Спосіб виготовлення металопористого катоду
Номер патенту: 7498
Опубліковано: 29.09.1995
Автори: Ракітін Семен Павлович, Гетьман Ольга Іванівна, Верменко Людмила Олександрівна
Формула / Реферат
1. Способ изготовления металлопористого катода, включающий прессование и спекание заготовки из тугоплавкого металла в безокислительной среде и пропитку заготовки эмиссионио-активным веществом, отличающийся тем, что, с целью повышения эмиссионной способности катодов и улучшения их формоустойчивости, порошок вольфрама перед прессованием предварительно отжигают при 1600 - 1650°С в течение 3 ч и размалывают.
2. Способ по п. 1, отличающийся тем, что прессование порошка проводят при давлении 4-6 Т/см .
Текст
1 . СПОСОБ ИЗГОТОВЛЕНИЯ ME-' ТАЛЛОПОРИСТОГО КАТОДА, включающий . • прессование и спекание заготовки • •. • из тугоплавкого металла в безокислительной среде и пропитку заготов- ' . ки эмиссионно-активным веществом, о т л и ч а ю ш, и й с я тем, что, с целью повышения эмиссионной способ- . ности катодов и улучшения их формо- ; устойчивости, порошок вольфрама перед прессованием предварительно отжигают при 1600-1650 С в течение 3 ч и размалывают . 2. Способ по п. 1, о т л и ч а ю щ и й с я тем, что прессование порошка проводят при давлении 4-6 Т/см* < g 1 1246799 Изобретение относится к электронтыо при значительно большем давленой технике, в частности к способам нии прессования, чем в известных 4 изготовления металлопористых термоспособах, например при 4-6 Т/см для катодов для электровакуумных (ЭВП) общепринятой конечной пористости приборов. Наиболее важными параметкатодов 22-28%. Повышение давления рами катодов для ЭВП СВЧ являются прессования до указанного выше знаего эмиссионная способность и формочения значительно улучшает пористую устойчивость, обеспечивающие такие структуру каркаса, так как частицы характеристики ЭВП СВЧ как надежность упакованы более плотно, чем в преси долговечность. 10 совках с низким давлением прессования, а поры, образованные частицами, Целью изобретения является повышестановятся более мелкими и однород- ' ние эмиссионной способности и формоными по размерам. устойчивости неталлопористых пропиВ результате проведенных исследотанных катодов путем улучшения пористой структуры каркаса и дезактива- 15 ваний установлено, что оптимальными режимами обработки порошка вольфрации порошков, из которых он изготавма являются: температура отжига ливается , 1600-1650 С и время 3 ч. При более Сущность изобретения состоит в низкой температуре отжига сущесттом, что перед операцией прессования 20 венных изменений в порошке не пропорошка проводят термомеханическую исходит даже при увеличении времени обработку, которая заключается в отжига до 4-5 ч. том, что свободно насыпанный исходный порошок тугоплавкого металла отТак для предварительно отожженжигают при 1600-1650°С в течение 3 ч, ного в заявляемом режиме порошка 25 вольфрама величина плотности тока а затем размалывают губку, полученную в результате отжига поропка, до эмиссии и изменение, диаметра катода достижения исходного среднего размера составляли 2,1-2,3 А/см 2 и 0,5частиц. Последующее прессование про0,55% соответственно, тогда как для водят при повышенном до 4-6 Т/см катодов, изготовленных из необрадавлении. 30 ботанного порошка, эти величины сосБ процессе высокотемпературного тавили 1 А/см 2 и 25%. отжига мелкие (1 мкм) наиболее ак,-' Таким образом, катоды, изготовтивные частицы исходного порошка,' ленные предлагаемым способом, имеют припекаясь друг к другу и к более более высокую плотность тока эмиссии крупным частицам, исчезают, а при 35 (примерно в 2 раза) и лучшую формопоследующем размоле их нельзя отдеустойчивость. При более низкой темлить в виде самостоятельных частиц. пературе отжига по сравнению с заКрупные же конгломераты (40-60 мкм), являемой, существенных изменений в малоактивные при отжиге, разрушаются порошке не происходит даже при увев процессе размола до более мелких 40 личении времени отжига до 5-6 ч. Мелчастиц. Таким образом, предварителькодисперсная (субмикронная) фракно отожженный и размолотый порошок ция полностью не исчезает, тонкая становится менее полндисперсным, чем структура частиц также не претерпеваисходный, и структура пористых карет существенных изменений, в резулькасов катодов получается более одно- 45 тате чего эффект дезактивации порошродной (монодисперснои). Кроме того, ка и улучшения его гранулометрическоотожженный и размолотый порошок стаго состава незначителен. Повышение новится менее активным при спекании, температуры отжига свыше 1600-1650 С что связано с исчезновением субмиктакже нецелесообразно, так как приронной фракции в процессе отжига, 50 водит к нежелательному увеличению а также с изменением тонкой структусреднего размера частиц порошка, ры частиц: их рекристаллизацией, поскольку с повышением температуры сглаживанием рельефа поверхности растет прочность губки, образующей(округлением), уплотнением частиц ся в процессе отжига порошка. Эффект и уменьшением концентрации дефектов, укрупнения частиц обнаруживается уже 55 при температуре отжига выше 1700 С. Снижение активности порошка позволяет получать прессовки каркасов П р и м е р . Для изготовления с заданной после спекания пористосметаллопористого катода проводили з \246799 боткой отжиг, размол и прессование пороиіка вольфрама марки ВЧДК, фракция "А" (ТУ 48-11-92-73). Свободно насыпанный порошок вольф'рама отжигался при !625*25°С - течев ние 3 ч. Среда огжига - осушенный водород (точка росы ^-30 С ) . После отжига проводили размол губки, образовавшейся в процессе отжига, в стандартном оборудовании - яшмовой шаровой мельнице емкостью 1 л. Режим размола, объем загрузки 2/3 объема -барабана, соотношение массы мелющих тел и порошка 1:1, линейная скорость вращения стенок барабана 0,4 м/с. Далее методом прессования и спекания готовили пористые каркасы с конечной пористостью П-24%. Обработанный порошок прессовали при 5,0 Т/см. Спекание прессовок проводили в водородной печи типа ОКБ-8087. Режим спекания: температура спекания 2000 С, выдержка I ч. Пористые каркасы пропитывали алюминатом бария - кальция 2,4 ВаО* *0,6 Са0'А1 2 0 ; , затем токарной обра Редактор Л. Утехина 5 10 15 20 25 4 из них готовили диски нужных размеров, которые крепились в молибденовый стакан. В процессе изготовления катодов контролировали также объемную усадку, однородность пористой структуры (методом продавливания газовых пузырьков через образец). Активность порошков, выражаемая в данном случае как изменение объема при спекании, отличается в два раза, а выход годного по качеству пористой структуры увеличивается с 10-15 до 98100%. Использование предлагаемого способа производства металлопористых катодов позволяет, по сравнению с известными, увеличить выход годного (пористых каркасов) с 10-12% р,о 98100%. Предлагаемый способ изготовления МПК более экономичен. ЭВП СВЧ, использующие такие катоды, обладают повышенной надежностью и долговечностью, а уровень шумов в них, связанный с эмиссионной неоднородностью катода, ниже на 2 порядка. Составитель Г. Кудинцева Техред В.Кадар Корректор С. Ч^рни Заказ 692/ДСП Тираж 364 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюManufacturing method for a dispenser cathode
Автори англійськоюVermenko Liudmyla Oleksandrivna, Hetman Olha Ivanivna, Rakitin Semen Pavlovych
Назва патенту російськоюСпособ изготовления металлопористого катода
Автори російськоюВерменко Людмила Александровна, Гетьман Ольга Ивановна, Ракитин Семен Павлович
МПК / Мітки
МПК: H01J 9/04
Мітки: металопористого, катоду, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/4-7498-sposib-vigotovlennya-metaloporistogo-katodu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення металопористого катоду</a>
Спосіб отримання заготівок з порошку алюмінію
Номер патенту: 51
Опубліковано: 30.04.1993
Автори: Цвєлов Євген Олександрович, Олійник Юрій Володимирович, Іл'яшенко Борис Федорович, Білик Володимир Олексійович, Анашко Віктор Дмитрович
МПК: B22F 5/00, B22F 3/02, B22F 3/16, B22F 3/10, B22F 3/12
Мітки: отримання, порошку, заготівок, алюмінію, спосіб
Формула / Реферат:
Формула изобретенияСпособ получения заготовок из порошка алюминия, включающий прессование, спекание в вакууме, отличающийся тем, что, с целью повышения ударной вязкости, используют порошок алюминия с размером частиц 0,1 — 1 мм, прессование осуществляют при давлении 343—490 МПа, а спекание проводят сначала на воздухе по ступенчатому режиму: при температуре 190—210°С и 290— 310°С с выдержкой в течение 0,25—0,75 ч на каждой ступени, а...
Спосіб одержання дисперсного порошку карбіду вольфраму
Номер патенту: 6749
Опубліковано: 29.12.1994
Автори: Уварова Ірина Володимирівна, Бондаренко Володимир Петрович, Павлоцька Елла Григорівна, Петухов Олександр Сергійович, Мартинова Людмила Михайлівна, Мошкун Валентина Федорівна
МПК: C01B 31/34, B22F 9/16
Мітки: одержання, порошку, спосіб, дисперсного, карбіду, вольфраму
Формула / Реферат:
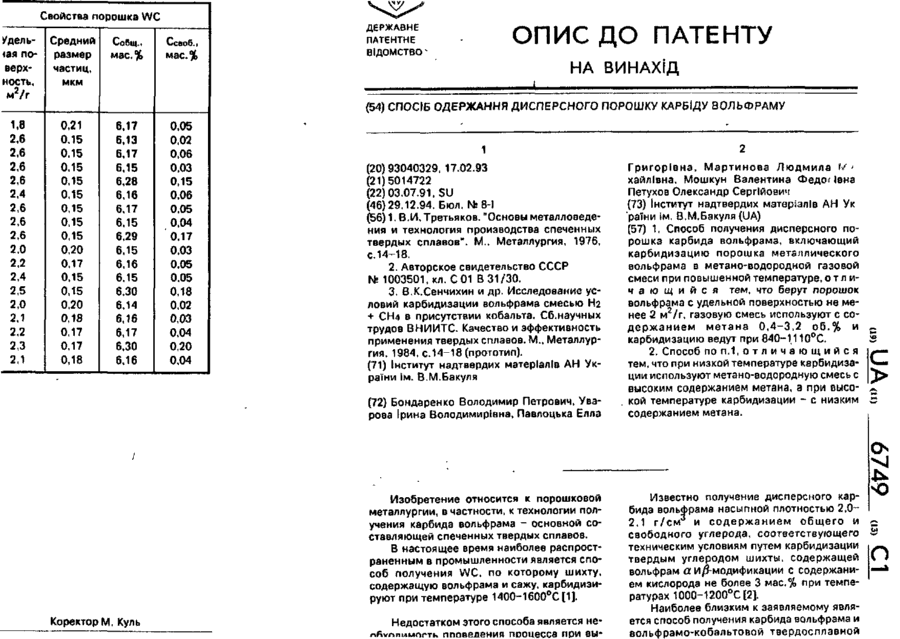
(57) 1. Способ получения дисперсного порошка карбида вольфрама, включающий карбидизацию порошка металлического вольфрама в метано-водородной газовой смеси при повышенной температуре, отличающийся тем, что берут порошок вольфрама с удельной поверхностью не менее 2 м2/г, газовую смесь используют с содержанием метана 0,4-3,2 об.% и карбидизацию ведут при 840—1110°С.2. Способ по п.1, отличающийся тем, что при низкой температуре...
Спосіб виготовлення алмазомісткого композиційного матеріалу
Номер патенту: 1997
Опубліковано: 20.12.1994
Автори: Фінкельштейн Євген Михайлович, Ципін Нехем'ян Веніамінович, Дабіжа Євген Вікторович, Вовчановський Іван Федорович, Богданов Роберт Константинович, Сімкін Едуард Семенович, Свечніков Олексій Олексійович, Скляр Світлана Йосипівна, Петрига Петро Васильович
Мітки: виготовлення, матеріалу, алмазомісткого, спосіб, композиційного
Формула / Реферат:
Способ изготовления алмазосодержащего композиционного материала, включающий смешивание алмазных частиц и металлической связки, прессование и спекание спрессованных заготовок, сопровождающееся пропиткой, отличающийся тем, что перед смешиванием на алмазные частицы наносят последовательно, слои молибдена, а затем - основную составляющую металлической связки в потоке плазмы тлеющего разряда.
Спосіб виготовлення кераміки на основі оксиду алюмінію
Номер патенту: 6986
Опубліковано: 31.03.1995
Автори: Лашнева Валентина Василівна, Дубок Віталій Андрійович
МПК: C04B 35/622, C04B 35/10
Мітки: оксиду, спосіб, основі, виготовлення, алюмінію, кераміки
Формула / Реферат:
(57) Способ изготовления керамики на основе оксида алюминия путем измельчения исходного порошка, формования методом полусухого прессования, обжига и спекания, отличающийся тем, что измельчение проводят ультразвуковым диспергированием в жидкости, после чего осуществляют центрифугирование в течение 30-60 мин при ускорении 5000-7000 g1 сушку и повторное измельчение.
Засіб виготовлення керамічного матеріалу на основі нітридів
Номер патенту: 1048
Опубліковано: 30.12.1993
Автори: Май Маргарита Михайлівна, Хейдемане Гундега Мартинівна, Міллєр Таліс Нікласович, Ковальчук Володимир Васильович, Сартинська Ліна Людвіговна, Погорєлова Діана Андріївна, Гнесін Георгій Гдалієвич, Палчевскіс Ерікс Антонович, Гервіц Євген Ілліч, Осіпова Ірина Іванівна, Петровський Віталій Ярославович, Грабіс Яніс Петрович
МПК: C04B 35/58
Мітки: засіб, матеріалу, основі, керамічного, виготовлення, нітридів
Формула / Реферат:
Формула изобретения1. Способ изготовления керамического материала на основе нитридов, включающий высокотемпературный синтез нитрида кремния из порошка кремния, введение активатора спекания: оксида алюминия или оксида алюминия и оксида иттрия, смешивание, горячее прессование при 1650-1750°С и давлении 20-30 МПа, отличающийся тем, что, с целью повышения эксплуатационных свойств керамического материала, введение активатора спекания с...
Попередній патент: Спосіб виготовлення блока магнітних головок
Наступний патент: Магнітна періодична фокусуюча система з негармонічним розподілом поля для електроних нвч приладів
Випадковий патент: Спосіб визначення міцності спайкового зрощення в експерименті