Спосіб глибокого свердління
Номер патенту: 74247
Опубліковано: 25.10.2012
Автори: Стеценко Олексій Сергійович, Пестунов Володимир Михайлович

Формула / Реферат
Спосіб глибокого свердління, при якому контролюють навантаження і по результатах здійснюють регулювання, який відрізняється тим, що при зниженні осьового технологічного навантаження подачу зменшують, а при зростанні крутного моменту вище допустимого значення свердло виводять із отвору.
Текст
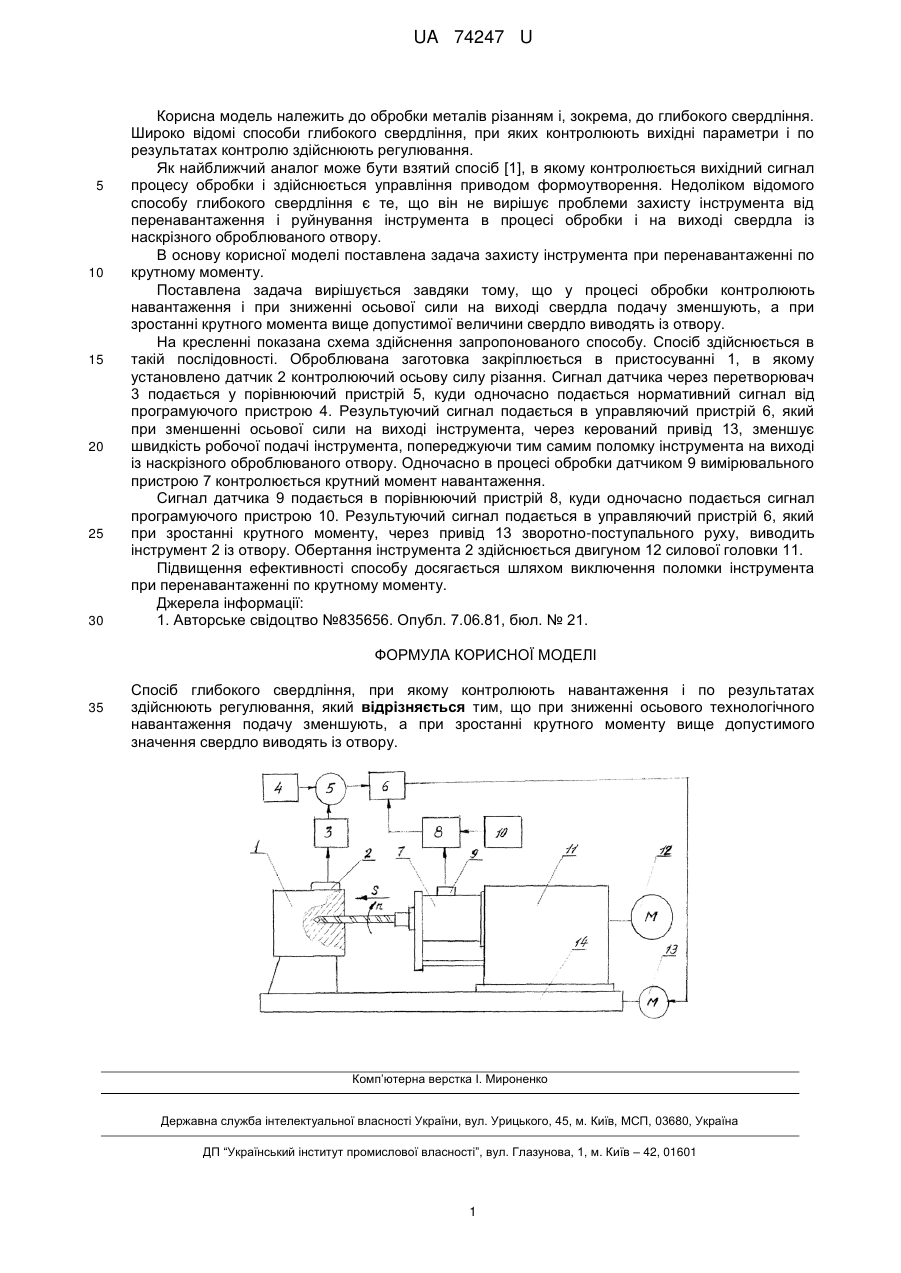
Реферат: UA 74247 U UA 74247 U 5 10 15 20 25 30 Корисна модель належить до обробки металів різанням і, зокрема, до глибокого свердління. Широко відомі способи глибокого свердління, при яких контролюють вихідні параметри і по результатах контролю здійснюють регулювання. Як найближчий аналог може бути взятий спосіб [1], в якому контролюється вихідний сигнал процесу обробки і здійснюється управління приводом формоутворення. Недоліком відомого способу глибокого свердління є те, що він не вирішує проблеми захисту інструмента від перенавантаження і руйнування інструмента в процесі обробки і на виході свердла із наскрізного оброблюваного отвору. В основу корисної моделі поставлена задача захисту інструмента при перенавантаженні по крутному моменту. Поставлена задача вирішується завдяки тому, що у процесі обробки контролюють навантаження і при зниженні осьової сили на виході свердла подачу зменшують, а при зростанні крутного момента вище допустимої величини свердло виводять із отвору. На кресленні показана схема здійснення запропонованого способу. Спосіб здійснюється в такій послідовності. Оброблювана заготовка закріплюється в пристосуванні 1, в якому установлено датчик 2 контролюючий осьову силу різання. Сигнал датчика через перетворювач 3 подається у порівнюючий пристрій 5, куди одночасно подається нормативний сигнал від програмуючого пристрою 4. Результуючий сигнал подається в управляючий пристрій 6, який при зменшенні осьової сили на виході інструмента, через керований привід 13, зменшує швидкість робочої подачі інструмента, попереджуючи тим самим поломку інструмента на виході із наскрізного оброблюваного отвору. Одночасно в процесі обробки датчиком 9 вимірювального пристрою 7 контролюється крутний момент навантаження. Сигнал датчика 9 подається в порівнюючий пристрій 8, куди одночасно подається сигнал програмуючого пристрою 10. Результуючий сигнал подається в управляючий пристрій 6, який при зростанні крутного моменту, через привід 13 зворотно-поступального руху, виводить інструмент 2 із отвору. Обертання інструмента 2 здійснюється двигуном 12 силової головки 11. Підвищення ефективності способу досягається шляхом виключення поломки інструмента при перенавантаженні по крутному моменту. Джерела інформації: 1. Авторське свідоцтво №835656. Опубл. 7.06.81, бюл. № 21. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 Спосіб глибокого свердління, при якому контролюють навантаження і по результатах здійснюють регулювання, який відрізняється тим, що при зниженні осьового технологічного навантаження подачу зменшують, а при зростанні крутного моменту вище допустимого значення свердло виводять із отвору. Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 1
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of deep drilling
Автори англійськоюPestunov Volodymyr Mykhailovych, Stetsenko Oleksii Serhiiovych
Назва патенту російськоюСпособ глубокого сверления
Автори російськоюПестунов Владимир Михайлович, Стеценко Алексей Сергеевич
МПК / Мітки
МПК: B23B 35/00
Мітки: свердління, глибокого, спосіб
Код посилання
<a href="https://ua.patents.su/3-74247-sposib-glibokogo-sverdlinnya.html" target="_blank" rel="follow" title="База патентів України">Спосіб глибокого свердління</a>
Спосіб глибокого свердління
Номер патенту: 63669
Опубліковано: 10.10.2011
Автори: Бабич Валентин Миколайович, Пестунов Володимир Михайлович
МПК: B23Q 15/00
Мітки: глибокого, свердління, спосіб
Формула / Реферат:
Спосіб глибокого свердління, під час якого контролюється технологічне навантаження на ріжучий інструмент і за його результатами здійснюється регулювання швидкості робочої подачі або виконується зміна циклу роботи, який відрізняється тим, що при зменшенні осьового технологічного навантаження подача зменшується, а при збільшенні крутного моменту понад допустиме значення свердло виводиться з отвору.
Спосіб глибокого свердління
Номер патенту: 66209
Опубліковано: 26.12.2011
Автори: Пестунов Володимир Михайлович, Бабич Валентин Миколайович
МПК: B23Q 15/00
Мітки: свердління, спосіб, глибокого
Формула / Реферат:
Спосіб глибокого свердління, при якому здійснюється контроль потужності різання і за його результатами регулюється швидкість робочої подачі, який відрізняється тим, що при збільшенні потужності процесу обробки подача зменшується, а при досягненні швидкістю подачі нижньої межі регулювання свердло виводиться з отвору.
Агрегатна силова головка для глибокого свердління отворів малого діаметра
Номер патенту: 12743
Опубліковано: 15.02.2006
Автори: Корж Олег Володимирович, Кондратюк Олег Леонідович
МПК: B23B 47/00
Мітки: агрегатна, головка, малого, діаметра, силова, свердління, глибокого, отворів
Формула / Реферат:
Агрегатна силова головка для глибокого свердління отворів малого діаметра, що містить шпиндель, приводи його обертання і подачі, систему автоматичного керування силовими параметрами, що включає датчик виміру крутного моменту, регулятор подачі й обмежник подачі шпинделя, яка відрізняється тим, що привід подачі виконаний у вигляді електромагніта з демпферним пристроєм, а система автоматичного керування силовими параметрами додатково містить...
Головка глибокого свердління
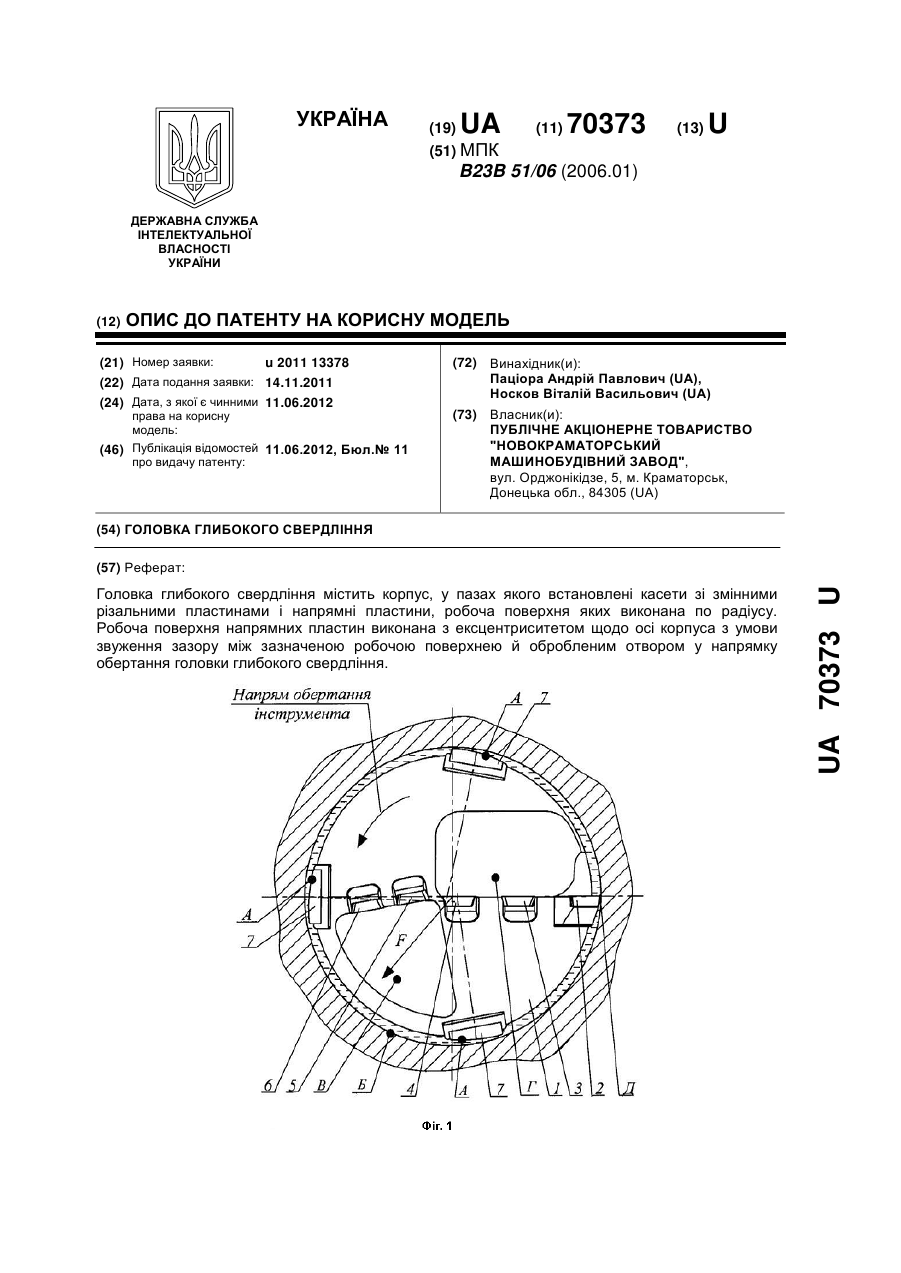
Номер патенту: 70373
Опубліковано: 11.06.2012
Автори: Паціора Андрій Павлович, Носков Віталій Васильович
МПК: B23B 51/06
Мітки: свердління, головка, глибокого
Формула / Реферат:
Головка глибокого свердління, що містить корпус, у пазах якого встановлені касети зі змінними різальними пластинами і напрямні пластини, робоча поверхня яких виконана по радіусу, яка відрізняється тим, що робоча поверхня напрямних пластин виконана з ексцентриситетом щодо осі корпуса з умови звуження зазору між зазначеною робочою поверхнею й обробленим отвором у напрямку обертання головки глибокого свердління.
Спіральне свердло для глибокого свердління
Номер патенту: 61889
Опубліковано: 15.12.2003
Автори: Дрожжин Володимир Іванович, Маршуба Вячеслав Павлович
МПК: B23B 51/02
Мітки: глибокого, свердління, спіральне, свердло
Формула / Реферат:
1. Спіральне свердло для глибокого свердління, що містить два зуби і дві головні різальні крайки з симетричним подвійним кутом в плані і підшліфованою серцевиною свердла, яке відрізняється тим, що головні різальні крайки і передня поверхня кожного зуба у поперечному перерізі виконані радіусом R, а симетричний подвійний кут в плані має значення 2φ, причомуR=(2-3)d; 2φ=140-150°,де d –діаметр...
Попередній патент: Шпиндель верстата для прошивання електричною дугою глибоких отворів
Наступний патент: Спосіб комбінованого лазерного зміцнення металевих деталей
Випадковий патент: Пристрій для ручки лижної палки