Спосіб наплавлення двома стрічковими електродами
Номер патенту: 76019
Опубліковано: 15.06.2006
Автори: Гулаков Сергій Володимирович, Матвієнко Ярослав Володимирович, Матвієнко Владислав Володимирович
Формула / Реферат
Спосіб наплавлення двома стрічковими електродами, при якому електроди розташовують паралельно на відстані один від одного послідовно по ходу наплавлення і подають у загальну зварювальну ванну, який відрізняється тим, що другий по ходу наплавлення електрод установлюють з вильотом, який у 1,5-6 разів перевищує виліт першого електрода.
Текст
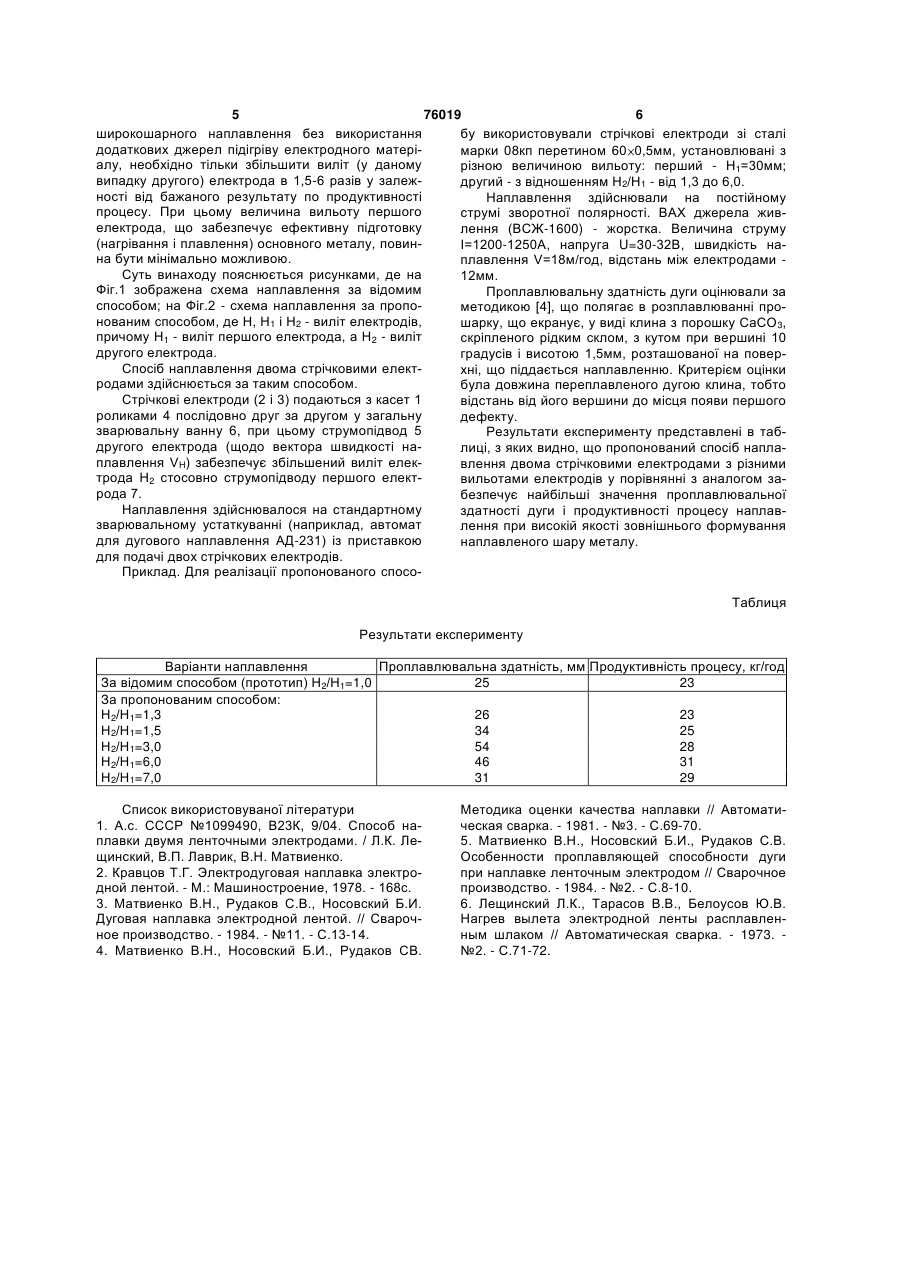
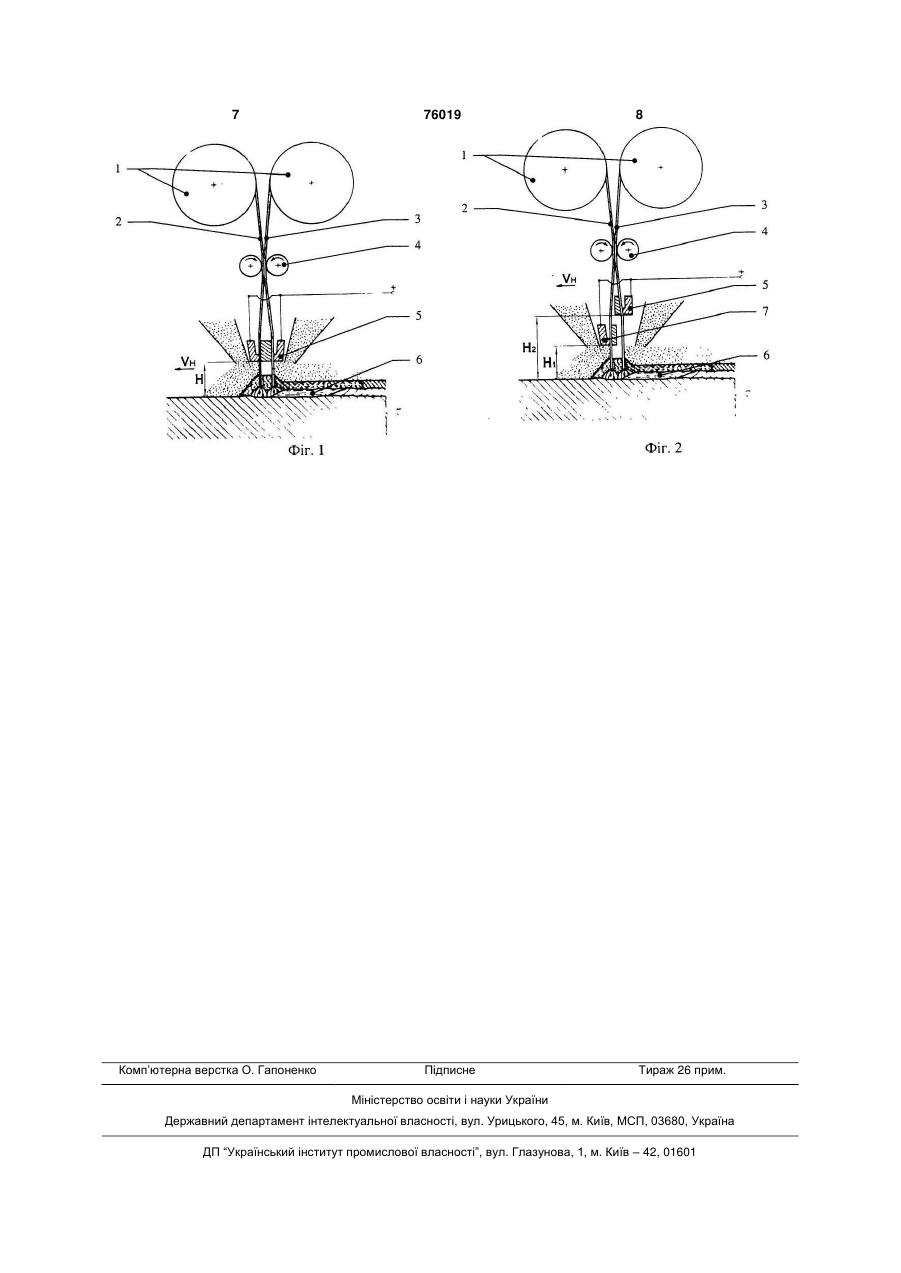
Спосіб наплавлення двома стрічковими електродами, при якому електроди розташовують паралельно на відстані один від одного послідовно по ходу наплавлення і подають у загальну зварювальну ванну, який відрізняється тим, що другий по ходу наплавлення електрод установлюють з вильотом, який у 1,5-6 разів перевищує виліт першого електрода. Винахід відноситься до області зварювання і може бути використаний при наплавленні стрічковими електродами зносостійких і корозійностійких поверхонь. При наплавленні часто буває необхідним забезпечувати незначну глибину проплавлення, щоб уникнути великого розведення наплавленого металу основним і домогтися високого ступеня легування. Наплавлення стрічковими електродами характеризується малою глибиною проплавлення і часткою участі основного металу в наплавленому шарі, високою продуктивністю процесу і можливістю за один прохід наплавити поверхню значної ширини. Однак, мала глибина проплавлення основного металу може стати причиною виникнення неприпустимих дефектів у зоні сплавлення, наприклад, таких як несплавлення, пропуски наплавленого металу, шлакові включення та ін. Тому широке застосування способу наплавлення стрічковими електродами багато в чому залежить від можливості забезпечення бездефектного формування наплавленого валика і зони сплавлення, а також підвищення його продуктивності. На ефективність проплавлення основного ме талу і якість формування наплавленого валика істотний вплив вчиняють: параметри режиму наплавлення і їхня стабільність, розміри і форма стрічкового електрода, виліт, зовнішня вольтамперна характеристика (ΒΑΧ) джерела живлення, характеристики дугового процесу (довжина дуги, її еластичність і проплавлювальна здатність, характер її переміщення по торцю стрічки), величина й умови розподілу теплового потоку по ширині зварювальної ванни, властивості наплавочних матеріалів, особливості плавлення флюсу, електродного й основного металів і інші фактори. Слід зазначити залежність ефективності проплавлення від характеру протікання процесу наплавлення (наприклад, з ростом долі тепла, виділюваного в шлаку, і ослабленням частки струму дуги ефективність проплавлення різко знижується). Відомий спосіб наплавлення двома стрічковими електродами [1], які подаються з постійною сумарною масовою швидкістю в загальну зварювальну ванну, при цьому електроди подають з різними масовими швидкостями. До недоліків способу можна віднести необхідність використання стрічкових електродів різної товщини, примусово збільшуючи масову швидкість (19) UA (11) 76019 (13) C2 (21) 20040806429 (22) 02.08.2004 (24) 15.06.2006 (46) 15.06.2006, Бюл. № 6, 2006 р. (72) Гулаков Сергій Володимирович, Матвієнко Владислав Володимирович, Матвієнко Ярослав Володимирович (73) Приазовський державний технічний університет (56) SU 1099490 A, 08.02.1983 JP 54095954, 28.07.1979 SU 1063563 A, 30.12.1983 Дуговая наплавка электродной лентой. Матвиенко В.Н. и др. // Сварочное производство. - 1984. - № 11. - С. 13 - 14. 3 76019 4 подачі другого більш тонкого електрода, що веде ли, що надійність проплавлення основного металу до ускладнення процесу і конструкції механізму, вище при наплавленні стрічковим електродом на що подає. жорстких і зростаючих ΒΑΧ джерела живлення, що Відомий спосіб наплавлення спареними елекзабезпечує стійке протікання дугового процесу. тродними стрічками (прийнятий за прототип), які Тому процес широкошарного наплавлення стрічподають одночасно і паралельно в зварювальну ковим електродом визначає використання джереванну [2], заснований на використанні переваг ла живлення з жорсткою чи зростаючою ΒΑΧ при електрошлакового процесу, при якому підігрів і мінімальному вильоті електрода. Ці умови забезплавлення стрічок здійснюється за рахунок тепла, печують стабільність існування дугового процесу і що виділяється при проходженні струму через підвищення проплавлювальної здатності джерела шлакову ванну, розташовану між стрічками. плавлення основного метала. Разом з тим, застосування даного способу наВідомо [3], що при наплавленні на мінімальплавлення обмежено внаслідок можливості появи ному вильоті (30мм) забезпечується досить висока дефектів у наплавленому шарі (шлакових вклюпроплавлювальна здатність дуги, яка зі збільшенчень, кратероподібних дефектів у центральній ням вильоту електрода (наприклад, до 120мм) частині валика й ін.) через збільшення долі шлакознижується більш ніж у 2 рази. Тому, для підтримвого процесу і зниження дугового. Крім того, проки надійного проплавлювального впливу дуги і для дуктивність процесу можна регулювати тільки відзабезпечення оптимальних умов якісного формустанню між електродами. вання зони сплавлення наплавленого шару метаВ основу винаходу поставлена задача удосколу необхідно забезпечувати струмопідвод першого налити спосіб наплавлення двома стрічковими електрода на мінімально можливій відстані від її електродами шляхом додаткових дій над об'єктом торця при живленні дуги від джерела з жорсткими і умов їх здійснення, що дозволить збільшити проΒΑΧ. плавлювальну здатність дуги і продуктивність проНа вильоті електрода через його опір падає цесу наплавлення шару металу. частина напруги джерела живлення, причому тим Поставлена задача вирішується тим, що при більша, ніж більше його довжина, менше поперечнаплавленні двома стрічковими електродами їх ний переріз і провідність. Включення такого активрозташовують паралельно на відстані друг від ного опору послідовно з дугою змінює характер друга послідовно по ходу наплавлення і подають у нахилу ΒΑΧ системи джерело живлення - струмозагальну зварювальну ванну; при цьому відповідно підвод, роблячи зовнішню характеристику цієї сисдо винаходу на другому по ходу наплавлення елетеми падаючою. ктроді установлюють виліт у 1,5-6 разів перевиОскільки другому електроду проплавляти осщуючий виліт першого електрода. новний метал вже не треба, необхідно забезпечиВикористання при наплавленні різних величин ти максимальну ефективність його розплавлюванвильотів забезпечує за рахунок перерозподілу ня. З цією метою і пропонується установити токових навантажень на обох електродах рішення струмопідвод другого електрода таким чином, щоб конкретних задач, а саме: він забезпечував збільшений у 1,5-6 разів виліт - при мінімальному вильоті першого електроду щодо вильоту першого електрода. - збільшення проплавлювальної здатності дуги, Оскільки виліт електроду відіграє роль активяка горить на першому електроді, що забезпечує ного опору, який забезпечує розігрів електродного надійне проплавлення основного металу по шириметалу, то, збільшивши виліт електрода, можна ні наплавлення; досягти відповідної зміни ефективності його розп- при збільшеному вильоті другого електроду лавлювання. Тому, другий електрод, що виконує підвищення ефективності процесу його розплавроль джерела надходження додаткового електролювання за рахунок додаткового розігріву електдного металу в зварювальну ванну та забезпечує роду струмом, який проходить через нього. підвищення продуктивності процесу наплавлення Розглянемо умови формування шару металу, шару металу, необхідно встановлювати зі збільщо наплавляється стрічковим електродом. шеним вильотом. Через розосередження введення тепла по Збільшення вильоту електроду приводить до ширині стрічкового електрода спосіб широкошартого, що виростає його електроопір в результаті ного наплавлення чуттєвий до збурювань, що нагрівання теплом Д.Джоуля-Е.Ленца, що спричивпливають на характер переміщення дуги по торняє збільшення продуктивності розплавлювання цю електрода, на закономірність плавлення стрічелектродного металу. За даними роботи [6] при ки, а також до різного роду перешкод на поверхні, збільшенні вильоту з 30 до 150мм коефіцієнт розяка піддається наплавленню (підрізи, залишки плавлювання стрічки зростає на 30-33% за рахушлаку, окалина й ін.), що є однією з головних принок температури підігріву електрода зварювальчин утворення дефектів формування зони сплавним струмом, який проходить через нього. лення основного металу з наплавленим. Підвищення ефективності розплавлювання Проплавлювальна здатність дуги, тобто її моелектрода за рахунок додаткової потужності, одежливість розплавляти поверхню основного металу ржаної в результаті підігріву струмом вильоту елеі переплавляти різні перешкоди на її шляху, значктрода забезпечує зростання продуктивності проною мірою залежить від вильоту електрода, харакцесу наплавлення не менш чим у 1,5 рази. теру переміщення дуги по торцю стрічки, її еласНаприклад, за даними роботи [2] при збільшенні тичності, кута нахилу ΒΑΧ джерела живлення й вильоту від 35 до 120мм відбувається підвищення інших факторів. продуктивності наплавлення в 1,5-1,9 рази. Проведені раніше експерименти [3-5] показаОтже, для підвищення продуктивності процесу 5 76019 6 широкошарного наплавлення без використання бу використовували стрічкові електроди зі сталі додаткових джерел підігріву електродного матерімарки 08кп перетином 60 0,5мм, установлювані з алу, необхідно тільки збільшити виліт (у даному різною величиною вильоту: перший - Н1=30мм; випадку другого) електрода в 1,5-6 разів у залеждругий - з відношенням Н2/Н1 - від 1,3 до 6,0. ності від бажаного результату по продуктивності Наплавлення здійснювали на постійному процесу. При цьому величина вильоту першого струмі зворотної полярності. ΒΑΧ джерела живелектрода, що забезпечує ефективну підготовку лення (ВСЖ-1600) - жорстка. Величина струму (нагрівання і плавлення) основного металу, повинІ=1200-1250А, напруга U=30-32В, швидкість нана бути мінімально можливою. плавлення V=18м/год, відстань між електродами Суть винаходу пояснюється рисунками, де на 12мм. Фіг.1 зображена схема наплавлення за відомим Проплавлювальну здатність дуги оцінювали за способом; на Фіг.2 - схема наплавлення за пропометодикою [4], що полягає в розплавлюванні пронованим способом, де Н, Н1 і Н2 - виліт електродів, шарку, що екранує, у виді клина з порошку СаСО3, причому Н1 - виліт першого електрода, а Н2 - виліт скріпленого рідким склом, з кутом при вершині 10 другого електрода. градусів і висотою 1,5мм, розташованої на поверСпосіб наплавлення двома стрічковими електхні, що піддається наплавленню. Критерієм оцінки родами здійснюється за таким способом. була довжина переплавленого дугою клина, тобто Стрічкові електроди (2 і 3) подаються з касет 1 відстань від його вершини до місця появи першого роликами 4 послідовно друг за другом у загальну дефекту. зварювальну ванну 6, при цьому струмопідвод 5 Результати експерименту представлені в табдругого електрода (щодо вектора швидкості налиці, з яких видно, що пропонований спосіб наплаплавлення VH) забезпечує збільшений виліт елеквлення двома стрічковими електродами з різними трода Н2 стосовно струмопідводу першого електвильотами електродів у порівнянні з аналогом зарода 7. безпечує найбільші значення проплавлювальної Наплавлення здійснювалося на стандартному здатності дуги і продуктивності процесу наплавзварювальному устаткуванні (наприклад, автомат лення при високій якості зовнішнього формування для дугового наплавлення АД-231) із приставкою наплавленого шару металу. для подачі двох стрічкових електродів. Приклад. Для реалізації пропонованого спосоТаблиця Результати експерименту Варіанти наплавлення Проплавлювальна здатність, мм Продуктивність процесу, кг/год За відомим способом (прототип) Н2/Н1=1,0 25 23 За пропонованим способом: Н2/Н1=1,3 26 23 Н2/Н1=1,5 34 25 Н2/Н1=3,0 54 28 Н2/Н1=6,0 46 31 Н2/Н1=7,0 31 29 Список використовуваної літератури 1. А.с. СССР №1099490, В23К, 9/04. Способ наплавки двумя ленточными электродами. / Л.К. Лещинский, В.П. Лаврик, В.Н. Матвиенко. 2. Кравцов Т.Г. Электродуговая наплавка электродной лентой. - М.: Машиностроение, 1978. - 168с. 3. Матвиенко В.Н., Рудаков С.В., Носовский Б.И. Дуговая наплавка электродной лентой. // Сварочное производство. - 1984. - №11. - С.13-14. 4. Матвиенко В.Н., Носовский Б.И., Рудаков СВ. Методика оценки качества наплавки // Автоматическая сварка. - 1981. - №3. - С.69-70. 5. Матвиенко В.Н., Носовский Б.И., Рудаков С.В. Особенности проплавляющей способности дуги при наплавке ленточным электродом // Сварочное производство. - 1984. - №2. - С.8-10. 6. Лещинский Л.К., Тарасов В.В., Белоусов Ю.В. Нагрев вылета электродной ленты расплавленным шлаком // Автоматическая сварка. - 1973. №2. - С.71-72. 7 Комп’ютерна верстка О. Гапоненко 76019 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hard-facing by two tape electrodes
Автори англійськоюHulakov Serhii Volodymyrovych, Burlaka Serhii Volodymyrovych, Matviienko Vladyslav Volodymyrovych, Matviienko Yaroslav Volodymyrovych
Назва патенту російськоюСпособ наплавки двумя ленточными электродами
Автори російськоюГулаков Сергей Владимирович, Бурлака Сергей Владимирович, Матвиенко Владислав Владимирович, Матвиенко Ярослав Владимирович
МПК / Мітки
МПК: B23K 9/04
Мітки: стрічковими, електродами, наплавлення, двома, спосіб
Код посилання
<a href="https://ua.patents.su/4-76019-sposib-naplavlennya-dvoma-strichkovimi-elektrodami.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавлення двома стрічковими електродами</a>
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом
Номер патенту: 42418
Опубліковано: 15.10.2001
Автори: Кузнецов Валерій Дмитрович, Бунаков Олексій Іванович
МПК: B23K 9/04
Мітки: газі, інертному, електродугового, неплавким, дротом, наплавлення, спосіб, присадним, електродом
Формула / Реферат:
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом, що включає подачу на присадний дріт потенціалу живлення зварювального джерела, який відрізняється тим, що потенціал живлення присадного Дроту встановлюють одноіменним з потенціалом неплавкого електрода, відстань між електродами вибирають не більш суми розмірів їх активних плям дуги на виробі, при цьому наплавлення здійснюють в напрямку розташування...
Спосіб плазмоводугового наплавлення
Номер патенту: 41617
Опубліковано: 17.09.2001
Автори: Чигарьов Валерій Васильович, Макаренко Наталія Олексіївна, Грановський Олександр Вікторович, Кондрашов Костянтин Олександрович
МПК: B23K 9/16
Мітки: наплавлення, плазмоводугового, спосіб
Формула / Реферат:
Спосіб плазмоводугового наплавлення, що включає подачу в зону наплавлення коаксіально розміщених неплавкого й плавкого електродів, з'єднаний з різними джерелами живлення, який відрізняється тим, що здійснюють підігрів плавкого електрода регулюванням струму дуги, створеної, між соплом плазмотрона і плавким електродом, котра живиться від окремого джерела з падаючою характеристикою, при цьому струм цієї дуги установлюють прямо пропорційно струму...
Спосіб електродугового наплавлення
Номер патенту: 71290
Опубліковано: 15.11.2004
Автори: Карпенко Володимир Михайлович, Власов Анатолій Федорович, Жаріков Сергій Володимирович, Нерівний Андрій Володимирович
МПК: B23K 9/04
Мітки: спосіб, наплавлення, електродугового
Формула / Реферат:
1. Спосіб електродугового наплавлення, який включає встановлення формуючого пристрою, насипання флюсу на поверхню основного металу, подачу неплавкого або плавкого електрода, збудження зварювальної дуги, який відрізняється тим, що у пристрій засипають шар екзотермічної металофлюсової легованої суміші, яка забезпечує потрібну масу наплавленого металу за один прохід.2. Спосіб за п. 1, який відрізняється тим, що екзотермічна металофлюсова...
Спосіб управління електродами електророзрядної камери
Номер патенту: 56547
Опубліковано: 15.05.2003
Автори: Виноградов Борис Володимирович, Ємельяненко Володимир Іванович
МПК: B02C 19/18
Мітки: камери, спосіб, електророзрядної, електродами, управління
Формула / Реферат:
Спосіб управління електродами електророзрядної камери, що включає переміщення електродів та управління їх переміщенням, який відрізняється тим, що попередньо задають рівень імпульсу тиску в електророзрядній камері, вимірюють амплітудне значення імпульсу тиску в електророзрядній камері при електророзряді біля кожного електрода і у випадку відхилення в бік збільшення зменшують міжелектродний проміжок переміщенням того електрода, біля якого...
Спосіб електрошлакового наплавлення
Номер патенту: 13365
Опубліковано: 15.03.2006
Автори: Попов Анатолій Васильович, Попов Борис Анатольович
МПК: B23K 25/00
Мітки: наплавлення, електрошлакового, спосіб
Формула / Реферат:
Спосіб електрошлакового наплавлення, при якому електродний метал, що присаджують, подають у жужільну ванну, обмежену поверхнею, що наплавляють, і кристалізатором, який відрізняється тим, що наплавлення ведуть під кутом 10-75° до горизонтальної поверхні, при цьому заготовку, що наплавляють, обертають відносно кристалізатора, а кристалізатор переміщують вздовж наплавленої заготівки зі швидкістю, яку визначають датчиком контролю рівня рідкого...
Попередній патент: Висувний приладовий блок для розподільного пристрою з допоміжними рознімними контактами
Наступний патент: Кантувач для складання і зварювання виробів
Випадковий патент: Лопата з тягою