Спосіб автоматичного регулювання маси металу в проміжному ковші машини безперервного лиття заготовок
Номер патенту: 49040
Опубліковано: 12.04.2010
Автори: Цуканов Владислав Іванович, Богославський Юрій Анатолійович, Крикунов Борис Петрович, Аношин Роман Олександрович, Колєсников Дмитро Васильович, Дрейко Олексій Іванович, Макаров Сергій Анатолійович, Петров Юрій Васильович

Формула / Реферат
Спосіб автоматичного регулювання маси металу в проміжному ковші машини безперервного лиття заготовок, що включає визначення маси металу у проміжному ковші й при її відхиленні від припустимого за технологією змінювання прохідного отвору шиберного механізму доти, поки відхилення фактичної маси металу від заданої не буде дорівнювати нулю, який відрізняється тим, що змінювання прохідного отвору шиберного механізму здійснюють шляхом постійного контролю інформації про поточну різницю між частково заповненим і порожнім проміжним ковшем по масі металу й зіставлення отриманої інформації з положенням привода шиберного механізму.
Текст
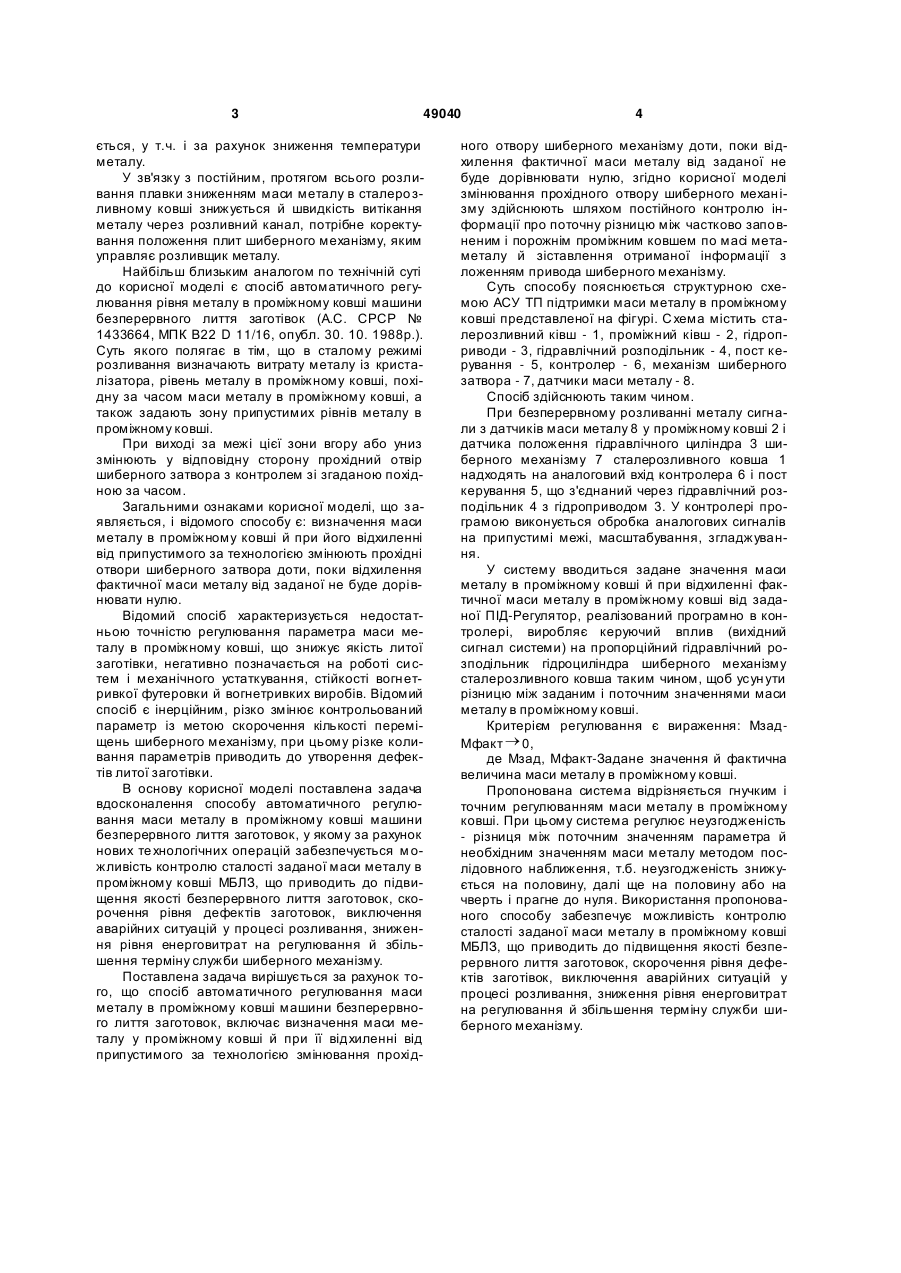
Спосіб автоматичного регулювання маси металу в проміжному ковші машини безперервного лиття заготовок, що включає визначення маси металу у проміжному ковші й при її відхиленні від припустимого за технологією змінювання прохідного отвору шиберного механізму доти, поки відхилення фактичної маси металу від заданої не буде дорівнювати нулю, який відрізняється тим, що змінювання прохідного отвору шиберного механізму здійснюють шляхом постійного контролю інформації про поточну різницю між частково заповненим і порожнім проміжним ковшем по масі металу й зіставлення отриманої інформації з положенням привода шиберного механізму. (19) (21) u200911885 (22) 20.11.2009 (24) 12.04.2010 (46) 12.04.2010, Бюл.№ 7, 2010 р. (72) КРИКУНОВ БОРИС ПЕТРОВИЧ, КОЛЄСНИКОВ ДМИТРО ВАСИЛЬОВИЧ, ДРЕЙКО ОЛЕКСІЙ ІВАНОВИЧ, ЦУКАНОВ ВЛАДИСЛАВ ІВАНОВИЧ, АНОШИН РОМАН ОЛЕКСАНДРОВИЧ, ПЕТРОВ ЮРІЙ ВАСИЛЬОВИЧ, МАКАРОВ СЕРГІЙ АН АТОЛІЙОВИЧ, БОГОСЛАВСЬКИЙ ЮРІЙ АНАТОЛІЙОВИЧ (73) ЗАКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "ДОНЕЦЬКСТАЛЬ" - МЕТАЛУРГІЙНИЙ ЗАВОД" 3 49040 ється, у т.ч. і за рахунок зниження температури металу. У зв'язку з постійним, протягом всього розливання плавки зниженням маси металу в сталерозливному ковші знижується й швидкість витікання металу через розливний канал, потрібне коректування положення плит шиберного механізму, яким управляє розливщик металу. Найбільш близьким аналогом по технічній суті до корисної моделі є спосіб автоматичного регулювання рівня металу в проміжному ковші машини безперервного лиття заготівок (А.С. СРСР № 1433664, МПК В22 D 11/16, опубл. 30. 10. 1988р.). Суть якого полягає в тім, що в сталому режимі розливання визначають витрату металу із кристалізатора, рівень металу в проміжному ковші, похідну за часом маси металу в проміжному ковші, а також задають зону припустимих рівнів металу в проміжному ковші. При виході за межі цієї зони вгору або униз змінюють у відповідну сторону прохідний отвір шиберного затвора з контролем зі згаданою похідною за часом. Загальними ознаками корисної моделі, що заявляється, і відомого способу є: визначення маси металу в проміжному ковші й при його відхиленні від припустимого за технологією змінюють прохідні отвори шиберного затвора доти, поки відхилення фактичної маси металу від заданої не буде дорівнювати нулю. Відомий спосіб характеризується недостатньою точністю регулювання параметра маси металу в проміжному ковші, що знижує якість литої заготівки, негативно позначається на роботі систем і механічного устаткування, стійкості вогнетривкої футеровки й вогнетривких виробів. Відомий спосіб є інерційним, різко змінює контрольований параметр із метою скорочення кількості переміщень шиберного механізму, при цьому різке коливання параметрів приводить до утворення дефектів литої заготівки. В основу корисної моделі поставлена задача вдосконалення способу автоматичного регулювання маси металу в проміжному ковші машини безперервного лиття заготовок, у якому за рахунок нових те хнологічних операцій забезпечується м ожливість контролю сталості заданої маси металу в проміжному ковші МБЛЗ, що приводить до підвищення якості безперервного лиття заготовок, скорочення рівня дефектів заготовок, виключення аварійних ситуацій у процесі розливання, зниження рівня енерговитрат на регулювання й збільшення терміну служби шиберного механізму. Поставлена задача вирішується за рахунок того, що спосіб автоматичного регулювання маси металу в проміжному ковші машини безперервного лиття заготовок, включає визначення маси металу у проміжному ковші й при її відхиленні від припустимого за технологією змінювання прохід 4 ного отвору шиберного механізму доти, поки відхилення фактичної маси металу від заданої не буде дорівнювати нулю, згідно корисної моделі змінювання прохідного отвору шиберного механізму здійснюють шляхом постійного контролю інформації про поточну різницю між частково заповненим і порожнім проміжним ковшем по масі метаметалу й зіставлення отриманої інформації з ложенням привода шиберного механізму. Суть способу пояснюється структурною схемою АСУ ТП підтримки маси металу в проміжному ковші представленої на фігурі. С хема містить сталерозливний ківш - 1, проміжний ківш - 2, гідроприводи - 3, гідравлічний розподільник - 4, пост керування - 5, контролер - 6, механізм шиберного затвора - 7, датчики маси металу - 8. Спосіб здійснюють таким чином. При безперервному розливанні металу сигнали з датчиків маси металу 8 у проміжному ковші 2 і датчика положення гідравлічного циліндра 3 шиберного механізму 7 сталерозливного ковша 1 надходять на аналоговий вхід контролера 6 і пост керування 5, що з'єднаний через гідравлічний розподільник 4 з гідроприводом 3. У контролері програмою виконується обробка аналогових сигналів на припустимі межі, масштабування, згладжування. У систему вводиться задане значення маси металу в проміжному ковші й при відхиленні фактичної маси металу в проміжному ковші від заданої ПІД-Регулятор, реалізований програмно в контролері, виробляє керуючий вплив (вихідний сигнал системи) на пропорційний гідравлічний розподільник гідроциліндра шиберного механізму сталерозливного ковша таким чином, щоб усун ути різницю між заданим і поточним значеннями маси металу в проміжному ковші. Критерієм регулювання є вираження: МзадМфакт 0, де Мзад, Мфакт-Задане значення й фактична величина маси металу в проміжному ковші. Пропонована система відрізняється гнучким і точним регулюванням маси металу в проміжному ковші. При цьому система регулює неузгодженість - різниця між поточним значенням параметра й необхідним значенням маси металу методом послідовного наближення, т.б. неузгодженість знижується на половину, далі ще на половину або на чверть і прагне до нуля. Використання пропонованого способу забезпечує можливість контролю сталості заданої маси металу в проміжному ковші МБЛЗ, що приводить до підвищення якості безперервного лиття заготовок, скорочення рівня дефектів заготівок, виключення аварійних ситуацій у процесі розливання, зниження рівня енерговитрат на регулювання й збільшення терміну служби шиберного механізму. 5 Комп’ютерна в ерстка Д. Шев ерун 49040 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for automatic adjustment of mass of metal in intermediate ladle of continuous casting machine
Автори англійськоюKrikunov Borys Petrovich, Koliesnykov Dmytro Vasyliovych, Dreiko Oleksii Ivanovych, Tsukanov Vladyslav Ivanovych, Anoshyn Roman Oleksandrovych, Petrov Yurii Vasyliovych, Makarov Serhii Anatoliiovych, Bohoslavskyi Yurii Anatoliiovych
Назва патенту російськоюСпособ автоматического регулирования массы металла в промежуточном ковше машины непрерывного литья заготовок
Автори російськоюКрикунов Борис Петрович, Колесников Дмитрий Васильевич, Дрейко Алексей Иванович, Цуканов Владислав Иванович, Аношин Роман Александрович, Петров Юрий Васильевич, Макаров Сергей Анатольевич, Богославский Юрий Анатольевич
МПК / Мітки
МПК: B22D 11/11
Мітки: машини, ковші, маси, регулювання, безперервного, лиття, металу, спосіб, автоматичного, заготовок, проміжному
Код посилання
<a href="https://ua.patents.su/3-49040-sposib-avtomatichnogo-regulyuvannya-masi-metalu-v-promizhnomu-kovshi-mashini-bezperervnogo-littya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного регулювання маси металу в проміжному ковші машини безперервного лиття заготовок</a>
Пристрій для вимірювання і регулювання рідкої фази металу в кристалізаторі машин безперервного лиття заготовок
Номер патенту: 21625
Опубліковано: 15.03.2007
Автори: Івашина Володимир Володимирович, Остапенко Сергій Дмитрович, Токій Анатолій Миколайович, МАКІЄНКО Володимир Григорович, Ларіонов Олександр Олексійович, Климанчук Владислав Владиславович, Мельник Микола Іванович, Русецький Ігор Анатолійович, Малишев Віталій Олександрович, Сидоров Сергій Михайлович, Козловський Віктор Семенович
МПК: G05G 15/00, C21D 11/00
Мітки: вимірювання, машин, металу, безперервного, заготовок, пристрій, лиття, кристалізаторі, рідкої, регулювання, фазі
Формула / Реферат:
Пристрій для вимірювання і регулювання рівня рідкої фази металу в кристалізаторі машин безперервного лиття заготовок, що містить струмовихровий датчик рівня рідкої фази металу, прецизійний шарнірний механізм його позиціювання в кристалізаторі, вимірювальну, перетворювальну апаратуру та апаратуру керування приводом стопора, який відрізняється тим, що струмовихровий датчик рівня рідкої фази металу виконаний з трьох мідних обмоток, дві з яких...
Проміжний ківш сортової машини безперервного лиття заготовок
Номер патенту: 49193
Опубліковано: 16.09.2002
Автори: Учитель Лев Михайлович, Пікус Марк Ісерович, Несвіт Володимир Васильович, Єрмоленко Ганна Володимирівна, Пихтін Володимир Володимирович, Зайвий Олександр Миколайович
МПК: B22D 11/10
Мітки: проміжний, лиття, заготовок, ківш, безперервного, сортової, машини
Формула / Реферат:
Проміжний ківш сортової машини безперервного лиття заготовок, що містить футерований зсередини металевий корпус, стінки якого виконані з уклоном по вертикалі, а випускні отвори розташовані уздовж поздовжньої осі днища, який відрізняється тим, що задня стінка корпусу у нижній частині має виступ висотою, обмеженою нижнім робочим рівнем металу, та довжиною не більше міжцентрової відстані крайніх випускних отворів промковша, а у середині виступу...
Спосіб обробки рідкого металу в проміжному ковші
Номер патенту: 81701
Опубліковано: 25.01.2008
Автори: Найдек Володимир Леонтійович, Нарівський Анатолій Васильович, Горюк Максим Степанович, Дубодєлов Віктор Іванович, Смірнов Олексій Миколайович, Курпас Володимир Іванович, Якобше Ричард Якубович
МПК: C22B 9/22, C22B 9/00, H05H 1/26, C22B 9/05, C22B 9/04
Мітки: ковші, проміжному, обробки, спосіб, металу, рідкого
Формула / Реферат:
Спосіб обробки рідкого металу в проміжному ковші, який включає одночасне плазмове продування та нагрівання плазмоутворюючим газом вакуумованого рідкого металу у камері, вакуумне ущільнення якої здійснюють безпосередньо оброблюваним розплавом металу, який відрізняється тим, що вакуумування рідкого металу здійснюють постійно при русі його в кристалізатор машини безперервного лиття зливків через проміжний ківш та вертикальну перегородку в ньому...
Спосіб охолодження кристалізатора машини безперервного лиття заготовок
Номер патенту: 33230
Опубліковано: 10.06.2008
Автори: Вовк Вячеслав Михайлович, Топал Анатолій Петрович, Пініелле Мануель Мануельович, Абрамович Юрій Костянтинович, Крівченко Юрій Сергійович, Малик Олександр Олексійович
МПК: B22D 11/00
Мітки: кристалізатора, безперервного, машини, заготовок, охолодження, спосіб, лиття
Формула / Реферат:
Спосіб охолодження кристалізатора машини безперервного лиття заготовок, що містить подачу напірного охолоджувача в первинний циркуляційний контур охолодження кристалізатора і охолодження підігрітого напірного охолоджувача первинного циркуляційного контуру оборотною водою вторинного циркуляційного контуру, при цьому охолодження оборотної води проводять на водоохолоджувальній установці, який відрізняється тим, що частину оборотної підігрітої...
Проміжний ківш багатоструминної сортової машини безперервного лиття заготовок
Номер патенту: 812
Опубліковано: 16.04.2001
Автори: Івко Володимир Вікторович, Єрмоленко Ганна Володимирівна, Сітало Олександр Олексійович, Митрофанов Лев Сергійович, Бродський Сергій Сергійович, Учитель Лев Михайлович, Несвіт Володимир Васильович, Слівченко Анатолій Іванович, Пікус Марк Ісерович
МПК: B22D 11/10, B22D 41/08
Мітки: безперервного, ківш, заготовок, багатоструминної, лиття, проміжний, машини, сортової
Формула / Реферат:
1. Проміжний ківш багатоструминної сортової машини безперервного лиття заготовок, що містить металевий, футерований всередині, корпус, одна з подовжніх стінок якого виконана у вигляді арки з прямолінійною ділянкою у середній частині, яка переходить з обох боків у розташовані симетрично до неї прямолінійні ділянки, причому заливальний отвір зміщено до арки відносно осі, що проходить крізь центри випускних отворів у днищі, який відрізняється...
Попередній патент: Реактор для одержання вуглецевих наноструктур
Наступний патент: Пристрій для електрогідроімпульсного дроблення металургійного кремнію
Випадковий патент: Надбункерна решітка приймальних бункерів стаціонарних роторних або бічних вагоноперекидачів