Пристрій для продування рідкої сталі інертним газом в проміжному ковші машини безперервного лиття заготовок
Номер патенту: 76509
Опубліковано: 10.01.2013
Автори: Буденко Сергій Володимирович, Смірнов Олексій Миколайович, Кузнецов Денис Юрійович, Костенко Андрій Анатолійович, Кравченко Артем Володимирович, Куберський Сергій Володимирович

Формула / Реферат
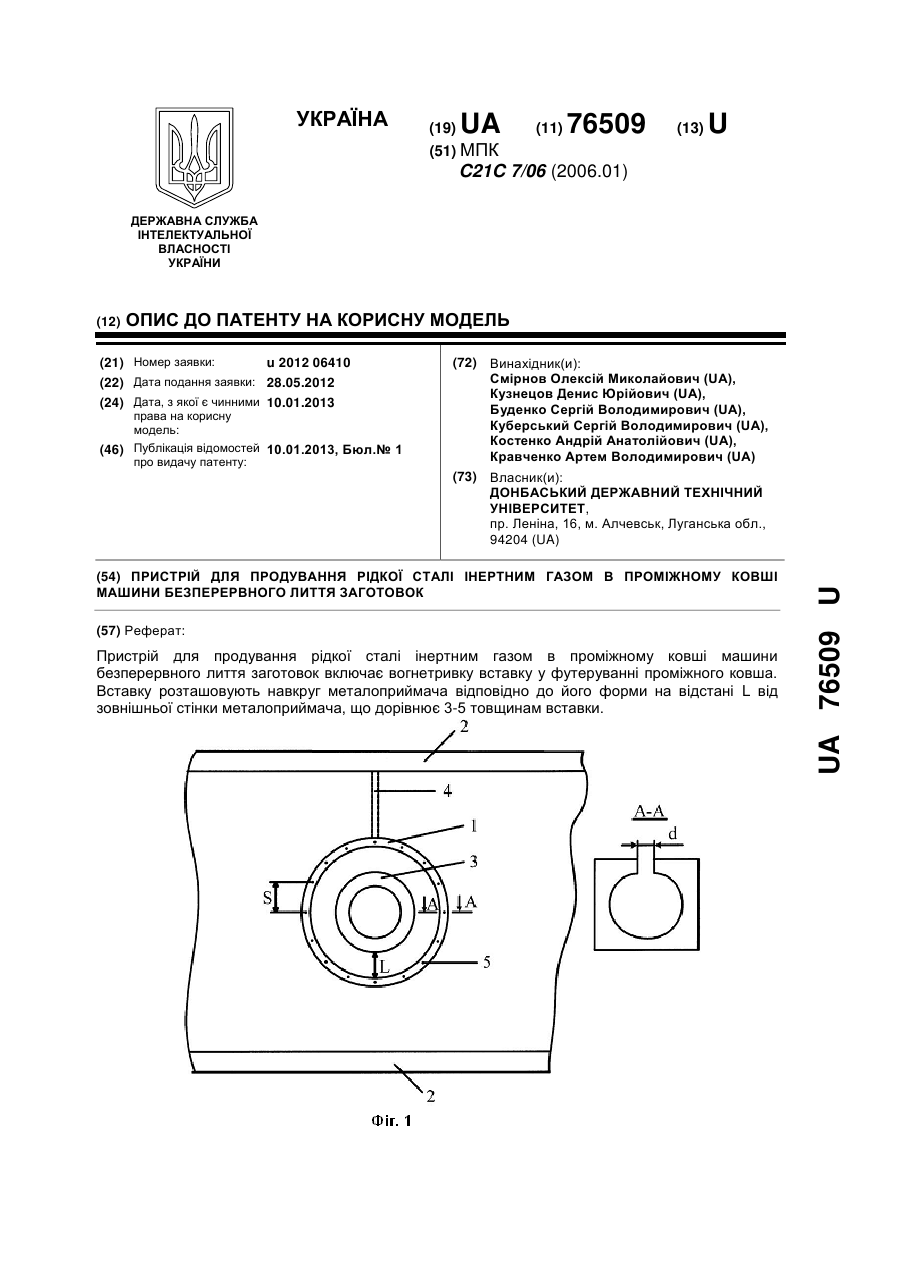
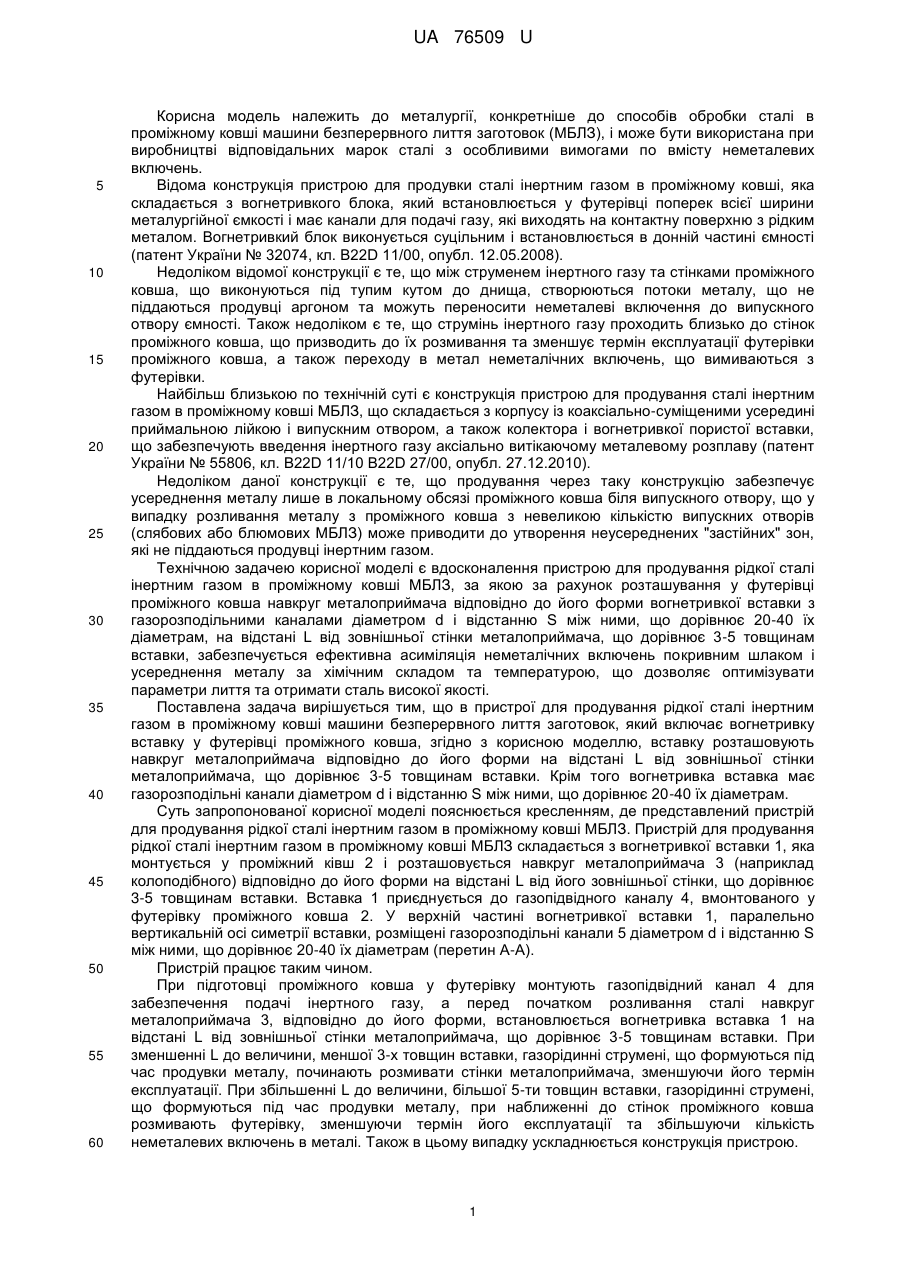
1. Пристрій для продування рідкої сталі інертним газом в проміжному ковші машини безперервного лиття заготовок, що включає вогнетривку вставку у футеруванні проміжного ковша, який відрізняється тим, що вставку розташовують навкруг металоприймача відповідно до його форми на відстані L від зовнішньої стінки металоприймача, що дорівнює 3-5 товщинам вставки.
2. Пристрій за п. 1, який відрізняється тим, що вогнетривка вставка має газорозподільні канали діаметром d і відстанню S між ними, що дорівнює 20-40 їх діаметрам.
Текст
Реферат: Пристрій для продування рідкої сталі інертним газом в проміжному ковші машини безперервного лиття заготовок включає вогнетривку вставку у футеруванні проміжного ковша. Вставку розташовують навкруг металоприймача відповідно до його форми на відстані L від зовнішньої стінки металоприймача, що дорівнює 3-5 товщинам вставки. UA 76509 U (12) UA 76509 U UA 76509 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії, конкретніше до способів обробки сталі в проміжному ковші машини безперервного лиття заготовок (МБЛЗ), і може бути використана при виробництві відповідальних марок сталі з особливими вимогами по вмісту неметалевих включень. Відома конструкція пристрою для продувки сталі інертним газом в проміжному ковші, яка складається з вогнетривкого блока, який встановлюється у футерівці поперек всієї ширини металургійної ємкості і має канали для подачі газу, які виходять на контактну поверхню з рідким металом. Вогнетривкий блок виконується суцільним і встановлюється в донній частині ємності (патент України № 32074, кл. B22D 11/00, опубл. 12.05.2008). Недоліком відомої конструкції є те, що між струменем інертного газу та стінками проміжного ковша, що виконуються під тупим кутом до днища, створюються потоки металу, що не піддаються продувці аргоном та можуть переносити неметалеві включення до випускного отвору ємності. Також недоліком є те, що струмінь інертного газу проходить близько до стінок проміжного ковша, що призводить до їх розмивання та зменшує термін експлуатації футерівки проміжного ковша, а також переходу в метал неметалічних включень, що вимиваються з футерівки. Найбільш близькою по технічній суті є конструкція пристрою для продування сталі інертним газом в проміжному ковші МБЛЗ, що складається з корпусу із коаксіально-суміщеними усередині приймальною лійкою і випускним отвором, а також колектора і вогнетривкої пористої вставки, що забезпечують введення інертного газу аксіально витікаючому металевому розплаву (патент України № 55806, кл. B22D 11/10 B22D 27/00, опубл. 27.12.2010). Недоліком даної конструкції є те, що продування через таку конструкцію забезпечує усереднення металу лише в локальному обсязі проміжного ковша біля випускного отвору, що у випадку розливання металу з проміжного ковша з невеликою кількістю випускних отворів (слябових або блюмових МБЛЗ) може приводити до утворення неусереднених "застійних" зон, які не піддаються продувці інертним газом. Технічною задачею корисної моделі є вдосконалення пристрою для продування рідкої сталі інертним газом в проміжному ковші МБЛЗ, за якою за рахунок розташування у футерівці проміжного ковша навкруг металоприймача відповідно до його форми вогнетривкої вставки з газорозподільними каналами діаметром d і відстанню S між ними, що дорівнює 20-40 їх діаметрам, на відстані L від зовнішньої стінки металоприймача, що дорівнює 3-5 товщинам вставки, забезпечується ефективна асиміляція неметалічних включень покривним шлаком і усереднення металу за хімічним складом та температурою, що дозволяє оптимізувати параметри лиття та отримати сталь високої якості. Поставлена задача вирішується тим, що в пристрої для продування рідкої сталі інертним газом в проміжному ковші машини безперервного лиття заготовок, який включає вогнетривку вставку у футерівці проміжного ковша, згідно з корисною моделлю, вставку розташовують навкруг металоприймача відповідно до його форми на відстані L від зовнішньої стінки металоприймача, що дорівнює 3-5 товщинам вставки. Крім того вогнетривка вставка має газорозподільні канали діаметром d і відстанню S між ними, що дорівнює 20-40 їх діаметрам. Суть запропонованої корисної моделі пояснюється кресленням, де представлений пристрій для продування рідкої сталі інертним газом в проміжному ковші МБЛЗ. Пристрій для продування рідкої сталі інертним газом в проміжному ковші МБЛЗ складається з вогнетривкої вставки 1, яка монтується у проміжний ківш 2 і розташовується навкруг металоприймача 3 (наприклад колоподібного) відповідно до його форми на відстані L від його зовнішньої стінки, що дорівнює 3-5 товщинам вставки. Вставка 1 приєднується до газопідвідного каналу 4, вмонтованого у футерівку проміжного ковша 2. У верхній частині вогнетривкої вставки 1, паралельно вертикальній осі симетрії вставки, розміщені газорозподільні канали 5 діаметром d і відстанню S між ними, що дорівнює 20-40 їх діаметрам (перетин А-А). Пристрій працює таким чином. При підготовці проміжного ковша у футерівку монтують газопідвідний канал 4 для забезпечення подачі інертного газу, а перед початком розливання сталі навкруг металоприймача 3, відповідно до його форми, встановлюється вогнетривка вставка 1 на відстані L від зовнішньої стінки металоприймача, що дорівнює 3-5 товщинам вставки. При зменшенні L до величини, меншої 3-х товщин вставки, газорідинні струмені, що формуються під час продувки металу, починають розмивати стінки металоприймача, зменшуючи його термін експлуатації. При збільшенні L до величини, більшої 5-ти товщин вставки, газорідинні струмені, що формуються під час продувки металу, при наближенні до стінок проміжного ковша розмивають футерівку, зменшуючи термін його експлуатації та збільшуючи кількість неметалевих включень в металі. Також в цьому випадку ускладнюється конструкція пристрою. 1 UA 76509 U 5 10 15 20 Вогнетривка вставка 1 приєднується до газопідвідного каналу 4. Під час подачі перших порцій металевого розплаву в проміжний ківш 2 до вогнетривкої вставки 1 через газопідвідний канал 4 під тиском подається інертний газ. Інертний газ розподіляється між усіма каналами вогнетривкої вставки 1 і виходить через отвори газорозподільних каналів 5 діаметром d і відстанню S між ними, що дорівнює 20-40 їх діаметрам. У випадку зменшення S менше 20 діаметрів каналів виникає перетинання газорідинних потоків, що формуються під час продувки металу. За таких умов створюються турбулентні потоки, що призводять до оголення дзеркала металу в зоні продувки, виникає ризик захоплення часток покривного шлаку в розплав. У випадку збільшення S більше ніж 40 діаметрів, між газорідинними струменями, що формуються під час продувки металу, виникає обсяг металу, що не піддається обробці інертнім газом. При цьому показники рафінування металу погіршуються. Під час продування газові пузирі інертного газу, виходячи з газорозподільних каналів 5, формують над вогнетривкою вставкою 1 газорідинні струмені, які знижують швидкість потоків металевого розплаву і забезпечують ефективну асиміляцію неметалічних включень покривним шлаком і усереднення металу за хімічним складом та температурою, оптимізують параметри лиття та дозволяють отримати сталь високої якості. Таким чином, використання пропонованого пристрою для продування рідкої сталі інертним газом в проміжному ковші МБЛЗ забезпечує ефективну асиміляцію неметалічних включень покривним шлаком і усереднення металу за хімічним складом та температурою, оптимізацію параметрів лиття та отримання сталі високої якості. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 1. Пристрій для продування рідкої сталі інертним газом в проміжному ковші машини безперервного лиття заготовок, що включає вогнетривку вставку у футеруванні проміжного ковша, який відрізняється тим, що вставку розташовують навкруг металоприймача відповідно до його форми на відстані L від зовнішньої стінки металоприймача, що дорівнює 3-5 товщинам вставки. 2. Пристрій за п. 1, який відрізняється тим, що вогнетривка вставка має газорозподільні канали діаметром d і відстанню S між ними, що дорівнює 20-40 їх діаметрам. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for blowing of liquid steel by inert gas in tundish of continuous casting machine
Автори англійськоюSmirnov Oleksii Mykolaiovych, Kuznetsov Denys Yuriiovych, Budenko Serhii Volodymyrovych, Kuberskyi Serhii Volodymyrovych, Kostenko Andrii Anatoliiovych, Kravchenko Artem Volodymyrovych
Назва патенту російськоюУстройство для продувки жидкой стали инертным газом в промежуточном ковше машины непрерывного литья заготовок
Автори російськоюСмирнов Алексей Николаевич, Кузнецов Денис Юрьевич, Буденко Сергей Владимирович, Куберский Сергей Владимирович, Костенко Андрей Анатольевич, Кравченко Артем Владимирович
МПК / Мітки
МПК: C21C 7/06
Мітки: безперервного, рідкої, машини, лиття, пристрій, ковші, продування, проміжному, інертним, сталі, газом, заготовок
Код посилання
<a href="https://ua.patents.su/4-76509-pristrijj-dlya-produvannya-ridko-stali-inertnim-gazom-v-promizhnomu-kovshi-mashini-bezperervnogo-littya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для продування рідкої сталі інертним газом в проміжному ковші машини безперервного лиття заготовок</a>
Спосіб автоматичного регулювання маси металу в проміжному ковші машини безперервного лиття заготовок

Номер патенту: 49040
Опубліковано: 12.04.2010
Автори: Макаров Сергій Анатолійович, Цуканов Владислав Іванович, Дрейко Олексій Іванович, Аношин Роман Олександрович, Колєсников Дмитро Васильович, Петров Юрій Васильович, Богославський Юрій Анатолійович, Крикунов Борис Петрович
МПК: B22D 11/11
Мітки: машини, металу, заготовок, ковші, регулювання, автоматичного, маси, спосіб, проміжному, лиття, безперервного
Формула / Реферат:
Спосіб автоматичного регулювання маси металу в проміжному ковші машини безперервного лиття заготовок, що включає визначення маси металу у проміжному ковші й при її відхиленні від припустимого за технологією змінювання прохідного отвору шиберного механізму доти, поки відхилення фактичної маси металу від заданої не буде дорівнювати нулю, який відрізняється тим, що змінювання прохідного отвору шиберного механізму здійснюють шляхом постійного...
Спосіб рафінування металу в проміжному ковші
Номер патенту: 67695
Опубліковано: 12.03.2012
Автори: Смірнов Олексій Миколайович, Лівшиц Дмитро Арнольдович, Проскуренко Дмитро Володимирович, Іваненко Олексій Олександрович, Подкоритов Олександр Леонідович, Маліч Світлана Валентинівна, Вожол Миколай Антонович, Клімов Володимир Геннадійович, Кравченко Артем Вадимович, Солових Сергій Геннадійович
МПК: B22D 11/116
Мітки: проміжному, спосіб, рафінування, металу, ковші
Формула / Реферат:
Спосіб рафінування металу в проміжному ковші, розділеному на приймальну і розливні ємності вогнетривкими перегородками, який містить випуск металу із сталерозливного ковша, перерозподіл швидкостей потоків металу і продувку інертним газом, який відрізняється тим, що в приймальній ємності проміжного ковша за допомогою металоприймача, встановленого під струмінь падаючого металу, здійснюють направлену до шлакової фази хвилеподібну подачу металу...
Автоматичний стикувальний пристрій підведення газу, наприклад аргону, для донного продування рідкої сталі в ковші
Номер патенту: 41272
Опубліковано: 12.05.2009
Автори: Євтєєв Володимир Никифорович, Семенюк Павло Петрович, Матвієнков Сергій Анатолійович, Рославкер Валерій Абрамович, Пічул Леонід Георгійович, Ларіонов Олександр Олексійович, Зайка Володимир Якович, Забелін Анатолій Семенович
МПК: C21C 5/48
Мітки: газу, донного, наприклад, пристрій, автоматичний, підведення, ковші, сталі, рідкої, продування, стикувальний, аргону
Формула / Реферат:
1. Автоматичний стикувальний пристрій системи підведення газу для донного продування рідкої сталі в ковші, що включає стикувальний вузол системи підведення аргону до стальківша, що складається із приймального конуса, закріпленого на кронштейні ковша, й циліндра, закріпленого вертикально на кронштейні візка сталевоза, виконаного з можливістю вертикального переміщення колонки зі сферичною головкою, установленою по одній осі з конічною поверхнею...
Проміжний ківш машини безперервного лиття заготовок
Номер патенту: 45005
Опубліковано: 15.03.2002
Автори: Руденко Ростислав Володимирович, Зборщик Олександр Михайлович, Лифенко Микола Трохимович, Єронько Сергій Петрович
МПК: B22D 11/10
Мітки: ківш, лиття, безперервного, машини, заготовок, проміжний
Формула / Реферат:
1. Проміжний ківш машини безперервного лиття заготовок, що включає металевий кожух, футерований усередині вогнетривкими матеріалами і розподілений перегородками з вогнетривкого матеріалу на зону прийому розплаву і зони випуску його у кристалізатори, стопорні пристрої з заглибними стаканами для випуску розплаву з ковша у кристалізатори, пристрої для інжекції модифікаторів у розплав інертним газом і теплоізоляційні кришки, який відрізняється...
Пристрій для рафінування металевого розплаву у проміжному ковші
Номер патенту: 55806
Опубліковано: 27.12.2010
Автори: Кравченко Артем Вадимович, Смірнов Олексій Миколайович, Клімов Володимир Геннадійович, Солових Сергій Геннадійович, Маліч Світлана Валентинівна, Лівшиц Дмитро Арнольдович, Проскуренко Дмитро Володимирович, Турунов Дмитро Миколайович, Подкоритов Олександр Леонідович
МПК: B22D 27/00, B22D 11/10
Мітки: розплаву, ковші, проміжному, рафінування, пристрій, металевого
Формула / Реферат:
Пристрій для рафінування металевого розплаву у проміжному ковші, що складається з корпусу, із коаксіально-суміщеними усередині приймальною воронкою і випускним отвором, а також колектора і вогнетривкої пористої вставки, що забезпечують введення інертного газу аксіально витікаючому металевому розплаву, який відрізняється тим, що введення інертного газу здійснюється перпендикулярно витікаючому металевому розплаву через газовипускні отвори...
Попередній патент: Дослідницький стенд апробації алгоритмів керування складними електромеханічними системами
Наступний патент: Прохідна труболовка зовнішня
Випадковий патент: Спосіб корекції залишкової порожнини після ехінококектомії печінки