стержня с головкой, охватывающей заплечики фиксирующего элемента, отличающееся тем, что, с целью...
Спосіб виявлення тріщин бетонних та залізобетонних конструкцій на неорганічному в’яжучому
Номер патенту: 5735
Опубліковано: 29.12.1994
Автори: Дорофєєв Віталій Степанович, Вировий Валерій Миколайович, Абакумов Володимир Володимирович, Макарова Світлана Серафимівна
МПК: G01N 33/38
Мітки: бетонних, неорганічному, конструкцій, виявлення, в'яжучому, тріщин, залізобетонних, спосіб
Формула / Реферат:
(57) Способ выявления трещин бетонных и железобетонных конструкций на неорганическом вяжущем, включающий нанесение на их поверхность красителя и определение наличия трещин по изменению цвета в местах их расположения, отличающийся тем, что в качестве красителя используют водный раствор тонина, который наносят на поверхность конструкции или погружают конструкцию в водный раствор тонина.
Попередній патент: Скло для міжшаркової ізоляції
Наступний патент: Спосіб пуску енергоблока на ковзкому тиску пари
Випадковий патент: Спосіб одержання високодисперсної полімерної суспензії