Спосіб комбінованого лазерного зміцнення металевих деталей

Формула / Реферат
Спосіб комбінованого лазерного зміцнення металевих деталей, при якому здійснюється вплив на оброблюваний матеріал металевих деталей безперервним лазерним випромінюванням, сфокусованим в світлову пляму у вигляді відрізка в діапазоні значень ![]() , яка переміщується по заданій траєкторії з постійною або змінною швидкістю, який відрізняється тим, що вздовж лінії переміщення світлового відрізка в центрі додатково направляють випромінювання імпульсного лазера діаметром плями
, яка переміщується по заданій траєкторії з постійною або змінною швидкістю, який відрізняється тим, що вздовж лінії переміщення світлового відрізка в центрі додатково направляють випромінювання імпульсного лазера діаметром плями ![]() від центра, за цими параметрами налаштовують потужність і розподіл щільності потужності лазерного випромінювання, де
від центра, за цими параметрами налаштовують потужність і розподіл щільності потужності лазерного випромінювання, де ![]() - ширина зони обробки.
- ширина зони обробки.
Текст
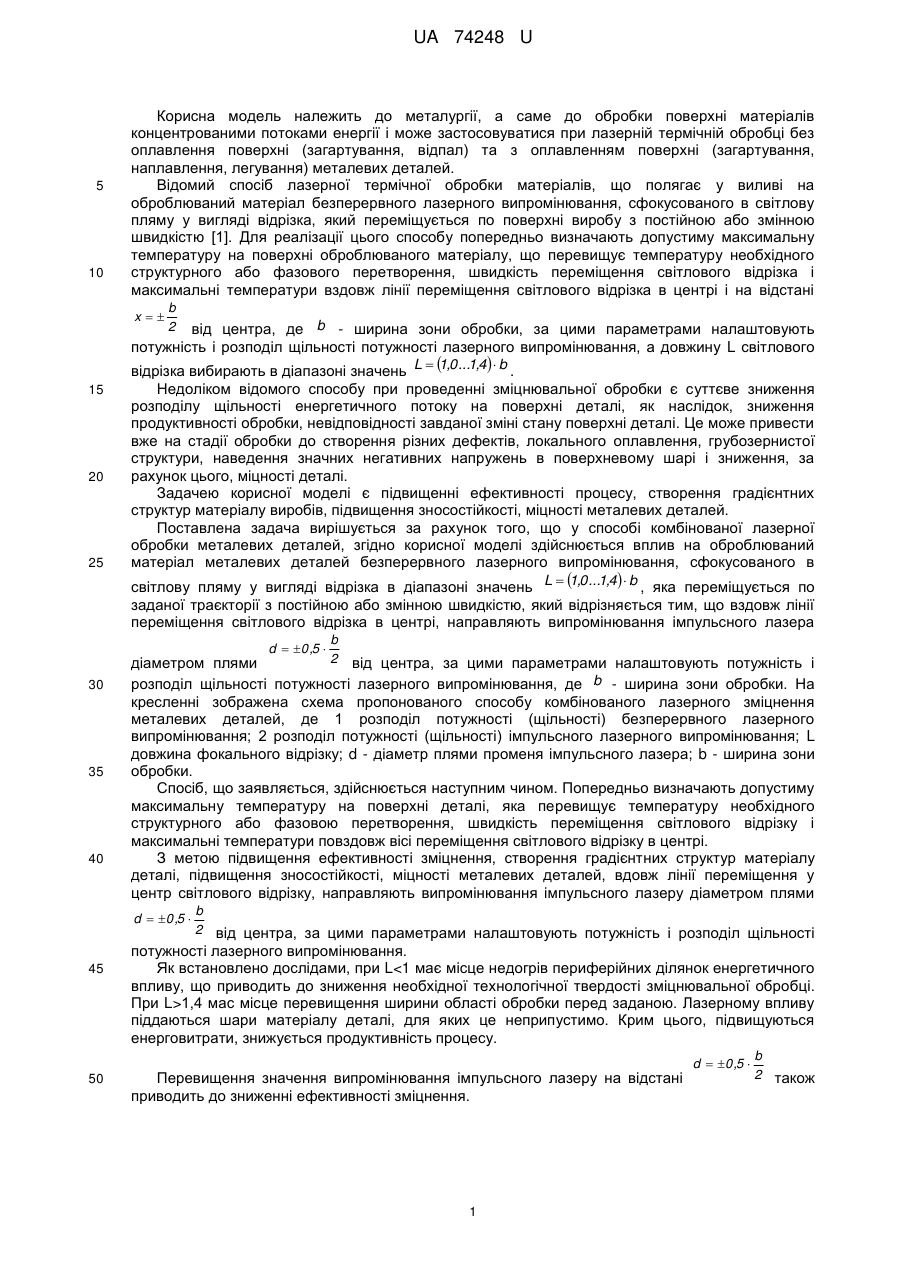
Реферат: UA 74248 U UA 74248 U 5 10 Корисна модель належить до металургії, а саме до обробки поверхні матеріалів концентрованими потоками енергії і може застосовуватися при лазерній термічній обробці без оплавлення поверхні (загартування, відпал) та з оплавленням поверхні (загартування, наплавлення, легування) металевих деталей. Відомий спосіб лазерної термічної обробки матеріалів, що полягає у виливі на оброблюваний матеріал безперервного лазерного випромінювання, сфокусованого в світлову пляму у вигляді відрізка, який переміщується по поверхні виробу з постійною або змінною швидкістю [1]. Для реалізації цього способу попередньо визначають допустиму максимальну температуру на поверхні оброблюваного матеріалу, що перевищує температуру необхідного структурного або фазового перетворення, швидкість переміщення світлового відрізка і максимальні температури вздовж лінії переміщення світлового відрізка в центрі і на відстані x b 2 від центра, де b - ширина зони обробки, за цими параметрами налаштовують потужність і розподіл щільності потужності лазерного випромінювання, а довжину L світлового 15 20 25 відрізка вибирають в діапазоні значень L 1,0 ...1,4 b . Недоліком відомого способу при проведенні зміцнювальної обробки є суттєве зниження розподілу щільності енергетичного потоку на поверхні деталі, як наслідок, зниження продуктивності обробки, невідповідності завданої зміні стану поверхні деталі. Це може привести вже на стадії обробки до створення різних дефектів, локального оплавлення, грубозернистої структури, наведення значних негативних напружень в поверхневому шарі і зниження, за рахунок цього, міцності деталі. Задачею корисної моделі є підвищенні ефективності процесу, створення градієнтних структур матеріалу виробів, підвищення зносостійкості, міцності металевих деталей. Поставлена задача вирішується за рахунок того, що у способі комбінованої лазерної обробки металевих деталей, згідно корисної моделі здійснюється вплив на оброблюваний матеріал металевих деталей безперервного лазерного випромінювання, сфокусованого в світлову пляму у вигляді відрізка в діапазоні значень L 1,0 ...1,4 b , яка переміщується по заданої траєкторії з постійною або змінною швидкістю, який відрізняється тим, що вздовж лінії переміщення світлового відрізка в центрі, направляють випромінювання імпульсного лазера d 0 ,5 30 35 40 діаметром плями від центра, за цими параметрами налаштовують потужність і розподіл щільності потужності лазерного випромінювання, де b - ширина зони обробки. На кресленні зображена схема пропонованого способу комбінованого лазерного зміцнення металевих деталей, де 1 розподіл потужності (щільності) безперервного лазерного випромінювання; 2 розподіл потужності (щільності) імпульсного лазерного випромінювання; L довжина фокального відрізку; d - діаметр плями променя імпульсного лазера; b - ширина зони обробки. Спосіб, що заявляється, здійснюється наступним чином. Попередньо визначають допустиму максимальну температуру на поверхні деталі, яка перевищує температуру необхідного структурного або фазовою перетворення, швидкість переміщення світлового відрізку і максимальні температури повздовж вісі переміщення світлового відрізку в центрі. З метою підвищення ефективності зміцнення, створення градієнтних структур матеріалу деталі, підвищення зносостійкості, міцності металевих деталей, вдовж лінії переміщення у центр світлового відрізку, направляють випромінювання імпульсного лазеру діаметром плями d 0 ,5 45 50 b 2 b 2 від центра, за цими параметрами налаштовують потужність і розподіл щільності потужності лазерного випромінювання. Як встановлено дослідами, при L1,4 мас місце перевищення ширини області обробки перед заданою. Лазерному впливу піддаються шари матеріалу деталі, для яких це неприпустимо. Крим цього, підвищуються енерговитрати, знижується продуктивність процесу. Перевищення значення випромінювання імпульсного лазеру на відстані приводить до зниженні ефективності зміцнення. 1 d 0 ,5 b 2 також UA 74248 U Таким чином, в залежності від виду термічної обробки і оброблюваного матеріалу 5 металевих деталей довжина фокального відрізку складає 1,0L < L < 1,4L при центра обробки на поверхні деталі. Джерела інформації: 1. C21D 1/09 Патент РФ № 2345148 Способ лазерной термической обработки. d 0 ,5 b 2 від ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 Спосіб комбінованого лазерного зміцнення металевих деталей, при якому здійснюється вплив на оброблюваний матеріал металевих деталей безперервним лазерним випромінюванням, сфокусованим в світлову пляму у вигляді відрізка в діапазоні значень L 10 ...14 b , яка , , переміщується по заданій траєкторії з постійною або змінною швидкістю, який відрізняється тим, що вздовж лінії переміщення світлового відрізка в центрі додатково направляють випромінювання імпульсного лазера діаметром плями 15 параметрами налаштовують потужність і випромінювання, де b - ширина зони обробки. розподіл d 0,5 b 2 щільності від центра, за цими потужності лазерного Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for combined laser hardening of metal parts
Автори англійськоюMazheika Oleksandr Yosypovych
Назва патенту російськоюСпособ комбинированного лазерного укрепление металлических деталей
Автори російськоюМажейка Александр Иосипович
МПК / Мітки
МПК: C21D 1/09
Мітки: металевих, лазерного, спосіб, деталей, комбінованого, зміцнення
Код посилання
<a href="https://ua.patents.su/4-74248-sposib-kombinovanogo-lazernogo-zmicnennya-metalevikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб комбінованого лазерного зміцнення металевих деталей</a>
Спосіб комбінованого зміцнення циліндричних металевих виробів
Номер патенту: 40527
Опубліковано: 10.04.2009
Автор: Мажейка Олександр Йосипович
МПК: B23K 26/00
Мітки: металевих, циліндричних, спосіб, зміцнення, виробів, комбінованого
Формула / Реферат:
Спосіб комбінованого зміцнення циліндричних металевих виробів, який полягає в тому, що при обертанні виробу його поверхня піддається електромеханічній обробці та обробці променем лазера, що переміщується уздовж осі обертання, який відрізняється тим, що електромеханічну обробку проводять одночасно з лазерною обробкою шляхом додавання зусилля на деформуючі електроди-інструменти, які отримують живлення від трифазного джерела струму, при цьому...
Спосіб комбінованого зміцнення поверхонь тертя деталей машин та верстатів
Номер патенту: 19958
Опубліковано: 15.01.2007
Автори: Бабін Олег Фавійович, Кєнєсова Мадіна Нурланівна, Ковальов Віктор Дмитрович
МПК: B23D 1/00
Мітки: тертя, спосіб, поверхонь, комбінованого, деталей, верстатів, зміцнення, машин
Формула / Реферат:
Спосіб комбінованого зміцнення поверхонь тертя деталей машин та верстатів, який полягає в тому, що деталь встановлюють у центрах, підводять латунний стрижень та при рівномірних обертах деталі відбувається паралельне переміщення супорта з латунним стрижнем, який відрізняється тим, що одночасно відбувається нанесення покриття на поверхні виробу та обробки імпульсним магнітним полем.
Обладнання для лазерного поверхневого зміцнення деталей
Номер патенту: 3730
Опубліковано: 15.12.2004
Автори: Головко Леонід Федорович, Вурсіченко Юрій Васильович, Аль-Шара Мотаз Мухаммед, Мажейка Олександр Йосипович
МПК: B23K 26/00
Мітки: поверхневого, лазерного, зміцнення, обладнання, деталей
Формула / Реферат:
Обладнання для лазерного поверхневого зміцнення деталей, що містить основний лазер, оптично зв'язаний з оброблюваною деталлю, та допоміжний лазер з блоками живлення та фокусуючими системами, встановленими на відстані від оброблюваної деталі, яке відрізняється тим, що обладнання оснащено герметичним резервуаром, в якому розташована оброблювана деталь, що заповнений рідиною і має вхідне вікно, яке прозоре для випромінювання основного та...
Спосіб зміцнення поверхонь металевих деталей
Номер патенту: 48055
Опубліковано: 10.03.2010
Автори: Тривайло Михайло Семенович, Луговський Олександр Федорович, Пейчев Георгій Іванович, Титов Вячеслав Андрійович, Тітов Андрій Вячеславович, Кондратюк Едуард Васильович
МПК: B24B 39/00
Мітки: металевих, деталей, зміцнення, поверхонь, спосіб
Формула / Реферат:
Спосіб зміцнення поверхонь металевих деталей, що включає закріплення нерухомо на торці концентратора ультразвукових коливань інструмента, притискання його до оброблюваної поверхні деталі і приведення інструмента і оброблюваної поверхні у взаємне відносне переміщення, який відрізняється тим, що використовують концентратор крутильно-подовжніх коливань, а інструмент закріплюють ексцентрично відносно осі концентратора.
Спосіб комбінованого зміцнення різального інструменту та деталей машин
Номер патенту: 13547
Опубліковано: 17.04.2006
Автори: Ковальов Віктор Дмитрійович, Васильченко Яна Василівна, Мірошніченко Юрій Вікторович, Нечепуренко Артем Вікторович
МПК: B23B 27/16
Мітки: різального, інструменту, зміцнення, деталей, комбінованого, машин, спосіб
Формула / Реферат:
Спосіб комбінованого зміцнення різального інструменту та деталей машин шляхом магнітно-імпульсної обробки, який відрізняється тим, що попередньо на поверхні виробів наноситься зносостійке антифрикційне покриття.
Попередній патент: Спосіб глибокого свердління
Наступний патент: Спосіб діагностування трибосполучень двигуна внутрішнього згорання, які працюють в режимі гідродинамічного мащення
Випадковий патент: Спосіб механічного зшивання відрізків травного каналу