Спосіб очищення стрічок від окалини
Формула / Реферат
1. Спосіб очищення від окалини стрічок (4) у прокатній лінії з пристроєм (3) для гідрозбивання окалини, а також з чистовою прокатною лінією (1), розміщеною у напрямку (2) проходження стрічки (4) за пристроєм (3) для гідрозбивання окалини, при якому стрічку (4) у пристрої (3) для гідрозбивання окалини на верхній і нижній сторонах (5, 6) навантажують водою під тиском очищення від окалини, а також охолоджують всередині чистової прокатної лінії (1), причому на верхній і нижній сторонах (5, 6) стрічки (4) у пристрої (3) для гідрозбивання окалини формують симетричний температурний розподіл, який підтримують у межах чистової прокатної лінії, причому стрічку (4) у пристрої (3) для гідрозбивання окалини за допомогою рядів (7, 8) форсунок, розташованих один за одним у напрямку (2) проходження стрічки, навантажують водою під тиском очищення від окалини, який відрізняється тим, що останній ряд (8) у напрямку проходження на нижній стороні (6) розташовують на відстані від останнього ряду (7) форсунок на верхній стороні (5) і ближче до чистової прокатної лінії (1).
2. Спосіб за п. 1, який відрізняється тим, що нижню сторону (6) додатково до навантаження водою під тиском очищення від окалини навантажують водою під більш низьким тиском у діапазоні від 4 до 10 бар.
3. Спосіб за п. 2, який відрізняється тим, що навантаження водою під більш низьким тиском здійснюють у напрямку (2) переміщення стрічки (4) перед і/або після останнього ряду (8) форсунок на нижній стороні (6) стрічки (4), де останню навантажують водою під тиском очищення від окалини.
4. Спосіб за п. 2 або п. 3, який відрізняється тим, що регулюють кількість води, яка подається на стрічку (4) під тиском очищення від окалини і під більш низьким тиском.
5. Спосіб за п. 4, який відрізняється тим, що вимірюють безконтактним способом, зокрема пірометром, температуру на верхній і нижній сторонах (5, 6) стрічки (4) у напрямку (2) її проходження за пристроєм (3) для гідрозбивання окалини і/або моменти прокатки щонайменше в одній прокатній кліті чистової прокатної лінії (1) вище і нижче стрічки (4) як регульовану величину контуру регулювання і за допомогою обчислювального блока (14) змінюють регульовану кількість води як встановлювану величину контуру регулювання.
6. Спосіб за будь-яким з пунктів 1-5, який відрізняється тим, що стрічку (4) щонайменше між першими двома клітями F1, F2 чистової прокатної лінії навантажують водою, причому нижню сторону (6) у цілому навантажують більшою кількістю води, ніж верхню сторону (5) стрічки (4).
7. Спосіб за будь-яким з пунктів 1-6, який відрізняється тим, що верхній і нижній ряди (7, 8) форсунок розміщують зі зміщенням відносно один одного.
Текст
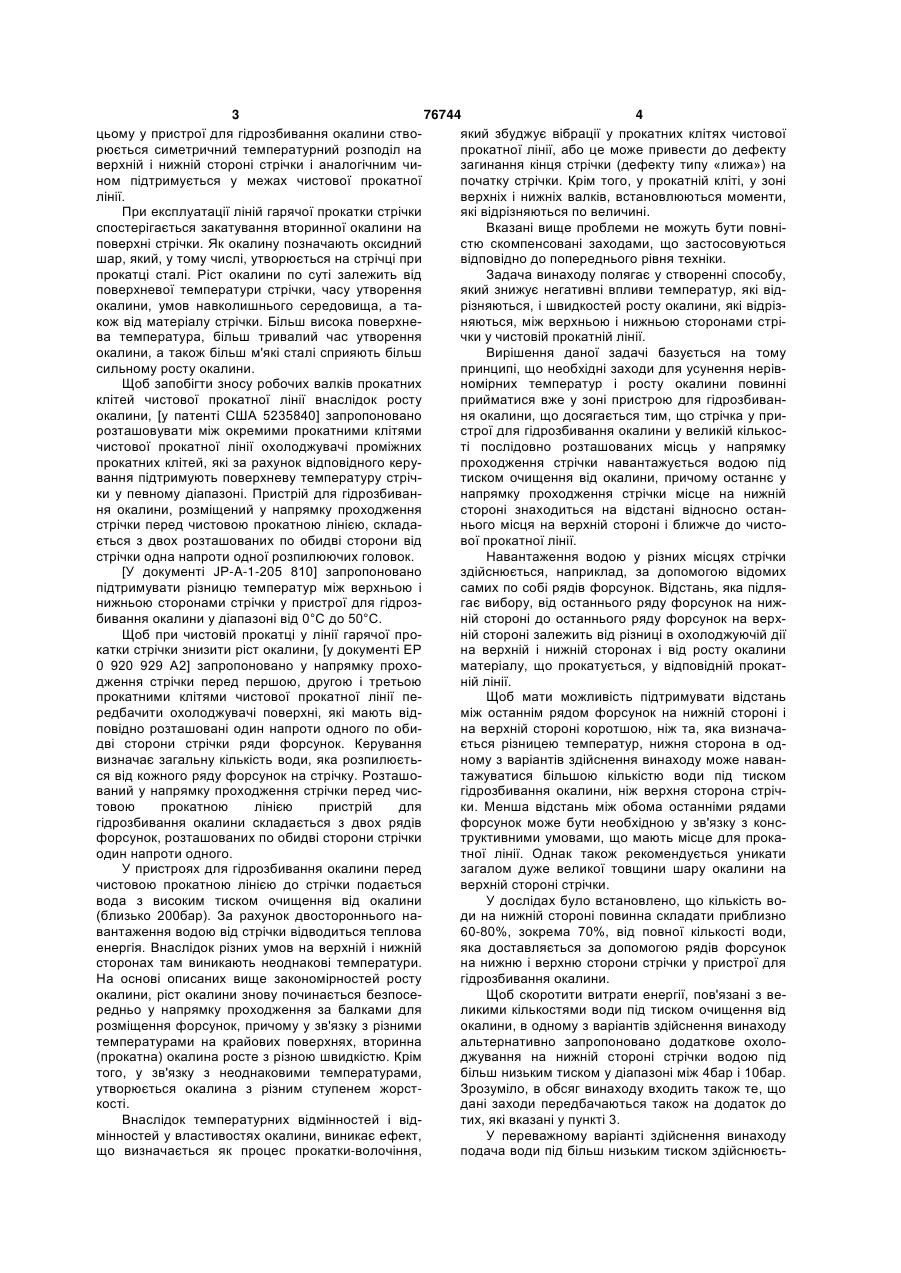
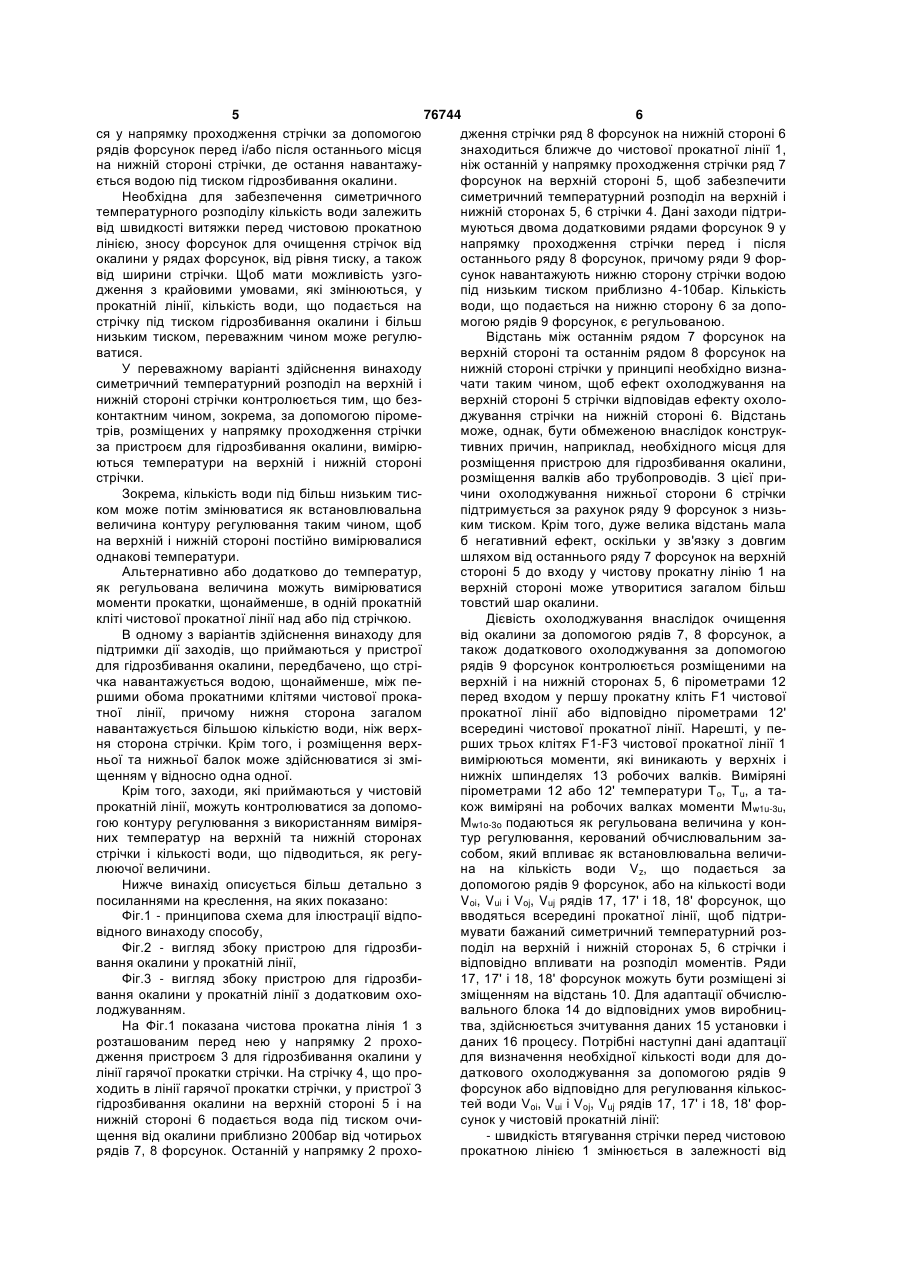
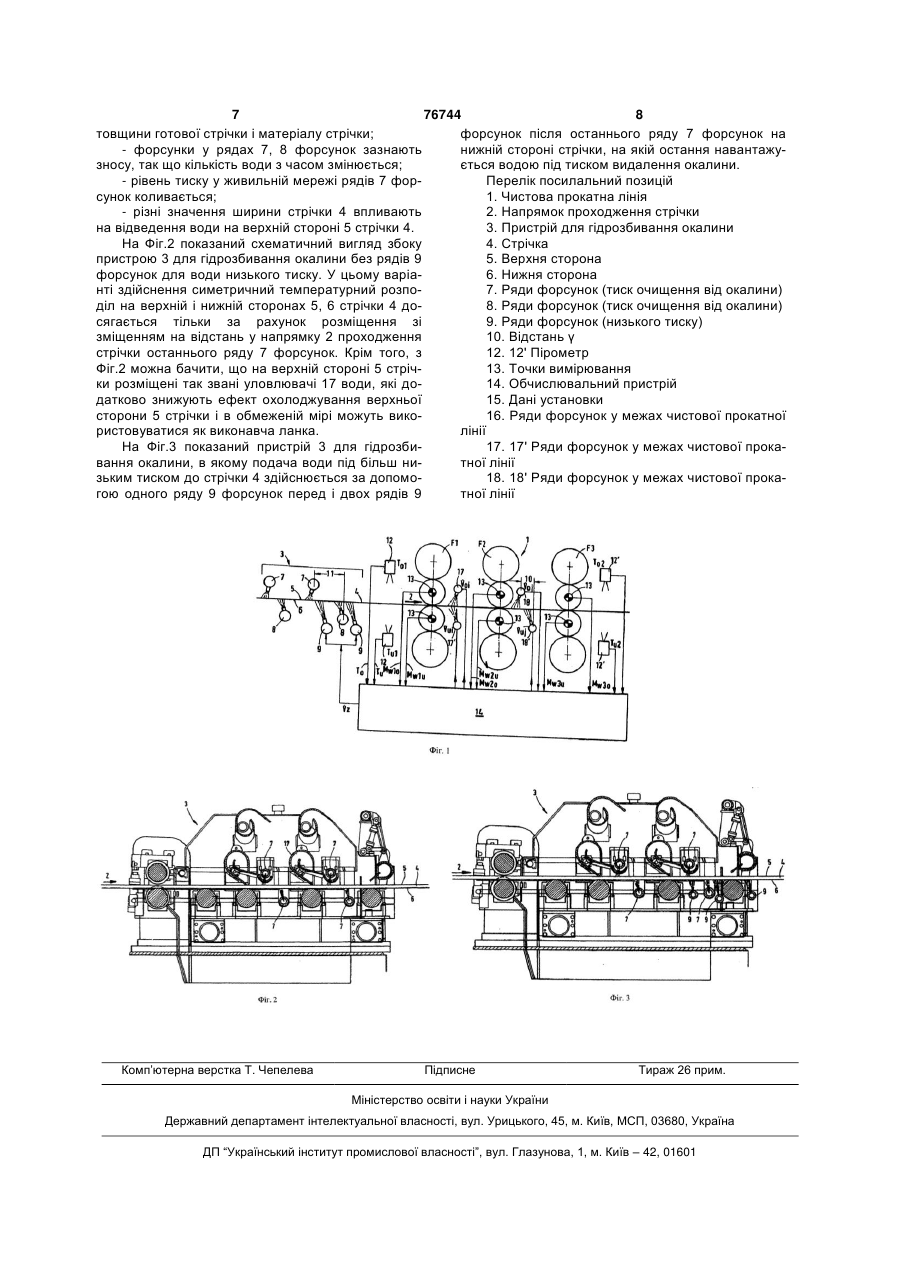
1. Спосіб очищення від окалини стрічок (4) у прокатній лінії з пристроєм (3) для гідрозбивання окалини, а також з чистовою прокатною лінією (1), розміщеною у напрямку (2) проходження стрічки (4) за пристроєм (3) для гідрозбивання окалини, при якому стрічку (4) у пристрої (3) для гідрозбивання окалини на верхній і нижній сторонах (5, 6) навантажують водою під тиском очищення від окалини, а також охолоджують всередині чистової прокатної лінії (1), причому на верхній і нижній сторонах (5, 6) стрічки (4) у пристрої (3) для гідрозбивання окалини формують симетричний температурний розподіл, який підтримують у межах чистової прокатної лінії, причому стрічку (4) у пристрої (3) для гідрозбивання окалини за допомогою рядів (7, 8) форсунок, розташованих один за одним у напрямку (2) проходження стрічки, навантажують водою під тиском очищення від окалини, який відрізняється тим, що останній ряд (8) у напрямку проходження на нижній стороні (6) розташовують на відстані від останнього ряду (7) форсунок на C2 2 (19) 1 3 76744 4 цьому у пристрої для гідрозбивання окалини ствоякий збуджує вібрації у прокатних клітях чистової рюється симетричний температурний розподіл на прокатної лінії, або це може привести до дефекту верхній і нижній стороні стрічки і аналогічним чизагинання кінця стрічки (дефекту типу «лижа») на ном підтримується у межах чистової прокатної початку стрічки. Крім того, у прокатній кліті, у зоні лінії. верхніх і нижніх валків, встановлюються моменти, При експлуатації ліній гарячої прокатки стрічки які відрізняються по величині. спостерігається закатування вторинної окалини на Вказані вище проблеми не можуть бути повніповерхні стрічки. Як окалину позначають оксидний стю скомпенсовані заходами, що застосовуються шар, який, у тому числі, утворюється на стрічці при відповідно до попереднього рівня техніки. прокатці сталі. Ріст окалини по суті залежить від Задача винаходу полягає у створенні способу, поверхневої температури стрічки, часу утворення який знижує негативні впливи температур, які відокалини, умов навколишнього середовища, а тарізняються, і швидкостей росту окалини, які відрізкож від матеріалу стрічки. Більш висока поверхненяються, між верхньою і нижньою сторонами стріва температура, більш тривалий час утворення чки у чистовій прокатній лінії. окалини, а також більш м'які сталі сприяють більш Вирішення даної задачі базується на тому сильному росту окалини. принципі, що необхідні заходи для усунення нерівЩоб запобігти зносу робочих валків прокатних номірних температур і росту окалини повинні клітей чистової прокатної лінії внаслідок росту прийматися вже у зоні пристрою для гідрозбиванокалини, [у патенті США 5235840] запропоновано ня окалини, що досягається тим, що стрічка у прирозташовувати між окремими прокатними клітями строї для гідрозбивання окалини у великій кількосчистової прокатної лінії охолоджувачі проміжних ті послідовно розташованих місць у напрямку прокатних клітей, які за рахунок відповідного керупроходження стрічки навантажується водою під вання підтримують поверхневу температуру стрічтиском очищення від окалини, причому останнє у ки у певному діапазоні. Пристрій для гідрозбиваннапрямку проходження стрічки місце на нижній ня окалини, розміщений у напрямку проходження стороні знаходиться на відстані відносно останстрічки перед чистовою прокатною лінією, складанього місця на верхній стороні і ближче до чистоється з двох розташованих по обидві сторони від вої прокатної лінії. стрічки одна напроти одної розпилюючих головок. Навантаження водою у різних місцях стрічки [У документі JP-A-1-205 810] запропоновано здійснюється, наприклад, за допомогою відомих підтримувати різницю температур між верхньою і самих по собі рядів форсунок. Відстань, яка підлянижньою сторонами стрічки у пристрої для гідрозгає вибору, від останнього ряду форсунок на нижбивання окалини у діапазоні від 0°С до 50°С. ній стороні до останнього ряду форсунок на верхЩоб при чистовій прокатці у лінії гарячої проній стороні залежить від різниці в охолоджуючій дії катки стрічки знизити ріст окалини, [у документі ЕР на верхній і нижній сторонах і від росту окалини 0 920 929 А2] запропоновано у напрямку прохоматеріалу, що прокатується, у відповідній прокатдження стрічки перед першою, другою і третьою ній лінії. прокатними клітями чистової прокатної лінії пеЩоб мати можливість підтримувати відстань редбачити охолоджувачі поверхні, які мають відміж останнім рядом форсунок на нижній стороні і повідно розташовані один напроти одного по обина верхній стороні коротшою, ніж та, яка визначадві сторони стрічки ряди форсунок. Керування ється різницею температур, нижня сторона в одвизначає загальну кількість води, яка розпилюєтьному з варіантів здійснення винаходу може наванся від кожного ряду форсунок на стрічку. Розташотажуватися більшою кількістю води під тиском ваний у напрямку проходження стрічки перед чисгідрозбивання окалини, ніж верхня сторона стрічтовою прокатною лінією пристрій для ки. Менша відстань між обома останніми рядами гідрозбивання окалини складається з двох рядів форсунок може бути необхідною у зв'язку з консфорсунок, розташованих по обидві сторони стрічки труктивними умовами, що мають місце для прокаодин напроти одного. тної лінії. Однак також рекомендується уникати У пристроях для гідрозбивання окалини перед загалом дуже великої товщини шару окалини на чистовою прокатною лінією до стрічки подається верхній стороні стрічки. вода з високим тиском очищення від окалини У дослідах було встановлено, що кількість во(близько 200бар). За рахунок двостороннього нади на нижній стороні повинна складати приблизно вантаження водою від стрічки відводиться теплова 60-80%, зокрема 70%, від повної кількості води, енергія. Внаслідок різних умов на верхній і нижній яка доставляється за допомогою рядів форсунок сторонах там виникають неоднакові температури. на нижню і верхню сторони стрічки у пристрої для На основі описаних вище закономірностей росту гідрозбивання окалини. окалини, ріст окалини знову починається безпосеЩоб скоротити витрати енергії, пов'язані з вередньо у напрямку проходження за балками для ликими кількостями води під тиском очищення від розміщення форсунок, причому у зв'язку з різними окалини, в одному з варіантів здійснення винаходу температурами на крайових поверхнях, вторинна альтернативно запропоновано додаткове охоло(прокатна) окалина росте з різною швидкістю. Крім джування на нижній стороні стрічки водою під того, у зв'язку з неоднаковими температурами, більш низьким тиском у діапазоні між 4бар і 10бар. утворюється окалина з різним ступенем жорстЗрозуміло, в обсяг винаходу входить також те, що кості. дані заходи передбачаються також на додаток до Внаслідок температурних відмінностей і відтих, які вказані у пункті 3. мінностей у властивостях окалини, виникає ефект, У переважному варіанті здійснення винаходу що визначається як процес прокатки-волочіння, подача води під більш низьким тиском здійснюєть 5 76744 6 ся у напрямку проходження стрічки за допомогою дження стрічки ряд 8 форсунок на нижній стороні 6 рядів форсунок перед і/або після останнього місця знаходиться ближче до чистової прокатної лінії 1, на нижній стороні стрічки, де остання навантажуніж останній у напрямку проходження стрічки ряд 7 ється водою під тиском гідрозбивання окалини. форсунок на верхній стороні 5, щоб забезпечити Необхідна для забезпечення симетричного симетричний температурний розподіл на верхній і температурного розподілу кількість води залежить нижній сторонах 5, 6 стрічки 4. Дані заходи підтривід швидкості витяжки перед чистовою прокатною муються двома додатковими рядами форсунок 9 у лінією, зносу форсунок для очищення стрічок від напрямку проходження стрічки перед і після окалини у рядах форсунок, від рівня тиску, а також останнього ряду 8 форсунок, причому ряди 9 форвід ширини стрічки. Щоб мати можливість узгосунок навантажують нижню сторону стрічки водою дження з крайовими умовами, які змінюються, у під низьким тиском приблизно 4-10бар. Кількість прокатній лінії, кількість води, що подається на води, що подається на нижню сторону 6 за допострічку під тиском гідрозбивання окалини і більш могою рядів 9 форсунок, є регульованою. низьким тиском, переважним чином може регулюВідстань між останнім рядом 7 форсунок на ватися. верхній стороні та останнім рядом 8 форсунок на У переважному варіанті здійснення винаходу нижній стороні стрічки у принципі необхідно визнасиметричний температурний розподіл на верхній і чати таким чином, щоб ефект охолоджування на нижній стороні стрічки контролюється тим, що безверхній стороні 5 стрічки відповідав ефекту охолоконтактним чином, зокрема, за допомогою піромеджування стрічки на нижній стороні 6. Відстань трів, розміщених у напрямку проходження стрічки може, однак, бути обмеженою внаслідок конструкза пристроєм для гідрозбивання окалини, вимірютивних причин, наприклад, необхідного місця для ються температури на верхній і нижній стороні розміщення пристрою для гідрозбивання окалини, стрічки. розміщення валків або трубопроводів. З цієї приЗокрема, кількість води під більш низьким тисчини охолоджування нижньої сторони 6 стрічки ком може потім змінюватися як встановлювальна підтримується за рахунок ряду 9 форсунок з низьвеличина контуру регулювання таким чином, щоб ким тиском. Крім того, дуже велика відстань мала на верхній і нижній стороні постійно вимірювалися б негативний ефект, оскільки у зв'язку з довгим однакові температури. шляхом від останнього ряду 7 форсунок на верхній Альтернативно або додатково до температур, стороні 5 до входу у чистову прокатну лінію 1 на як регульована величина можуть вимірюватися верхній стороні може утворитися загалом більш моменти прокатки, щонайменше, в одній прокатній товстий шар окалини. кліті чистової прокатної лінії над або під стрічкою. Дієвість охолоджування внаслідок очищення В одному з варіантів здійснення винаходу для від окалини за допомогою рядів 7, 8 форсунок, а підтримки дії заходів, що приймаються у пристрої також додаткового охолоджування за допомогою для гідрозбивання окалини, передбачено, що стрірядів 9 форсунок контролюється розміщеними на чка навантажується водою, щонайменше, між певерхній і на нижній сторонах 5, 6 пірометрами 12 ршими обома прокатними клітями чистової прокаперед входом у першу прокатну кліть F1 чистової тної лінії, причому нижня сторона загалом прокатної лінії або відповідно пірометрами 12' навантажується більшою кількістю води, ніж верхвсередині чистової прокатної лінії. Нарешті, у пеня сторона стрічки. Крім того, і розміщення верхрших трьох клітях F1-F3 чистової прокатної лінії 1 ньої та нижньої балок може здійснюватися зі змівимірюються моменти, які виникають у верхніх і щенням γ відносно одна одної. нижніх шпинделях 13 робочих валків. Виміряні Крім того, заходи, які приймаються у чистовій пірометрами 12 або 12' температури То, Tu, а тапрокатній лінії, можуть контролюватися за допомокож виміряні на робочих валках моменти Mw1u-3u, гою контуру регулювання з використанням виміряMw1o-3o подаються як регульована величина у конних температур на верхній та нижній сторонах тур регулювання, керований обчислювальним застрічки і кількості води, що підводиться, як регусобом, який впливає як встановлювальна величилюючої величини. на на кількість води Vz, що подається за Нижче винахід описується більш детально з допомогою рядів 9 форсунок, або на кількості води посиланнями на креслення, на яких показано: Voi, Vui і Voj, Vuj рядів 17, 17' і 18, 18' форсунок, що Фіг.1 - принципова схема для ілюстрації відповводяться всередині прокатної лінії, щоб підтривідного винаходу способу, мувати бажаний симетричний температурний розФіг.2 - вигляд збоку пристрою для гідрозбиподіл на верхній і нижній сторонах 5, 6 стрічки і вання окалини у прокатній лінії, відповідно впливати на розподіл моментів. Ряди Фіг.3 - вигляд збоку пристрою для гідрозби17, 17' і 18, 18' форсунок можуть бути розміщені зі вання окалини у прокатній лінії з додатковим охозміщенням на відстань 10. Для адаптації обчислюлоджуванням. вального блока 14 до відповідних умов виробницНа Фіг.1 показана чистова прокатна лінія 1 з тва, здійснюється зчитування даних 15 установки і розташованим перед нею у напрямку 2 проходаних 16 процесу. Потрібні наступні дані адаптації дження пристроєм 3 для гідрозбивання окалини у для визначення необхідної кількості води для долінії гарячої прокатки стрічки. На стрічку 4, що продаткового охолоджування за допомогою рядів 9 ходить в лінії гарячої прокатки стрічки, у пристрої 3 форсунок або відповідно для регулювання кількосгідрозбивання окалини на верхній стороні 5 і на тей води Voi, Vui і Voj, Vuj рядів 17, 17' і 18, 18' форнижній стороні 6 подається вода під тиском очисунок у чистовій прокатній лінії: щення від окалини приблизно 200бар від чотирьох - швидкість втягування стрічки перед чистовою рядів 7, 8 форсунок. Останній у напрямку 2 прохопрокатною лінією 1 змінюється в залежності від 7 76744 8 товщини готової стрічки і матеріалу стрічки; форсунок після останнього ряду 7 форсунок на - форсунки у рядах 7, 8 форсунок зазнають нижній стороні стрічки, на якій остання навантажузносу, так що кількість води з часом змінюється; ється водою під тиском видалення окалини. - рівень тиску у живильній мережі рядів 7 форПерелік посилальний позицій сунок коливається; 1. Чистова прокатна лінія - різні значення ширини стрічки 4 впливають 2. Напрямок проходження стрічки на відведення води на верхній стороні 5 стрічки 4. 3. Пристрій для гідрозбивання окалини На Фіг.2 показаний схематичний вигляд збоку 4. Стрічка пристрою 3 для гідрозбивання окалини без рядів 9 5. Верхня сторона форсунок для води низького тиску. У цьому варіа6. Нижня сторона нті здійснення симетричний температурний розпо7. Ряди форсунок (тиск очищення від окалини) діл на верхній і нижній сторонах 5, 6 стрічки 4 до8. Ряди форсунок (тиск очищення від окалини) сягається тільки за рахунок розміщення зі 9. Ряди форсунок (низького тиску) зміщенням на відстань у напрямку 2 проходження 10. Відстань γ стрічки останнього ряду 7 форсунок. Крім того, з 12. 12' Пірометр Фіг.2 можна бачити, що на верхній стороні 5 стріч13. Точки вимірювання ки розміщені так звані уловлювачі 17 води, які до14. Обчислювальний пристрій датково знижують ефект охолоджування верхньої 15. Дані установки сторони 5 стрічки і в обмеженій мірі можуть вико16. Ряди форсунок у межах чистової прокатної ристовуватися як виконавча ланка. лінії На Фіг.3 показаний пристрій 3 для гідрозби17. 17' Ряди форсунок у межах чистової прокавання окалини, в якому подача води під більш нитної лінії зьким тиском до стрічки 4 здійснюється за допомо18. 18' Ряди форсунок у межах чистової прокагою одного ряду 9 форсунок перед і двох рядів 9 тної лінії Комп’ютерна верстка Т. Чепелева Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of removal of slag from the belts
Автори англійськоюSeidel Juergen
Назва патенту російськоюСпособ очистки от окалины лент
Автори російськоюЗайдель Юрген
МПК / Мітки
МПК: B21B 37/74, B21B 45/04
Мітки: очищення, стрічок, спосіб, окалини
Код посилання
<a href="https://ua.patents.su/4-76744-sposib-ochishhennya-strichok-vid-okalini.html" target="_blank" rel="follow" title="База патентів України">Спосіб очищення стрічок від окалини</a>
Спосіб переробки замасленої прокатної окалини
Номер патенту: 53361
Опубліковано: 15.01.2003
Автори: Омесь Микола Михайлович, Кекух Анатолій Володимирович, Соловйов Геннадій Дмитрович, Корякін Володимир Михайлович, Дубина Олег Вікторович, Любимов Іван Михайлович, Шеремет Володимир Олександрович, Коваленко Іван Михайлович, Сокуренко Анатолій Валентинович, Василенко Борис Якович, Білошапка Іван Васильйович, Сміяненко Ігор Миколайович
МПК: C23C 26/00, C10B 37/00
Мітки: переробки, прокатної, спосіб, окалини, замасленої
Формула / Реферат:
1. Спосіб переробки замасленої прокатної окалини, що включає введення замасленої прокатної окалини у вугільну шихту поточного виробництва в кількості 5-10 кг на 1 т шихти з наступною подачею утвореної суміші в процес коксування, який відрізняється тим, що замаслену прокатну окалину перед введенням її у вугільну шихту поточного виробництва змішують з відпрацьованими маслами прокатного виробництва і/чи з відпрацьованими маслами автотранспортних...
Спосіб очищення від окалини плоскої заготовки
Номер патенту: 66601
Опубліковано: 17.05.2004
Автори: Гладкий Антон Володимирович, Сердюк Олексій Іванович, Діамантопуло Юлія Констянтинівна, Капланова Елена Василівна
МПК: B21B 45/04
Мітки: спосіб, заготовки, очищення, окалини, плоскої
Формула / Реферат:
Спосіб очищення від окалини плоскої заготовки, який включає очищення плоскої заготовки від окалини шляхом механічного впливу на неї, який відрізняється тим, що механічний вплив на шар окалини здійснюють методом кругової прокатки плоскої заготовки з одночасним локальним знакоперемінним навантаженням периферійної кільцевої частини заготовки.
Спосіб переробки замасленої прокатної окалини
Номер патенту: 76001
Опубліковано: 15.06.2006
Автори: Орел Григорій Іванович, Оторвін Павло Іванович, Корякін Володимир Михайлович, Сокуренко Анатолій Валентинович, Пройдак Юрій Сергійович, Гогенко Олег Олександрович, Котляр Михайло Ігорович, Шеремет Володимир Олександрович, Кріпак Станіслав Миколайович, Кекух Анатолій Володимирович
МПК: C22B 1/16
Мітки: переробки, прокатної, окалини, замасленої, спосіб
Формула / Реферат:
1. Спосіб переробки замасленої прокатної окалини, що включає підготовку вихідної замасленої прокатної окалини, вивантаження її в траншею рудного двору агломераційного цеху на попередньо підготовлену подушку, витримування на подушці з наступним уведенням її в агломераційну шихту і спікання одержаної шихти в агломерат, який відрізняється тим, що як попередньо підготовлену подушку використовують шар важкогрудкованого матеріалу. 2. Спосіб...
Пристрій для очищення від окалини гарячекатаної штаби
Номер патенту: 45140
Опубліковано: 15.03.2005
Автори: Мельник Станіслав Михайлович, РЯБКІН ЮРІЙ ЮРІЙОВИЧ, Пелець Сергій Миколайович, Максаков Анатолій Іванович
МПК: B08B 3/12, B21B 45/04
Мітки: очищення, пристрій, гарячекатаної, штаби, окалини
Формула / Реферат:
1.Пристрій для очищення від окалини гарячекатаної штаби, що містить ультразвуковий генератор, збуджувальний і відбивний хвилеводи, і ролики, які встановлені до і після ультразвукового генератора, який відрізняється тим, що відбивний хвилевід, виконаний у вигляді пластини, з'єднаної зі збуджувальним хвилеводом пружинними підвісками, збуджувальний і відбивний хвилеводи занурені у ванну з рідким середовищем.2. Пристрій за п. 1, який...
Спосіб утилізації замасленої прокатної окалини
Номер патенту: 61728
Опубліковано: 17.11.2003
Автори: Гогенко Олег Олександрович, Сокуренко Анатолій Валентинович, Гришин Олег Миколайович, Кєкух Анатолій Володимирович, Кріпак Станіслав Миколайович, Корякін Володимир Михайлович, Шеремет Володимир Олександрович, Сміяненко Ігор Миколайович, Орел Григорій Іванович, Котляр Михайло Ігорович
МПК: C22B 1/16
Мітки: спосіб, окалини, замасленої, прокатної, утилізації
Формула / Реферат:
Спосіб утилізації замасленої прокатної окалини, що включає змішування вихідної замасленої прокатної окалини з добавками, що мають температуру загоряння більш низьку, ніж температура випару масел, наприклад, торфом і/або тирси і т.п., витримування суміші з наступним введенням отриманого матеріалу в агломераційну шихту і спікання агломерату при масовому співвідношенні замасленої прокатної окалини і торфу 4 частини замасленої прокатної окалини...
Попередній патент: Похідні конденсованого імідазолу, фармацевтична композиція на їх основі
Наступний патент: Спосіб виготовлення безалкогольного пива
Випадковий патент: Концентрат технологічного мастила "сокоріан" для холодної обробки металів тиском