Спосіб виготовлення блока магнітних головок
Номер патенту: 7451
Опубліковано: 29.09.1995
Автори: Кузьменко Анатолій Борисович, Ярославов Володимир Вікторович
Формула / Реферат
1. Способ изготовления блока магнитных головок, включающий комплектование пластин из магнитомягкого материала в группу пакетов, ориентацию их по рабочей поверхности, сжатие в оправке, обработку абразивным инструментом рабочей и перпендикулярных ей смежных плоскостей, одна из которых плоскость рабочего зазора, изготовление ц прикрепление к пакетам общей износостойкой пластины из сендаста, резку этой пластины на полюсные наконечники, размещение, на пакетах обмоток - с выводами и попарную стыковку пакетов через немагнитную прокладку рабочего зазора, сборку пакетов в блок, финишную доводку рабочей поверхности, отличающийся тем, что, с целью повышения качества путем улучшения стабильности рабочих параметров, после обработки рабочей поверхности пакетов в оправке на расстоянии, не меньшем ширины средней части тела пластины от плоскости рабочего зазора, накладывают на пакет пластин продольный сварной шов лазерной сваркой в нейтральной среде, глубину шва выдерживают не более пяти четвертей толщины пластины и не менее ее толщины, после чего обрабатывают рабочую поверхность на глубину не более четверти толщины пластины, а при установке износостойкой пластины обеспечивают перекрывание ее рабочих поверхностей пакетов пластин с наибольшей выступающей частью со стороны плоскостей рабочих зазоров и приваривают ее лазерной шовной сваркой в нейтральной среде глубиной не более толщины пластины со стороны противоположной рабочей поверхности под ее выступающими частями в плоскости рабочего зазора каждого пакета и с противоположной ей стороны пакета, затем при резке износостойкой пластины на наконечники обеспечивают припуск на доводку ширины каждой головки и ликвидацию деструкции износостойкого материала в зоне резки, после сборки блок закрепляют в магнитном экране, а в процессе финишной обработки со стороны рабочей поверхности по ширине головки на глубину износостойкого наконечника прорезают абразивным инструментом пазы, обеспечивая калибровку ширины головки в блоке и заполняют их антифрикционным материалом.
2. Способ по п. 1, отличающийся тем, что, с целью снижения трудоемкости, из пластин набирают общий блок и после скрепления их продольным швом разделяют на отдельные пакеты.
Текст
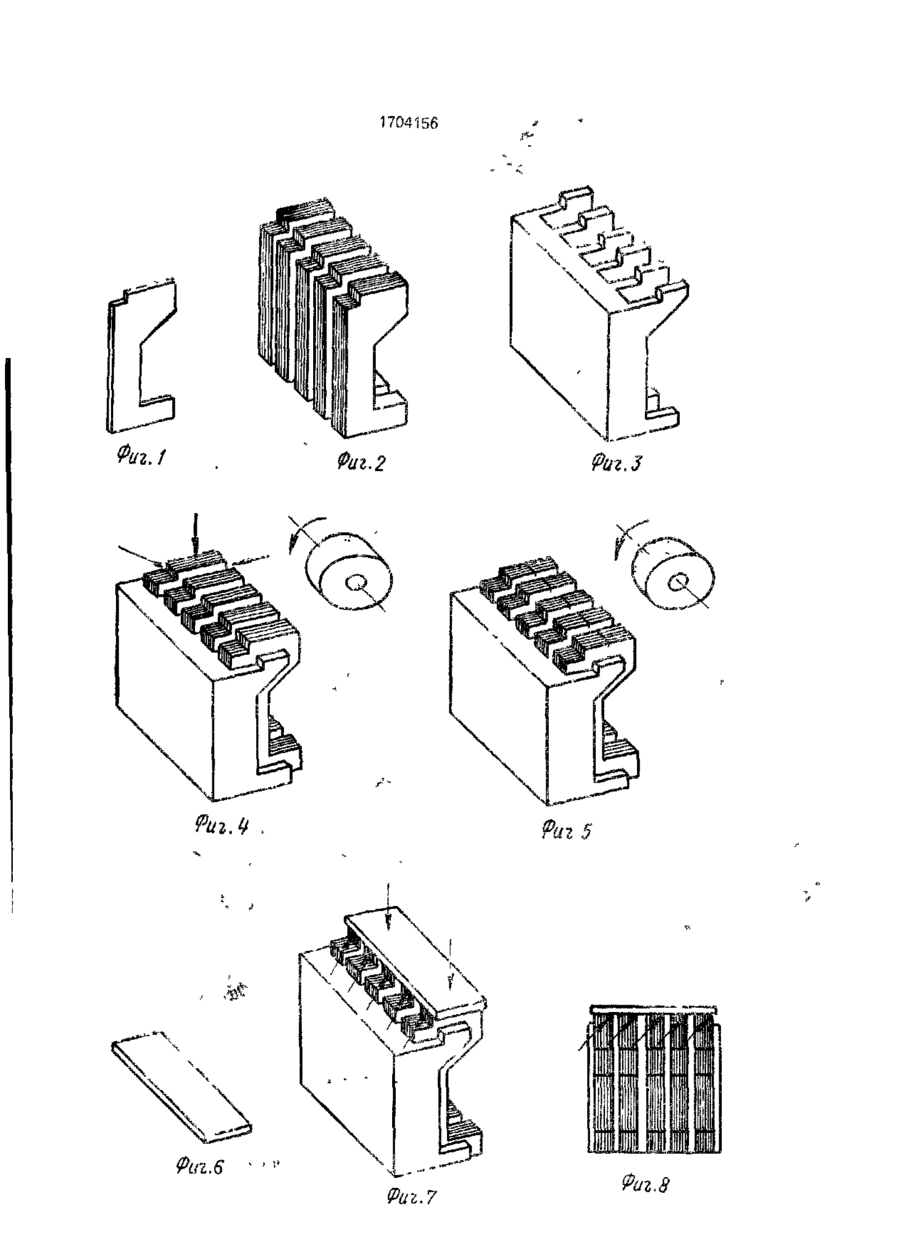
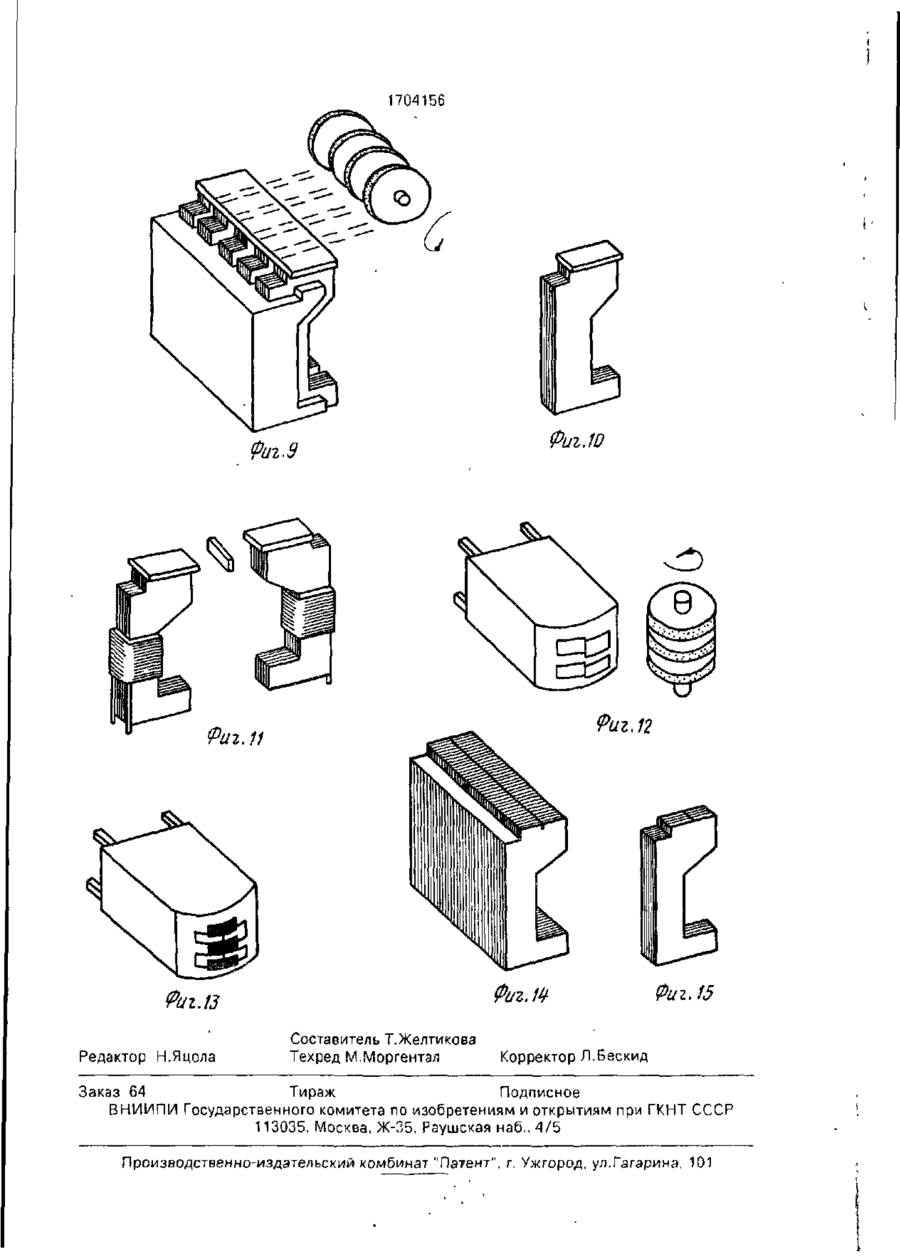
Изобретение относится к технике магнитной записи, в частности к способам изготовления магнитных головок, и может быть использовано в аппаратуре магнитной записи. Целью изобретения является повышение качества путем улучшения стабильности параметров блокэ магнитных головок, Способ включает комплектование пластин из магнитомягкого материала в группу паке тов, ориентацию их по рабочей поверхности сжатие в оправке, обработку абразивным инструментом рабочей и перпендикулярных ей смежных плоскостей, наложение на пакет пластин продольного сварного шва лазерной сваркой в нейтральной среде, изготовление и прикрепление к пакетам общей износостойкой пластины из сендаста с перекрыванием ею рабочих поверхностей пакетов пластин с наибольшей выступающей частью со стороны плоскости рабочих зазоров, приваривание пластины лазерной шовной сваркой в нейтральной среде, разрезку пластины на полюсные наконечники, размещение на пакетах обмоток с выводами, попарную стыковку пакетов через немагнитную прокладку рабочего зазора, сборку пакетов в блок, финишную обработку рабочей поверхности с прорезкой пазов. обеспечивающих калибровку ширины головки в блоке, заполнение их антифрикционным материалом. 1 з.п. ф-лы, 15 ил (Л О Изобретение относится к технике магнитной записи, в частности к способам изготовления магнитных головок, и может быть использовано в аппаратуре магнитной записи. Цель изобретения - повышение качества путем улучшения стабильности рабочих параметров блока магнитных головок. На фиг 1-15 представлена сущность способа изготовления блока магнитных го ловок. Комплектуют пластины (фиг. 1) из магнитомягкого материала в группу пакетов (фиг. 2), ориентируют их по рабочей поверх ности, сжимают в оправке (фиг. 3), обрабатывают абразивным инструментом рабочую и смежные ей плоскости, одна из которых плоскость рабочего зазора (фиг, 4). На расстоянии, не меньшем ширины средней части тела пластины от плоскости рабочего зазора, накладывают на пакет пластин продольный сварной шов лазерной сваркой в нейтральной среде (фиг. 5), глубину шва выдерживают не более пяти четвертей толщины пластины и не менее ее толщины, после чего обрабатывают рабочую поверхность на глубину не более четверти толщины пластины. Изготавливают и прикрепляют к паке ел 1704156 там общую износостойкую пластину из сендаста (фиг. 6), обеспечивая перекрывание ею рабочих поверхностей пакетов пластин с небольшей выступающей частью со стороны плоскости рабочих зазоров. Приварива- 5 ют ее лазерной шовной сваркой в нейтральной среде глубиной не более толщины пластины со стороны, противоположной рабочей поверхности под ее выступающими частями в плоскости рабоче- 10 го зазора каждого пакета и с противоположной ей стороны пакета (фиг. 7 и В). Разрезают пластину на полюсные наконечники (фиг, 9 и 10), обеспечивая припуск на доводку ширины каждой головки и лик- 15 видацию деструкции износостойкого материала е зоне резки. Размещают на пакетах обмотки с выводами и попарно стыкуют пакеты через немагнитную прокладку рабоче- 20 го зазора (фиг. 11). Собирают пакеты в блок, закрепляют в магнитном экране. Осуществляют финишную обработку рабочей поверхности, при этом со стороны рабочей поверхности по ширине головки на глубину 25 износостойкого наконечника прорезают абразивным инструментом пазы (фиг. 12), обеспечивая калибровку ширины головки в блоке, и заполняют их антифрикционным материалом (фиг. 13). Для снижения трудо- 30 емкости на комплектование пластин по отдельным группам из пластин набирают общий блок (фиг. 14), и после скрепления продольным сварным швом разделяют на отдельные пакеты (фиг. 15), устанавливают 35 в оправку. резку этой пластины на полюсные наконечники, размещение на пакетах обмоток с выводами и попарную стыковку пакетов через немагнитную прокладку рабочего зазора, сборку пакетов в блок, финишную доводку рабочей поверхности, о т л и ч а ю щ и й с я тем, что, с целью повышения качества путем улучшения стабильности рабочих параметров, после обработки рабочей поверхности пакетов в оправке на расстоянии, не меньшем ширины средней, части тела пластины от плоскости рабочего зазора, накладывают на пакет пластин продольный сварной шов лазерной сваркой в нейтральной среде, глубину шва выдерживают не более пяти четвертей толщины пластины и не менее ее толщины, после чего обрабатывают рабочую поверхность на глубину не более четверти толщины пластины, а при установке износостойкой ппастины обеспечивают перекрывание ее рабочих поверхностей пакетов пластин с наибольшей выступающей частью со стороны плоскостей рабочих зазоров и приваривают ее лазерной шовной сваркой в нейтральной среде глубиной не более толщины пластины со стороны противоположной рабочей поверхности под ее выступающими частями в плоскости рабочего зазора каждого пакета и с противоположной ей стороны пакета, затем при резке износостойкой пластины на наконечники обеспечивают припуск на доводку ширины каждой головки и ликвидацию деструкции износостойкого материала в зоне резки, после сборки блок закрепляют в магнитном экране, а в процессе финишной обработки со стороны рабочей поверхности по ширине Формула изобретения головки на глубину износостойкого нако1. Способ изготовления блока магнитных головок, включающий комплектование 40 нечника прорезаютабразивным инструменпластин из магнитомягкого материала в том пазы, обеспечивая калибровку ширины группу пакетов, ориентацию их по рабочей головки в блоке и заполняют их антифрикповерхности, сжатие в оправке, обработку ционным материалом. абразивным инструментом рабочей и пер2. Способ по п. 1 , о т л и ч а ю щ и й с я пендикулярных ей смежных плоскостей, од- 45 тем, что, с целью снижения трудоемкости, на из которых плоскость рабочего зазора, из пластин набирают общий блок и после изготовление и прикрепление к пакетам обскрепления их продольным швом разделящей износостойкой пластины из сендаста, ют на отдельные пакеты 1704156 Фиг.1 / г Фаг.7 1704156 Фиъ.а Риг.Ю Фиг.11 ФигМ Фаг. 13 Редактор Н.Яцола Составитель Т.Желтикова Техред М.Моргентал Фиг.15 Корректор Л.Бескид Заказ 64 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюManufacturing method for magnet heads
Автори англійськоюKuzmenko Anatolii Borysovych, Yaroslav Volodymyr Viktorovych
Назва патенту російськоюСпособ изготовления блока магнитных головок
Автори російськоюКузьменко Анатолий Борисович, Ярослав Владимир Викторович
МПК / Мітки
МПК: G11B 5/29, G11B 5/187
Мітки: спосіб, головок, блока, магнітних, виготовлення
Код посилання
<a href="https://ua.patents.su/4-7451-sposib-vigotovlennya-bloka-magnitnikh-golovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення блока магнітних головок</a>
Спосіб виготовлення кремнійових пластин
Номер патенту: 2218
Опубліковано: 26.12.1994
Автори: Федорів Вадим Михайлович, Кутовой Ігор Васильович, Шурдук Борис Констянтинович
МПК: H01L 21/306
Мітки: виготовлення, кремнійових, пластин, спосіб
Формула / Реферат:
Способ изготовления кремниевых пластин, включающий резку, двустороннюю шлифовку, травление, предварительную полировку и химико-механическую полировку рабочей стороны пластин, отличающийся тем, что с целью повышения качества пластин за счет уменьшения плотности точечных дефектов и площади с линиями скольжения на рабочей поверхности пластин, а также повышения воспроизводимости глубины травления, травление пластин производят в селективном...
Спосіб виготовлення магнітної головки
Номер патенту: 7447
Опубліковано: 29.09.1995
Автори: Бессчастній Анатолій Іпатович, Середін Микола Михайлович, Лутов Віталій Олексійович, Ярославов Володимир Вікторович
МПК: G11B 5/127, G11B 5/29
Мітки: головки, спосіб, виготовлення, магнітної
Формула / Реферат:
Способ изготовления магнитной головки, при котором формируют полусердечники П-образной формы из набора пластин, размещают на них обмотки с выводами, крепят в собранном виде в корпусе, а также формируют заготовки полюсных наконечников с трапецеидальной формой сечения, обрабатывают стыковочные поверхности, содержащие меньшую сторону трапеции, наносят на них немагнитный слой рабочего зазора и скрепляют две заготовки полюсных наконечников по...
Очисник головок коренеплодів від гички на корені
Номер патенту: 517
Опубліковано: 30.04.1993
Автори: Бессонов Олег Геннадійович, Казіброда Ярослав Іванович, Мартиненко Володимир Якимович, Павлов Ярослав Антонович, Данильченко Михайло Григорович, Гевко Роман Богданович, Безпальок Андрій Петрович
МПК: A01D 23/02
Мітки: коренеплодів, корені, головок, гички, очисник
Формула / Реферат:
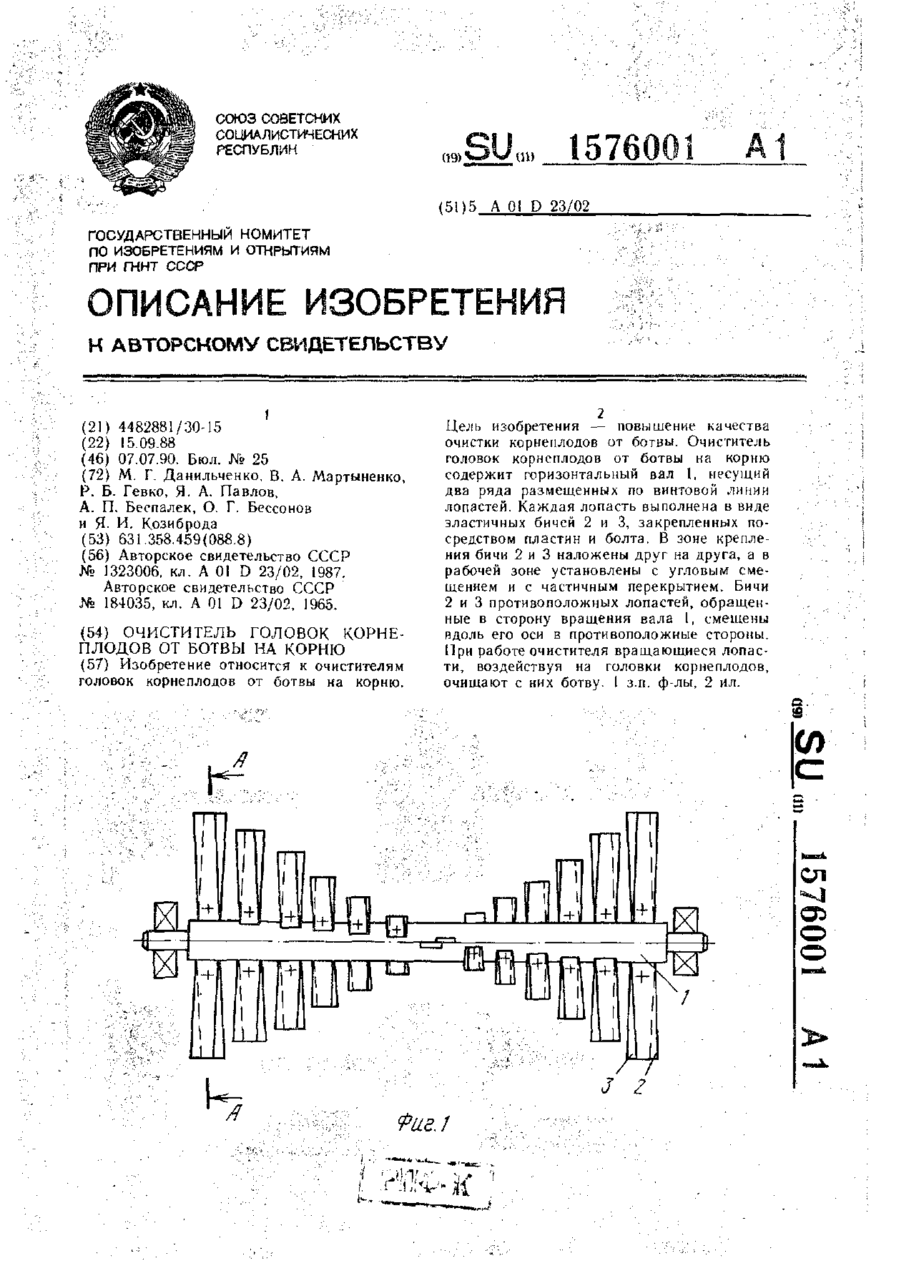
1. Очиститель головок корнеплодов от ботвы на корню, содержащий горизонтальный вал, вдоль которого противоположно оси его вращения размещено по крайней мере два ряда рабочих лопастей, каждая из которых выполнена в виде нескольких эластичных бичей, закрепленных одними концами на валу посредством пластин и связанного с ними крепежного элемента, при этом бичи лопасти в зоне их крепления наложены друг на друга, отличающийся тем, что, с целью...
Блок магнітних голівок
Номер патенту: 6725
Опубліковано: 29.12.1994
Автори: Мелехін Олександр Дмитрович, Щеглов Олег Іванович
МПК: G11B 5/29
Мітки: голівок, блок, магнітних
Формула / Реферат:
(57) Блок магнитных головок, состоящий из двух полублоков, соединенных через прокладку рабочего зазора, каждый из которых содержит С-образные полусердечники с полюсными наконечниками, между дорожечный экран, катушки на пятках полусердечников, рабочие зазоры между полюсными наконечниками, отличающийся тем, что полублоки выполнены симметричными относительно паза под междудорожечный экран, полусердечники каждого полублока установлены на...
Очисник головок коренеплодів від гички на корені
Номер патенту: 3204
Опубліковано: 26.12.1994
Автори: Данильченко Михайло Григорович, Присько Богдан Іванович, Гевко Роман Богданович, Мартиненко Володимир Якимович, Безпальок Андрій Петрович, Павлов Ярослав Антонович
МПК: A01D 23/02
Мітки: коренеплодів, головок, очисник, гички, корені
Формула / Реферат:
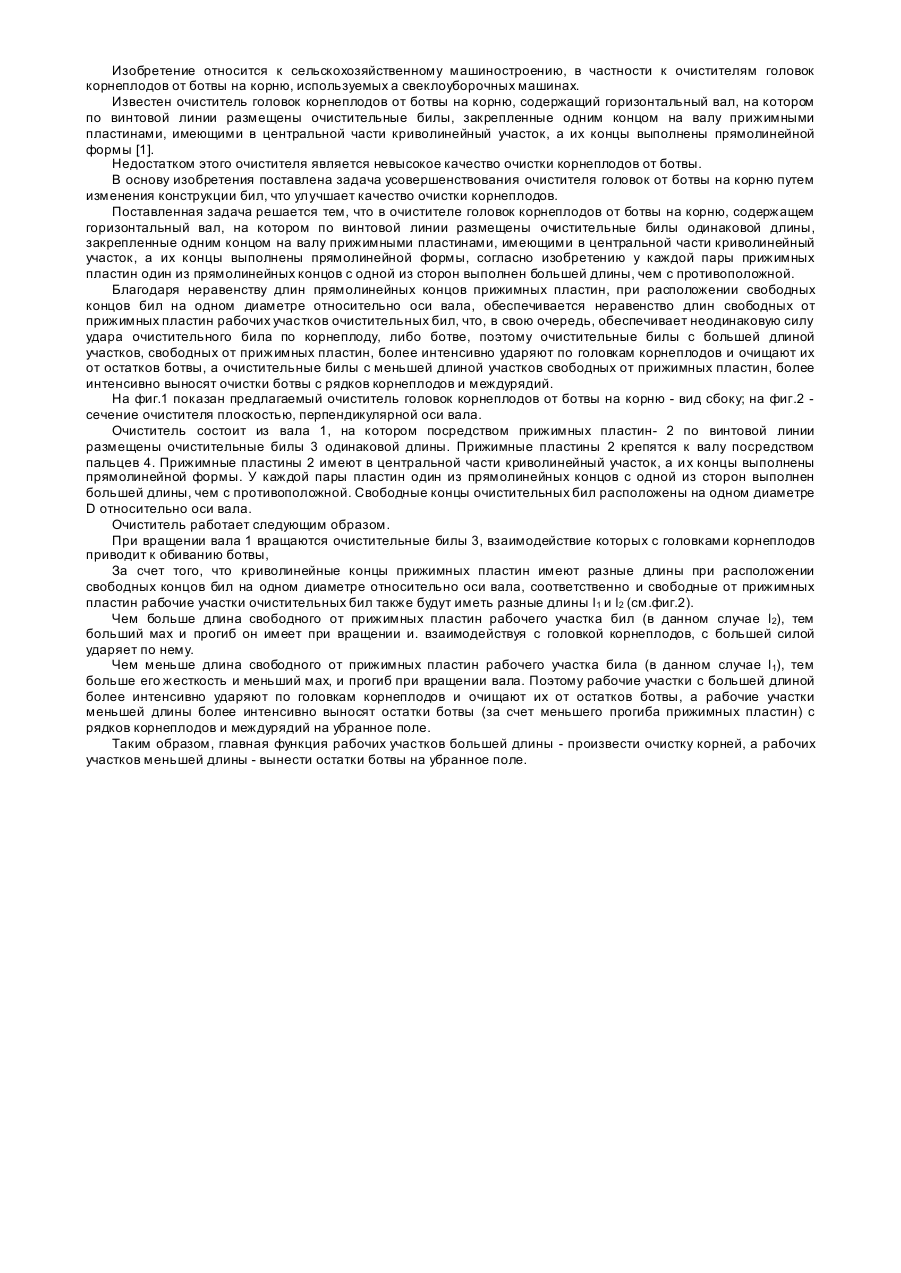
Очиститель головок корнеплодов от ботвы на корню, содержащий вал, на котором по винтовой линии размещены очистительные билы, закрепленные одним концом на валу прижимными пластинами, имеющими в центральной части криволинейный участок, а их концы выполнены прямолинейной формы, отличающийся тем, что у каждой пары прижимных пластин один из прямолинейных концов с одной из сторон выполнен большей длины, чем с противоположной.
Попередній патент: Стрічкопротяжний механізм магнітофона
Наступний патент: Спосіб виготовлення металопористого катоду
Випадковий патент: Пристрій для одержання виливків