Електрод-інструмент з центральним наскрізним отвором для прошивання електричною дугою глибоких отворів

Формула / Реферат
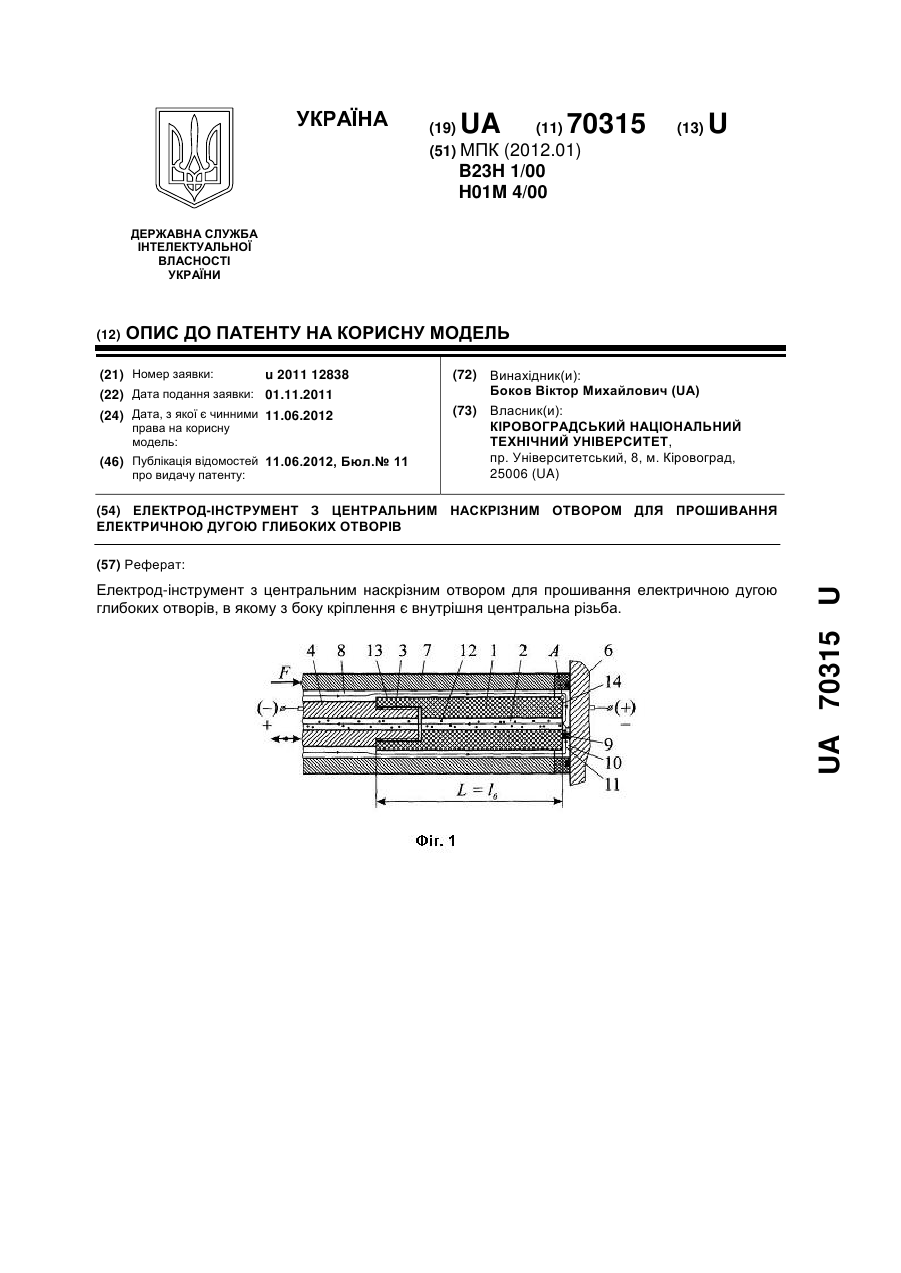
Електрод-інструмент з центральним наскрізним отвором для прошивання електричною дугою глибоких отворів, який відрізняється тим, що з боку кріплення є внутрішня центральна різьба.
Текст
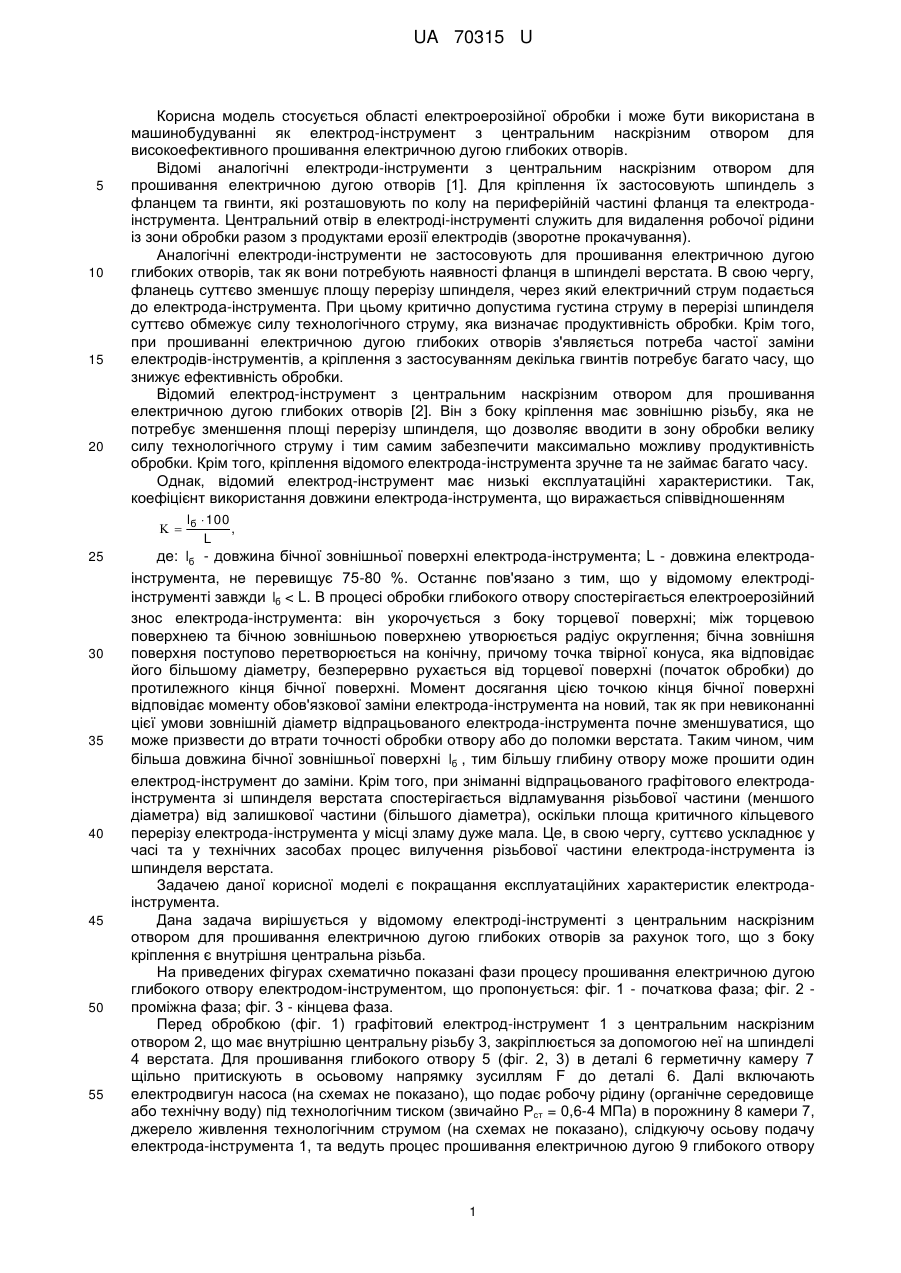
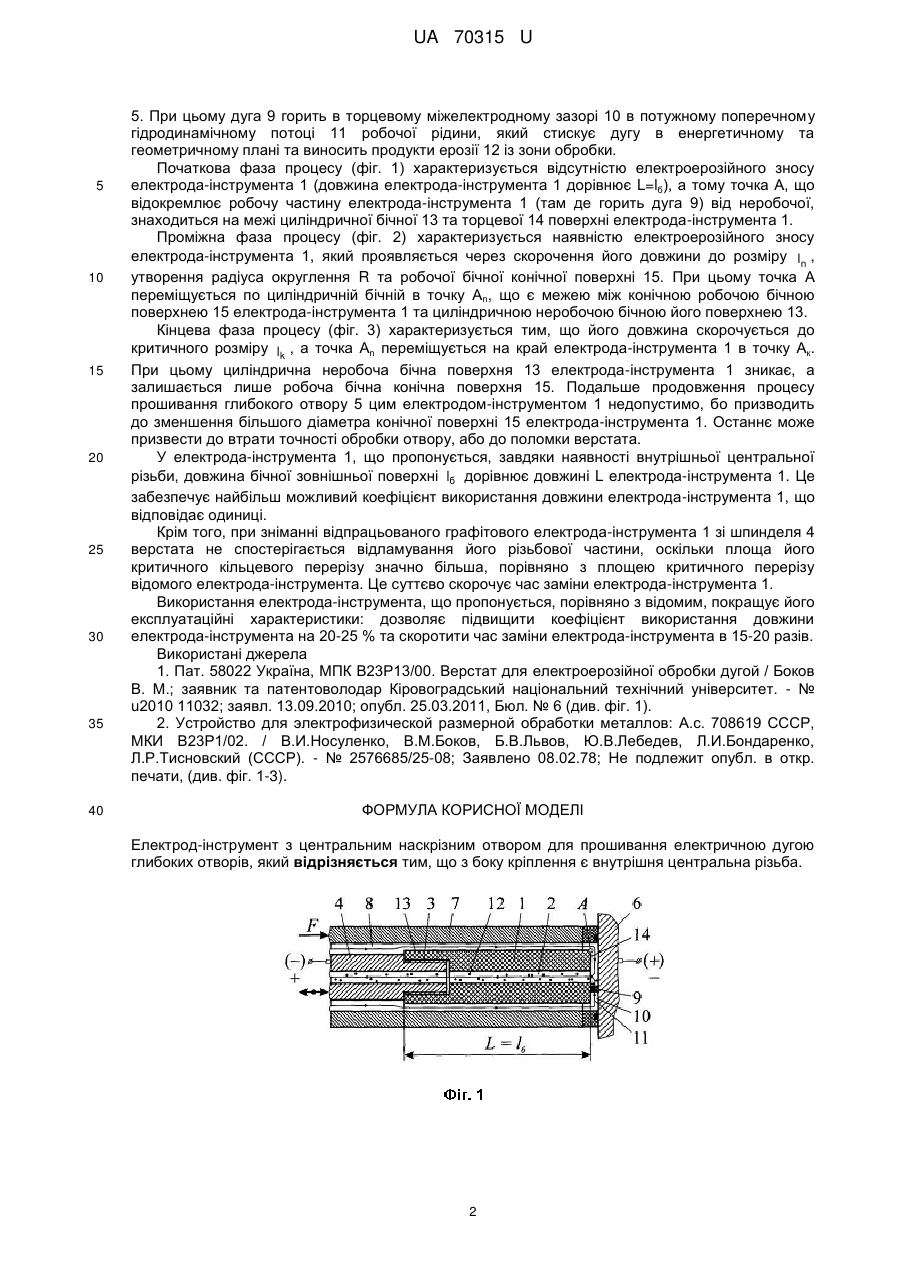
Реферат: UA 70315 U UA 70315 U 5 10 15 20 Корисна модель стосується області електроерозійної обробки і може бути використана в машинобудуванні як електрод-інструмент з центральним наскрізним отвором для високоефективного прошивання електричною дугою глибоких отворів. Відомі аналогічні електроди-інструменти з центральним наскрізним отвором для прошивання електричною дугою отворів [1]. Для кріплення їх застосовують шпиндель з фланцем та гвинти, які розташовують по колу на периферійній частині фланця та електродаінструмента. Центральний отвір в електроді-інструменті служить для видалення робочої рідини із зони обробки разом з продуктами ерозії електродів (зворотне прокачування). Аналогічні електроди-інструменти не застосовують для прошивання електричною дугою глибоких отворів, так як вони потребують наявності фланця в шпинделі верстата. В свою чергу, фланець суттєво зменшує площу перерізу шпинделя, через який електричний струм подається до електрода-інструмента. При цьому критично допустима густина струму в перерізі шпинделя суттєво обмежує силу технологічного струму, яка визначає продуктивність обробки. Крім того, при прошиванні електричною дугою глибоких отворів з'являється потреба частої заміни електродів-інструментів, а кріплення з застосуванням декілька гвинтів потребує багато часу, що знижує ефективність обробки. Відомий електрод-інструмент з центральним наскрізним отвором для прошивання електричною дугою глибоких отворів [2]. Він з боку кріплення має зовнішню різьбу, яка не потребує зменшення площі перерізу шпинделя, що дозволяє вводити в зону обробки велику силу технологічного струму і тим самим забезпечити максимально можливу продуктивність обробки. Крім того, кріплення відомого електрода-інструмента зручне та не займає багато часу. Однак, відомий електрод-інструмент має низькі експлуатаційні характеристики. Так, коефіцієнт використання довжини електрода-інструмента, що виражається співвідношенням l б 100 , L де: lб - довжина бічної зовнішньої поверхні електрода-інструмента; L - довжина електрода 25 30 35 40 45 50 55 інструмента, не перевищує 75-80 %. Останнє пов'язано з тим, що у відомому електродіінструменті завжди lб < L. В процесі обробки глибокого отвору спостерігається електроерозійний знос електрода-інструмента: він укорочується з боку торцевої поверхні; між торцевою поверхнею та бічною зовнішньою поверхнею утворюється радіус округлення; бічна зовнішня поверхня поступово перетворюється на конічну, причому точка твірної конуса, яка відповідає його більшому діаметру, безперервно рухається від торцевої поверхні (початок обробки) до протилежного кінця бічної поверхні. Момент досягання цією точкою кінця бічної поверхні відповідає моменту обов'язкової заміни електрода-інструмента на новий, так як при невиконанні цієї умови зовнішній діаметр відпрацьованого електрода-інструмента почне зменшуватися, що може призвести до втрати точності обробки отвору або до поломки верстата. Таким чином, чим більша довжина бічної зовнішньої поверхні lб , тим більшу глибину отвору може прошити один електрод-інструмент до заміни. Крім того, при зніманні відпрацьованого графітового електродаінструмента зі шпинделя верстата спостерігається відламування різьбової частини (меншого діаметра) від залишкової частини (більшого діаметра), оскільки площа критичного кільцевого перерізу електрода-інструмента у місці зламу дуже мала. Це, в свою чергу, суттєво ускладнює у часі та у технічних засобах процес вилучення різьбової частини електрода-інструмента із шпинделя верстата. Задачею даної корисної моделі є покращання експлуатаційних характеристик електродаінструмента. Дана задача вирішується у відомому електроді-інструменті з центральним наскрізним отвором для прошивання електричною дугою глибоких отворів за рахунок того, що з боку кріплення є внутрішня центральна різьба. На приведених фігурах схематично показані фази процесу прошивання електричною дугою глибокого отвору електродом-інструментом, що пропонується: фіг. 1 - початкова фаза; фіг. 2 проміжна фаза; фіг. 3 - кінцева фаза. Перед обробкою (фіг. 1) графітовий електрод-інструмент 1 з центральним наскрізним отвором 2, що має внутрішню центральну різьбу 3, закріплюється за допомогою неї на шпинделі 4 верстата. Для прошивання глибокого отвору 5 (фіг. 2, 3) в деталі 6 герметичну камеру 7 щільно притискують в осьовому напрямку зусиллям F до деталі 6. Далі включають електродвигун насоса (на схемах не показано), що подає робочу рідину (органічне середовище або технічну воду) під технологічним тиском (звичайно Рст = 0,6-4 МПа) в порожнину 8 камери 7, джерело живлення технологічним струмом (на схемах не показано), слідкуючу осьову подачу електрода-інструмента 1, та ведуть процес прошивання електричною дугою 9 глибокого отвору 1 UA 70315 U 5 10 15 20 25 30 35 40 5. При цьому дуга 9 горить в торцевому міжелектродному зазорі 10 в потужному поперечному гідродинамічному потоці 11 робочої рідини, який стискує дугу в енергетичному та геометричному плані та виносить продукти ерозії 12 із зони обробки. Початкова фаза процесу (фіг. 1) характеризується відсутністю електроерозійного зносу електрода-інструмента 1 (довжина електрода-інструмента 1 дорівнює L=lб), а тому точка А, що відокремлює робочу частину електрода-інструмента 1 (там де горить дуга 9) від неробочої, знаходиться на межі циліндричної бічної 13 та торцевої 14 поверхні електрода-інструмента 1. Проміжна фаза процесу (фіг. 2) характеризується наявністю електроерозійного зносу електрода-інструмента 1, який проявляється через скорочення його довжини до розміру ln , утворення радіуса округлення R та робочої бічної конічної поверхні 15. При цьому точка А переміщується по циліндричній бічній в точку Аn, що є межею між конічною робочою бічною поверхнею 15 електрода-інструмента 1 та циліндричною неробочою бічною його поверхнею 13. Кінцева фаза процесу (фіг. 3) характеризується тим, що його довжина скорочується до критичного розміру lk , а точка Аn переміщується на край електрода-інструмента 1 в точку Ак. При цьому циліндрична неробоча бічна поверхня 13 електрода-інструмента 1 зникає, а залишається лише робоча бічна конічна поверхня 15. Подальше продовження процесу прошивання глибокого отвору 5 цим електродом-інструментом 1 недопустимо, бо призводить до зменшення більшого діаметра конічної поверхні 15 електрода-інструмента 1. Останнє може призвести до втрати точності обробки отвору, або до поломки верстата. У електрода-інструмента 1, що пропонується, завдяки наявності внутрішньої центральної різьби, довжина бічної зовнішньої поверхні lб дорівнює довжині L електрода-інструмента 1. Це забезпечує найбільш можливий коефіцієнт використання довжини електрода-інструмента 1, що відповідає одиниці. Крім того, при зніманні відпрацьованого графітового електрода-інструмента 1 зі шпинделя 4 верстата не спостерігається відламування його різьбової частини, оскільки площа його критичного кільцевого перерізу значно більша, порівняно з площею критичного перерізу відомого електрода-інструмента. Це суттєво скорочує час заміни електрода-інструмента 1. Використання електрода-інструмента, що пропонується, порівняно з відомим, покращує його експлуатаційні характеристики: дозволяє підвищити коефіцієнт використання довжини електрода-інструмента на 20-25 % та скоротити час заміни електрода-інструмента в 15-20 разів. Використані джерела 1. Пат. 58022 Україна, МПК В23Р13/00. Верстат для електроерозійної обробки дугой / Боков В. Μ.; заявник та патентоволодар Кіровоградський національний технічний університет. - № u2010 11032; заявл. 13.09.2010; опубл. 25.03.2011, Бюл. № 6 (див. фіг. 1). 2. Устройство для электрофизической размерной обработки металлов: А.с. 708619 СССР, МКИ В23Р1/02. / В.И.Носуленко, В.М.Боков, Б.В.Львов, Ю.В.Лебедев, Л.И.Бондаренко, Л.Р.Тисновский (СССР). - № 2576685/25-08; Заявлено 08.02.78; Не подлежит опубл. в откр. печати, (див. фіг. 1-3). ФОРМУЛА КОРИСНОЇ МОДЕЛІ Електрод-інструмент з центральним наскрізним отвором для прошивання електричною дугою глибоких отворів, який відрізняється тим, що з боку кріплення є внутрішня центральна різьба. 2 UA 70315 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюElectrode-tool with central through hole for broaching deep holes by electric arc
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюЭлектрод-инструмент с центральным сквозным отверстием для прошивки электрической дугой глубоких отверстий
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
Мітки: наскрізним, електричною, дугою, отвором, отворів, електрод-інструмент, прошивання, центральним, глибоких
Код посилання
<a href="https://ua.patents.su/5-70315-elektrod-instrument-z-centralnim-naskriznim-otvorom-dlya-proshivannya-elektrichnoyu-dugoyu-glibokikh-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Електрод-інструмент з центральним наскрізним отвором для прошивання електричною дугою глибоких отворів</a>
Спосіб прошивання наскрізних отворів електричною дугою
Номер патенту: 59348
Опубліковано: 10.05.2011
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: дугою, наскрізних, спосіб, електричною, отворів, прошивання
Формула / Реферат:
Спосіб прошивання наскрізних отворів електричною дугою з прокачуванням робочої рідини в торцевому міжелектродному зазорі за напрямком від периферії до центра електрода-інструмента, який відрізняється тим, що прошивання здійснюють з виходом електрода-інструмента в металеву підкладку, яку попередньо з'єднують з деталлю за усією торцевою поверхнею приклеюванням електропровідним клеєм або припаюванням.
Пристрій для прошивання наскрізних отворів електричною дугою
Номер патенту: 60478
Опубліковано: 25.06.2011
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: електричною, прошивання, наскрізних, пристрій, дугою, отворів
Формула / Реферат:
Пристрій для прошивання наскрізних отворів електричною дугою в гідродинамічному потоці робочої рідини за напрямком течії в торцевому міжелектродному зазорі від периферії до центра електрода-інструмента, що включає технологічну пластинку під заготовкою, який відрізняється тим, що технологічна пластинка виконана у вигляді герметичної камери та оснащена електроізоляційною кільцеподібною вставкою, внутрішня поверхня якої еквідистантна бічній...
Спосіб прошивання дугою глибоких наскрізних отворів
Номер патенту: 59262
Опубліковано: 10.05.2011
Автор: Боков Віктор Михайлович
МПК: B23H 11/00, B23H 7/00
Мітки: прошивання, отворів, спосіб, дугою, глибоких, наскрізних
Формула / Реферат:
Спосіб прошивання дугою глибоких наскрізних отворів, при якому деталь, що обробляється, в області серцевини з'єднана з електропровідною підкладкою, який відрізняється тим, що прошивання здійснюють при пружному радіальному направленні консольної частини серцевини за електродотримачем (штоком).
Верстат для прошивання електричною дугою наскрізних отворів
Номер патенту: 59345
Опубліковано: 10.05.2011
Автор: Боков Віктор Михайлович
Мітки: отворів, верстат, наскрізних, дугою, прошивання, електричною
Формула / Реферат:
Верстат для прошивання електричною дугою наскрізних отворів, який містить локальну вхідну герметичну камеру, що працює під тиском, змонтовану навколо електрода-інструмента з можливістю осьового переміщення і містить силовий привід, та вихідну герметичну камеру, що розташована співвісно з вхідною, який відрізняється тим, що вихідна герметична камера виконана рухомою в осьовому напрямку як встановлювальна та має несиловий привід переміщення,...
Спосіб прошивання отворів електричною дугою
Номер патенту: 63441
Опубліковано: 10.10.2011
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: електричною, отворів, спосіб, прошивання, дугою
Формула / Реферат:
1. Спосіб прошивання отворів електричною дугою в гідродинамічному потоці робочої рідини з використанням електрода-інструмента, що трепанує, який відрізняється тим, що робочу рідину нагнітають в торцевий міжелектродний зазор одночасно крізь зовнішній та внутрішній бічні міжелектродні зазори, а відводять із торцевого зазору крізь центральну частину стінки електрода-інструмента.2. Спосіб за п. 1, який відрізняється тим, що...
Попередній патент: Спосіб одержання органо-мінерального добрива з пташиного посліду
Наступний патент: Пристрій для одержання металевих волокон пресуванням гранул
Випадковий патент: Спосіб одержання білково-вітамінного концентрату з тваринницьких відходів