Спосіб виплавки сталі в мартенівській печі та мартенівська піч

Формула / Реферат
1. Спосіб виплавки сталі в мартенівській печі, що включає завалку металошихти, її прогрівання та розплавлення, подачу вуглецевмісних газів у плазмотрон та уведення нагрітого газу в робочий простір печі, який відрізняється тим, що на протязі усіх періодів плавки, по різні сторони від поперечної осі печі, створюють відновлювальні зони перегріву шляхом подачі через плазмотрони природного газу та повітря на межу розрахункового рівня розподілу розплаву сталі й шлаку, при цьому в процесі операції завалки металошихти в плазмотрон подають природний газ і повітря з об'ємним співвідношенням кисню і природного газу a = 0,2-0,35, а після заливання у ванну не менше половини чавуну збільшують об'ємне співвідношення кисню і природного газу в межах a = 0,35-0,5 і впливають плазмовим струменем безпосередньо на тверду й рідку фази до повного розплавлення металошихти, після чого корегують склад розплаву сталі і, при вмісті вуглецю в розплаві менше необхідного для одержання заданої марки сталі, знижують a до 0,35 і збільшують кількість піровуглецю, що виділяється з плазми, а при надлишку в розплаві сталі вуглецю - підвищують оксидний потенціал плазми за рахунок збільшення співвідношення a від 0,5 до 0,8.
2. Мартенівська піч, що включає робочий простір печі, обмежений зверху склепінням, знизу подом, передньою стінкою з завалочними вікнами, задньою стінкою, з обох торців робочого простору розташовані головки з відхідними униз вертикальними каналами, кисневі фурми, встановлені у склепінні печі, яка відрізняється тим, що в нижній частині робочого простору печі, в укосі задньої стінки, під кутом 20-40° до поверхні ванни, симетрично щодо поперечної осі робочого простору печі встановлені плазмотрони, вихідні сопла яких розміщені в зоні розрахункового рівня межі розподілу розплаву сталі й шлаку, а кут між проекцією осей плазмотронів у плані і поздовжньою віссю печі дорівнює 20-80°, при цьому вершини кутів симетрично розташованих плазмотронів зорієнтовані у бік поперечної осі робочого простору печі.
Текст
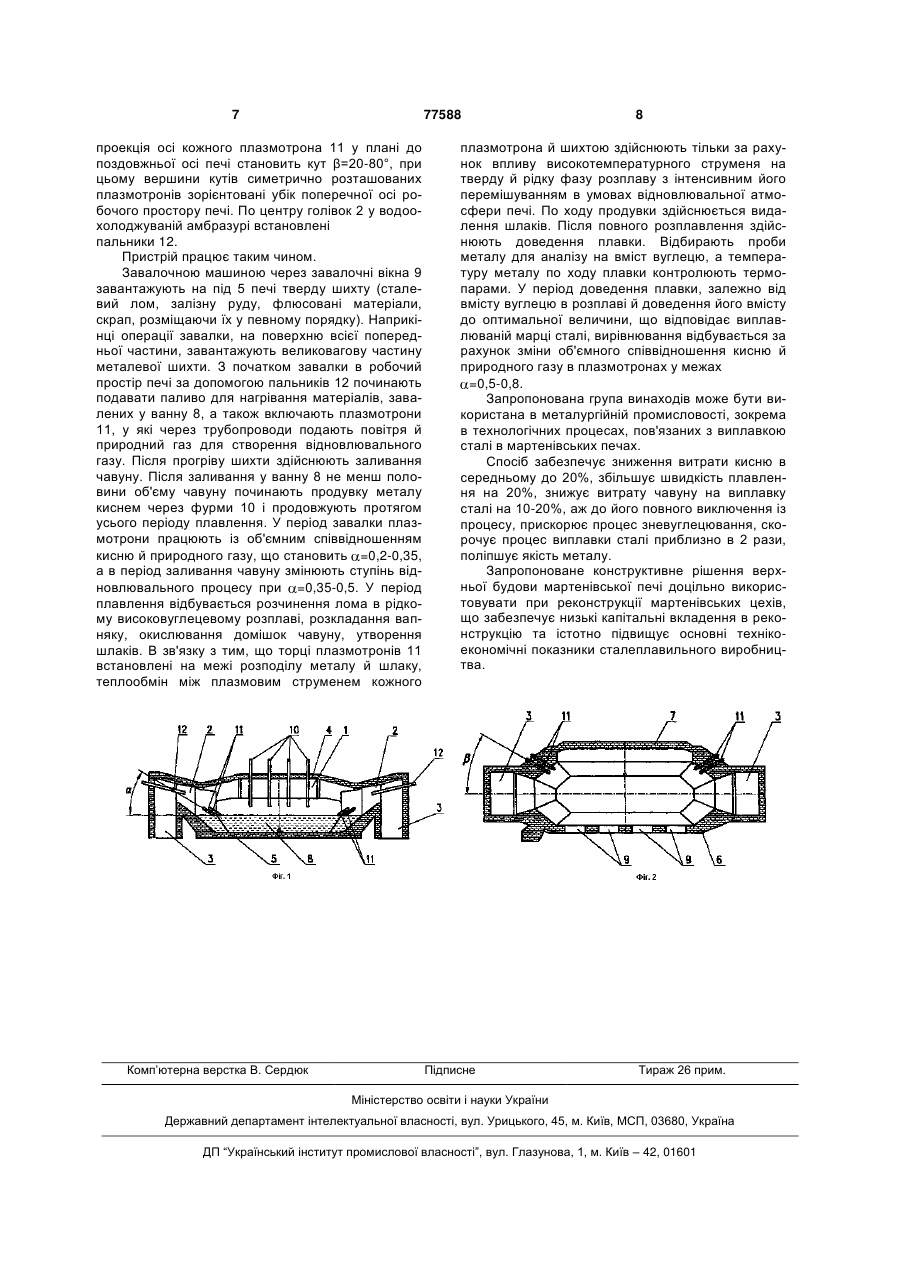
1. Спосіб виплавки сталі в мартенівській печі, що включає завалку металошихти, її прогрівання та розплавлення, подачу вуглецевмісних газів у плазмотрон та уведення нагрітого газу в робочий простір печі, який відрізняється тим, що на протязі усіх періодів плавки, по різні сторони від поперечної осі печі, створюють відновлювальні зони перегріву шляхом подачі через плазмотрони природного газу та повітря на межу розрахункового рівня розподілу розплаву сталі й шлаку, при цьому в процесі операції завалки металошихти в плазмотрон подають природний газ і повітря з об'ємним C2 2 (11) 1 3 до 15.10-2 м3/год на тонну рідкого металу, при цьому продувку рідкого металу здійснюють по зонах, які розосереджують уздовж поздовжньої осі печі, газ у кожній зоні подають із продувного пристрою з не менш 20 соплами з діаметром від 0,70 до 3,2 мм при тиску газу, рівному 1-6 атм, причому газ пропускають розосереджено по поверхні зони через шар пористого вогнетривкого матеріалу фракції 2-10 мм для забезпечення питомої щільності дуття в кожної зоні й межах від 2,0 до 11,5 м3/год її поверхні, при цьому сумарну витрату газу за повний цикл плавки підтримують не менш 0,40 м3/т, збільшуючи її при зниженому вмісті вуглецю в розплаві перед періодом доведення металу [Патент Росії №2167946, Кл. 7 С 21 С 5/04, Заявл. 02.03.2000, Опубл. Бюл.№15,2001]. Однак велика витрата інертного або нейтрального газу, невисока надійність засобів продувки здорожує собівартість виплавлюваної сталі. Найбільш близьким по технічній сутності та досягаемому результату (прототип) прийнятий спосіб опалення сталеплавильних печей природним газом, при якому повітря під надлишковим тиском 2-5 атм, подають у плазмотрон у кількості 0,1-0,5 від його загальної витрати на реформатор, одночасно подаючи природний газ низького тиску, причому 3/4 загальної витрати газу подають спутно факелу, а 1/4 - тангенціальне. Іонізовану частину повітря подають перпендикулярно до бічної поверхні реформатора [А.С. СРСР №468596, Кл. С 21 С 5/04, Заявл. 22.03.74, Опубл. Бюл. №3,1978]. Недоліком відомого способу є недостатньо висока продуктивність процесу, обумовлена неможливістю забезпечення запропонованими технологічними засобами необхідної інтенсивності тепломасообміну в робочому просторі печі, тому що процес супроводжується тільки випромінюванням при відсутності конвективного нагрівання, тим самим підвищується витрата палива. Відома мартенівська піч, що містить подину, ванну, передню стінку зі стовпчиками, кисневі фурми, які встановлені в стовпчиках передньої стінки, а в подині розміщені трубопроводи з отворами для підведення газу [А.С. СРСР №1164275, Заявл. 20.05.83, Опубл. 30.06.85, Бюл. №24]. Недоліком відомого технічного рішення є підвищені питомі витрати палива й кисню при виплавці сталі. Найбільш близькою по технічній сутності та досягаемому результату (прототип) прийнята мартенівська піч, робочий простір якої складається з ванни, передньої й задньої стін і зводу. Ванна розташована в нижній частині робочого простору печі до рівня порогів завалочних вікон, утворена знизу подиною, з торців - укосами, з боків - передньою й задньою стінками. Задня стінка розташована проти завалочних вікон, які розміщені в передній стінці. Звод мартенівської печі арковий, є отвори, у яких розташовані кисневі фурми для продувки ванни киснем. Голівки призначені для подачі в піч палива й повітря і їхнього змішування, правильної організації факелу в робочому просторі та для відводу продуктів горіння з печі. Голівки переходять у вертикальні канали, що з'єднують їх зі шла 77588 4 ковиками. По центру голівки встановлені у водоохолоджуваній амбразурі пальники [Пашинский В.Ф., Пархоменко Д.М. Довідник металурга., Донецьк, "Донбас", 1982, с. 115-117]. Однак дана конструкція дозволяє одержувати відносно низьку світність факелу у зв'язку з тим, що маса газу, яка подається на горіння, мала в порівнянні з масою повітря, і навіть підігрітий природний газ вносить значно меншу кількість тепла в порівнянні з фізичним теплом підігрітого повітря. В основу першого із групи винаходів поставлено завдання вдосконалення способу виплавки сталі в мартенівській печі, шляхом безпосереднього впливу високотемпературними плазмовими струменями на тверду й рідку фази металу в умовах відновлювальної атмосфери, забезпечити можливість зміни умов газоутворення у ванні залежно від змінних умов зневуглецювання, активізувати процес теплообміну між робочим простором печі та ванною, підвищити світність факелу й у результаті цього скоротити тривалість плавки, знизити матеріальні й енергетичні витрати та одержувати продукт, рівноцінний по якості первинному металу. В основу другого із групи винаходів поставлено завдання вдосконалення мартенівської печі, шляхом додаткової установки плазмотронів у задній стінці печі симетрично щодо поперечної вісі робочого простору печі, під кутом до поверхні ванни, вихідні сопла яких розміщені на межі розподілу металу й шлаку, і тим самим забезпечити конвективний безокисний теплообмін плазмового струменя із шихтовим матеріалом і за рахунок цього скоротити тривалість плавки, підвищити продуктивність печі, знизити питому витрату палива. Перше поставлене завдання вирішується тим, що в способі виплавки сталі в мартенівській печі, що включає подачу вуглевмісних газів у плазмотрон й уведення нагрітого газу в робочий простір печі, відповідно до винаходу, на протязі усіх періодів плавки, по різні сторони від поперечної осі печі створюють відновлювальні зони перегріву шляхом подачі через плазмотрони природного газу й повітря на межу розрахункового рівня розподілу розплаву металу й шлаку, при цьому в процесі операції завалки в плазмотрон подають природний газ і повітря з об'ємним співвідношенням кисню до природного газу =0,2-0,35, а після заливання у ванну не менш половини чавуну, збільшують об'ємне співвідношення кисню й природного газу в межах =0,35-0,5 і впливають плазмовим струменем безпосередньо на тверду й рідку фази до повного розплаву металу, після чого коректують склад металу, і при вмісті вуглецю в розплаві менше необхідного для одержання заданої марки сталі, знижують а до 0,35 і збільшують кількість піровуглецю, що виділяється із плазми, а при надлишку в металі вуглецю -підвищують окисний потенціал плазми за рахунок збільшення співвідношення а від 0,5 до 0,8. Одночасне уведення в робочий простір печі плазмових струменів, значення температур яких перебуває в межах 3500-4500 °С, забезпечує більш високу температуру робочого простору печі, створюючи при цьому відновлювальне середовище. При "м'якому" плазмовому окислюванні, коли 5 продувка рідкого металу здійснюється не чистим киснем, а в суміші з відновниками, процес окислювання проходить більш спокійно й метал виходить кращої якості (менше неметалічних включень). Залежно від періодів плавки в мартенівській печі коректують об'ємне співвідношення кисню й природного газу, параметри яких визначені експериментальне. У запропонованих умовах зростає значимість забезпечення гнучкого регулювання по ходу плавки в оптимальних межах, обумовлених умовами винаходу. Розвиток процесів у ванні розплаву визначається також кількістю витікаючих плазмових струменів, зі збільшенням яких умови теплообмінних процесів поліпшуються. За рахунок форсування періодів плавлення й доведення досягається скорочення тривалості плавки, при цьому вдосконалюються якісні показники продукту, необхідні при виплавці вітчизняних марок стали. Друге поставлене завдання вирішується тим, що мартенівська піч, яка включає робочий простір печі, обмежений зверху зводом, знизу - подом, передньою стінкою із завалочними вікнами, задньою стінкою, з обох торців робочого простору розташовані голівки з відхідними униз вертикальними каналами, кисневі фурми, установлені у зводі печі, відповідно до винаходу, у нижній частині робочого простору печі, в укосі задньої стінки, під кутом 20-40° до поверхні ванни, симетрично щодо поперечної осі робочого простору печі встановлені плазмотрони, вихідні сопла яких розміщені в зоні розрахункового рівня межі розподілу розплаву металу й шлаку, а проекції осей плазмотронів у плані до поздовжньої осі печі утворюють кут 2080°, при цьому вершини кутів симетрично розташованих плазмотронів зорієнтовані убік поперечної осі робочого простору печі. Розміщення в робочому просторі печі симетрично встановлених щодо поперечної осі печі груп плазмотронів формує рівномірно-об'ємний високотемпературний струмінь для спрямованого радіаційного теплообміну в робочому просторі печі, розташування їх в укосі задньої стінки забезпечує перемішування розплаву струменями плазмових факелів, а їх взаєморозташування підвищує ефективність випромінювальної здатності плазми. Отже, залишаються постійними теплопередача в робочому просторі та окисна здатність атмосфери печі. Наявність більш високої температури в робочому просторі печі дозволяє скоротити подачу кисню та витрату палива. Сутність винаходу пояснюється кресленнями, де - на Фіг. 1 показана мартенівська піч, верхня будова, поздовжній розріз: - на Фіг. 2 - те ж, вид зверху. Заявлений спосіб реалізується таким чином. Плавка сталі в мартенівській печі включає завалку металошихти, її прогрів паливо-факелом через пальник, установлений у голівці печі, та плазмовими відновлювальними струменями, що виходять із плазмотронів, у які подають повітря й природний газ, причому об'ємне співвідношення кисню й природного газу, що подаються в плазмотрони в цей період плавки, становить =0,2-0,35. 77588 6 При досягненні рівномірного прогріву шихти по глибині шару, температура поверхні шихти стабілізується й становить понад 1300°С. Після закінчення періоду прогріву шихти, здійснюють заливання чавуну в піч. Після заливання у ванну половини чавуну, продувають ванну киснем, а в плазмотронах спочатку встановлюють об'ємне співвідношення кисню й природного газу =0,35. У робочому просторі печі, незалежно від її висоти, утворюється відновлювальна атмосфера, у якій викиди металу й шлаків відсутні. Оскільки нагрівання сталі в печі відбувається в основному шляхом тепловипромінювання, теплопередача від плазмових факелів зростає, при цьому утворюється сажистий вуглець, розігрітий до високих температур, що має високу випромінювальну здатність, і за рахунок цього інтенсифікується теплообмін у просторі печі. Після закінчення повного заливання чавуну, у плазмотронах доводять об'ємне співвідношення до =0,5, при цьому в плазмі відсутній піровуглець і більше не попадає в атмосферу печі. Теплообмін між плазмовим струменем і шихтою здійснюється тільки за рахунок безпосереднього впливу високотемпературного струменя на розплав в умовах відновлювальної атмосфери. Створення високої температури в робочому просторі печі дозволяє скоротити витрату твердих окислювачів, що зменшує кількість шлаків, витрату палива, чавуну та кисневого дуття. Оскільки зріз сопла плазмотрона знаходиться на межі розподілу розплаву шлаку і металу, при впливі плазмових струменів відбувається інтенсивне перемішування розплаву, що позитивно впливає на теплові процеси в розплаві. Після повного розплаву металу роблять доведення плавки, коректують склад і температуру металу перед розкисленням і випуском. Відбирають проби металу для аналізу на вміст вуглецю й при необхідності, на вміст марганцю, сірки й фосфору. Температуру металу по ходу плавки контролюють постійно. При зниженому вмісті вуглецю в рідкій сталі, установлюють об'ємне співвідношення кисню й природного газу в плазмотронах у межі =0,35. При цьому виділяється піровуглець, який, розчиняючись у рідкому металі, створює необхідну концентрацію вуглецю в готовому металі. Підвищений зміст вуглецю в розплаві над заданим його вмістом у готовій сталі знижують шляхом підвищення окисного потенціалу плазми за рахунок збільшення значення а від 0,5 до 0,8. Верхня будова мартенівської печі складається з робочого простору печі 1 і голівок 2 із відхідними униз вертикальними каналами 3. Робочий простір печі обмежений зверху зводом 4, знизу - подом 5, передньою й задньою стінками 6 й 7. Під 5 виконаний з укосами в напрямку до стінок печі. У нижній частині робочого простору печі розташована ванна 8. У передній стінці 6 печі розташовані завалочні вікна 9, а у зводі печі - кисневі фурми 10. У нижній частині робочого простору печі, в укосі задньої стінки 7, під кутом =20-40° до поверхні ванни, симетрично щодо поперечної осі робочого простору печі, встановлені плазмотрони 11, передні торці яких розміщені в зоні розрахункового рівня межі розподілу розплаву металу та шлаку, а 7 77588 проекція осі кожного плазмотрона 11 у плані до поздовжньої осі печі становить кут β=20-80°, при цьому вершини кутів симетрично розташованих плазмотронів зорієнтовані убік поперечної осі робочого простору печі. По центру голівок 2 у водоохолоджуваній амбразурі встановлені пальники 12. Пристрій працює таким чином. Завалочною машиною через завалочні вікна 9 завантажують на під 5 печі тверду шихту (сталевий лом, залізну руду, флюсовані матеріали, скрап, розміщаючи їх у певному порядку). Наприкінці операції завалки, на поверхню всієї попередньої частини, завантажують великовагову частину металевої шихти. З початком завалки в робочий простір печі за допомогою пальників 12 починають подавати паливо для нагрівання матеріалів, завалених у ванну 8, а також включають плазмотрони 11, у які через трубопроводи подають повітря й природний газ для створення відновлювального газу. Після прогріву шихти здійснюють заливання чавуну. Після заливання у ванну 8 не менш половини об'єму чавуну починають продувку металу киснем через фурми 10 і продовжують протягом усього періоду плавлення. У період завалки плазмотрони працюють із об'ємним співвідношенням кисню й природного газу, що становить =0,2-0,35, а в період заливання чавуну змінюють ступінь відновлювального процесу при =0,35-0,5. У період плавлення відбувається розчинення лома в рідкому високовуглецевому розплаві, розкладання вапняку, окислювання домішок чавуну, утворення шлаків. В зв'язку з тим, що торці плазмотронів 11 встановлені на межі розподілу металу й шлаку, теплообмін між плазмовим струменем кожного Комп’ютерна верстка В. Сердюк 8 плазмотрона й шихтою здійснюють тільки за рахунок впливу високотемпературного струменя на тверду й рідку фазу розплаву з інтенсивним його перемішуванням в умовах відновлювальної атмосфери печі. По ходу продувки здійснюється видалення шлаків. Після повного розплавлення здійснюють доведення плавки. Відбирають проби металу для аналізу на вміст вуглецю, а температуру металу по ходу плавки контролюють термопарами. У період доведення плавки, залежно від вмісту вуглецю в розплаві й доведення його вмісту до оптимальної величини, що відповідає виплавлюваній марці сталі, вирівнювання відбувається за рахунок зміни об'ємного співвідношення кисню й природного газу в плазмотронах у межах =0,5-0,8. Запропонована група винаходів може бути використана в металургійній промисловості, зокрема в технологічних процесах, пов'язаних з виплавкою сталі в мартенівських печах. Спосіб забезпечує зниження витрати кисню в середньому до 20%, збільшує швидкість плавлення на 20%, знижує витрату чавуну на виплавку сталі на 10-20%, аж до його повного виключення із процесу, прискорює процес зневуглецювання, скорочує процес виплавки сталі приблизно в 2 рази, поліпшує якість металу. Запропоноване конструктивне рішення верхньої будови мартенівської печі доцільно використовувати при реконструкції мартенівських цехів, що забезпечує низькі капітальні вкладення в реконструкцію та істотно підвищує основні технікоекономічні показники сталеплавильного виробництва. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for steel melting in the open-hearth furnace and open-hearth furnace
Автори англійськоюNeklesa Anatolii Tymofiiovych, Neklesa Anatolii Tymofiiovych
Назва патенту російськоюСпособ выплавки стали в мартеновской печи и мартеновская печь
Автори російськоюНеклеса Анатолий Тимофеевич
МПК / Мітки
МПК: H05H 1/26, F27B 3/20, C21C 5/04
Мітки: мартенівській, печі, виплавки, піч, мартенівська, спосіб, сталі
Код посилання
<a href="https://ua.patents.su/4-77588-sposib-viplavki-stali-v-martenivskijj-pechi-ta-martenivska-pich.html" target="_blank" rel="follow" title="База патентів України">Спосіб виплавки сталі в мартенівській печі та мартенівська піч</a>
Спосіб виплавки сталі в мартенівській печі

Номер патенту: 6727
Опубліковано: 16.05.2005
Автори: Нізяєв Костянтин Георгійович, Писаренко Віктор Гурійович, Бойченко Борис Михайлович, Стоянов Олександр Миколайович, Бельгер Олег Іванович, ТРОЩІЙ Сергій Володимирович, Кекух Анатолій Володимирович, Керницький Віктор Володимирович
МПК: C21C 5/04
Мітки: виплавки, сталі, мартенівській, спосіб, печі
Формула / Реферат:
Спосіб виплавки сталі в мартенівській печі, який включає завалку металобрухту, завантаження чавуну, присадку сипучих охолоджувачів, флюсів і матеріалів, що містять марганець, порціями по 1-4 кг/т сталі через кожні 10-15 хвилин, скачування шлаків по ходу плавки, її доведення й розкислення в печі, який відрізняється тим, що присадку матеріалів, що містять марганець, починають після досягнення металом температури 1500-1535°С, основності шлаків,...
Спосіб виплавки сталі в мартенівській печі

Номер патенту: 77375
Опубліковано: 15.11.2006
Автори: Бойко Володимир Семенович, Прахнін Вячеслав Леонідович, Климанчук Владислав Владиславович, Годинський Олександр Анатольович, Кладіті Георгій Олександрович, Антоненко Володимир Федорович, Комар Сергій Михайлович, Цимбой Олександр Васильович, Коваль Сергій Олексійович, Мастицький Анатолій Іванович, Лещенко Єгор Миколайович, Курчі Олександр Костянтинович
МПК: C21C 5/04
Мітки: мартенівській, спосіб, печі, сталі, виплавки
Формула / Реферат:
Спосіб виплавки сталі в мартенівській печі, що включає введення в піч у період завалки матеріалу, який містить карбонат кальцію, який відрізняється тим, що як матеріал, котрий містить карбонат кальцію, вводять напіввипалений доломіт фракції 10-80 мм, який використовують для підсипання несправжніх порогів мартенівської печі на попередніх плавках у кількості 10-15 кг/т сталі.
Спосіб виплавки сталі в основній мартенівській печі

Номер патенту: 52495
Опубліковано: 16.12.2002
Автор: Бойко Володимир Семенович
МПК: C21C 5/04
Мітки: основний, мартенівській, виплавки, сталі, спосіб, печі
Формула / Реферат:
Спосіб виплавки сталі в основній мартенівській печі, що включає завалку металевого брухту, окислювачів, вапняку, який відрізняється тим, що в завалку частково завантажується гарячебрикетоване залізо та металевий брухт у співвідношенні 1:(2,9-6,8), при цьому співвідношення між масами вапняку й окислювачів складає (5,2-8,2):1.
Спосіб виплавки сталі в мартенівській печі

Номер патенту: 52871
Опубліковано: 15.10.2004
Автори: Лозін Геннадій Аркадійович, Бєлітченко Анатолій Константіновіч, Шумахер Евалд, Шумахер Едгар, Костін Анатолій Сєргєєвіч
Мітки: виплавки, спосіб, мартенівській, печі, сталі
Формула / Реферат:
1. Спосіб виплавки сталі в мартенівській печі, що включає завалку металошихти, її прогрів і розплавлення, доведення рідкого металу до необхідних характеристик і продувку його нейтральним чи інертним газом за допомогою розташованих у пористому вогнетривкому шарі подини багатосоплових продувних пристроїв, який відрізняється тим, що продувку ванни нейтральним чи інертним газом проводять через подину ванни з інтенсивністю 1,3 х 10-2 - 15 х 10-2...
Спосіб виплавки сталі в мартенівській печі
Номер патенту: 73902
Опубліковано: 15.09.2005
Автори: Кладіті Георгій Олександрович, Бойко Володимир Семенович, Якін Михайло Миколайович, Прахнін Вячеслав Леонідович, Фентісов Ігор Миколайович, Комар Сергій Михайлович, Лещенко Єгор Миколайович, Цимбой Олександр Васильович, Мастицький Анатолій Іванович, Коваль Сергій Олексійович, Климанчук Владислав Владиславович, Годинський Олександр Анатольович
Мітки: спосіб, сталі, виплавки, мартенівській, печі
Формула / Реферат:
Спосіб виплавки сталі в мартенівській печі, що включає введення у шлакометалеву ванну печі в періоди плавлення й доведення сталі твердого теплоносія у вигляді брикетів, виготовлених з відсівів екзотермічних феросплавів, який відрізняється тим, що в період введення брикетів їх щільність становить 1,3 - 1,8 щільності пічних шлаків, а відкрита пористість 30 - 40 %, причому відсіви екзотермічних феросплавів включають марганець, співвідношення...
Попередній патент: Спосіб одержання похідних [1,4,5]оксадіазепіну
Наступний патент: Композиція інгредієнтів для настоянки “абсент сільвер”
Випадковий патент: Спосіб виконання повторної баріатричної операції після міграції бандажа в порожнину шлунка