Спосіб нанесення покриття на металеву стрічку, зокрема на сталеву стрічку, шляхом занурення та установка для його здійснення
Номер патенту: 74224
Опубліковано: 15.11.2005
Автори: Гаше Лоран, Боден Юг, Дошелль Дід'є, Пріжан Йв, Люка Патріс
Формула / Реферат
1. Спосіб безперервного нанесення покриття на металеву стрічку (1) шляхом занурення в ємність (11) з ванною (12) рідкого металу, при якому металеву стрічку (1) безперервно протягають усередині кожуха (13) із захисною атмосферою, нижня частина (13а) якого занурена у ванну (12) рідкого металу, для утворення з поверхнею цієї ванни рідинного герметичного затвора (14) усередині кожуха (13), відхиляють металеву стрічку (1) за допомогою відхиляючого валика, (15), розташованого у ванні (12) рідкого металу, і сушать покриту металеву стрічку (1) на виході з ванни (12) рідкого металу, який відрізняється тим, що на рівні зони (17) виходу стрічки (1) з ванни (12) рідкого металу ізолюють рідкий метал від поверхні ванни усередині ізоляційної камери (20), відводять частинки оксиду металу та інтерметалевих сполук шляхом витікання рідкого металу з цієї зони (17) у зазначену камеру (20), причому висоту падіння рідкого металу в цю камеру (20) визначають такою, щоб виключалося спливання частинок оксиду металу та інтерметалевих сполук протитечійно витіканню рідкого металу, і видаляють ці частинки із зазначеної камери (20).
2. Установка для безперервного нанесення покриття на металеву стрічку (1) шляхом занурення, що містить:
- ємність (11) з ванною (12) рідкого металу,
- кожух (13) для протягання металевої стрічки (1) у захисній атмосфері, нижня частина (13а) якого занурена у ванну (12) рідкого металу для утворення з поверхнею цієї ванни рідинного герметичного затвора (14) усередині кожуха,
- валик (15) для відхилення металевої стрічки (1), розташований у ванні (12) рідкого металу,
- засоби (16) для сушіння покритої металевої стрічки (1) на виході з ванни (12) рідкого металу, яка відрізняється тим, що містить, з одного боку, на рівні зони (17) виходу стрічки (1) з ванни (12) рідкого металу камеру (20) для ізоляції рідкого металу в цій зоні (17) від поверхні ванни (12) і для відведення частинок оксиду металу та інтерметалевих сполук шляхом витікання рідкого металу із зони (17) у камеру (20), при цьому висота падіння рідкого металу в камеру (20) перевищує 50 мм для попередження спливання частинок оксиду металу та інтерметалевих сполук протитечійно витіканню рідкого металу, і з іншого боку, засоби для витягання зазначених частинок з камери (20).
3. Установка за п. 2, яка відрізняється тим, що висота падіння рідкого металу в камеру (20) перевищує 100 мм.
4. Установка за п. 2 чи 3, яка відрізняється тим, що камера (20) містить металеву стрічку (1) і має днище (21) та дві симметрично розташовані від вказаної стрічки (1) стінки (22, 23), що утворюють між собою відділення (24) і формують у верхній частині камери (20) отвір (25), причому верхня кромка (22а) зовнішньої стінки (22) розташована над поверхнею ванни (12) рідкого металу, а верхня кромка (23а) внутрішньої стінки (23) - під зазначеною поверхнею.
5. Установка за п. 4, яка відрізняється тим, що внутрішня стінка (23) камери (20) має нижню частину з розширенням у бік днища ємності (11) і верхню частину, паралельну металевій стрічці (1).
6. Установка за п. 4, яка відрізняється тим, що верхня кромка (23а) внутрішньої стінки (23) камери (20) виконана прямокутною.
7. Установка за п. 4, яка відрізняється тим, що верхня кромка (23а) внутрішньої стінки (23) камери (20) містить у подовжньому напрямку послідовність виїмок (26) і виступів (27).
8. Установка за п. 7, яка відрізняється тим, що виїмки (6) і виступи (23) мають вигляд дуги окружності.
9. Установка за п. 7 чи 8, яка відрізняється тим, що амплітуда між виїмками (26) і виступами (27) складає 5-10 мм.
10. Установка за будь-яким з пп. 7-9, яка відрізняється тим, що відстань між виїмками (22) і виступами (23) становить близько 150 мм.
11. Установка за будь-яким з пп. 4-10, яка відрізняється тим, що верхня кромка (23а) внутрішньої стінки (23) камери (20) виконана загостреною.
12. Установка за будь-яким з пп. 2-4, яка відрізняється тим, що містить засоби для регулювання висоти розташування камери (20) стосовно поверхні ванни (12) рідкого металу.
13. Установка за п. 2, яка відрізняється тим, що засоби для відведення вказаних частинок складаються з помпи (30), підключеної з всмоктувального боку до відділення (24) камери (20) через сполучний трубопровід (31) і обладнаної з нагнітального боку відвідним трубопроводом (32) для відведення відібраного металу в товщу ванни (12).
14. Установка за будь-яким з попередніх пунктів, яка відрізняється тим, що містить засоби позиціонування металевої стрічки (1) по відношенню до верхньої кромки (23а) внутрішньої стінки (23) камери (20).
15. Установка за п.14, яка відрізняється тим, що засоби позиціонування складаються з двох горизонтальних валиків (26, 27), розташованих по обидва боки металевої стрічки (1) і зміщених по відношенню один до одного.
Текст
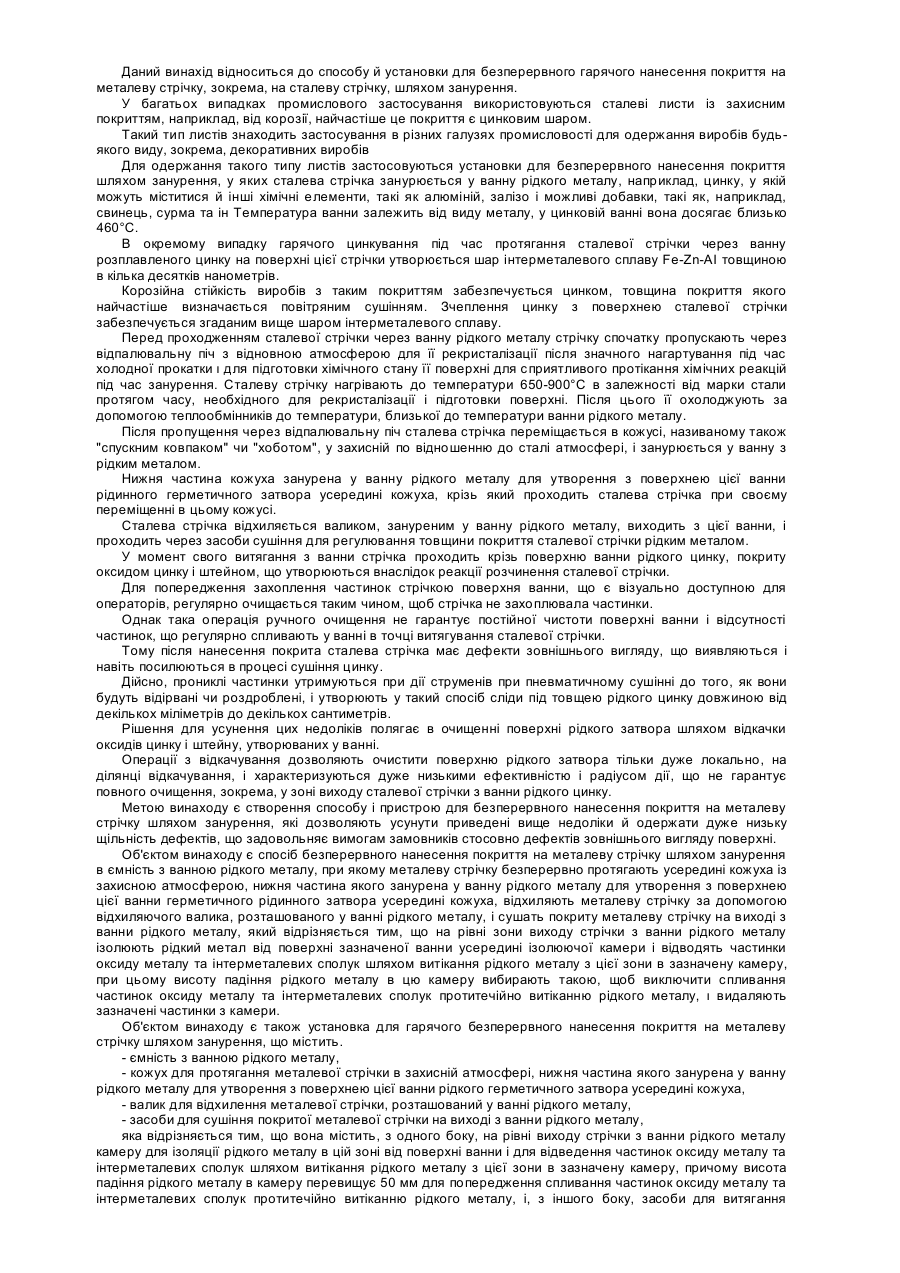
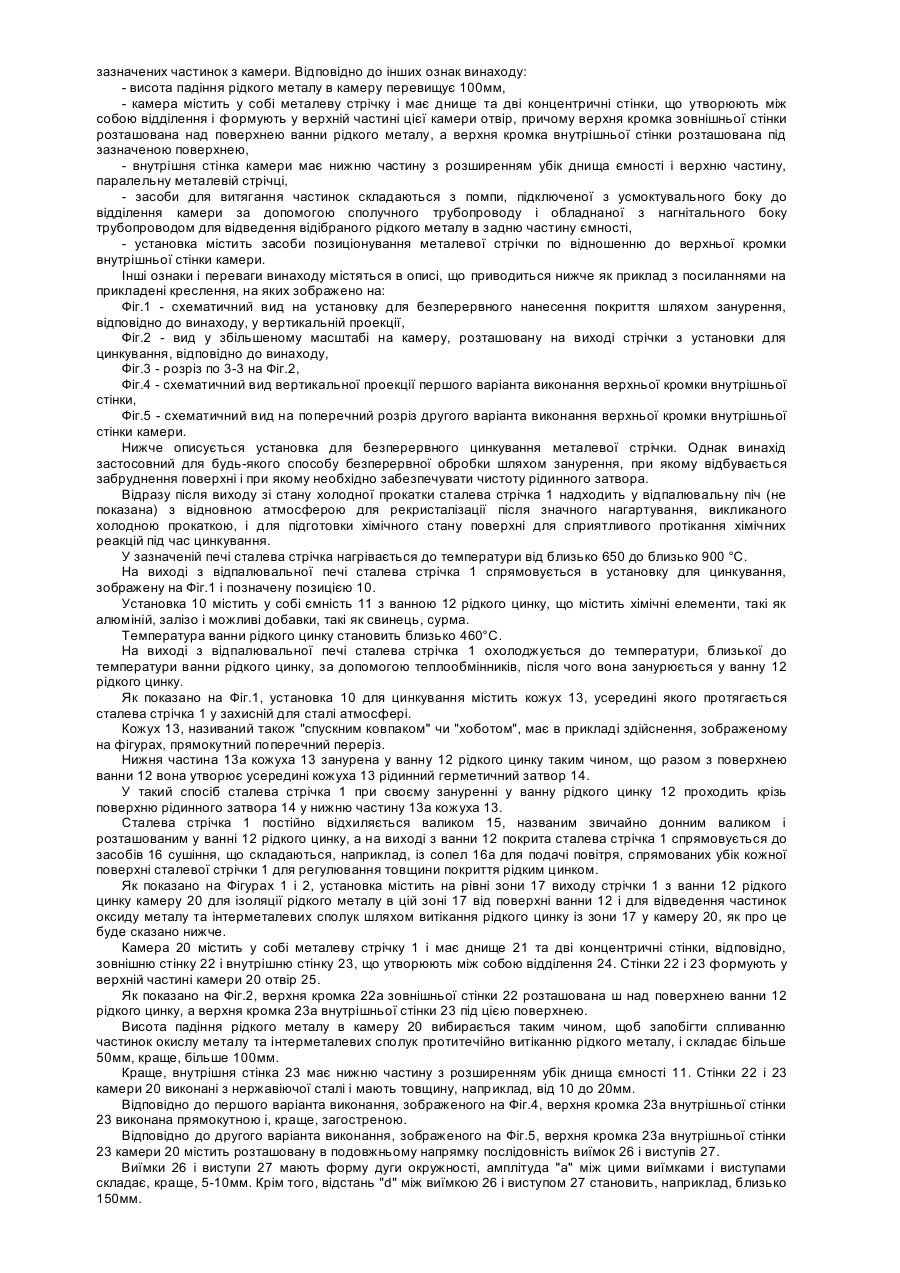
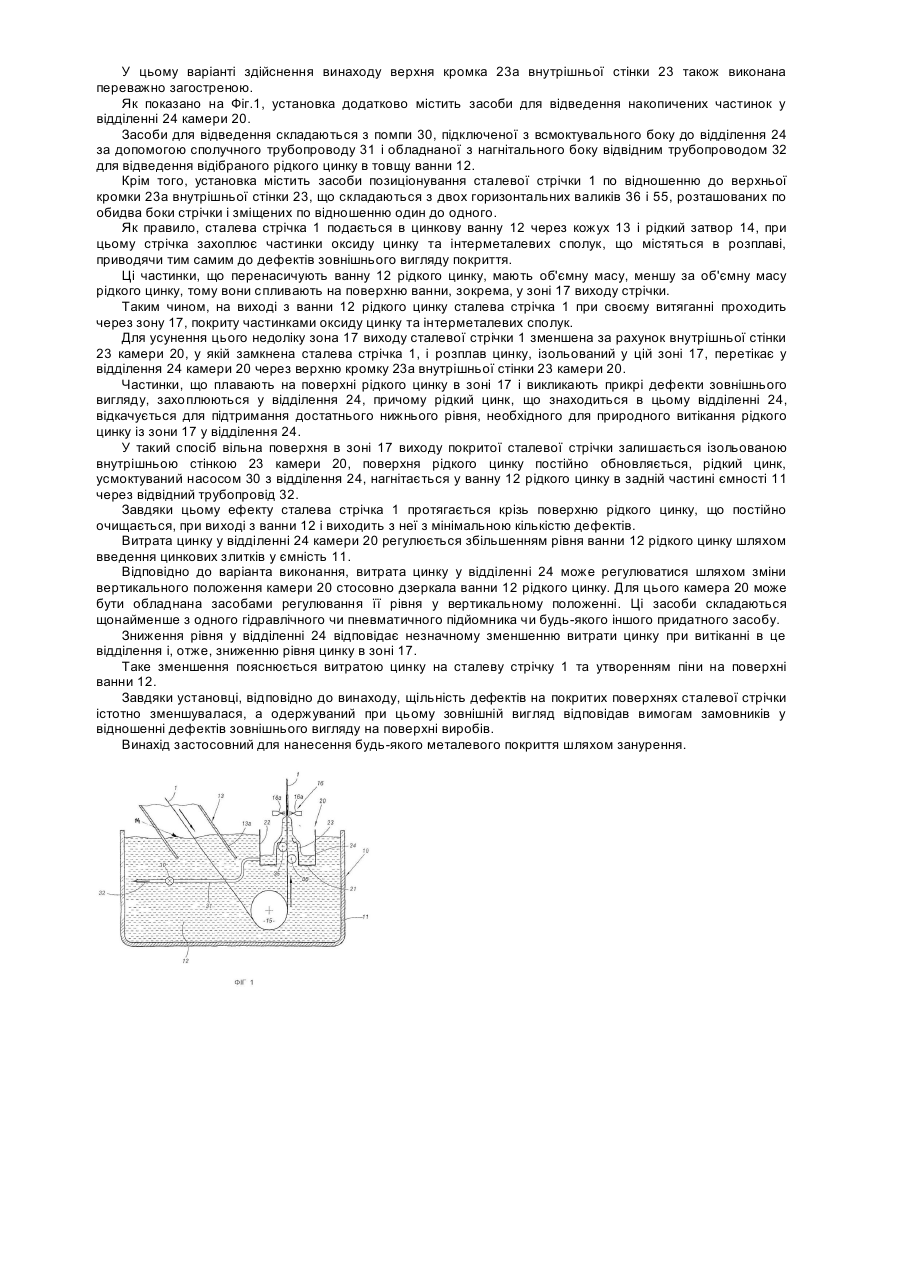
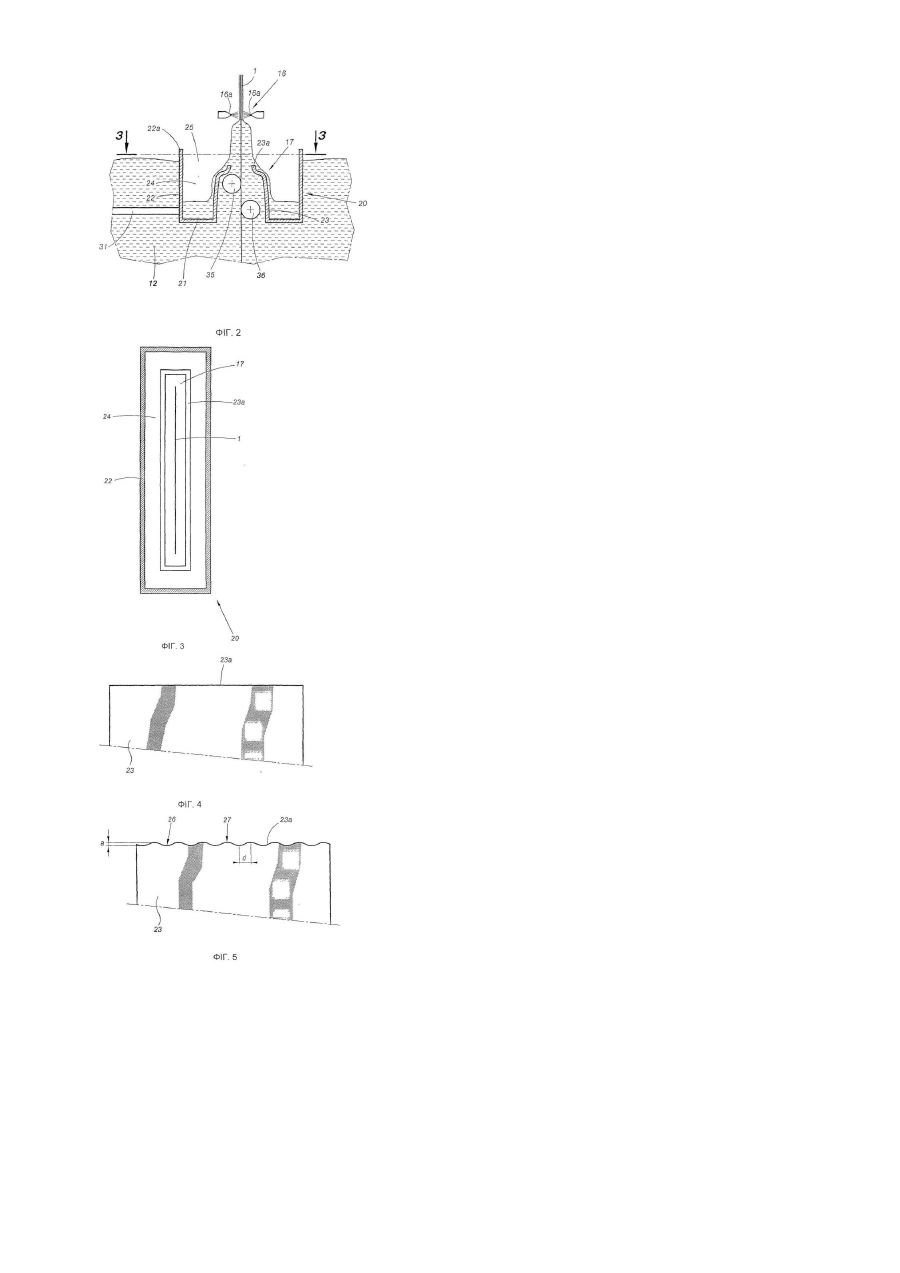
Даний винахід відноситься до способу й установки для безперервного гарячого нанесення покриття на металеву стрічку, зокрема, на сталеву стрічку, шляхом занурення. У багатьох випадках промислового застосування використовуються сталеві листи із захисним покриттям, наприклад, від корозії, найчастіше це покриття є цинковим шаром. Такий тип листів знаходить застосування в різних галузях промисловості для одержання виробів будьякого виду, зокрема, декоративних виробів Для одержання такого типу листів застосовуються установки для безперервного нанесення покриття шляхом занурення, у яких сталева стрічка занурюється у ванну рідкого металу, наприклад, цинку, у якій можуть міститися й інші хімічні елементи, такі як алюміній, залізо і можливі добавки, такі як, наприклад, свинець, сурма та ін Температура ванни залежить від виду металу, у цинковій ванні вона досягає близько 460°С. В окремому випадку гарячого цинкування під час протягання сталевої стрічки через ванну розплавленого цинку на поверхні цієї стрічки утворюється шар інтерметалевого сплаву Fe-Zn-AI товщиною в кілька десятків нанометрів. Корозійна стійкість виробів з таким покриттям забезпечується цинком, товщина покриття якого найчастіше визначається повітряним сушінням. Зчеплення цинку з поверхнею сталевої стрічки забезпечується згаданим вище шаром інтерметалевого сплаву. Перед проходженням сталевої стрічки через ванну рідкого металу стрічку спочатку пропускають через відпалювальну піч з відновною атмосферою для її рекристалізації після значного нагартування під час холодної прокатки ι для підготовки хімічного стану її поверхні для сприятливого протікання хімічних реакцій під час занурення. Сталеву стрічку нагрівають до температури 650-900°С в залежності від марки стали протягом часу, необхідного для рекристалізації і підготовки поверхні. Після цього її охолоджують за допомогою теплообмінників до температури, близької до температури ванни рідкого металу. Після пропущення через відпалювальну піч сталева стрічка переміщається в кожусі, називаному також "спускним ковпаком" чи "хоботом", у захисній по відношенню до сталі атмосфері, і занурюється у ванну з рідким металом. Нижня частина кожуха занурена у ванну рідкого металу для утворення з поверхнею цієї ванни рідинного герметичного затвора усередині кожуха, крізь який проходить сталева стрічка при своєму переміщенні в цьому кожусі. Сталева стрічка відхиляється валиком, зануреним у ванну рідкого металу, виходить з цієї ванни, і проходить через засоби сушіння для регулювання товщини покриття сталевої стрічки рідким металом. У момент свого витягання з ванни стрічка проходить крізь поверхню ванни рідкого цинку, покриту оксидом цинку і штейном, що утворюються внаслідок реакції розчинення сталевої стрічки. Для попередження захоплення частинок стрічкою поверхня ванни, що є візуально доступною для операторів, регулярно очищається таким чином, щоб стрічка не захоплювала частинки. Однак така операція ручного очищення не гарантує постійної чистоти поверхні ванни і відсутності частинок, що регулярно спливають у ванні в точці витягування сталевої стрічки. Тому після нанесення покрита сталева стрічка має дефекти зовнішнього вигляду, що виявляються і навіть посилюються в процесі сушіння цинку. Дійсно, прониклі частинки утримуються при дії струменів при пневматичному сушінні до того, як вони будуть відірвані чи роздроблені, і утворюють у такий спосіб сліди під товщею рідкого цинку довжиною від декількох міліметрів до декількох сантиметрів. Рішення для усунення цих недоліків полягає в очищенні поверхні рідкого затвора шляхом відкачки оксидів цинку і штейну, утворюваних у ванні. Операції з відкачування дозволяють очистити поверхню рідкого затвора тільки дуже локально, на ділянці відкачування, і характеризуються дуже низькими ефективністю і радіусом дії, що не гарантує повного очищення, зокрема, у зоні виходу сталевої стрічки з ванни рідкого цинку. Метою винаходу є створення способу і пристрою для безперервного нанесення покриття на металеву стрічку шляхом занурення, які дозволяють усунути приведені вище недоліки й одержати дуже низьку щільність дефектів, що задовольняє вимогам замовників стосовно дефектів зовнішнього вигляду поверхні. Об'єктом винаходу є спосіб безперервного нанесення покриття на металеву стрічку шляхом занурення в ємність з ванною рідкого металу, при якому металеву стрічку безперервно протягають усередині кожуха із захисною атмосферою, нижня частина якого занурена у ванну рідкого металу для утворення з поверхнею цієї ванни герметичного рідинного затвора усередині кожуха, відхиляють металеву стрічку за допомогою відхиляючого валика, розташованого у ванні рідкого металу, і сушать покриту металеву стрічку на виході з ванни рідкого металу, який відрізняється тим, що на рівні зони виходу стрічки з ванни рідкого металу ізолюють рідкий метал від поверхні зазначеної ванни усередині ізолюючої камери і відводять частинки оксиду металу та інтерметалевих сполук шляхом витікання рідкого металу з цієї зони в зазначену камеру, при цьому висоту падіння рідкого металу в цю камеру вибирають такою, щоб виключити спливання частинок оксиду металу та інтерметалевих сполук протитечійно витіканню рідкого металу, ι видаляють зазначені частинки з камери. Об'єктом винаходу є також установка для гарячого безперервного нанесення покриття на металеву стрічку шляхом занурення, що містить. - ємність з ванною рідкого металу, - кожух для протягання металевої стрічки в захисній атмосфері, нижня частина якого занурена у ванну рідкого металу для утворення з поверхнею цієї ванни рідкого герметичного затвора усередині кожуха, - валик для відхилення металевої стрічки, розташований у ванні рідкого металу, - засоби для сушіння покритої металевої стрічки на виході з ванни рідкого металу, яка відрізняється тим, що вона містить, з одного боку, на рівні виходу стрічки з ванни рідкого металу камеру для ізоляції рідкого металу в цій зоні від поверхні ванни і для відведення частинок оксиду металу та інтерметалевих сполук шляхом витікання рідкого металу з цієї зони в зазначену камеру, причому висота падіння рідкого металу в камеру перевищує 50 мм для попередження спливання частинок оксиду металу та інтерметалевих сполук протитечійно витіканню рідкого металу, і, з іншого боку, засоби для витягання зазначених частинок з камери. Відповідно до інших ознак винаходу: - висота падіння рідкого металу в камеру перевищує 100мм, - камера містить у собі металеву стрічку і має днище та дві концентричні стінки, що утворюють між собою відділення і формують у верхній частині цієї камери отвір, причому верхня кромка зовнішньої стінки розташована над поверхнею ванни рідкого металу, а верхня кромка внутрішньої стінки розташована під зазначеною поверхнею, - внутрішня стінка камери має нижню частину з розширенням убік днища ємності і верхню частину, паралельну металевій стрічці, - засоби для витягання частинок складаються з помпи, підключеної з усмоктувального боку до відділення камери за допомогою сполучного трубопроводу і обладнаної з нагнітального боку трубопроводом для відведення відібраного рідкого металу в задню частину ємності, - установка містить засоби позиціонування металевої стрічки по відношенню до верхньої кромки внутрішньої стінки камери. Інші ознаки і переваги винаходу містяться в описі, що приводиться нижче як приклад з посиланнями на прикладені креслення, на яких зображено на: Фіг.1 - схематичний вид на установку для безперервного нанесення покриття шляхом занурення, відповідно до винаходу, у вертикальній проекції, Фіг.2 - вид у збільшеному масштабі на камеру, розташовану на виході стрічки з установки для цинкування, відповідно до винаходу, Фіг.3 - розріз по 3-3 на Фіг.2, Фіг.4 - схематичний вид вертикальної проекції першого варіанта виконання верхньої кромки внутрішньої стінки, Фіг.5 - схематичний вид на поперечний розріз другого варіанта виконання верхньої кромки внутрішньої стінки камери. Нижче описується установка для безперервного цинкування металевої стрічки. Однак винахід застосовний для будь-якого способу безперервної обробки шляхом занурення, при якому відбувається забруднення поверхні і при якому необхідно забезпечувати чистоту рідинного затвора. Відразу після виходу зі стану холодної прокатки сталева стрічка 1 надходить у відпалювальну піч (не показана) з відновною атмосферою для рекристалізації після значного нагартування, викликаного холодною прокаткою, і для підготовки хімічного стану поверхні для сприятливого протікання хімічних реакцій під час цинкування. У зазначеній печі сталева стрічка нагрівається до температури від близько 650 до близько 900 °С. На виході з відпалювальної печі сталева стрічка 1 спрямовується в установку для цинкування, зображену на Фіг.1 і позначену позицією 10. Установка 10 містить у собі ємність 11 з ванною 12 рідкого цинку, що містить хімічні елементи, такі як алюміній, залізо і можливі добавки, такі як свинець, сурма. Температура ваннирідкого цинку становить близько 460°С. На виході з відпалювальної печі сталева стрічка 1 охолоджується до температури, близької до температури ванни рідкого цинку, за допомогою теплообмінників, після чого вона занурюється у ванну 12 рідкого цинку. Як показано на Фіг.1, установка 10 для цинкування містить кожух 13, усередині якого протягається сталева стрічка 1 у захисній для сталі атмосфері. Кожух 13, називаний також "спускним ковпаком" чи "хоботом", має в прикладі здійснення, зображеному на фігурах, прямокутний поперечний переріз. Нижня частина 13а кожуха 13 занурена у ванну 12 рідкого цинку таким чином, що разом з поверхнею ванни 12 вона утворює усередині кожуха 13 рідинний герметичний затвор 14. У такий спосіб сталева стрічка 1 при своєму зануренні у ванну рідкого цинку 12 проходить крізь поверхню рідинного затвора 14 у нижню частину 13а кожуха 13. Сталева стрічка 1 постійно відхиляється валиком 15, названим звичайно донним валиком і розташованим у ванні 12 рідкого цинку, а на виході з ванни 12 покрита сталева стрічка 1 спрямовується до засобів 16 сушіння, що складаються, наприклад, із сопел 16а для подачі повітря, спрямованих убік кожної поверхні сталевої стрічки 1 для регулювання товщини покриття рідким цинком. Як показано на Фігурах 1 і 2, установка містить на рівні зони 17 виходу стрічки 1 з ванни 12 рідкого цинку камеру 20 для ізоляції рідкого металу в цій зоні 17 від поверхні ванни 12 і для відведення частинок оксиду металу та інтерметалевих сполук шляхом витікання рідкого цинку із зони 17 у камеру 20, як про це буде сказано нижче. Камера 20 містить у собі металеву стрічку 1 і має днище 21 та дві концентричні стінки, відповідно, зовнішню стінку 22 і внутрішню стінку 23, що утворюють між собою відділення 24. Стінки 22 і 23 формують у верхній частині камери 20 отвір 25. Як показано на Фіг.2, верхня кромка 22а зовнішньої стінки 22 розташована ш над поверхнею ванни 12 рідкого цинку, а верхня кромка 23а внутрішньої стінки 23 під цією поверхнею. Висота падіння рідкого металу в камеру 20 вибирається таким чином, щоб запобігти спливанню частинок окислу металу та інтерметалевих сполук протитечійно витіканню рідкого металу, і складає більше 50мм, краще, більше 100мм. Краще, внутрішня стінка 23 має нижню частину з розширенням убік днища ємності 11. Стінки 22 і 23 камери 20 виконані з нержавіючої сталі і мають товщину, наприклад, від 10 до 20мм. Відповідно до першого варіанта виконання, зображеного на Фіг.4, верхня кромка 23а внутрішньої стінки 23 виконана прямокутною і, краще, загостреною. Відповідно до другого варіанта виконання, зображеного на Фіг.5, верхня кромка 23а внутрішньої стінки 23 камери 20 містить розташовану в подовжньому напрямку послідовність виїмок 26 і виступів 27. Виїмки 26 і виступи 27 мають форму дуги окружності, амплітуда "а" між цими виїмками і виступами складає, краще, 5-10мм. Крім того, відстань "d" між виїмкою 26 і виступом 27 становить, наприклад, близько 150мм. У цьому варіанті здійснення винаходу верхня кромка 23а внутрішньої стінки 23 також виконана переважно загостреною. Як показано на Фіг.1, установка додатково містить засоби для відведення накопичених частинок у відділенні 24 камери 20. Засоби для відведення складаються з помпи 30, підключеної з всмоктувального боку до відділення 24 за допомогою сполучного трубопроводу 31 і обладнаної з нагнітального боку відвідним трубопроводом 32 для відведення відібраного рідкого цинку в товщу ванни 12. Крім того, установка містить засоби позиціонування сталевої стрічки 1 по відношенню до верхньої кромки 23а внутрішньої стінки 23, що складаються з двох горизонтальних валиків 36 і 55, розташованих по обидва боки стрічки і зміщених по відношенню один до одного. Як правило, сталева стрічка 1 подається в цинкову ванну 12 через кожух 13 і рідкий затвор 14, при цьому стрічка захоплює частинки оксиду цинку та інтерметалевих сполук, що містяться в розплаві, приводячи тим самим до дефектів зовнішнього вигляду покриття. Ці частинки, що перенасичують ванну 12 рідкого цинку, мають об'ємну масу, меншу за об'ємну масу рідкого цинку, тому вони спливають на поверхню ванни, зокрема, у зоні 17 виходу стрічки. Таким чином, на виході з ванни 12 рідкого цинку сталева стрічка 1 при своєму витяганні проходить через зону 17, покриту частинками оксиду цинку та інтерметалевих сполук. Для усунення цього недоліку зона 17 виходу сталевої стрічки 1 зменшена за рахунок внутрішньої стінки 23 камери 20, у якій замкнена сталева стрічка 1, і розплав цинку, ізольований у цій зоні 17, перетікає у відділення 24 камери 20 через верхню кромку 23а внутрішньої стінки 23 камери 20. Частинки, що плавають на поверхні рідкого цинку в зоні 17 і викликають прикрі дефекти зовнішнього вигляду, захоплюються у відділення 24, причому рідкий цинк, що знаходиться в цьому відділенні 24, відкачується для підтримання достатнього нижнього рівня, необхідного для природного витікання рідкого цинку із зони 17 у відділення 24. У такий спосіб вільна поверхня в зоні 17 виходу покритої сталевої стрічки залишається ізольованою внутрішньою стінкою 23 камери 20, поверхня рідкого цинку постійно обновляється, рідкий цинк, усмоктуваний насосом 30 з відділення 24, нагнітається у ванну 12 рідкого цинку в задній частині ємності 11 через відвідний трубопровід 32. Завдяки цьому ефекту сталева стрічка 1 протягається крізь поверхню рідкого цинку, що постійно очищається, при виході з ванни 12 і виходить з неї з мінімальною кількістю дефектів. Витрата цинку у відділенні 24 камери 20 регулюється збільшенням рівня ванни 12 рідкого цинку шляхом введення цинкових злитків у ємність 11. Відповідно до варіанта виконання, витрата цинку у відділенні 24 може регулюватися шляхом зміни вертикального положення камери 20 стосовно дзеркала ванни 12 рідкого цинку. Для цього камера 20 може бути обладнана засобами регулювання її рівня у вертикальному положенні. Ці засоби складаються щонайменше з одного гідравлічного чи пневматичного підйомника чи будь-якого іншого придатного засобу. Зниження рівня у відділенні 24 відповідає незначному зменшенню витрати цинку при витіканні в це відділення і, отже, зниженню рівня цинку в зоні 17. Таке зменшення пояснюється витратою цинку на сталеву стрічку 1 та утворенням піни на поверхні ванни 12. Завдяки установці, відповідно до винаходу, щільність дефектів на покритих поверхнях сталевої стрічки істотно зменшувалася, а одержуваний при цьому зовнішній вигляд відповідав вимогам замовників у відношенні дефектів зовнішнього вигляду на поверхні виробів. Винахід застосовний для нанесення будь-якого металевого покриття шляхом занурення.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for a dip coating of a metal strip, in particular of a steel strip and an installation for implementing the same
Автори англійськоюGacher Laurent
Назва патенту російськоюСпособ нанесения покрытия на металлическую полосу, в частности на стальную полосу, путем погружения и установка для его осуществления
Автори російськоюГаше Лоран
МПК / Мітки
МПК: C23C 2/14, C23C 2/06, B05C 3/02, C23C 2/00
Мітки: установка, шляхом, сталеву, металеву, занурення, здійснення, стрічку, нанесення, спосіб, зокрема, покриття
Код посилання
<a href="https://ua.patents.su/4-74224-sposib-nanesennya-pokrittya-na-metalevu-strichku-zokrema-na-stalevu-strichku-shlyakhom-zanurennya-ta-ustanovka-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення покриття на металеву стрічку, зокрема на сталеву стрічку, шляхом занурення та установка для його здійснення</a>
Установка для нанесення покриття на металеву смугу методом занурення у рідкий метал
Номер патенту: 74225
Опубліковано: 15.11.2005
Автори: Люка Патріс, Пріжан Ів, Боден Юг, Гаше Лоран, Дошелль Дід'є
МПК: C23C 2/00, C23C 2/06, B05C 3/02, C23C 2/14
Мітки: методом, рідкий, нанесення, покриття, занурення, металеву, метал, смугу, установка
Формула / Реферат:
1. Установка для безперервного нанесення покриття на 5 металеву смугу (1) методом занурення, що містить:- чан (11), у якому розташована рідкометалічна ванна (12);- направляючий короб (13) для переміщення металевої смуги (1) у захисній атмосфері, нижній кінець якої (13а) занурений у рідкометалічну ванну (12), при цьому поверхня ванни (12) і 10 внутрішній простір направляючого короба (13) утворюють ущільнювальний затвор з рідкого...
Спосіб нанесення покриття на стрічку скла та пристрій для його здійснення
Номер патенту: 25918
Опубліковано: 26.02.1999
Автор: Рональд Френк Беррі
МПК: C03C 17/22
Мітки: спосіб, скла, пристрій, нанесення, стрічку, здійснення, покриття
Формула / Реферат:
1. Способ нанесения покрытия на ленту стекла, вырабатываемую на поверхности расплавленного металла химическим соединением из газовой фазы, путем пропускания покровного реагента над поверхностью горячего стекла в зоне нанесения покрытия и отвода использованного газа в нижнем по течению потока газа конце зоны через вытяжной канал, отличающийся тем, что над поверхностью стекла, смежной с вытяжным каналом, пропускают инертный газ.2. Способ...
Спосіб нанесення покриття на деталь та установка для його здійснення
Номер патенту: 48963
Опубліковано: 16.09.2002
Автори: Вілльям А.Нехез, Ст., Стівен М.Бернс
МПК: C23C 4/00
Мітки: спосіб, здійснення, установка, покриття, деталь, нанесення
Формула / Реферат:
1. Спосіб нанесення покриття на деталь, при якому створюють джерело матеріалу покриття, прикріплюють деталь, на яку необхідно нанести покриття, до затискувального пристрою та наносять покриття із вказаного матеріалу під час обертання затискувального пристрою навколо його поздовжньої осі, який відрізняється тим, що деталь обертають навколо своєї поздовжньої осі та одночасно нахиляють у напрямку джерела матеріалу покриття, внаслідок чого цей...
Спосіб непрямого нанесення тонкого шару покриття і установка для його здійснення
Номер патенту: 73224
Опубліковано: 15.06.2005
Автори: Дао Віє Дунг, Уба Габріель, Сімон Жан-Ів
Мітки: тонкого, спосіб, шару, нанесення, установка, покриття, здійснення, непрямого
Формула / Реферат:
1. Спосіб непрямого нанесення тонкого шару покриття на основи значної ширини за допомогою гравірованого циліндра (5) нанесення з виконаними на ньому спіральними канавками, які служать для захоплення композиції (3), частково зануреного в бак або резервуар (1) із зазначеною композицією нанесення, який відрізняється тим, що на виході з бака або резервуара (1), виступаючу частину циліндра (5) нанесення для розрівнювання композиції нанесення...
Спосіб нанесення покриття на металеву деталь та металева деталь з високотемпературною захисною системою покриття
Номер патенту: 46761
Опубліковано: 17.06.2002
Автор: Беелє Вольфрам
МПК: C23C 28/00, C23C 14/02
Мітки: нанесення, покриття, високотемпературною, деталь, спосіб, металеву, системою, захисною, металева
Формула / Реферат:
1. Спосіб нанесення покриття на металеву деталь, який полягає у тому, що на зовнішню поверхню металевої деталі наносять шар сплаву та керамічний шар, який відрізняється тим, що після нанесення шару сплаву його полірують та наносять на нього шар алюмініду однакової товщини, після чого наносять керамічний шар.2. Спосіб за п. 1, який відрізняється тим, що за наявності у корпусі металевої деталі принаймні одного каналу, що утворює її...
Попередній патент: Спосіб безперервного гарячого покривання металевої стрічки зануренням у рідкий метал та установка для його здійснення
Наступний патент: Мікрофон для отримання інформації
Випадковий патент: Церебропротекторний засіб для відновлення фізичних і інтелектуальних функцій