Спосіб безперервного розливання двошарових злитків
Номер патенту: 75444
Опубліковано: 17.04.2006
Автори: Попов Анатолій Васильович, Аріх Володимир Спиридонович, Шмуклер Йосип Срулевіч, Мисочка Анатолій Васильович, Новіков Євген Іванович, Полєщук Петро Миколайович, Соломович Віталій Моісейович, Родякін Ігор Олександрович, Павленко Олександр Анатольйович, Герасименко Віктор Григорович
Формула / Реферат
Спосіб безперервного розливання двошарових злитків, що включає подачу основного металу і плакувального металу у кристалізатор, безперервне формування злитків основного і плакувального металів, витягування їх із кристалізатора і з'єднання у двошаровий злиток у гарячому стані, який відрізняється тим, що витягування злитка плакувального металу з кристалізатора здійснюють після його повного тверднення, злиток плакувального металу після виходу з кристалізатора згинають до забезпечення його щільного притиснення до злитка основного металу по всій їхній загальній довжині, а потім проводять їх прокатування до повного твердіння злитка основного металу, при цьому у порожнину, утворену внутрішніми поверхнями двох злитків, подають інертний газ.
Текст
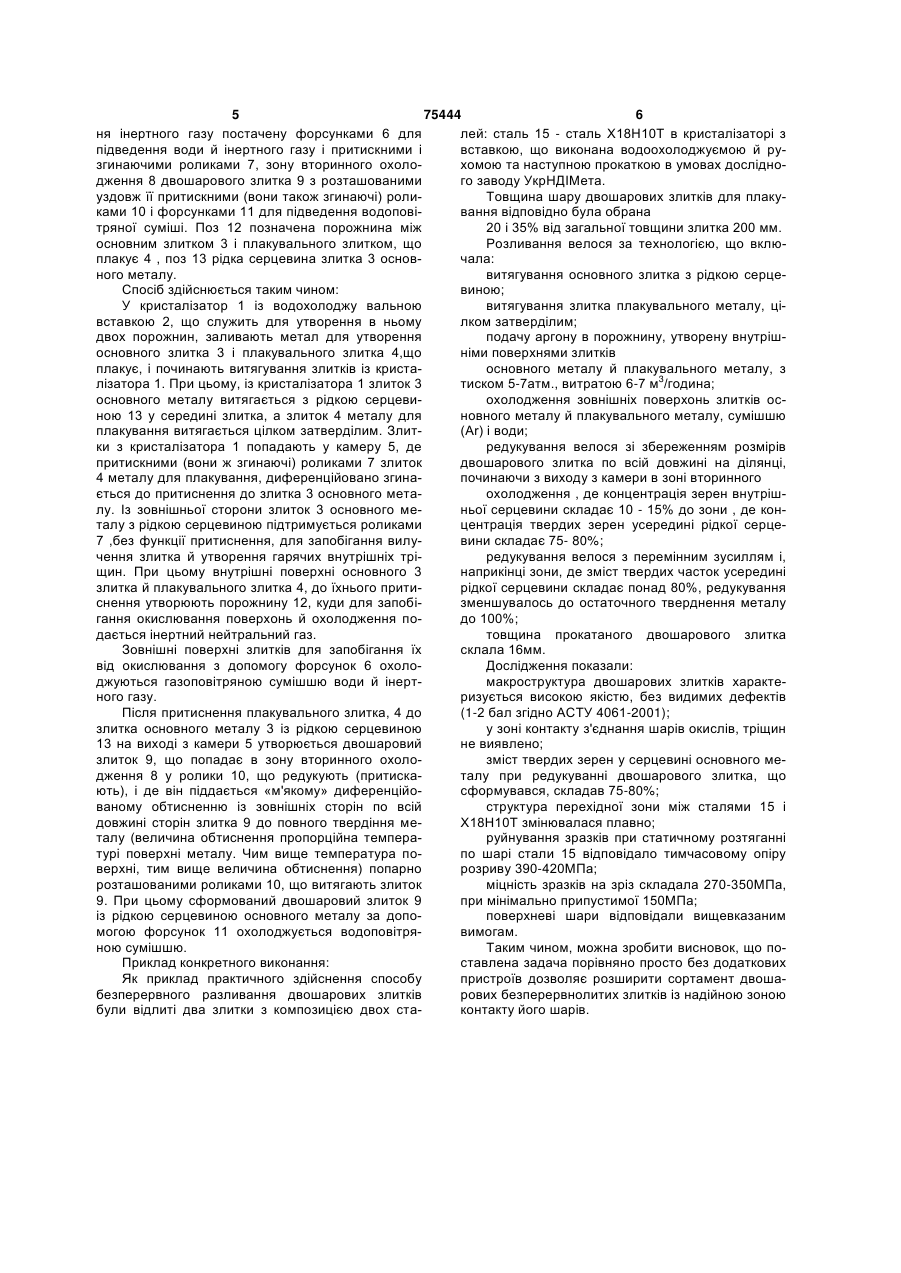
Спосіб безперервного розливання двошарових злитків, що включає подачу основного металу і плакувального металу у кристалізатор, безперервне формування злитків основного і плакувального металів, витягування їх із кристалізатора і з'єднання у двошаровий злиток у гарячому стані, який відрізняється тим, що витягування злитка плакувального металу з кристалізатора здійснюють після його повного тверднення, злиток плакувального металу після виходу з кристалізатора згинають до забезпечення його щільного притиснення до злитка основного металу по всій їхній загальній довжині, а потім проводять їх прокатування до повного твердіння злитка основного металу, при цьому у порожнину, утворену внутрішніми поверхнями двох злитків, подають інертний газ. (19) UA (11) (21) 2004031511 (22) 02.03.2004 (24) 17.04.2006 (46) 17.04.2006, Бюл. № 4, 2006 р. (72) Полєщук Петро Миколайович, Павленко Олександр Анатольйович, Аріх Володимир Спирідонович, Попов Анатолій Васильович, Соломович Віталій Моісейович, Мисочка Анатолій Васильович, Герасименко Віктор Григорович, Родякін Ігор Олександрович, Новіков Євген Іванович, Шмуклер Йосип Срулевіч (73) Державний науково-дослідний і проектний інститут металургійної промисловості "Діпросталь" (56) SU, 1 447 544, A1, публ. 30.12.1988, Бюл. 48 SU, 1 681 455, A1, публ. 15.09.1994, Бюл.26 UA, 69 114, A, публ. 16.08.2004, Бюл. 8 UA, 70 473, A, публ. 15.10.2004, Бюл. 10 UA, 71 857, A, публ. 15.12.2004, Бюл.12 RU, 1 524 298, C, публ. 25.07.1995 RU, 2 147 264, C1, публ. 10.04.2000 RU, 2 260 649, C2, публ. 20.12.2000 RU, 2 173 602, C2, публ. 20.09.2001 DE, 705 767, A, publ. 09.05.1941 GB, 2 042 385, A, publ. 24.09.1980 US, 4 828 015, A, publ. 09.05.1989 JP, 55-068156, A, publ. 22.05.1980 JP, 60-012255, A, publ. 22.01.1985 C2 2 75444 1 3 75444 4 Недоліками пропозиції є: Витягування злитка плакувального металу, із велика складність здійснення способу тому що кристалізатора після його повного твердіння, згивибір матеріалу стакана для підведення металу, є нання злитка плакувального металу, після виходу дуже трудоемким; його з кристалізатора до забезпечення його щільстакан швидко виходить з ладу з за розмиванного притиснення до злитка основного плакувальня його струменем металу для плакування; ного металу по всій їхній загальній довжині й редурозмір товщини шару металу для плакування кування їх до повного затвердіння злитка є невеликим.. основного плакувального металу, а так само подаНайбільш близьким по технічному рішенню й ча в порожнину утворену внутрішніми поверхнями результатам, що досягаються, є відомий спосіб двох злитків інертного газу, дозволить розширити одержання плакованих злитків (слябів) на машині сортамент двошарових злитків, що відпиваються, безперервного лиття заготівок, що включає виличерез одержання плакувального злитка, із задавання первинного основного злитка і вторинного ною товщиною, забезпечення надійного його з'єдзлитка для плакування, з'єднання злитка для планання з основним злитком в атмосфері інертного кування, з первинним основним злитком, захист газу з рівною межею їхнього з'єднання і, відповідповерхні розплаву і вихідних злитків (слябів) від но, при редукуванні (прокатці) одержати якісний, окислювання. рівний шар металу для плакування. (Див. Эрхард Герман «Безупинне лиття», стор. Витягування злитка плакувального металу, із 323-324, Москва, 1961 р., «Державне науковокристалізатора після його повного затвердіння, технічне видавництво літератури по чорній метадосягається за рахунок вибору швидкості розлилургії»). вання й довжини кристалізатора і дозволяє одерДане рішення обране за прототип. жати фіксований розмір злитка для плакування і, У відомому рішенні, злиток (сляб), що відпиватаким чином, варіювати його розмірами, а наступється після виходу з першого кристалізатора надне його притиснення до злитка основного металу з ходить у другий кристалізатор і покривається там рідкою серцевиною дозволить одержати якісний шаром плакувального металу. При цьому, злиток плакувальний шар, без внутрішніх дефектів - гаряіз першого кристалізатора, використовується як чих тріщин, що можуть виникнути при обтисненні форма для затвердіння плакувального металу. наприкінці затвердіння рідкої серцевини плакуваНедоліками пропозиції є те, що при такому льного злитка. способі відливання з'єднання злитків, що відпиваПодача нейтрального газу у внутрішню порожються, є скрутним через відстань, що утворена нину для запобігання окислювання під тиском крім стінками кристалізатора і ненадійним, тому що при функції запобігання окислювання виконує ще і фузаливанні рідкого плакувального металу, у другий нкцію охолодження внутрішніх поверхонь злитків кристалізатор буде відбуватися порушення поверяк основного, так і металу для плакування, що хні основного металу через дію потоків металу, що позитивно впливає на формування поверхонь плаприведе до погіршення границі з'єднання двох кувального злитків. металів. Нерівний шар плакувального металу, при Притиснення затверділого злитка плакувальподальшій прокатці буде давати неякісний двошаного металу, до злитка основного металу через ровий злиток із порушеннями покриття. При цьому ефект, що виникає - зчеплення шарів основного й можуть бути ділянки злитка, де взагалі буде відсуплакувального металу, шляхом редукування двох тній шар плакувального металу. твердих , гарячих поверхонь, дозволяє підвищити Крім того, спосіб характеризується необхіднісякість двошарового злитка й одержати ефект типу тю двох парків кристалізаторів і для зміни товщини «методу пакетної прокатки». шару для плакування потрібно повна їхня заміна. Таким чином, можна зробити висновок про те, В основу винаходу поставлена задача розшищо відмінні ознаки впливають на досягнення посрення сортаменту двошарових злитків (слябів), що тавленої мети і значить відносяться до «істотних» відпиваються, шляхом варіювання товщини шару Порівняння об'єкта, що заявляється, з відомидля плакування, і підвищення їхньої якості ми з рівня техніки рішеннями дозволяє зробити Поставлена задача вирішується за рахунок товисновок, що рішення, що заявляється, відмінно го, що у відомому способі безупинного розливання від відомих, що відповідає вимогам «новизни». двошарових злитків (слябів), що включає подачу Виникнення нових властивостей у рішенні, виосновного метала й плакувального металу, що ражених у виді «розширення сортаменту двошаплакує у кристалізатор, безупинне формування рових злитків (слябів), що відпиваються, шляхом злитків основного металу й плакувального металу, варіювання товщини шару, при одночасному підвитягування їх із кристалізатора і з'єднання у двовищенні їхньої якості» , що досягаються завдяки шаровий злиток у гарячому стані, витягування істотним ознакам, дозволяє зробити висновок про злитка плакувального металу, із кристалізатора відповідність рішення критерію «винахідницький здійснюється після повного затвердіння, причому рівень». злиток плакувального металу, після виходу з крисНа доданому кресленні зображено пристрій талізатора згинають до забезпечення його щільнодля реалізації способу безперервного розливання го притиснення до злитка основного плакувальнодвошарових злитків (слябів). го металу по всій їхній загальній довжині, а потім Пристрій містить кристалізатор 1, з рухомою, проводять їхнє редукування до повного затвердінводоохолоджувальною вставкою 2 , що служить ня злитка основного плакувального металу, при для утворення двох порожнин для заливання плацьому в порожнину утворену внутрішніми поверхкувального металу й утворення основного злитка 3 нями двох злитків подається інертний газ. і плакувального злитка, 4., камеру 5 для підведен 5 75444 6 ня інертного газу постачену форсунками 6 для лей: сталь 15 - сталь Х18Н10Т в кристалізаторі з підведення води й інертного газу і притискними і вставкою, що виконана водоохолоджуємою й рузгинаючими роликами 7, зону вторинного охолохомою та наступною прокаткою в умовах досліднодження 8 двошарового злитка 9 з розташованими го заводу УкрНДІМета. уздовж її притискними (вони також згинаючі) ролиТовщина шару двошарових злитків для плакуками 10 і форсунками 11 для підведення водоповівання відповідно була обрана тряної суміші. Поз 12 позначена порожнина між 20 і 35% від загальної товщини злитка 200 мм. основним злитком 3 і плакувального злитком, що Розливання велося за технологією, що вклюплакує 4 , поз 13 рідка серцевина злитка 3 основчала: ного металу. витягування основного злитка з рідкою серцеСпосіб здійснюється таким чином: виною; У кристалізатор 1 із водохолоджу вальною витягування злитка плакувального металу, цівставкою 2, що служить для утворення в ньому лком затверділим; двох порожнин, заливають метал для утворення подачу аргону в порожнину, утворену внутрішосновного злитка 3 і плакувального злитка 4,що німи поверхнями злитків плакує, і починають витягування злитків із кристаосновного металу й плакувального металу, з лізатора 1. При цьому, із кристалізатора 1 злиток 3 тиском 5-7атм., витратою 6-7 м3/година; основного металу витягається з рідкою серцевиохолодження зовнішніх поверхонь злитків осною 13 у середині злитка, а злиток 4 металу для новного металу й плакувального металу, сумішшю плакування витягається цілком затверділим. Злит(Аr) і води; ки з кристалізатора 1 попадають у камеру 5, де редукування велося зі збереженням розмірів притискними (вони ж згинаючі) роликами 7 злиток двошарового злитка по всій довжині на ділянці, 4 металу для плакування, диференційовано згинапочинаючи з виходу з камери в зоні вторинного ється до притиснення до злитка 3 основного метаохолодження , де концентрація зерен внутрішлу. Із зовнішньої сторони злиток 3 основного меньої серцевини складає 10 - 15% до зони , де конталу з рідкою серцевиною підтримується роликами центрація твердих зерен усередині рідкої серце7 ,без функції притиснення, для запобігання вилувини складає 75- 80%; чення злитка й утворення гарячих внутрішніх тріредукування велося з перемінним зусиллям і, щин. При цьому внутрішні поверхні основного 3 наприкінці зони, де зміст твердих часток усередині злитка й плакувального злитка 4, до їхнього притирідкої серцевини складає понад 80%, редукування снення утворюють порожнину 12, куди для запобізменшувалось до остаточного тверднення металу гання окислювання поверхонь й охолодження подо 100%; дається інертний нейтральний газ. товщина прокатаного двошарового злитка Зовнішні поверхні злитків для запобігання їх склала 16мм. від окислювання з допомогу форсунок 6 охолоДослідження показали: джуються газоповітряною сумішшю води й інертмакроструктура двошарових злитків характеного газу. ризується високою якістю, без видимих дефектів Після притиснення плакувального злитка, 4 до (1-2 бал згідно АСТУ 4061-2001); злитка основного металу 3 із рідкою серцевиною у зоні контакту з'єднання шарів окислів, тріщин 13 на виході з камери 5 утворюється двошаровий не виявлено; злиток 9, що попадає в зону вторинного охолозміст твердих зерен у серцевині основного медження 8 у ролики 10, що редукують (притискаталу при редукуванні двошарового злитка, що ють), і де він піддається «м'якому» диференційосформувався, складав 75-80%; ваному обтисненню із зовнішніх сторін по всій структура перехідної зони між сталями 15 і довжині сторін злитка 9 до повного твердіння меХ18Н10Т змінювалася плавно; талу (величина обтиснення пропорційна темпераруйнування зразків при статичному розтяганні турі поверхні металу. Чим вище температура попо шарі стали 15 відповідало тимчасовому опіру верхні, тим вище величина обтиснення) попарно розриву 390-420МПа; розташованими роликами 10, що витягають злиток міцність зразків на зріз складала 270-350МПа, 9. При цьому сформований двошаровий злиток 9 при мінімально припустимої 150МПа; із рідкою серцевиною основного металу за допоповерхневі шари відповідали вищевказаним могою форсунок 11 охолоджується водоповітрявимогам. ною сумішшю. Таким чином, можна зробити висновок, що поПриклад конкретного виконання: ставлена задача порівняно просто без додаткових Як приклад практичного здійснення способу пристроїв дозволяє розширити сортамент двошабезперервного разливання двошарових злитків рових безперервнолитих злитків із надійною зоною були відлиті два злитки з композицією двох стаконтакту його шарів. 7 Комп’ютерна верстка М. Клюкін 75444 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of continuous pouring of two-layered ingots
Автори англійськоюPopov Anatolii Vasyliovych, Herasymenko Viktor Hryhorovych, Novikov Yevhen Ivanovych
Назва патенту російськоюСпособ непрерывной разливки двухслойных слитков
Автори російськоюПопов Анатолий Васильевич, Герасименко Виктор Григорьевич, Новиков Евгений Иванович
МПК / Мітки
МПК: B22D 11/04, B22D 11/00, B22D 11/06, B22D 11/14
Мітки: злитків, безперервного, розливання, спосіб, двошарових
Код посилання
<a href="https://ua.patents.su/4-75444-sposib-bezperervnogo-rozlivannya-dvosharovikh-zlitkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного розливання двошарових злитків</a>
Спосіб безперервного розливання сталі
Номер патенту: 13366
Опубліковано: 15.03.2006
Автори: Попов Анатолій Васильович, Попов Борис Анатольович
МПК: B22D 11/14
Мітки: розливання, безперервного, сталі, спосіб
Формула / Реферат:
Спосіб безперервного розливання сталі, що включає заливання рідкого металу в кристалізатор, витяжку сформованого злитка, нарізання на мірні сляби і передачу їх на подальші технологічні операції, який відрізняється тим, що злиток витягують вверх під кутом 5-30° до горизонтальної площини.
Спосіб лиття порожнистих злитків
Номер патенту: 56284
Опубліковано: 15.05.2003
Автори: Калинюк Олексій Миколайович, ТРИГУБ Микола Петрович, Пап Петро Аркадійович, Жук Геннадій Віліорович
МПК: B22D 11/04, C22B 9/22, B22D 7/04
Мітки: порожнистих, лиття, спосіб, злитків
Формула / Реферат:
Спосіб лиття порожнистих злитків методом електронно-променевої плавки, що включає порційну подачу металу з проміжної ємності в кристалізатор і витягування злитка за допомогою порожнистої затравки з робочою швидкістю, який відрізняється тим, що витягування починають зі швидкістю в 1,5-3 рази більше робочої з одночасною подачею порції металу масою 5-10% від маси порожнистого злитка, причому на висоті порожнистого злитка рівного його зовнішньому...
Спосіб отримання великогабаритних плоских злитків методом електронно-променевої плавки
Номер патенту: 55475
Опубліковано: 15.04.2003
Автори: ТРИГУБ Микола Петрович, Пікулін Олександр Миколайович, Жук Геннадій Віліорович, Калинюк Олексій Миколайович
МПК: B23K 15/00, C22B 9/22
Мітки: спосіб, злитків, плавки, методом, електронно-променевої, великогабаритних, отримання, плоских
Формула / Реферат:
Спосіб отримання великогабаритних плоских злитків методом електронно-променевої плавки, що включає плавлення заготовки електронним променем в проміжну ємність, накопичення розплаву в проміжній ємності і злив розплаву на піддон в кристалізатор, який обігрівають електронним променем, який відрізняється тим, що в зазор між суміжними торцями злитків, що попередньо горизонтально встановлені в кристалізаторі, подають розплав металу необхідного...
Спосіб отримання плоских злитків в електронно-променевих установках
Номер патенту: 71979
Опубліковано: 17.01.2005
Автори: Жук Геннадій Віліорович, Ахонін Сергій Володимирович, ТРИГУБ Микола Петрович
Мітки: отримання, спосіб, злитків, плоских, установках, електронно-променевих
Формула / Реферат:
Спосіб отримання плоских злитків в електронно-променевій установці, що включає порційну подачу рідкого металу в кристалізатор, переміщення рідкого металу в кристалізаторі, причому температуру поверхні попереднього залитого шару перед фронтом рідкого металу, що переміщується, підтримують нагріванням електронними променями до зняття поверхневого натягу, який відрізняється тим, що переміщення рідкого металу виконують встановленням кристалізатора...
Спосіб безперервного розливання різних марок сталі

Номер патенту: 12523
Опубліковано: 15.02.2006
Автори: Дюдкін Дмитро Олександрович, Медведенко Валерій Іванович, Аношин Роман Олександрович, Риженков Олександр Миколайович, Богославський Юрій Анатолійович, Замуруєв Валерій Михайлович
МПК: B22D 11/00
Мітки: безперервного, спосіб, сталі, розливання, різних, марок
Формула / Реферат:
Спосіб безперервного розливання різних марок сталі, що включає подачу сталі з почергового сталерозливного ковша в проміжний ківш і далі в кристалізатор, витягання зливка, що кристалізується, а перед зануренням в кристалізатор роздільного елемента в меніск сталі при зміні розливної марки сталі здійснюють паузу у витяганні зливка, який відрізняється тим, що занурення роздільного елемента в меніск сталі в кристалізаторі здійснюють на глибину...
Попередній патент: Спосіб вимірювання вологості капілярно-пористих матеріалів
Наступний патент: Торцеве ущільнення
Випадковий патент: Імпульсний перетворювач постійної напруги