Спосіб адаптивного керування процесом хонінгування отворів
Номер патенту: 76431
Опубліковано: 10.01.2013
Автори: Щербина Кирил Костянтинович, Підгаєцький Михайло Матвійович
Формула / Реферат
Спосіб адаптивного керування процесом хонінгування отворів у виробах в умовах обертання виробу від окремого приводу, наприклад гідравлічного, відносно нерухомого алмазно-абразивного інструмента, укомплектованого системою розмірного регулювання, наприклад гідравлічною, при якому виникаючий вхідний сигнал на приводі обертання виробу, внаслідок зміни зусиль різання, утворює вихідний сигнал в системі розмірного регулювання інструмента, що забезпечує стабілізацію зусилля різання, який відрізняється тим, що вхідний сигнал у вигляді перепаду гідравлічного тиску на приводі обертання виробу, створює вихідний сигнал у вигляді перепаду гідравлічного тиску в системі розмірного регулювання інструмента.
Текст
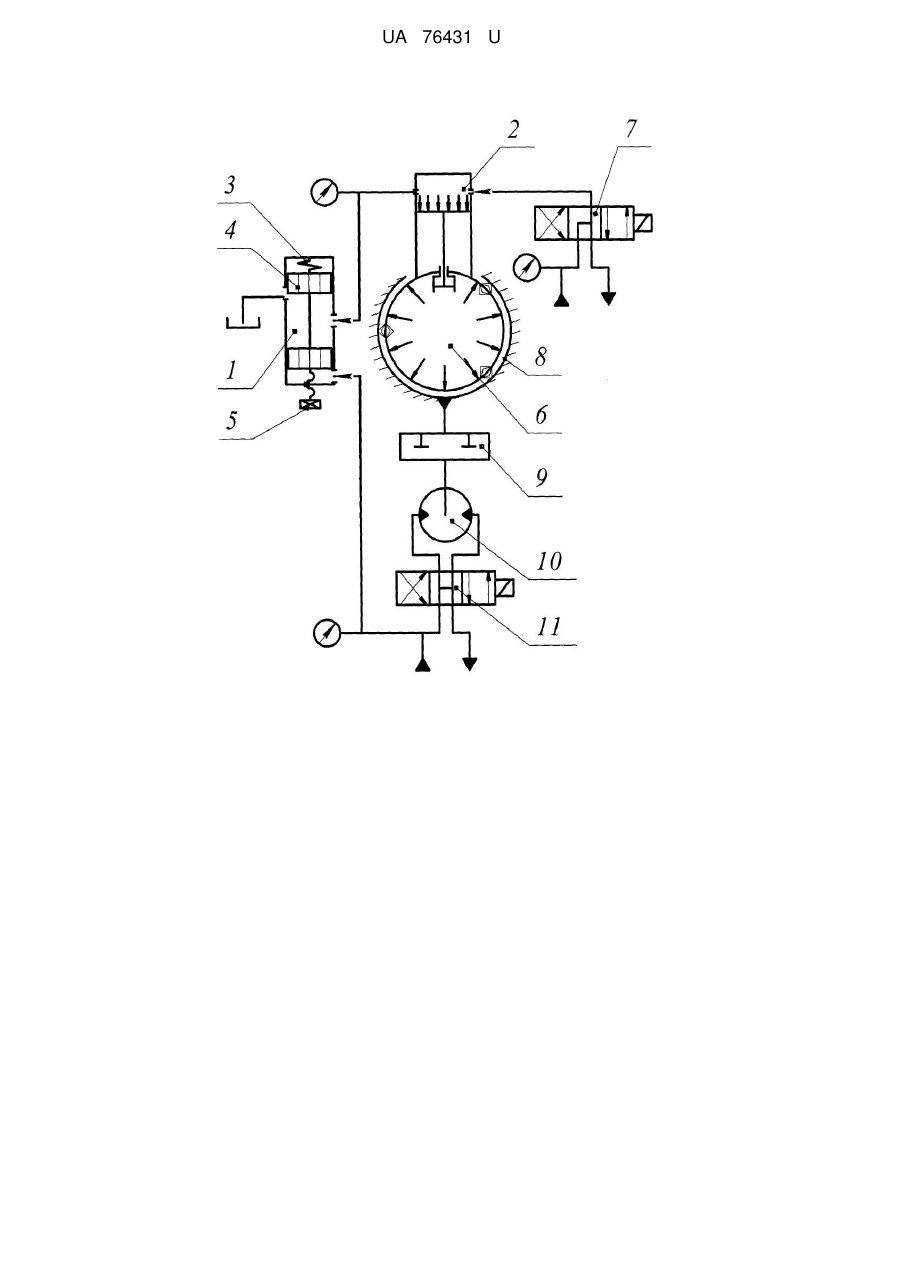
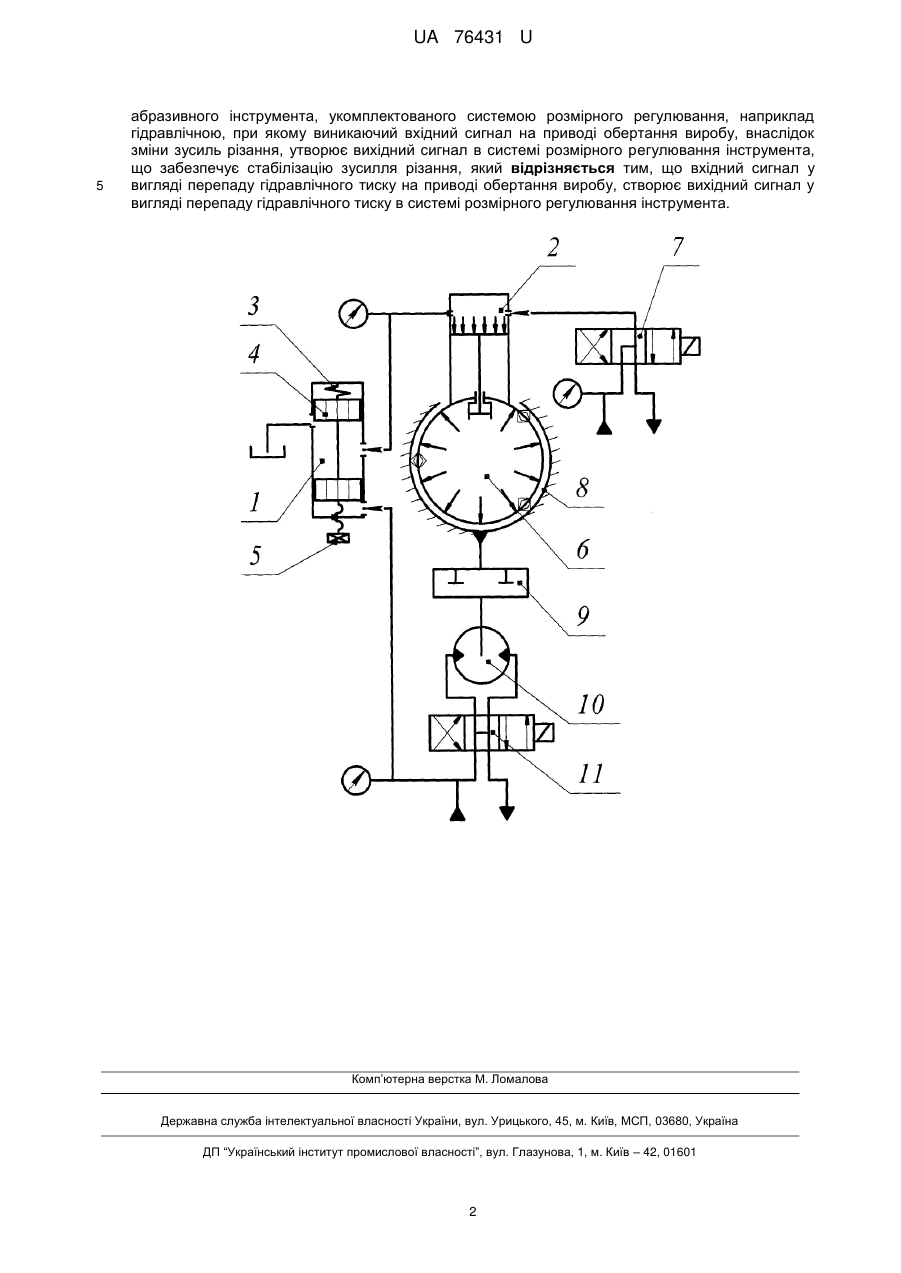
Реферат: UA 76431 U UA 76431 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування, а саме до отримання точних отворів у виробах; може бути використана при алмазному або абразивному хонінгуванні отворів. Вже відомий спосіб адаптивного керування процесом хонінгування отворів [1], при якому відбувається регулювання осьових та колових коливальних рухів за рахунок зміни навантаження на крокових електродвигунах у вигляді вхідного сигналу, що створює вихідний сигнал на відключення крокових двигунів або зменшення кількості обертів. Недоліком даного способу є те, що вхідний сигнал проходить через неоднорідні функціональні середовища, котрі складаються з механічних передач, які керуються за рахунок електричних приводів, що може викликати виникнення автоколивань системи адаптації. Найбільш близьким прототипом нами прийнятий спосіб адаптивного керування процесом [2], при якому відбувається регулювання питомого тиску на алмазно-абразивному інструменті, за рахунок зміни крутного моменту на оброблюваній деталі, яка встановлена на пружній поворотній планшайбі як вхідний сигнал та вихідний сигнал за рахунок зміни гідравлічного тиску в системі розмірного регулювання. Головним недоліком даного способу адаптивного керування є втрати на подолання сил тертя в кінематичних парах, виконаних у вигляді механічних передач, що є близькими до сил різання в зоні хонінгування, внаслідок чого неможливо забезпечити повну адаптацію процесу. В основу корисної моделі поставлена задача усунути втрати на сили тертя, які перешкоджають роботі адаптивної системі керування процесом хонінгування отворів у виробах алмазно-абразивним інструментом. Поставлена задача вирішується тим, що спосіб адаптивного керування процесом хонінгування отворів у виробах алмазно-абразивним інструментом в умовах обертання виробу від окремого гідравлічного приводу відносно нерухомого інструмента, укомплектованого гідравлічною системою розмірного регулювання, при якому виникаючий вхідний сигнал у вигляді перепаду гідравлічного тиску на приводі виробу створює вихідний сигнал у вигляді перепаду гідравлічного тиску в системі розмірного регулювання інструмента. Суть корисної моделі пояснює креслення, де зображено слідкуючий однокромковий золотник в магістралі зливу 1 системи розмірного регулювання 2. Слідкуючий однокромковий золотник складається з пружини 3, плунжера 4, гвинтового фіксатора 5. Гідравлічний тиск в системі розмірного регулювання 2 створюється за рахунок гідророзподільника 6. До системи розмірного регулювання приєднаний алмазно-абразивний інструмент 7. На столі 9 встановлений виріб 8, якому надається обертальний рух. Обертання стола 9 здійснюється за рахунок гідромотора 10, котрий з'єднаний з гідророзподільником 11, який з'єднаний в свою чергу з слідкуючим однокромковим золотником 1 магістралі зливу системи розмірного регулювання 2. Перед початком роботи необхідно відрегулювати слідкуючий однокромковий золотник 1 за рахунок гвинтового фіксатора 6. Обумовлений спосіб адаптивного керування процесом працює наступним чином. При зміні сил різання в процесі обробки одночасно з цим в напірній магістралі гідромотора змінюється гідравлічний тиск, що призводить до переміщення плунжера 5 в слідкуючому однокромковому золотнику 1 магістралі зливу системи розмірного регулювання 2. В результаті цього змінюється тиск в системі розмірного регулювання 2. Одночасно з цим починає стабілізуватися сила різання, що призводить до врівноважування тиску в напірній магістралі гідромотора. Плунжер 5 в слідкуючому одно кромковому золотнику 1 магістралі зливу системи розмірного регулювання поступово повертається в початкове положення за рахунок пружини 3. Головною перевагою обумовленого способу адаптивного керування процесом хонінгування отвору є те, що процес регулювання відбувається в єдиному функціональному середовищі, а саме в гідравлічному. Слід зазначити, що в процесі регулювання відсутні ланки з елементами тертя, що дозволяє проводити процес регулювання з максимально можливою точністю. Використанні джерела: 1. А.С. № 483233. БИ. № 33. М., 1975. Адаптивный привод хонинговального станка. Р.А. Муратов, В.П. Некрасов. 2. Прогрессивные методы хонингования. /С.И. Куликов, Ф.Ф. Ризванов, В.А. Романчук, С.В. Ковалевский, - М.: Машиностроение, 1983.-134 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 Спосіб адаптивного керування процесом хонінгування отворів у виробах в умовах обертання виробу від окремого приводу, наприклад гідравлічного, відносно нерухомого алмазно 1 UA 76431 U 5 абразивного інструмента, укомплектованого системою розмірного регулювання, наприклад гідравлічною, при якому виникаючий вхідний сигнал на приводі обертання виробу, внаслідок зміни зусиль різання, утворює вихідний сигнал в системі розмірного регулювання інструмента, що забезпечує стабілізацію зусилля різання, який відрізняється тим, що вхідний сигнал у вигляді перепаду гідравлічного тиску на приводі обертання виробу, створює вихідний сигнал у вигляді перепаду гідравлічного тиску в системі розмірного регулювання інструмента. Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of adaptive control of hole honing process
Автори англійськоюPidhaietskyi Mykhailo Matviovych, Scherbyna Kyrylo Kostiantynovych
Назва патенту російськоюСпособ адаптивного управления процессом хонингования отверстий
Автори російськоюПидгаецкий Михаил Матвеевич, Щербина Кирилл Константинович
МПК / Мітки
МПК: B24B 33/00
Мітки: отворів, керування, процесом, спосіб, адаптивного, хонінгування
Код посилання
<a href="https://ua.patents.su/4-76431-sposib-adaptivnogo-keruvannya-procesom-khoninguvannya-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб адаптивного керування процесом хонінгування отворів</a>
Пристрій для адаптивного керування процесом металообробки
Номер патенту: 35845
Опубліковано: 16.04.2001
Автор: Коцюбинський Віктор Семенович
МПК: G05B 13/02
Мітки: процесом, металообробки, адаптивного, пристрій, керування
Формула / Реферат:
Пристрій для адаптивного керування процесом металообробки, до складу якого входить блок завдання, вихід якого з'єднаний з першим входом суматора , вихід суматора з'єднаний зі входом електроприводу подачі, підключеного виходом зі входом датчика швидкості подачі, і зі входом редуктора приводу подачі, вихід редуктора з'єднаний із верстатом, який містить електродвигун приводе шпинделя верстати, який містить датчик потужності, вихід якого...
Система адаптивного керування процесом різання
Номер патенту: 15659
Опубліковано: 17.07.2006
Автори: Шевченко Вадим Володимирович, Любас Андрій Валентинович
МПК: B23Q 15/00
Мітки: адаптивного, система, різання, процесом, керування
Формула / Реферат:
Система адаптивного керування процесом різання, що містить струмознімач зв'язаний з різальним інструментом та датчиком ЕРС різання, який послідовно з'єднаний з пристроєм порівняння, до якого підключено пристрій задавання оптимального значення ЕРС різання, блоком керування режимами різання, при цьому система оснащена блоком вимірювання шорсткості, котрий містить послідовно з'єднані лінзу, модулятор, фотоприймач інфрачервоного випромінювання,...
Спосіб адаптивного керування процесом обробки деталей на металорізальних верстатах
Номер патенту: 69285
Опубліковано: 25.04.2012
Автори: Філіпова Марина В'ячеславівна, Ревенко Ірина Володимирівна, Шевченко Вадим Володимирович
Мітки: спосіб, металорізальних, адаптивного, процесом, верстатах, обробки, керування, деталей
Формула / Реферат:
Спосіб адаптивного керування процесом обробки деталей на металорізальних верстатах, який полягає в зміні режимів різання в функції вимірювальних в процесі обробки сигналів термоерс, потужності різання та пружних переміщень технологічної системи, який відрізняється тим, що з метою підвищення точності та продуктивності обробки, відокремлюють постійні та складові сигналів, при цьому по постійних складових формують керуючі програми на зміну...
Пристрій для адаптивного керування процесом металообробки
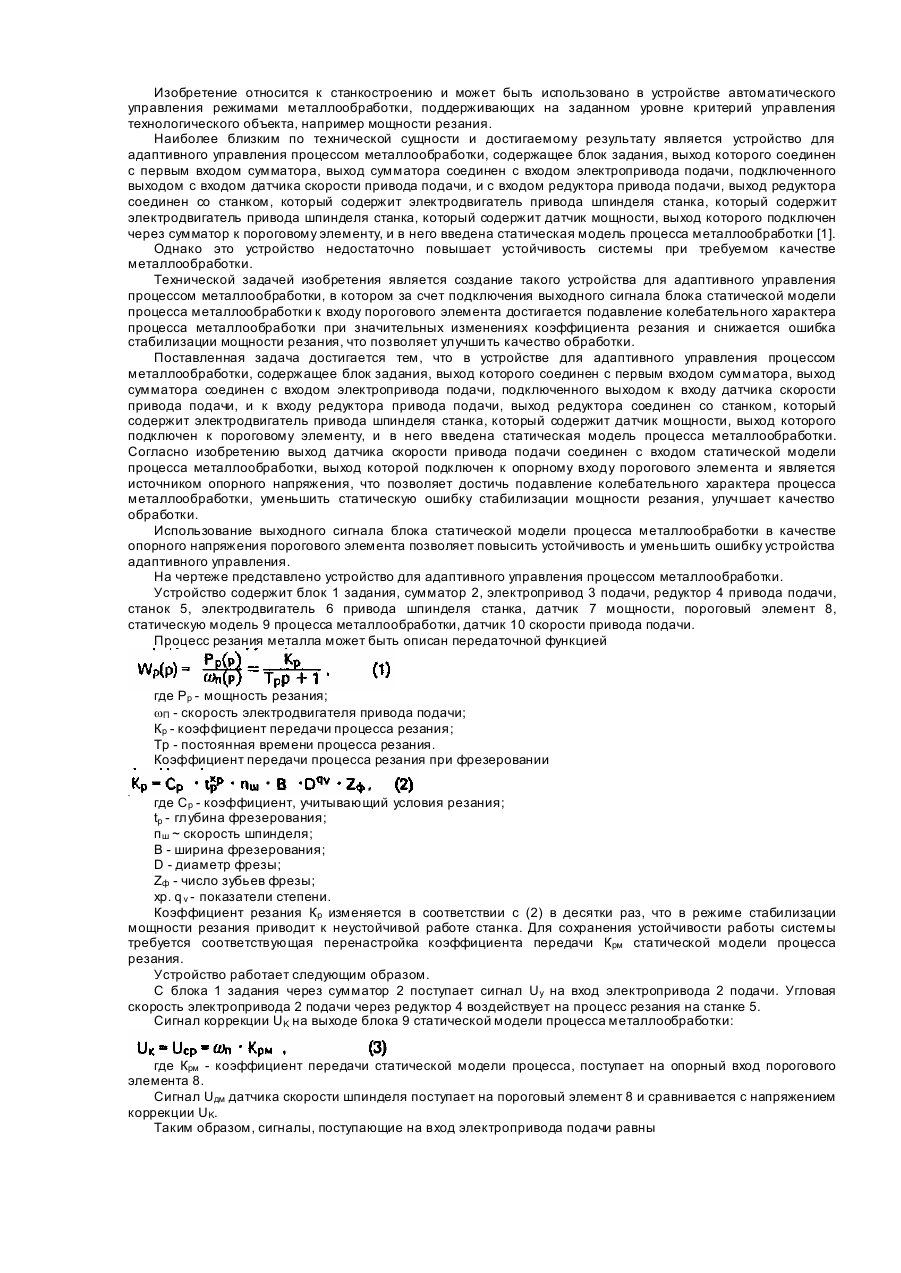
Номер патенту: 19650
Опубліковано: 25.12.1997
Автори: Закутний Олександр Степанович, Коцюбинський Віктор Семенович, Романець Роман Анатолійович, Карпенко Валерій Миколайович
МПК: G05B 13/02
Мітки: пристрій, процесом, керування, адаптивного, металообробки
Формула / Реферат:
Устройство для адаптивного управления процессом металлообработки, содержащее блок задания, выход которого соединен с первым входом сумматора, выход сумматора соединен с входом электропривода подачи, подключенного выходом к входу датчика скорости привода подачи, и к входу редуктора привода подачи, выход редуктора соединен со станком, который содержит электродвигатель привода шпинделя станка, который содержит датчик мощности, выход которого...
Спосіб автоматичного керування процесом дроблення зерна в дробарці
Номер патенту: 51993
Опубліковано: 10.08.2010
Автори: Павлов Артур Іванович, Саламатін Віталій Вікторович
МПК: B02C 9/00
Мітки: зерна, процесом, дроблення, керування, дробарці, автоматичного, спосіб
Формула / Реферат:
Спосіб автоматичного керування процесом дроблення зерна в дробарці, що включає регулювання струму та розрідження в дробарці, який відрізняється тим, що додатково постійно контролюють струм та розрідження, також розв'язують контури регулювання за рахунок введення коректуючого зв'язку.
Попередній патент: Спосіб прогнозування живої маси птиці
Наступний патент: Спосіб проведення вентиляційної виробки “вприсічку” до виробленого простору при суцільній системі розробки
Випадковий патент: Пристрій для лікування дисфункції скронево-нижньощелепного суглоба