Спосіб нанесення покриття на деталь та установка для його здійснення


Формула / Реферат
1. Спосіб нанесення покриття на деталь, при якому створюють джерело матеріалу покриття, прикріплюють деталь, на яку необхідно нанести покриття, до затискувального пристрою та наносять покриття із вказаного матеріалу під час обертання затискувального пристрою навколо його поздовжньої осі, який відрізняється тим, що деталь обертають навколо своєї поздовжньої осі та одночасно нахиляють у напрямку джерела матеріалу покриття, внаслідок чого цей матеріал вступає у контакт принаймні з однією поверхнею деталі під кутом до поздовжньої осі деталі.
2. Спосіб згідно з п. 1, який відрізняється тим, що під час здійснення операції нанесення покриття наносять покриття на дві протилежні поверхні деталі, а при нахиленні наносять покриття на поверхню, яка є перпендикулярною до вказаних протилежних поверхонь.
3. Спосіб по п. 1, який відрізняється тим, що під час здійснення операції прикріплення прикріплюють багато деталей до затискувального пристрою, а під час здійснення операції нанесення покриття обертають модульний затискувальний пристрій навколо його поздовжньої осі, при цьому викликають одночасне обертання деталей навколо їхніх відповідних поздовжніх осей та одночасне нахилення деталей у напрямку джерела матеріалу покриття.
4. Спосіб згідно з п. 3, який відрізняється тим, що під час здійснення операції прикріплення розміщують кожну деталь в утримувальному пристрої, що прикріплений до затискувального пристрою за допомогою втулкового та шпиндельного пристрою, а при здійсненні операції обертання затискувального пристрою примушують шпинделі та утримувальні пристрої нахилятися відносно затискувального пристрою.
5. Спосіб згідно з п. 4, який відрізняється тим, що під час його здійснення застосовують деталі, що мають багато профільованих елементів, причому кожна із них має передню кромку, дві протилежні обтічні поверхні та площинку, яка є перпендикулярною до вказаних протилежних поверхонь, при цьому прикріплюють затискувальний пристрій з вказаними профільованими елементами в утримувальному пристрої до обертальної привідної системи, транспортують затискувальний пристрій та профільовані елементи у камеру нанесення покриття та обертають затискувальний пристрій, в площині, при якій передня кромка, протилежні поверхні та площинка кожного із профільованих елементів відкриті для матеріалу покриття під час здійснення циклу нанесення покриття.
6. Спосіб згідно з п. 5, який відрізняється тим, що під час здійснення операції обертання обертають затискувальний пристрій навколо першої осі та одночасно примушують кожен із профільованих елементів обертатися навколо другої осі під кутом до першої осі, причому другу вісь підтримують нахиленою в напрямку джерела матеріалу покриття.
7. Установка для нанесення покриття на деталь, яка містить модульний затискувальний пристрій для нанесення покриття на деталь, яка відрізняється тим, що модульний затискувальний пристрій включає засіб для підтримування деталі, для одночасного оберту деталі навколо своєї поздовжньої осі та нахилу у напрямку джерела матеріалу покриття під час здійснення операції нанесення покриття.
8. Установка згідно з п. 7, яка відрізняється тим, що модульний затискувальний пристрій включає вал, який проходить у поздовжньому напрямку, та опорну плиту, прикріплену до вала та опорні засоби, що містять втулковий пристрій у межах опорної плити та взаємодіючий шпиндельний пристрій, до якого прикріплюється деталь.
9. Установка згідно з п. 7, яка відрізняється тим, що містить втулковий пристрій, що містить порожнистий втулковий елемент, в якому виконаний внутрішній канал, шпиндельний пристрій, що містить стержень з потовщеною кінцевою ділянкою для вступу у контакт з одним кінцем втулкового елемента та ділянку вала, прикріплену до потовщеної кінцевої ділянки, причому зовнішній діаметр ділянки вала менший, ніж діаметр вказаного каналу, та опорні засоби для деталі, які також містять утримувальний пристрій, з'єднаний з ділянкою вала шпиндельного пристрою.
10. Установка згідно з п. 9, яка відрізняється тим, що містить вказані канал та ділянку вала, що мають шорсткі поверхні для створення тертя для нахилу деталі під час обертання затискувального пристрою.
11. Установка згідно з п. 9, яка відрізняється тим, що містить утримувальний пристрій, що має на одному кінці кришкоподібний з'єднувальний пристрій, причому кришкоподібний з'єднувальний пристрій має два протилежні прорізи, ділянку вала, що має принаймні один проріз для спряження з вказаними двома протилежними прорізами з'єднувального пристрою та засоби прикріплення з'єднувального пристрою до вказаної ділянки вала.
12. Установка згідно з п. 9, яка відрізняється тим, що утримувальний пристрій деталі містить закріплювальний пристрій деталі, що має першу стінку та дві бокові стінки, простягнені від першої стінки, причому бокові стінки та перша стінка визначають отвір для введення деталі, та кришку для закривання отвору після розміщення деталі у закріплювальному пристрої.
13. Установка згідно з п. 12, яка відрізняється тим, що вміщує шпонкоподібний елемент, прикріплений до однієї із бокових стінок та виступний з неї, причому цей елемент має проріз, кришку, що має наскрізний проріз для проходу шпонкоподібного елемента при закритому кришкою отворі, клиноподібний елемент для прикріплення кришки до закріплювального пристрою, причому клиноподібний елемент встановлений в проріз у шпонкоподібному елементі і перебуває у контакті з ділянками зовнішньої поверхні кришки, засоби для розміщення деталі у заданому положенні у межах закріплювального пристрою, маскувальний пристрій, прикріплений до закріплювального пристрою деталі, причому маскувальний пристрій розміщений над ділянкою деталі, на яку не потрібно наносити покриття під час операції нанесення покриття.
14. Установка згідно з п. 13, яка відрізняється тим, що засоби розміщення деталі у заданому положенні містять елемент розміщення, прикріплений до першої стінки, або елемент розміщення, розташований між першою стінкою та однією із бокових стінок, причому елемент розміщення встановлений з можливістю взаємодії з ділянкою деталі.
15. Установка згідно з п. 7, яка відрізняється тим, що містить засоби прикріплення модульного затискувального пристрою до засобів обертання цього пристрою навколо нього поздовжньої осі, причому засоби прикріплення містять циліндричний установочний стояк., що виступає з одного кінця модульного затискувального пристрою та має два протилежні прорізи, з'єднувальний елемент привідного вала, який має ділянку вала, спряжену з циліндричним установочним стояком та з ділянкою корпуса, при цьому ця остання має принаймні один проріз для спряження з двома протилежними прорізами, засоби, які проходять через два протилежні прорізи та принаймні один проріз у ділянці корпуса для прикріплення модульного затискувального пристрою до вказаного з'єднувального елемента, а вказаний з'єднувальний елемент має вісь обертання, що дозволяє модульному затискувальному пристрою переміщатися відносно ділянки корпуса.
16. Установка згідно з п. 7, яка відрізняється тим, що містить засоби підтримування багатьох деталей модульного затискувального пристрою, встановлені з можливістю обертання кожної з деталей навколо своєї поздовжньої осі під час циклу покриття та одночасного нахилу у напрямку джерела матеріалу покриття під час усього вказаного циклу для нанесення матеріалу покриття на потрібні ділянки кожної деталі.
17. Установка згідно з п. 16, яка відрізняється тим, що модульний затискувальний пристрій, має елемент, який проходить у поздовжньому напрямку, та дві опорні плити, прикріплені до вказаного елемента, причому опорні плити знаходяться одна від одної на потрібній відстані, засоби підтримування, що містять багато втулок, прикріплених до кожної із опорних плит, та багато взаємодіючих шпиндельних пристроїв, до яких прикріплюються деталі.
18. Установка згідно з п. 17, яка відрізняється тим, що модульний затискувальний пристрій містить шпиндельні пристрої, розміри яких розраховані на можливість нахилу вказаних пристроїв відносно втулок при обертанні модульного затискувального пристрою під час циклу нанесення покриття.
19. Установка згідно з п. 18, яка відрізняється тим, що модульний затискувальний пристрій містить засоби утримування деталі, прикріпленої до кожного із шпиндельних пристроїв.
20. Установка згідно з п. 19, яка відрізняється тим, що кожен із шпиндельних пристроїв модульного затискувального пристрою включає збільшену передню ділянку та ділянку вала, простягнену через канал у відповідній втулці, а кожні засоби утримування деталей включають з'єднувальний пристрій, прикріплений до одного кінця, та засоби прикріплення з'єднувального пристрою до однієї із ділянок шпиндельного вала.
21. Установка згідно з п. 19, яка відрізняється тим, що кожні із засобів утримання деталей модульного затискувального пристрою включають першу стінку та дві бокові стінки, простягнені від першої стінки, причому бокові стінки та перша стінка є отвором для розміщення через нього деталі, та кришку для закривання отвору після розміщення деталі у засобах утримування.
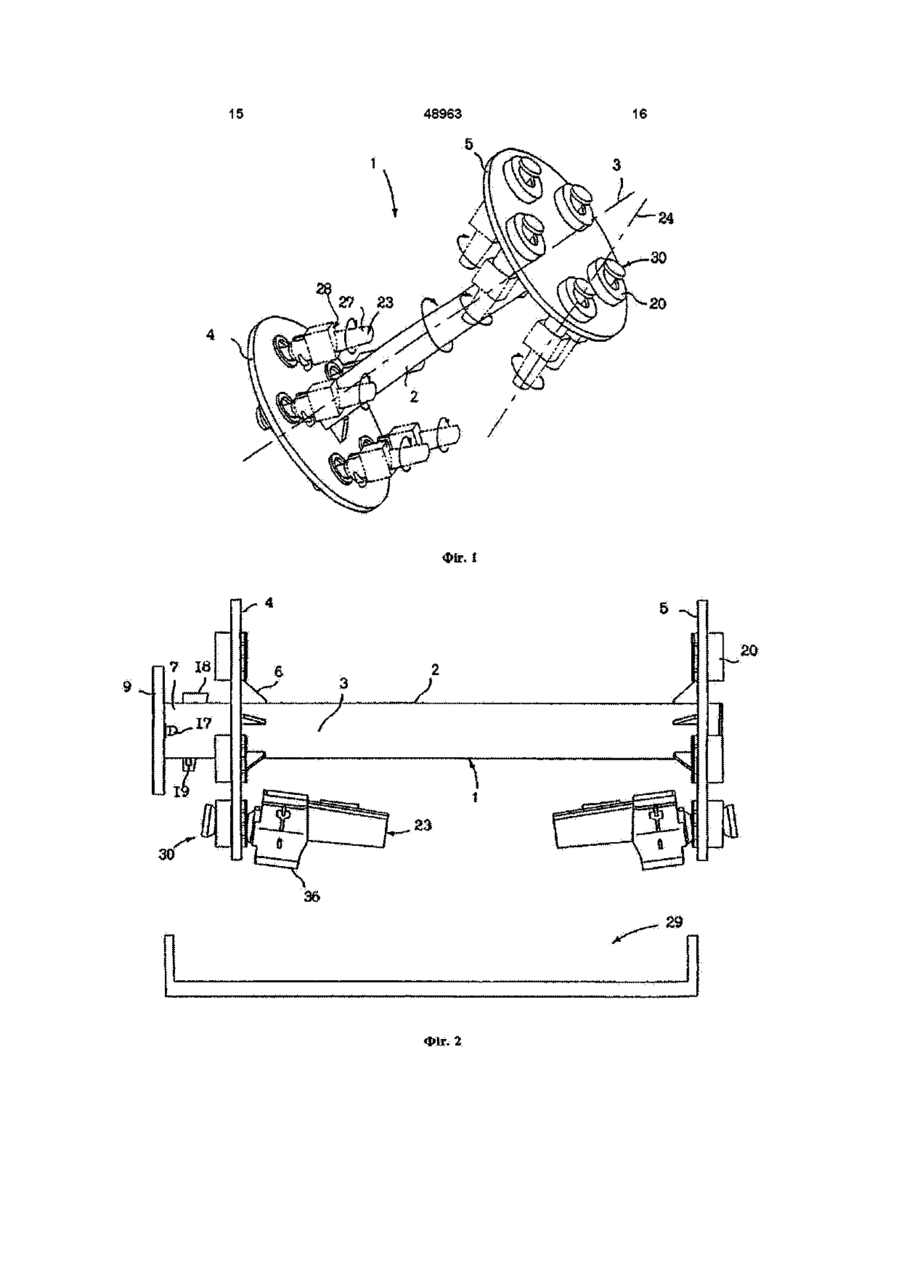
Текст
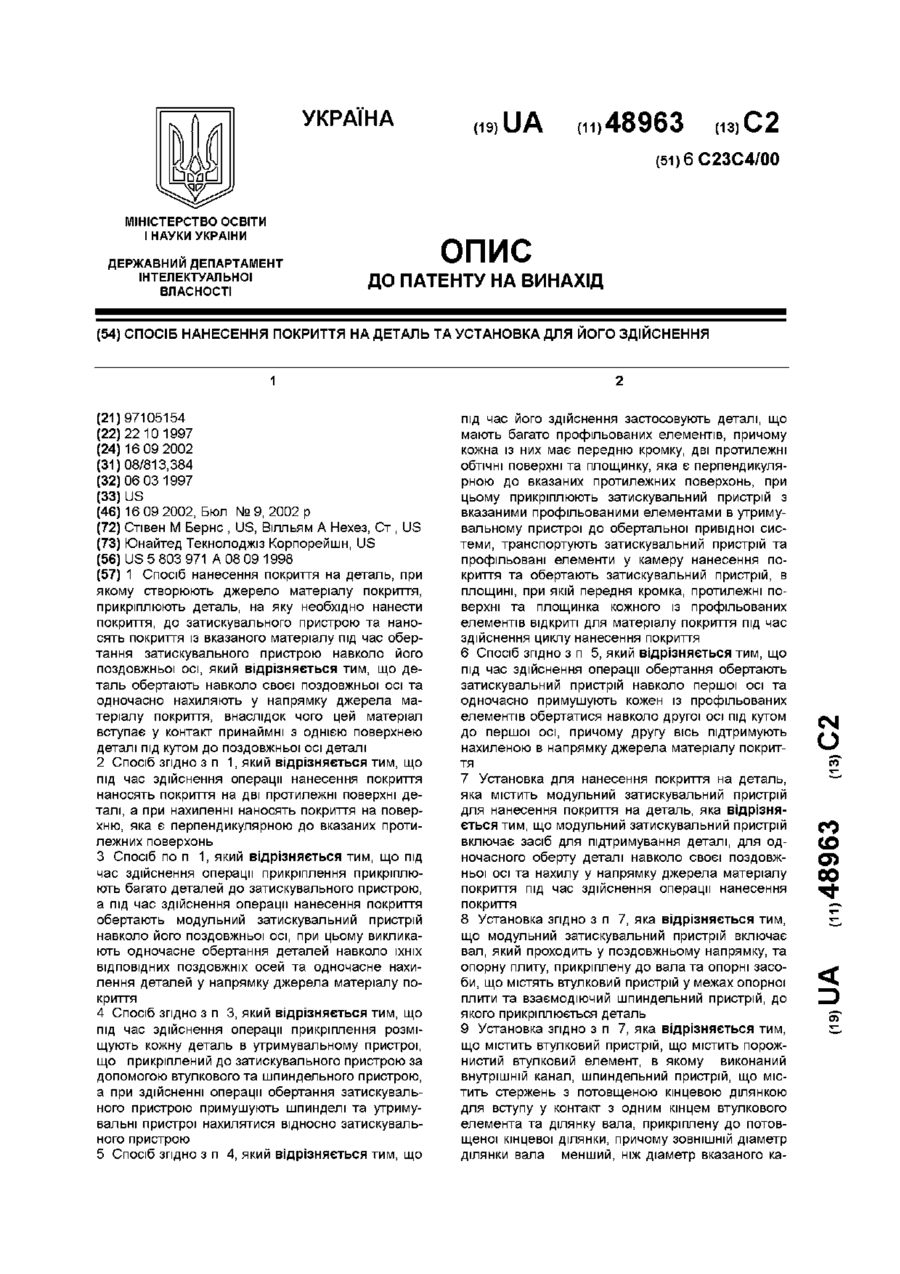
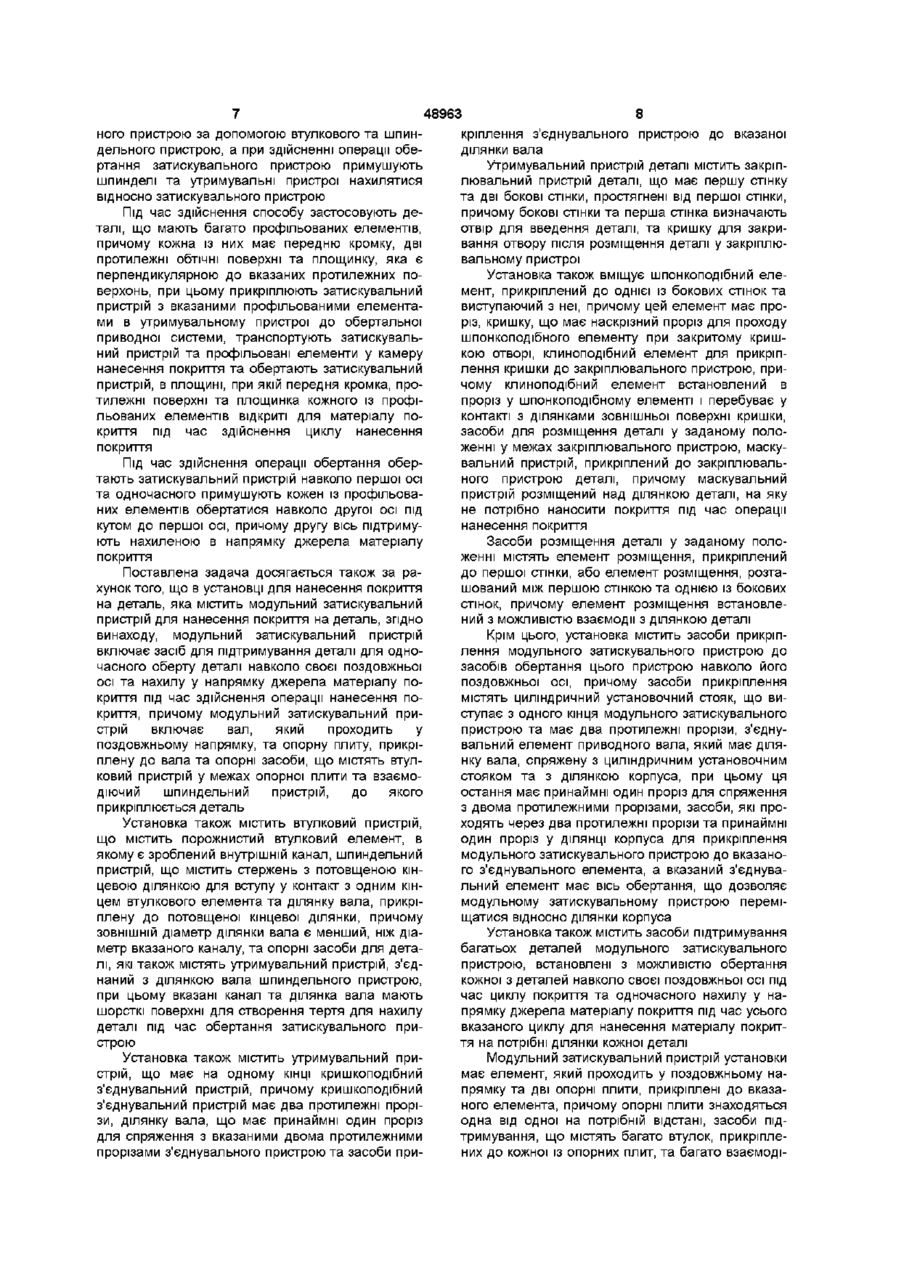
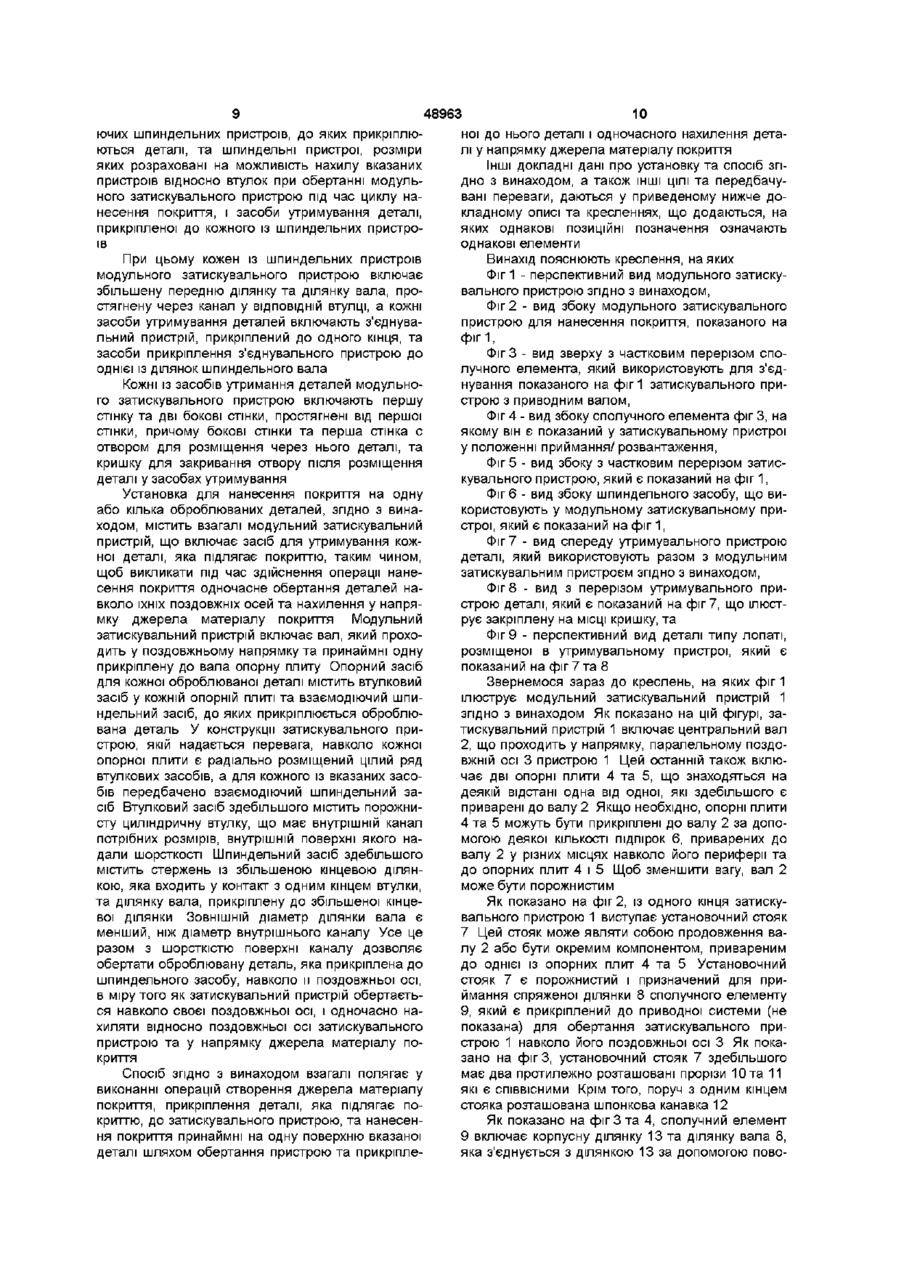
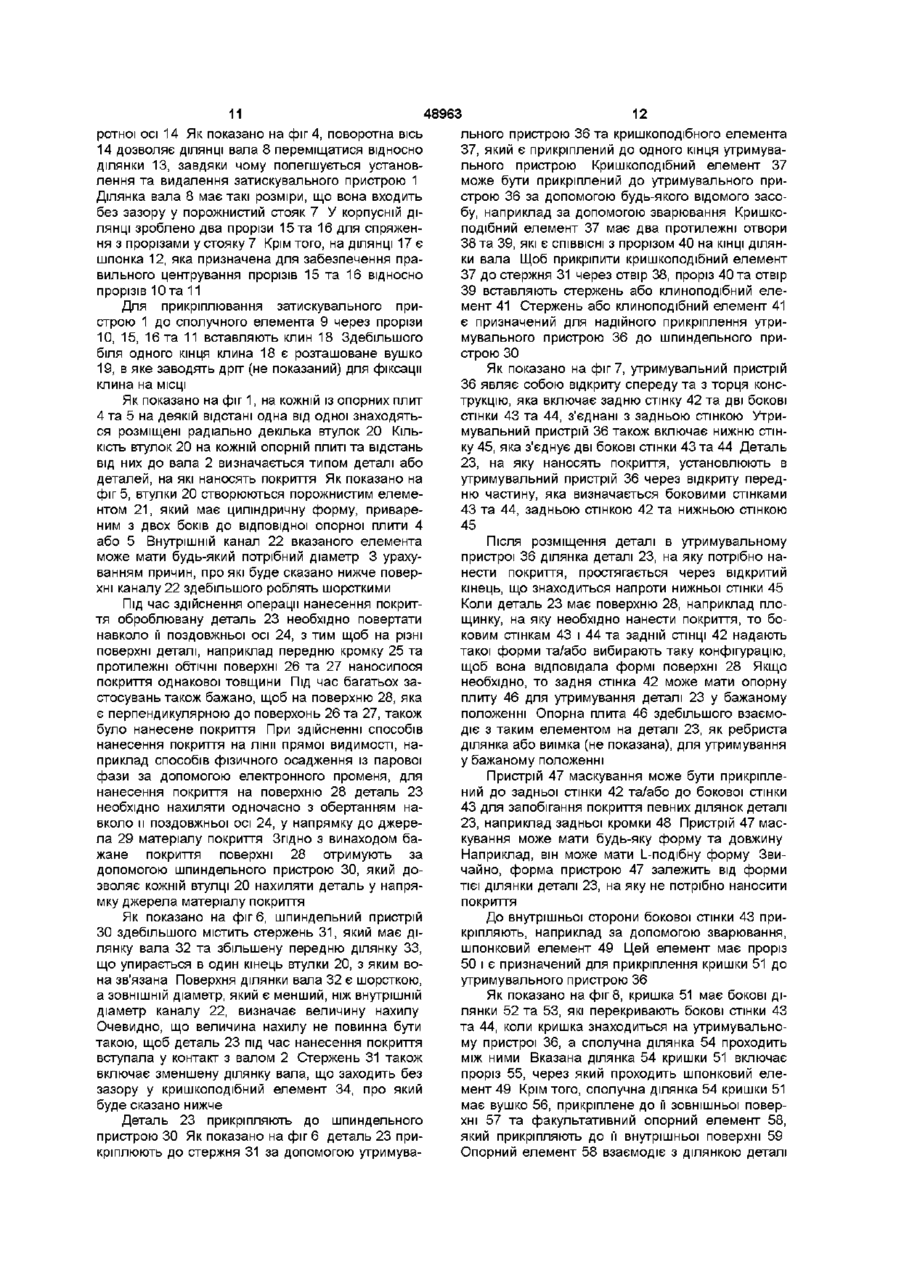
1 Спосіб нанесення покриття на деталь, при якому створюють джерело матеріалу покриття, прикріплюють деталь, на яку необхідно нанести покриття, до затискувального пристрою та наносять покриття із вказаного матеріалу під час обертання затискувального пристрою навколо його поздовжньої осі, який відрізняється тим, що деталь обертають навколо своєї поздовжньої осі та одночасно нахиляють у напрямку джерела матеріалу покриття, внаслідок чого цей матеріал вступає у контакт принаймні з однією поверхнею деталі під кутом до поздовжньої осі деталі 2 Спосіб згідно з п 1, який відрізняється тим, що під час здійснення операції нанесення покриття наносять покриття на дві протилежні поверхні деталі, а при нахиленні наносять покриття на поверхню, яка є перпендикулярною до вказаних протилежних поверхонь 3 Спосіб по п 1, який відрізняється тим, що під час здійснення операції прикріплення прикріплюють багато деталей до затискувального пристрою, а під час здійснення операції нанесення покриття обертають модульний затискувальний пристрій навколо його поздовжньої осі, при цьому викликають одночасне обертання деталей навколо їхніх ВІДПОВІДНИХ поздовжніх осей та одночасне нахилення деталей у напрямку джерела матеріалу покриття 4 Спосіб згідно з п 3, який відрізняється тим, що під час здійснення операції прикріплення розміщують кожну деталь в утримувальному пристрої, що прикріплений до затискувального пристрою за допомогою втулкового та шпиндельного пристрою, а при здійсненні операції обертання затискувального пристрою примушують шпинделі та утримувальні пристрої нахилятися відносно затискувального пристрою 5 Спосіб згідно з п 4, який відрізняється тим, що під час його здійснення застосовують деталі, що мають багато профільованих елементів, причому кожна із них має передню кромку, дві протилежні обтічні поверхні та площинку, яка є перпендикулярною до вказаних протилежних поверхонь, при цьому прикріплюють затискувальний пристрій з вказаними профільованими елементами в утримувальному пристрої до обертальної привідної системи, транспортують затискувальний пристрій та профільовані елементи у камеру нанесення покриття та обертають затискувальний пристрій, в площині, при якій передня кромка, протилежні поверхні та площинка кожного із профільованих елементів відкриті для матеріалу покриття під час здійснення циклу нанесення покриття 6 Спосіб згідно з п 5, який відрізняється тим, що під час здійснення операції обертання обертають затискувальний пристрій навколо першої осі та одночасно примушують кожен із профільованих елементів обертатися навколо другої осі під кутом до першої осі, причому другу вісь підтримують нахиленою в напрямку джерела матеріалу покриття 7 Установка для нанесення покриття на деталь, яка містить модульний затискувальний пристрій для нанесення покриття на деталь, яка відрізняється тим, що модульний затискувальний пристрій включає засіб для підтримування деталі, для одночасного оберту деталі навколо своєї поздовжньої осі та нахилу у напрямку джерела матеріалу покриття під час здійснення операції нанесення покриття 8 Установка згідно з п 7, яка відрізняється тим, що модульний затискувальний пристрій включає вал, який проходить у поздовжньому напрямку, та опорну плиту, прикріплену до вала та опорні засоби, що містять втулковий пристрій у межах опорної плити та взаємодіючий шпиндельний пристрій, до якого прикріплюється деталь 9 Установка згідно з п 7, яка відрізняється тим, що містить втулковий пристрій, що містить порожнистий втулковий елемент, в якому виконаний внутрішній канал, шпиндельний пристрій, що містить стержень з потовщеною кінцевою ділянкою для вступу у контакт з одним кінцем втулкового елемента та ділянку вала, прикріплену до потовщеної кінцевої ділянки, причому ЗОВНІШНІЙ діаметр ділянки вала менший, ніж діаметр вказаного ка О со (О о> 00 48963 вала, який має ділянку вала, спряжену з циліндричним установочним стояком та з ділянкою корпуса, при цьому ця остання має принаймні один проріз для спряження з двома протилежними прорізами, засоби, які проходять через два протилежні прорізи та принаймні один проріз у ДІЛЯНЦІ корпуса для прикріплення модульного затискувального пристрою до вказаного з'єднувального елемента, а вказаний з'єднувальний елемент має вісь обертання, що дозволяє модульному затискувальному пристрою переміщатися відносно ділянки корпуса 16 Установка згідно з п 7, яка відрізняється тим, що містить засоби підтримування багатьох деталей модульного затискувального пристрою, встановлені з можливістю обертання кожної з деталей навколо своєї поздовжньої осі під час циклу покриття та одночасного нахилу у напрямку джерела матеріалу покриття під час усього вказаного циклу для нанесення матеріалу покриття на потрібні ділянки кожної деталі 17 Установка згідно з п 16, яка відрізняється тим, що модульний затискувальний пристрій, має елемент, який проходить у поздовжньому напрямку, та дві опорні плити, прикріплені до вказаного елемента, причому опорні плити знаходяться одна від одної на потрібній відстані, засоби підтримування, що містять багато втулок, прикріплених до кожної із опорних плит, та багато взаємодіючих шпиндельних пристроїв, до яких прикріплюються деталі 18 Установка згідно з п 17, яка відрізняється тим, що модульний затискувальний пристрій містить шпиндельні пристрої, розміри яких розраховані на можливість нахилу вказаних пристроїв відносно втулок при обертанні модульного затискувального пристрою під час циклу нанесення покриття 19 Установка згідно з п 18, яка відрізняється тим, що модульний затискувальний пристрій містить засоби утримування деталі, прикріпленої до кожного із шпиндельних пристроїв 20 Установка згідно з п 19, яка відрізняється тим, що кожен із шпиндельних пристроїв модуль14 Установка згідно з п 13, яка відрізняється ного затискувального пристрою включає збільшетим, що засоби розміщення деталі у заданому пону передню ділянку та ділянку вала, простягнену ложенні містять елемент розміщення, прикріплечерез канал у ВІДПОВІДНІЙ втулці, а кожні засоби ний до першої стінки, або елемент розміщення, утримування деталей включають з'єднувальний розташований між першою стінкою та однією із пристрій, прикріплений до одного кінця, та засоби бокових стінок, причому елемент розміщення прикріплення з'єднувального пристрою до однієї із встановлений з можливістю взаємодії з ділянкою ділянок шпиндельного вала деталі 15 Установка згідно з п 7, яка відрізняється тим, 21 Установка згідно з п 19, яка відрізняється що містить засоби прикріплення модульного затитим, що кожні із засобів утримання деталей модускувального пристрою до засобів обертання цього льного затискувального пристрою включають пепристрою навколо нього поздовжньої осі, причому ршу стінку та дві бокові стінки, простягнені від засоби прикріплення містять циліндричний устанопершої стінки, причому бокові стінки та перша стівочний стояк , що виступає з одного кінця модульнка є отвором для розміщення через нього деталі, ного затискувального пристрою та має два протита кришку для закривання отвору після розміщенлежні прорізи, з'єднувальний елемент привідного ня деталі у засобах утримування налу, та опорні засоби для деталі, які також містять утримувальний пристрій, з'єднаний з ділянкою вала шпиндельного пристрою 10 Установка згідно з п 9, яка відрізняється тим, що містить вказані канал та ділянку вала, що мають шорсткі поверхні для створення тертя для нахилу деталі під час обертання затискувального пристрою 11 Установка згідно з п 9, яка відрізняється тим, що містить утримувальний пристрій, що має на одному КІНЦІ кришкоподібний з'єднувальний пристрій, причому кришкоподібний з'єднувальний пристрій має два протилежні прорізи, ділянку вала, що має принаймні один проріз для спряження з вказаними двома протилежними прорізами з'єднувального пристрою та засоби прикріплення з'єднувального пристрою до вказаної ділянки вала 12 Установка згідно з п 9, яка відрізняється тим, що утримувальний пристрій деталі містить закріплювальний пристрій деталі, що має першу стінку та дві бокові стінки, простягнені від першої стінки, причому бокові стінки та перша стінка визначають отвір для введення деталі, та кришку для закривання отвору після розміщення деталі у закріплювальному пристрої 13 Установка згідно з п 12, яка відрізняється тим, що вміщує шпонкоподібний елемент, прикріплений до однієї із бокових стінок та виступний з неї, причому цей елемент має проріз, кришку, що має наскрізний проріз для проходу шпонкоподібного елемента при закритому кришкою отворі, клиноподібний елемент для прикріплення кришки до закріплювального пристрою, причому клиноподібний елемент встановлений в проріз у шпонкоподібному елементі і перебуває у контакті з ділянками зовнішньої поверхні кришки, засоби для розміщення деталі у заданому положенні у межах закріплювального пристрою, маскувальний пристрій, прикріплений до закріплювального пристрою деталі, причому маскувальний пристрій розміщений над ділянкою деталі, на яку не потрібно наносити покриття під час операції нанесення покриття Цей винахід стосується нового модульного затискувального пристрою, який використовується в установці для покриття оброблюваних деталей, а також способу нанесення покриття на вказані деталі Винахід є особливо придатний для покриття лопаток та лопатей промислових турбін та реактивних двигунів Лопатки та лопаті, які використовуються у промислових турбінах та реактивних двигунах, звичайно піддають операції нанесення покриття, з 48963 талей, які знаходяться поза ЛІНІЄЮ прямої дії джерела покривного матеріалу Внаслідок цього для одержання деталей, поверхня яких повинна бути повністю захищена покриттям, необхідно значно ускладнювати технологічний процес Недоліком відомої установки є те, що вона забезпечує обертання деталі лише навколо своєї поздовжньої осі, що зумовлює нанесення захисного покриття лише на поверхні, що знаходиться в зоні лінії прямої дії джерела матеріалу, в той час як ІНШІ поверхні деталі залишаються незайманими В основу винаходу поставлена задача підвищення ефективності способу нанесення покриття на деталь шляхом обертання деталі, що оброблюється, навколо поздовжньої осі при одночасному нахилі деталі у напрямку джерела матеріалу покриття, що зумовлює обертання утримувального пристрою та кожної деталі навколо поздовжньої осі останньої, і таким чином забезпечує розміщення будь-якої поверхні деталі в зоні дії джерела покривного матеріалу та розпилення його не тільки на передню кромку деталі, а й на протилежні обтічні поверхні В основу винаходу поставлена також задача підвищення експлуатаційних можливостей установки для нанесення покриття на деталь шляхом оснащення її модульного затискувального пристрою засобом підтримання деталі в стані одночасного оберту навколо своєї поздовжньої осі та нахилу відносно джерела матеріалу покриття, що зумовлює обертання утримувального пристрою та Деякі способи нанесення покриття, наприклад кожної деталі навколо поздовжньої осі останньої, і фізичне осадження із парової фази за допомогою таким чином забезпечує розміщення будь-якої електронного променя, відносяться до способів поверхні деталі в зоні дії джерела покривного малінії прямої видимості, під час здіснення яких потеріалу та розпилення його не тільки на передню верхні деталей, що підлягають покриттю, які не кромку деталі, а й на протилежні обтічні поверхні знаходяться на лінії прямої видимості джерела покривного матеріалу, не покриваються Таким Поставлена задача досягається за рахунок точином, все ще існує необхідність в установці та го, що в способі нанесення покриття на деталь, способі, що дозволяє покривати поверхні, наприпри якому створюють джерело матеріалу покритклад площинки, що розміщуються перпендикуляртя, прикріплюють деталь, на яку необхідно нанести но або майже перпендикулярно відносно інших покриття, до затискувального пристрою та наноповерхонь деталей, на які потрібно нанести посять покриття із вказаного матеріалу під час оберкриття тання затискувального пристрою навколо його поздовжньої осі, згідно винаходу, деталь обертаЗа прототип винаходу, що пропонується, приють навколо своєї поздовжньої осі та одночасно йнятий спосіб нанесення покриття на деталь, при нахиляють у напрямку джерела матеріалу покритякому створюють джерело матеріалу покриття, тя, внаслідок чого цей матеріал вступає у контакт прикріплюють деталь, на яку необхідно нанести принаймні з однією поверхнею деталі під кутом до покриття, до затискувального пристрою та нанопоздовжньої осі деталі сять покриття із вказаного матеріалу під час обертання затискувального пристрою навколо його При цьому під час здійснення операції нанепоздовжньої осі (заявка на винахід США № 08/782 сення покриття наносять покриття на дві протиле398, подана 13 січня 1997 року від імені Джона В жні поверхні деталі, а при нахиленні наносять поМенчетті (John W Menchetti) та інших) Згідно цьокриття на поверхню, яка є перпендикулярною до го винаходу, запропоновано наносити одночасне вказаних протилежних поверхонь, а під час здійспокриття на цілий ряд деталей за допомогою монення операції прикріплення прикріплюють багато дульного затискувального пристрою деталей до затискувального пристрою, та під час здійснення операції нанесення покриття обертаЗа прототип винаходу прийнята також устаноють модульний затискувальний пристрій навколо вка для нанесення покриття на деталь, яка містить його поздовжньої осі, при цьому викликають одномодульний затискувальний пристрій (заявка на часне обертання деталей навколо їхніх ВІДПОВІДвинахід США № 08/782 398, подана 13 січня 1997 НИХ ПОЗДОВЖНІХ осей та одночасне нахилення дероку від імені Джона В Менчетті (John W талей у напрямку джерела матеріалу покриття Menchetti) та інших) Недолік відомого способу полягає в обмеженні Крім цього, під час здійснення операції прикрійого технологічних можливостей, що виявляється плення розміщують кожну деталь в утримувальв складності нанесення покриттів на поверхні деному пристрої, що є прикріплений до затискувальтим щоб підвищити їх СТІЙКІСТЬ проти корозії, термічної утомленості, і таким шляхом поліпшити їх експлуатаційні якості ЕКОНОМІЧНІ інтереси вимагають необхідного одночасного нанесення покриття на велику КІЛЬКІСТЬ оброблюваних деталей, щоб організувати технологічний процес Одна технологічна система одночасного нанесення покриття на велику КІЛЬКІСТЬ оброблюваних деталей описується у патенті США № 4 192 253 У цій системі у камеру для нанесення покриття встановлюють велику КІЛЬКІСТЬ оброблюваних деталей, на які необхідно нанести покриття, та одночасно обертають навколо їхніх поздовжніх осей під час операції нанесення покриття Одночасне обертання деталей навколо їхніх поздовжніх осей здійснюється завдяки закріпленню кожної деталі на верхній частині затискувального пристрою, другий кінець якого є з'єднаний з приводною системою, що управляється за допомогою складної зубчастої передачі, яка призначена для обертання затискувального пристрою та окремих деталей, закріплених на цьому пристрої Цьому типу систем є властивий цілий ряд недоліків Наприклад, вони є складними і потенційно можуть викликати проблеми з точки зору обслуговування, Крім того, витрати, зв'язані з такою системою, є досить значними Ще один недолік є пов'язаний з затримкою, яка викликається індивідуальним видаленням деталей з нанесеним покриттям із кожного затискувального пристрою та закріпленням на вказаному пристрої, нових деталей, на які необхідно нанести покриття 48963 ного пристрою за допомогою втулкового та шпиндельного пристрою, а при здійсненні операції обертання затискувального пристрою примушують шпинделі та утримувальні пристрої нахилятися відносно затискувального пристрою Під час здійснення способу застосовують деталі, що мають багато профільованих елементів, причому кожна із них має передню кромку, дві протилежні обтічні поверхні та площинку, яка є перпендикулярною до вказаних протилежних поверхонь, при цьому прикріплюють затискувальнии пристрій з вказаними профільованими елементами в утримувальному пристрої до обертальної приводної системи, транспортують затискувальнии пристрій та профільовані елементи у камеру нанесення покриття та обертають затискувальнии пристрій, в площині, при якій передня кромка, протилежні поверхні та площинка кожного із профільованих елементів відкриті для матеріалу покриття під час здійснення циклу нанесення покриття Під час здійснення операції обертання обертають затискувальнии пристрій навколо першої осі та одночасного примушують кожен із профільованих елементів обертатися навколо другої осі під кутом до першої осі, причому другу вісь підтримують нахиленою в напрямку джерела матеріалу покриття Поставлена задача досягається також за рахунок того, що в установці для нанесення покриття на деталь, яка містить модульний затискувальнии пристрій для нанесення покриття на деталь, згідно винаходу, модульний затискувальнии пристрій включає засіб для підтримування деталі для одночасного оберту деталі навколо своєї поздовжньої осі та нахилу у напрямку джерела матеріалу покриття під час здійснення операції нанесення покриття, причому модульний затискувальнии пристрій включає вал, який проходить у поздовжньому напрямку, та опорну плиту, прикріплену до вала та опорні засоби, що містять втулковий пристрій у межах опорної плити та взаємодіючий шпиндельний пристрій, до якого прикріплюється деталь Установка також містить втулковий пристрій, що містить порожнистий втулковий елемент, в якому є зроблений внутрішній канал, шпиндельний пристрій, що містить стержень з потовщеною кінцевою ділянкою для вступу у контакт з одним кінцем втулкового елемента та ділянку вала, прикріплену до потовщеної кінцевої ділянки, причому ЗОВНІШНІЙ діаметр ділянки вала є менший, ніж діаметр вказаного каналу, та опорні засоби для деталі, які також містять утримувальний пристрій, з'єднаний з ділянкою вала шпиндельного пристрою, при цьому вказані канал таділянка вала мають шорсткі поверхні для створення тертя для нахилу деталі під час обертання затискувального пристрою Установка також містить утримувальний пристрій, що має на одному КІНЦІ кришкоподібний з'єднувальний пристрій, причому кришкоподібний з'єднувальний пристрій має два протилежні прорізи, ділянку вала, що має принаймні один проріз для спряження з вказаними двома протилежними прорізами з'єднувального пристрою та засоби при 8 кріплення зєднувального пристрою до вказаної ділянки вала Утримувальний пристрій деталі містить закріплювальний пристрій деталі, що має першу стінку та дві бокові стінки, простягнені від першої стінки, причому бокові стінки та перша стінка визначають отвір для введення деталі, та кришку для закривання отвору після розміщення деталі у закріплювальному пристрої Установка також вміщує шпонкоподібний елемент, прикріплений до однієї із бокових стінок та виступаючий з неї, причому цей елемент має проріз, кришку, що має наскрізний проріз для проходу шпонкоподібного елементу при закритому кришкою отворі, клиноподібний елемент для прикріплення кришки до закріплювального пристрою, причому клиноподібний елемент встановлений в проріз у шпонкоподібному елементі і перебуває у контакті з ділянками зовнішньої поверхні кришки, засоби для розміщення деталі у заданому положенні у межах закріплювального пристрою, маскувальний пристрій, прикріплений до закріплювального пристрою деталі, причому маскувальний пристрій розміщений над ділянкою деталі, на яку не потрібно наносити покриття під час операції нанесення покриття Засоби розміщення деталі у заданому положенні містять елемент розміщення, прикріплений до першої стінки, або елемент розміщення, розташований між першою стінкою та однією із бокових стінок, причому елемент розміщення встановлений з можливістю взаємодії з ділянкою деталі Крім цього, установка містить засоби прикріплення модульного затискувального пристрою до засобів обертання цього пристрою навколо його поздовжньої осі, причому засоби прикріплення містять циліндричний установочний стояк, що виступає з одного кінця модульного затискувального пристрою та має два протилежні прорізи, з'єднувальний елемент приводного вала, який має ділянку вала, спряжену з циліндричним установочним стояком та з ділянкою корпуса, при цьому ця остання має принаймні один проріз для спряження з двома протилежними прорізами, засоби, які проходять через два протилежні прорізи та принаймні один проріз у ДІЛЯНЦІ корпуса для прикріплення модульного затискувального пристрою до вказаного з'єднувального елемента, а вказаний з'єднувальний елемент має вісь обертання, що дозволяє модульному затискувальному пристрою переміщатися відносно ділянки корпуса Установка також містить засоби підтримування багатьох деталей модульного затискувального пристрою, встановлені з можливістю обертання кожної з деталей навколо своєї поздовжньої осі під час циклу покриття та одночасного нахилу у напрямку джерела матеріалу покриття під час усього вказаного циклу для нанесення матеріалу покриття на потрібні ділянки кожної деталі Модульний затискувальнии пристрій установки має елемент, який проходить у поздовжньому напрямку та дві опорні плити, прикріплені до вказаного елемента, причому опорні плити знаходяться одна від одної на потрібній відстані, засоби підтримування, що містять багато втулок, прикріплених до кожної із опорних плит, та багато взаємоді 48963 10 ної до нього деталі і одночасного нахилення детаючих шпиндельних пристроїв, до яких прикріплюлі у напрямку джерела матеріалу покриття ються деталі, та шпиндельні пристрої, розміри Інші докладні дані про установку та спосіб згіяких розраховані на можливість нахилу вказаних дно з винаходом, а також ІНШІ ЦІЛІ та передбачупристроїв відносно втулок при обертанні модульвані переваги, даються у приведеному нижче доного затискувального пристрою під час циклу накладному описі та кресленнях, що додаються, на несення покриття, і засоби утримування деталі, яких однакові ПОЗИЦІЙНІ позначення означають прикріпленої до кожного із шпиндельних пристрооднакові елементи їв При цьому кожен із шпиндельних пристроїв Винахід пояснюють креслення, на яких модульного затискувального пристрою включає Фіг 1 - перспективний вид модульного затискузбільшену передню ділянку та ділянку вала, провального пристрою згідно з винаходом, стягнену через канал у ВІДПОВІДНІЙ втулці, а кожні Фіг 2 - вид збоку модульного затискувального засоби утримування деталей включають з'єднувапристрою для нанесення покриття, показаного на льний пристрій, прикріплений до одного кінця, та фіг 1, засоби прикріплення з'єднувального пристрою до Фіг 3 - вид зверху з частковим перерізом спооднієї із ділянок шпиндельного вала лучного елемента, який використовують для з'єднування показаного на фиг 1 затискувального приКожні ІЗ засобів утримання деталей модульнострою з приводним валом, го затискувального пристрою включають першу стінку та дві бокові стінки, простягнені від першої Фіг 4 - вид збоку сполучного елемента фіг 3, на стінки, причому бокові стінки та перша стінка с якому він є показаний у затискувальному пристрої отвором для розміщення через нього деталі, та у положенні приймання/ розвантаження, кришку для закривання отвору після розміщення Фіг 5 - вид збоку з частковим перерізом затисдеталі у засобах утримування кувального пристрою, який є показаний на фіг 1, Установка для нанесення покриття на одну Фіг 6 - вид збоку шпиндельного засобу, що виабо кілька оброблюваних деталей, згідно з винакористовують у модульному затискувальному приходом, містить взагалі модульний затискувальний строї, який є показаний на фіг 1, пристрій, що включає засіб для утримування кожФіг 7 - вид спереду утримувального пристрою ної деталі, яка підлягає покриттю, таким чином, деталі, який використовують разом з модульним щоб викликати під час здійснення операції нанезатискувальним пристроєм згідно з винаходом, сення покриття одночасне обертання деталей наФіг 8 - вид з перерізом утримувального привколо їхніх поздовжніх осей та нахилення у напрястрою деталі, який є показаний на фіг 7, що ілюстмку джерела матеріалу покриття Модульний рує закріплену на МІСЦІ кришку, та затискувальний пристрій включає вал, який прохоФіг 9 - перспективний вид деталі типу лопаті, дить у поздовжньому напрямку та принаймні одну розміщеної в утримувальному пристрої, який є прикріплену до вала опорну плиту Опорний засіб показаний на фіг 7 та 8 для кожної оброблюваної деталі містить втулковий Звернемося зараз до креслень, на яких фіг 1 засіб у кожній опорній плиті та взаємодіючий шпиілюструє модульний затискувальний пристрій 1 ндельний засіб, до яких прикріплюється оброблюзгідно з винаходом Як показано на цій фігурі, завана деталь У конструкції затискувального притискувальний пристрій 1 включає центральний вал строю, якій надається перевага, навколо кожної 2, що проходить у напрямку, паралельному поздоопорної плити є радіально розміщений цілий ряд вжній осі 3 пристрою 1 Цей останній також вклювтулкових засобів, а для кожного із вказаних засочає дві опорні плити 4 та 5, що знаходяться на бів передбачено взаємодіючий шпиндельний задеякій відстані одна від одної, які здебільшого є сіб Втулковий засіб здебільшого містить порожниприварені до валу 2 Якщо необхідно, опорні плити сту циліндричну втулку, що має внутрішній канал 4 та 5 можуть бути прикріплені до валу 2 за допопотрібних розмірів, внутрішній поверхні якого намогою деякої КІЛЬКОСТІ підпірок 6, приварених до дали шорсткості Шпиндельний засіб здебільшого валу 2 у різних місцях навколо його периферії та містить стержень із збільшеною кінцевою діляндо опорних плит 4 і 5 Щоб зменшити вагу, вал 2 кою, яка входить у контакт з одним кінцем втулки, може бути порожнистим та ділянку вала, прикріплену до збільшеної кінцеЯк показано на фіг 2, із одного кінця затискувої ділянки ЗОВНІШНІЙ діаметр ділянки вала є вального пристрою 1 виступає установочний стояк менший, ніж діаметр внутрішнього каналу Усе це 7 Цей стояк може являти собою продовження варазом з шорсткістю поверхні каналу дозволяє лу 2 або бути окремим компонентом, привареним обертати оброблювану деталь, яка прикріплена до до однієї із опорних плит 4 та 5 Установочний шпиндельного засобу, навколо и поздовжньої осі, стояк 7 є порожнистий і призначений для прив міру того як затискувальний пристрій обертаєтьймання спряженої ділянки 8 сполучного елементу ся навколо своєї поздовжньої осі, і одночасно на9, який є прикріплений до приводної системи (не хиляти відносно поздовжньої осі затискувального показана) для обертання затискувального припристрою та у напрямку джерела матеріалу построю 1 навколо його поздовжньої осі 3 Як покакриття Спосіб згідно з винаходом взагалі полягає у виконанні операцій створення джерела матеріалу покриття, прикріплення деталі, яка підлягає покриттю, до затискувального пристрою, та нанесення покриття принаймні на одну поверхню вказаної деталі шляхом обертання пристрою та прикріпле зано на фіг 3, установочний стояк 7 здебільшого має два протилежно розташовані прорізи Ю т а 11 які є СПІВВІСНИМИ Крім того, поруч з одним кінцем стояка розташована шпонкова канавка 12 Як показано на фіг 3 та 4, сполучний елемент 9 включає корпусну ділянку 13 та ділянку вала 8, яка з'єднується з ділянкою 13 за допомогою пово 12 11 48963 ротної осі 14 Як показано на фіг 4, поворотна вісь льного пристрою 36 та кришкоподібного елемента 14 дозволяє ДІЛЯНЦІ вала 8 переміщатися відносно 37, який є прикріплений до одного кінця утримуваділянки 13, завдяки чому полегшується установльного пристрою Кришкоподібний елемент 37 лення та видалення затискувального пристрою 1 може бути прикріплений до утримувального приДілянка вала 8 має такі розміри, що вона входить строю 36 за допомогою будь-якого відомого засобез зазору у порожнистий стояк 7 У корпусній ДІбу, наприклад за допомогою зварювання КришкоЛЯНЦІ зроблено два прорізи 15 та 16 для спряженподібний елемент 37 має два протилежні отвори ня з прорізами у стояку 7 Крім того, на ДІЛЯНЦІ 17 є 38 та 39, які є СПІВВІСНІ з прорізом 40 на КІНЦІ ДІЛЯНшпонка 12, яка призначена для забезпечення праКИ вала Щоб прикріпити кришкоподібний елемент вильного центрування прорізів 15 та 16 відносно 37 до стержня 31 через отвір 38, проріз 40 та отвір прорізів Ю т а 11 39 вставляють стержень або клиноподібний елеДля прикріплювання затискувального примент 41 Стержень або клиноподібний елемент 41 строю 1 до сполучного елемента 9 через прорізи є призначений для надійного прикріплення утри10, 15, 16 та 11 вставляють клин 18 Здебільшого мувального пристрою 36 до шпиндельного прибіля одного кінця клина 18 є розташоване вушко строю зо 19, в яке заводять дріт (не показаний) для фіксації Як показано на фіг 7, утримувальний пристрій клина на МІСЦІ 36 являє собою відкриту спереду та з торця конструкцію, яка включає задню стінку 42 та дві бокові Як показано на фіг 1, на кожній із опорних плит стінки 43 та 44, з'єднані з задньою стінкою Утри4 та 5 на деякій відстані одна від одної знаходятьмувальний пристрій 36 також включає нижню стінся розміщені радіально декілька втулок 20 КІЛЬку 45, яка з'єднує дві бокові стінки 43 та 44 Деталь КІСТЬ втулок 20 на кожній опорній плиті та відстань 23, на яку наносять покриття, установлюють в від них до вала 2 визначається типом деталі або утримувальний пристрій 36 через відкриту переддеталей, на які наносять покриття Як показано на ню частину, яка визначається боковими стінками фіг 5, втулки 20 створюються порожнистим елеме43 та 44, задньою стінкою 42 та нижньою стінкою нтом 21, який має циліндричну форму, приваре45 ним з двох боків до відповідної опорної плити 4 або 5 Внутрішній канал 22 вказаного елемента Після розміщення деталі в утримувальному може мати будь-який потрібний діаметр 3 урахупристрої 36 ділянка деталі 23, на яку потрібно наванням причин, про які буде сказано нижче повернести покриття, простягається через відкритий хні каналу 22 здебільшого роблять шорсткими кінець, що знаходиться напроти нижньої стінки 45 Коли деталь 23 має поверхню 28, наприклад плоПід час здійснення операції нанесення покритщинку, на яку необхідно нанести покриття, то ботя оброблювану деталь 23 необхідно повертати ковим стінкам 43 і 44 та задній СТІНЦІ 42 надають навколо її поздовжньої осі 24, з тим щоб на різні такої форми та/або вибирають таку конфігурацію, поверхні деталі, наприклад передню кромку 25 та щоб вона відповідала формі поверхні 28 Якщо протилежні обтічні поверхні 26 та 27 наносилося необхідно, то задня стінка 42 може мати опорну покриття однакової товщини Під час багатьох заплиту 46 для утримування деталі 23 у бажаному стосувань також бажано, щоб на поверхню 28, яка положенні Опорна плита 46 здебільшого взаємоє перпендикулярною до поверхонь 26 та 27, також діє з таким елементом на деталі 23, як ребриста було нанесене покриття При здійсненні способів ділянка або виїмка (не показана), для утримування нанесення покриття на лінії прямої видимості, нау бажаному положенні приклад способів фізичного осадження із парової фази за допомогою електронного променя, для Пристрій 47 маскування може бути прикріпленанесення покриття на поверхню 28 деталь 23 ний до задньої стінки 42 та/або до бокової стінки необхідно нахиляти одночасно з обертанням на43 для запобігання покриття певних ділянок деталі вколо и поздовжньої осі 24, у напрямку до джере23, наприклад задньої кромки 48 Пристрій 47 масла 29 матеріалу покриття Згідно з винаходом бакування може мати будь-яку форму та довжину жане покриття поверхні 28 отримують за Наприклад, він може мати L-подібну форму Звидопомогою шпиндельного пристрою ЗО, який дочайно, форма пристрою 47 залежить від форми зволяє кожній втулці 20 нахиляти деталь у напрятієї ділянки деталі 23, на яку не потрібно наносити мку джерела матеріалу покриття покриття Як показано на фіг 6, шпиндельний пристрій До внутрішньої сторони бокової стінки 43 приЗО здебільшого містить стержень 31, який має дікріпляють, наприклад за допомогою зварювання, лянку вала 32 та збільшену передню ділянку 33, шпонковий елемент 49 Цей елемент має проріз що упирається в один кінець втулки 20, з яким во50 і є призначений для прикріплення кришки 51 до на зв'язана Поверхня ділянки вала 32 є шорсткою, утримувального пристрою 36 а ЗОВНІШНІЙ діаметр, який є менший, ніж внутрішній Як показано на фіг 8, кришка 51 має бокові дідіаметр каналу 22, визначає величину нахилу лянки 52 та 53, які перекривають бокові стінки 43 Очевидно, що величина нахилу не повинна бути та 44, коли кришка знаходиться на утримувальнотакою, щоб деталь 23 під час нанесення покриття му пристрої 36, а сполучна ділянка 54 проходить вступала у контакт з валом 2 Стержень 31 також між ними Вказана ділянка 54 кришки 51 включає включає зменшену ділянку вала, що заходить без проріз 55, через який проходить шпонковий елезазору у кришкоподібний елемент 34, про який мент 49 Крім того, сполучна ділянка 54 кришки 51 буде сказано нижче має вушко 56, прикріплене до її зовнішньої поверхні 57 та факультативний опорний елемент 58, Деталь 23 прикріпляють до шпиндельного який прикріпляють до її внутрішньої поверхні 59 пристрою ЗО Як показано на фіг 6 деталь 23 приОпорний елемент 58 взаємодіє з ділянкою деталі кріплюють до стержня 31 за допомогою утримува 14 13 48963 23, щоб підтримувати цю деталь у необхідному джерела матеріалу покриття 29 Завдяки цьому положенні у середині утримувального пристрою поверхні, які є перпендикулярними до обтічних 36 Як показано на фіг 8, біля одного кінця клину поверхонь 26 та 27, наприклад поверхня площинки 60 є зроблений канал 61 Коли клин вставляють у 28, є відкритими для осаджуваного матеріалу поположення закріплення суміжної зовнішньої повекриття і на них наноситься покриття Після заверрхні 59 кришки, то через канал 61 та вушко 56 шення операції нанесення покриття модульний пропускають дріт (не показаний), з тим щоб празатискувальний пристрій 1, разом з деталями 23, вильно закріпити кпин у цьому положенні Фіг 9 видаляють із камери нанесення покриття та устаілюструє деталь, закріплену в утримувальному новлюють у ній новий затискувальний пристрій і з пристрої 36 новими деталями 23, на які необхідно нанести покриття РІЗНІ компоненти модульного затискувального пристрою 1, наприклад вал 2, опорні плити 4 та 5, Із попереднього опису можна бачити, що моустановочний стояк 7, утримувальний пристрій 36, дульний затискувальний пристрій для нанесення втулки 20 та шпиндельний пристрій ЗО можуть покриття згідно з винаходом надає цілий ряд техбути виготовлені із будь-якого відомого ВІДПОВІДНОнологічних переваг Перш за все, затискувальний ГО матеріалу Здебільшого вони виготовлюються із пристрій дозволяє здійснювати одночасне нанематеріалу, відомого під назвою HASTALLOY-X сення покриття на велику КІЛЬКІСТЬ деталей Цей пристрій дозволяє легко розміщувати у ньому деМодульний затискувальний пристрій 1 згідно з талі та легко видаляти їх Крім того, розміщення та винаходом застосовується у такий спосіб Повидалення деталей з пристрою може здійснюватиперше, деяку КІЛЬКІСТЬ деталей, на які необхідно ся під час нанесення покриття на ІНШІ деталі, які нанести покриття, розміщують у середині утримузнаходяться на іншому затискувальному пристрої вальних пристроїв 36 Після закріплення кришок До того ж, затискувальний пристрій для нанесення 51 на МІСЦІ модульний затискувальний пристрій 1, покриття згідно з винаходом можна більш легко разом з деталями 23, установлюють на сполучний застосовувати у порівнянні з відомими системами елемент 9, який є з'єднаний з приводною системою (не показана) Як описувалося вище, затискуПристрій згідно з винаходом є особливо привальний пристрій є прикріплений до сполучного датний для нанесення покриття на такі профільоелемента 9 за допомогою СПІВВІСНИХ прорізів 10, вані елементи, як лопатки та лопаті турбін При 11, 15 та 16 клину 18, який проходить через вказазастосуванні пристрою згідно з винаходом можна ні прорізи Після прикріплення пристрою 1 до спонаносити покриття на площинкові ділянки лопаток лучного елемента 9 його розміщують у камері осаабо лопатей турбін, а також на передні кромки та дження, наприклад у камері фізичного осадження обтічні поверхні із парової фази за допомогою електронного проКонструкція затискувального пристрою згідно з меня, в якій знаходиться матеріал покриття, що винаходом є відносно простою у порівнянні з відповинен бути випарюваний у відомий спосіб Дійсносно дорогими зубчастими приводами у поздовна технологія випаровування матеріалу покриття жньому та поперечному напрямках, які використоне є предметом цього винаходу Затискувальний вуються як частина систем управління Крім того, пристрій 1 може використовуватися з цілим рядом вона дозволяє отримувати однакову товщину порізних способів нанесення покриття криття та чудову структуру покриття Завдяки простій конструкції пристрою згідно з винаходом наПід час операції нанесення покриття модульнесення покриття може бути здійснене при ний затискувальний пристрій 1 обертається навконабагато менших витратах ло своєї поздовжньої осі 3 за допомогою приводної системи (не показана) В міру того як пристрій Очевидно, що запропонований винаходом мо1 обертається, сила ваги та наявність тертя між дульний затискувальний пристрій для нанесення кожною втулкою та взаємодіючим шпиндельним покриття повністю задовольняє ЦІЛІ, засоби та пепристроєм примушують кожний утримувальний реваги, які були описані вище Хоча винахід був пристрій 36 та кожну деталь 23 обертатися навкоописаний з посиланням на конкретні варіанти його ло поздовжньої осі 24 деталі, з тим щоб на протиздійснення, фахівцям у цій галузі техніки із привележні обтічні поверхні 26 та 27 та на передню кроденого вище опису ясно, що можливі ІНШІ варіанти, мку наносилося покриття Крім того, втулка 20 та модифікації та зміни ВІДПОВІДНО ДО сказаного вишпиндельний пристрій ЗО дозволяють кожній деще, передбачається, що усі такі варіанти, модифіталі 23 нахилятися таким чином, що кожна із осей кації та зміни не виходять за межи сутності та об'24 перетинає поздовжню вісь 3, та у напрямку єму формули винаходу, що додається 15 48963 Фіг. 1 Фіг-2 16 48963 17 18 Фіг. 4 Фіг. З 32 37 36 23 Фіг. 5 за 4і 32 \Ш 31 36 1 40 фіг. б і 21 19 20 48963 Фіг. 7 44.-х 46 42 Фіг. 8 Фіг. 9 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for coating a workpiece and apparatus for its implementation
Назва патенту російськоюСпособ нанесения покрытия на деталь и установка для его осуществления
МПК / Мітки
МПК: C23C 4/00
Мітки: нанесення, спосіб, установка, деталь, покриття, здійснення
Код посилання
<a href="https://ua.patents.su/10-48963-sposib-nanesennya-pokrittya-na-detal-ta-ustanovka-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення покриття на деталь та установка для його здійснення</a>
Спосіб нанесення покриття на металеву деталь та металева деталь з високотемпературною захисною системою покриття
Номер патенту: 46761
Опубліковано: 17.06.2002
Автор: Беелє Вольфрам
МПК: C23C 14/02, C23C 28/00
Мітки: нанесення, спосіб, високотемпературною, покриття, металеву, деталь, захисною, системою, металева
Формула / Реферат:
1. Спосіб нанесення покриття на металеву деталь, який полягає у тому, що на зовнішню поверхню металевої деталі наносять шар сплаву та керамічний шар, який відрізняється тим, що після нанесення шару сплаву його полірують та наносять на нього шар алюмініду однакової товщини, після чого наносять керамічний шар.2. Спосіб за п. 1, який відрізняється тим, що за наявності у корпусі металевої деталі принаймні одного каналу, що утворює її...
Деталь із суперсплаву з системою захисного покриття і спосіб його нанесення
Номер патенту: 46760
Опубліковано: 17.06.2002
Автор: БЄЄЛЄ Вольфрам
МПК: C23C 14/06, C23C 14/02, C23C 28/00, C23C 28/04, C23C 14/08
Мітки: деталь, нанесення, покриття, суперсплаву, системою, спосіб, захисного
Формула / Реферат:
1. Деталь із суперсплаву з системою захисного покриття, яка містить: підкладку, виготовлену із суперсплаву на основі нікелю або кобальту; проміжний шар, нанесений на підкладку, який містить, щонайменше, шар закріплення; керамічне покриття, нанесене на вказаному шарі закріплення, яке містить окисну сполуку, яка відрізняється тим, що проміжний шар містить необов'язково сполучний шар, який розміщений між підкладкою та шаром закріплення, і тим,...
Спосіб нанесення покриття на стрічку скла та пристрій для його здійснення
Номер патенту: 25918
Опубліковано: 26.02.1999
Автор: Рональд Френк Беррі
МПК: C03C 17/22
Мітки: стрічку, спосіб, нанесення, пристрій, покриття, здійснення, скла
Формула / Реферат:
1. Способ нанесения покрытия на ленту стекла, вырабатываемую на поверхности расплавленного металла химическим соединением из газовой фазы, путем пропускания покровного реагента над поверхностью горячего стекла в зоне нанесения покрытия и отвода использованного газа в нижнем по течению потока газа конце зоны через вытяжной канал, отличающийся тем, что над поверхностью стекла, смежной с вытяжным каналом, пропускают инертный газ.2. Способ...
Спосіб нанесення покриття багатокомпонентних сполук із плазми магнетронного розряду і пристрій для його здійснення
Номер патенту: 13770
Опубліковано: 25.04.1997
Автори: Чорногорський Валерій Павлович, Голома Віталій Володимирович, Владимиров Вадим Володимирович, Панченко Олег Антонович, Стеценко Борис Володимирович
МПК: C23C 14/38
Мітки: покриття, розряду, здійснення, пристрій, плазми, магнетронного, спосіб, сполук, нанесення, багатокомпонентних
Формула / Реферат:
1. Способ нанесения покрытия многокомпонентных соединений из плазмы магнетронного разряда, включающий напуск реагирующего газа в напылительную камеру и последующую его откачку, а также управление потоком газа, отличающийся тем, что скорость откачки газа устанавливают равной критическому значению, а отношение скоростей откачки и натекания реагирующего газа устанавливают постоянным в течение процесса напыления.2. Способ по п.1,...
Спосіб нанесення покриття на оптичне хвилевідне волокно, пристрій для його здійснення та спосіб регулювання діаметра покритого оптичного волокна
Номер патенту: 37190
Опубліковано: 15.05.2001
Автори: Леоні Хайді Бан, Чладзінскі Пол Ендрю, Вільямз Річард Рід, Еймос Лінн Гренвілл, Уотсон Джонні Едвард
МПК: C03C 25/10
Мітки: здійснення, нанесення, оптичного, пристрій, спосіб, хвилевідне, діаметра, волокно, оптичне, покриття, волокна, регулювання, покритого
Формула / Реферат:
1. Способ нанесения покрытия на оптическое волноводное волокно, включающий операции пропускания оптического волноводного волокна через головку для нанесения покрытий, включающую калибрующий мундштук и содержащую материал покрытия, являющийся отверждаемым материалом, нанесения на волокно слоя указанного материала покрытия, измерения диаметра покрытого волокна и формирования сигнала, соответствующего диаметру покрытого волокна,...
Попередній патент: Біциклічні антагоністи тахікінінів, фармацевтична композиція та спосіб лікування
Наступний патент: Будівельно-монтажні риштування
Випадковий патент: Спосіб очищення води та пристрій для його здійснення