Спосіб виготовлення порожнистих прес-форм методом лазерного порошкового спікання
Номер патенту: 77767
Опубліковано: 15.01.2007
Автори: Садовниченко Євген Олександрович, Вітязєв Юрій Борисович, Таран Борис Петрович, Чернишов Сергій Іванович, Акімов Олег Вікторович, Триньова Тетяна Леонідівна
Формула / Реферат
Спосіб виготовлення порожнистих прес-форм, що включає формування складної формоутворювальної поверхні методом селективного лазерного спікання металевого порошку, який відрізняється тим, що одночасно з формоутворювальною поверхнею формують охолоджувальні порожнини прес-форми з технологічними отворами, після утворення порошкової моделі через технологічні отвори охолоджувальні порожнини пошарово покривають термостійким керамічним покриттям і здійснюють інфільтрацію порошкової моделі розплавленою бронзою, після закінчення якої проводять вилучення термостійкого керамічного покриття.
Текст
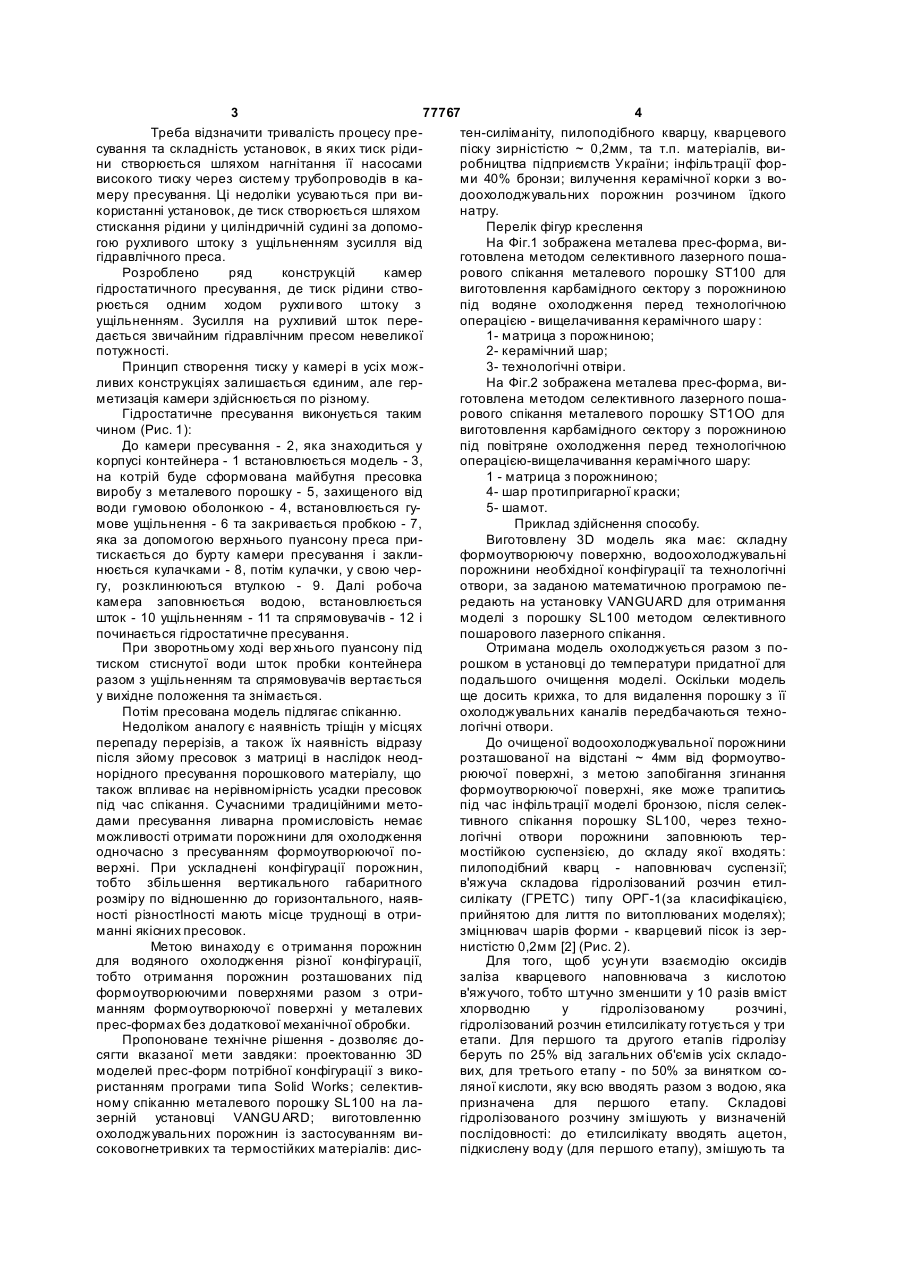
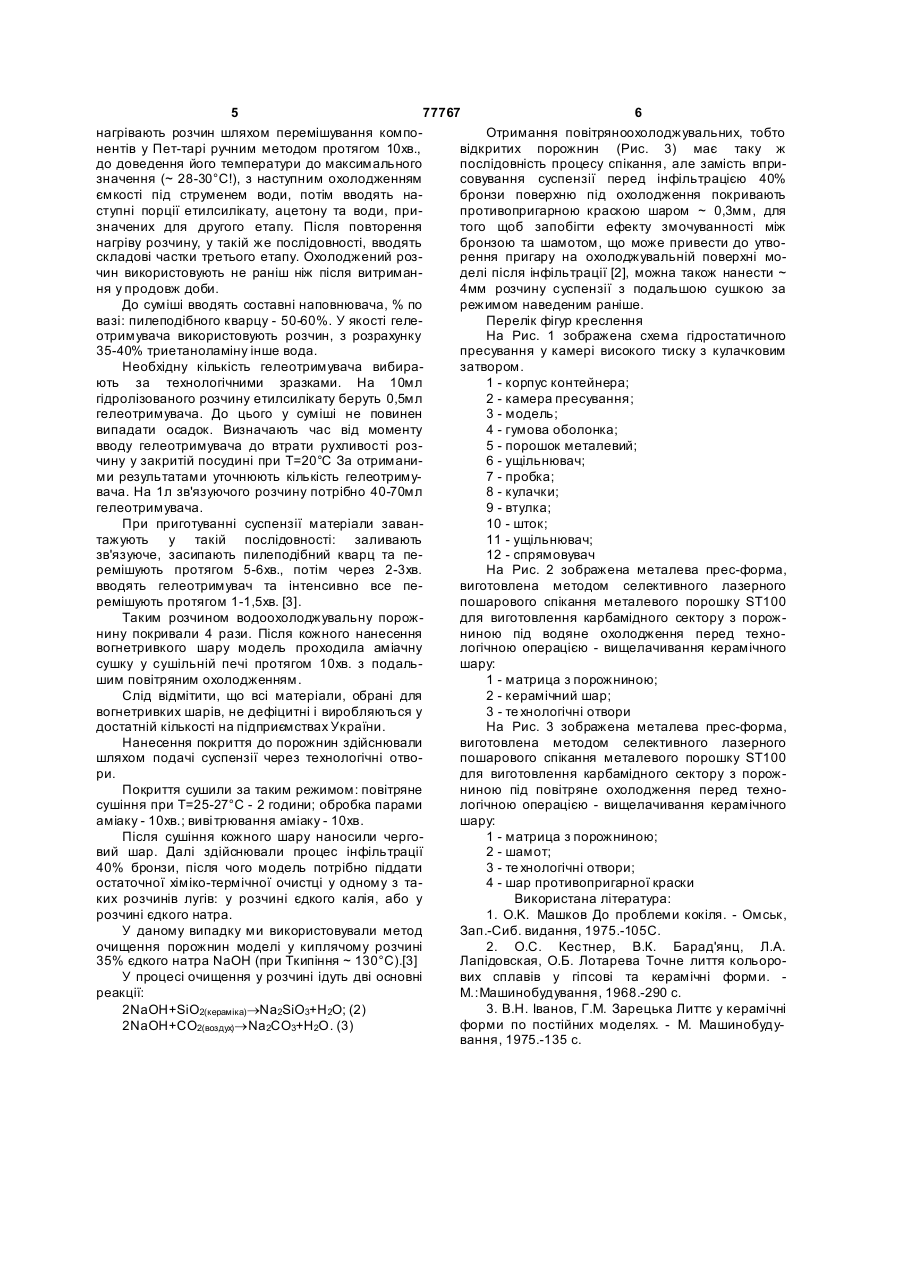
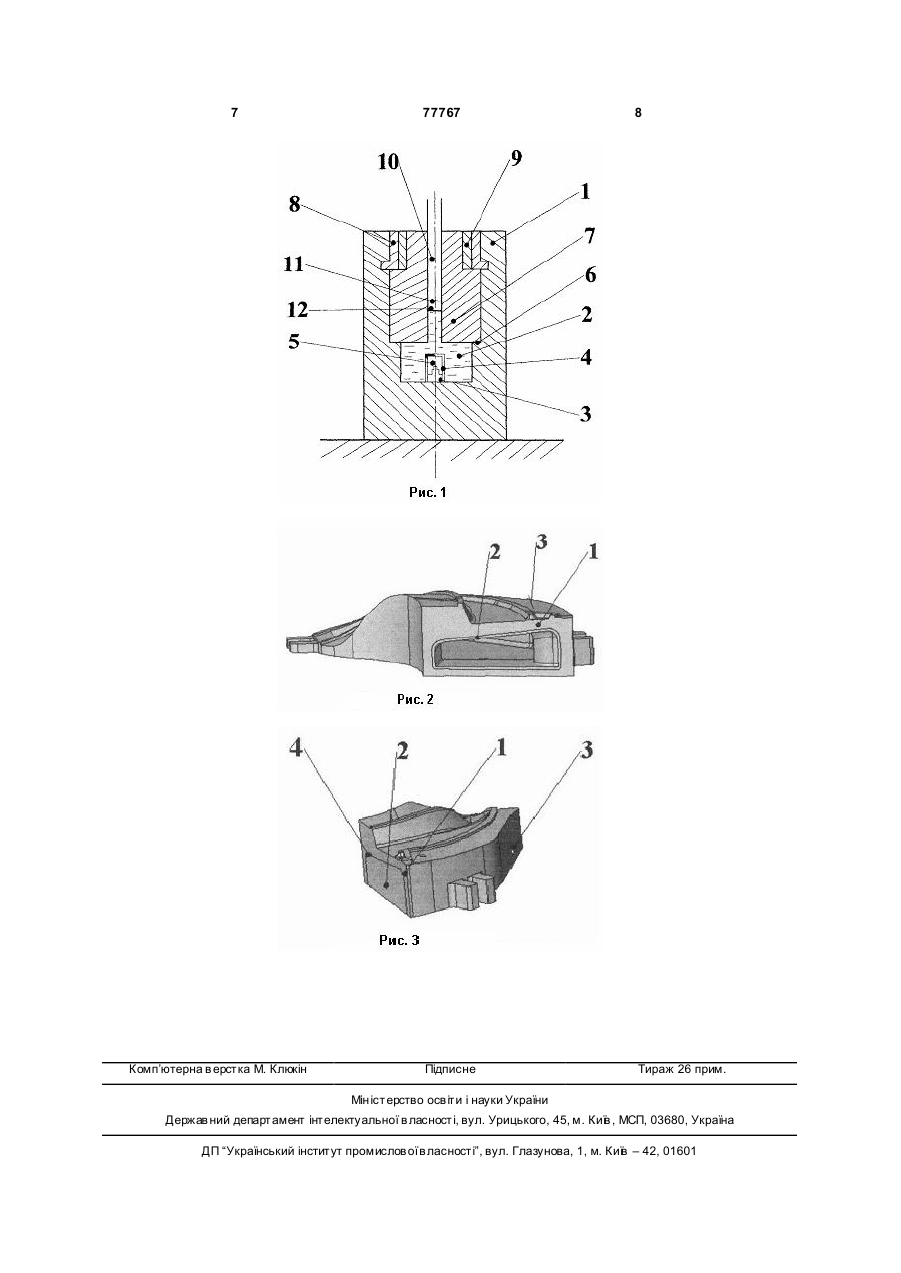
Спосіб виготовлення порожнистих прес-форм, що включає формування складної формоутворювальної поверхні методом селективного лазерного спікання металевого порошку, який відрізняється тим, що одночасно з формоутворювальною поверхнею формують охолоджувальні порожнини прес-форми з технологічними отворами, після утворення порошкової моделі через технологічні отвори охолоджувальні порожнини пошарово покривають термостійким керамічним покриттям і здійснюють інфільтрацію порошкової моделі розплавленою бронзою, після закінчення якої проводять вилучення термостійкого керамічного покриття. UA (21) 20041007994 (22) 04.10.2004 (24) 15.01.2007 (46) 15.01.2007, Бюл. № 1, 2007 р. (72) Чернишов Сергій Іванович, Вітязєв Юрій Борисович, Таран Борис Петрович, Акімов Олег Вікторович, Садовниченко Євген Олександрович, Триньова Тетяна Леонідівна (73) Чернишов Сергій Іванович, Вітязєв Юрій Борисович, Таран Борис Петрович, Акімов Олег Вікторович, Садовниченко Євген Олександрович, Триньова Тетяна Леонідівна, ЗАКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "КОНСТРУКТОРСЬКОТЕХНОЛОГІЧНЕ БЮРО ВЕРИФІКАЦІЙНОГО МОДЕЛЮВАННЯ І ПІДГОТОВКИ ВИРОБНИЦТВА" (56) FR 2851944 A1, 10.09.2004 RU 2021881 C1, 30.10.1994 RU 2086356 C1, 10.08.1997 C2 2 (19) 1 3 77767 4 Треба відзначити тривалість процесу претен-силіманіту, пилоподібного кварцу, кварцевого сування та складність установок, в яких тиск рідипіску зирністістю ~ 0,2мм, та т.п. матеріалів, вини створюється шляхом нагнітання її насосами робництва підприємств України; інфільтрації форвисокого тиску через систему трубопроводів в ками 40% бронзи; вилучення керамічної корки з вомеру пресування. Ці недоліки усуваються при видоохолоджувальних порожнин розчином їдкого користанні установок, де тиск створюється шляхом натру. стискання рідини у циліндричній судині за допомоПерелік фігур креслення гою рухливого штоку з ущільненням зусилля від На Фіг.1 зображена металева прес-форма, вигідравлічного преса. готовлена методом селективного лазерного пошаРозроблено ряд конструкцій камер рового спікання металевого порошку ST100 для гідростатичного пресування, де тиск рідини ствовиготовлення карбамідного сектору з порожниною рюється одним ходом рухли вого штоку з під водяне охолодження перед технологічною ущільненням. Зусилля на рухливий шток переоперацією - вищелачивання керамічного шару : дається звичайним гідравлічним пресом невеликої 1- матрица з порожниною; потужності. 2- керамічний шар; Принцип створення тиску у камері в усіх мож3- технологічні отвіри. ливих конструкціях залишається єдиним, але герНа Фіг.2 зображена металева прес-форма, виметизація камери здійснюється по різному. готовлена методом селективного лазерного пошаГідростатичне пресування виконується таким рового спікання металевого порошку ST1OO для чином (Рис. 1): виготовлення карбамідного сектору з порожниною До камери пресування - 2, яка знаходиться у під повітряне охолодження перед технологічною корпусі контейнера - 1 встановлюється модель - 3, операцією-вищелачивання керамічного шару: на котрій буде сформована майбутня пресовка 1 - матрица з порожниною; виробу з металевого порошку - 5, захищеного від 4- шар протипригарної краски; води гумовою оболонкою - 4, встановлюється гу5- шамот. мове ущільнення - 6 та закривається пробкою - 7, Приклад здійснення способу. яка за допомогою верхнього пуансону преса приВиготовлену 3D модель яка має: складну тискається до бурту камери пресування і заклиформоутворюючу поверхню, водоохолоджувальні нюється кулачками - 8, потім кулачки, у свою черпорожнини необхідної конфігурації та технологічні гу, розклинюються втулкою - 9. Далі робоча отвори, за заданою математичною програмою пекамера заповнюється водою, встановлюється редають на установку VANGUARD для отримання шток - 10 ущільненням - 11 та спрямовувачів - 12 і моделі з порошку SL100 методом селективного починається гідростатичне пресування. пошарового лазерного спікання. При зворотньому ході вер хнього пуансону під Отримана модель охолоджується разом з потиском стиснутої води шток пробки контейнера рошком в установці до температури придатної для разом з ущільненням та спрямовувачів вертається подальшого очищення моделі. Оскільки модель у вихідне положення та знімається. ще досить крихка, то для видалення порошку з її Потім пресована модель підлягає спіканню. охолоджувальних каналів передбачаються техноНедоліком аналогу є наявність тріщін у місцях логічні отвори. перепаду перерізів, а також їх наявність відразу До очищеної водоохолоджувальної порожнини після зйому пресовок з матриці в наслідок неодрозташованої на відстані ~ 4мм від формоутвонорідного пресування порошкового матеріалу, що рюючої поверхні, з метою запобігання згинання також впливає на нерівномірність усадки пресовок формоутворюючої поверхні, яке може трапитись під час спікання. Сучасними традиційними метопід час інфільтрації моделі бронзою, після селекдами пресування ливарна промисловість немає тивного спікання порошку SL100, через техноможливості отримати порожнини для охолодження логічні отвори порожнини заповнюють теродночасно з пресуванням формоутворюючої помостійкою суспензією, до складу якої входять: верхні. При ускладнені конфігурації порожнин, пилоподібний кварц - наповнювач суспензії; тобто збільшення вертикального габаритного в'яжуча складова гідролізований розчин етилрозміру по відношенню до горизонтального, наявсилікату (ГРЕТС) типу ОРГ-1(за класифікацією, ності різностІності мають місце труднощі в отриприйнятою для лиття по витоплюваних моделях); манні якісних пресовок. зміцнювач шарів форми - кварцевий пісок із зерМетою винаходу є о тримання порожнин нистістю 0,2мм [2] (Рис. 2). для водяного охолодження різної конфігурації, Для того, щоб усун ути взаємодію оксидів тобто отримання порожнин розташованих під заліза кварцевого наповнювача з кислотою формоутворюючими поверхнями разом з отрив'яжучого, тобто штучно зменшити у 10 разів вміст манням формоутворюючої поверхні у металевих хлорводню у гідролізованому розчині, прес-формах без додаткової механічної обробки. гідролізований розчин етилсилікату готується у три Пропоноване технічне рішення - дозволяє доетапи. Для першого та другого етапів гідролізу сягти вказаної мети завдяки: проектованню 3D беруть по 25% від загальних об'ємів усіх складомоделей прес-форм потрібної конфігурації з викових, для третього етапу - по 50% за винятком сористанням програми типа Solid Works; селективляної кислоти, яку всю вводять разом з водою, яка ному спіканню металевого порошку SL100 на лапризначена для першого етапу. Складові зерній установці VANGU ARD; виготовленню гідролізованого розчину змішують у визначеній охолоджувальних порожнин із застосуванням випослідовності: до етилсилікату вводять ацетон, соковогнетривких та термостійких матеріалів: диспідкислену воду (для першого етапу), змішують та 5 77767 6 нагрівають розчин шляхом перемішування компоОтримання повітряноохолоджувальних, тобто нентів у Пет-тарі ручним методом протягом 10хв., відкритих порожнин (Рис. 3) має таку ж до доведення його температури до максимального послідовність процесу спікання, але замість впризначення (~ 28-30°С!), з наступним охолодженням совування суспензії перед інфільтрацією 40% ємкості під струменем води, потім вводять набронзи поверхню під охолодження покривають ступні порції етилсилікату, ацетону та води, припротивопригарною краскою шаром ~ 0,3мм, для значених для другого етапу. Після повторення того щоб запобігти ефекту змочуванності між нагріву розчину, у такій же послідовності, вводять бронзою та шамотом, що може привести до утвоскладові частки третього етапу. Охолоджений розрення пригару на охолоджувальній поверхні мочин використовують не раніш ніж після витриманделі після інфільтрації [2], можна також нанести ~ ня у продовж доби. 4мм розчину суспензії з подальшою сушкою за До суміші вводять составні наповнювача, % по режимом наведеним раніше. вазі: пилеподібного кварцу - 50-60%. У якості гелеПерелік фігур креслення отримувача використовують розчин, з розрахунку На Рис. 1 зображена схема гідростатичного 35-40% триетаноламіну інше вода. пресування у камері високого тиску з кулачковим Необхідну кількість гелеотримувача вибиразатвором. ють за технологічними зразками. На 10мл 1 - корпус контейнера; гідролізованого розчину етилсилікату беруть 0,5мл 2 - камера пресування; гелеотримувача. До цього у суміші не повинен 3 - модель; випадати осадок. Визначають час від моменту 4 - гумова оболонка; вводу гелеотримувача до втрати рухливості роз5 - порошок металевий; чину у закритій посудині при Т=20°С За отримани6 - ущільнювач; ми результатами уточнюють кількість гелеотриму7 - пробка; вача. На 1л зв'язуючого розчину потрібно 40-70мл 8 - кулачки; гелеотримувача. 9 - втулка; При приготуванні суспензії матеріали заван10 - шток; тажують у такій послідовності: заливають 11 - ущільнювач; зв'язуюче, засипають пилеподібний кварц та пе12 - спрямовувач ремішують протягом 5-6хв., потім через 2-3хв. На Рис. 2 зображена металева прес-форма, вводять гелеотримувач та інтенсивно все певиготовлена методом селективного лазерного ремішують протягом 1-1,5хв. [3]. пошарового спікання металевого порошку ST100 Таким розчином водоохолоджувальну порождля виготовлення карбамідного сектору з порожнину покривали 4 рази. Після кожного нанесення ниною під водяне охолодження перед техновогнетривкого шару модель проходила аміачну логічною операцією - вищелачивання керамічного сушку у сушільній печі протягом 10хв. з подальшару: шим повітряним охолодженням. 1 - матрица з порожниною; Слід відмітити, що всі матеріали, обрані для 2 - керамічний шар; вогнетривких шарів, не дефіцитні і виробляються у 3 - те хнологічні отвори достатній кількості на підприємствах України. На Рис. 3 зображена металева прес-форма, Нанесення покриття до порожнин здійснювали виготовлена методом селективного лазерного шляхом подачі суспензії через технологічні отвопошарового спікання металевого порошку ST100 ри. для виготовлення карбамідного сектору з порожПокриття сушили за таким режимом: повітряне ниною під повітряне охолодження перед техносушіння при Т=25-27°С - 2 години; обробка парами логічною операцією - вищелачивання керамічного аміаку - 10хв.; виві трювання аміаку - 10хв. шару: Після сушіння кожного шару наносили черго1 - матрица з порожниною; вий шар. Далі здійснювали процес інфільтрації 2 - шамот; 40% бронзи, після чого модель потрібно піддати 3 - те хнологічні отвори; остаточної хіміко-термічної очистці у одному з та4 - шар противопригарної краски ких розчинів лугів: у розчині єдкого калія, або у Використана література: розчині єдкого натра. 1. O.K. Машков До проблеми кокіля. - Омськ, У даному випадку ми використовували метод Зап.-Сиб. видання, 1975.-105С. очищення порожнин моделі у киплячому розчині 2. О.С. Кестнер, В.К. Барад'янц, Л.А. 35% єдкого натра NaОН (при Ткипіння ~ 130°С).[3] Лапідовская, О.Б. Лотарева Точне лиття кольороУ процесі очищення у розчині ідуть дві основні вих сплавів у гіпсові та керамічні форми. реакції: М.:Машинобудування, 1968.-290 с. 3. В.Н. Іванов, Г.М. Зарецька Литтє у керамічні 2NaOH+SiO2(кераміка)®Nа2SiO3+Н2О; (2) форми по постійних моделях. - М. Машинобуду2NaOH+СO2(воздух)®Na2CO3+H2O. (3) вання, 1975.-135 с. 7 Комп’ютерна в ерстка М. Клюкін 77767 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of hollow molds by laser sintering of powdered metal
Автори англійськоюChernyshov Serhii Ivanovych, Chernyshov Sergii Ivanovych, Vitiaziev Yurii Borysovych
Назва патенту російськоюСпособ изготовления полых пресс-форм методом лазерного спекания металлического порошка
Автори російськоюЧернышев Сергей Иванович, Чернышов Сергей Иванович, Витязев Юрий Борисович
МПК / Мітки
МПК: B22C 9/00, B22F 3/26, B22F 3/12, B22F 3/24
Мітки: лазерного, порошкового, порожнистих, спікання, прес-форм, виготовлення, спосіб, методом
Код посилання
<a href="https://ua.patents.su/4-77767-sposib-vigotovlennya-porozhnistikh-pres-form-metodom-lazernogo-poroshkovogo-spikannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порожнистих прес-форм методом лазерного порошкового спікання</a>
Спосіб виготовлення пуансонів прес-форм для виробництва взуття
Номер патенту: 39008
Опубліковано: 15.05.2001
Автори: Гайдук Валентин Миколайович, Передрій Павло Павлович, Тітовський Ігор Миколайович, Тарасюк Павло Юхимович
МПК: A43D 1/00
Мітки: виготовлення, пуансонів, виробництва, прес-форм, спосіб, взуття
Формула / Реферат:
Спосіб виготовлення пуансонів прес-форм для виробництва взуття, який передбачає розміщення і закріплення у прес-формі базового пуансона, введення до порожнини прес-форми заповнювача з його наступним ущільнюванням і технологічну витримку, який відрізняється тим, що виготовлення пуансона здійснюють у дві стадії, на одній з яких попередньо у прес-формі по базовому пуансону з алюмінію відливають заготівку з позитивною конфігурацією сліду взуття з...
Композиція для виготовлення поліуретанових прес-форм для взуття з поліуретановим низом
Номер патенту: 18234
Опубліковано: 15.11.2006
Автори: Гайдук Валентин Миколайович, Тарасюк Павло Юхимович, Лаєвська Гітель Срулівна, Івашина Оксана Олексіївна
МПК: C08G 18/64
Мітки: виготовлення, прес-форм, композиція, поліуретановим, взуття, поліуретанових, низом
Формула / Реферат:
Композиція для виготовлення поліуретанових прес-форм для взуття з поліуретановим низом, яка містить дифенілметан-4,4"-діізоціанат і поліефір П515, яка відрізняється тим, що в композицію додатково введений 3,5-диметилтіо-2,4(2,6) толуїлендіамін при такому співвідношенні інгредієнтів в мас.ч.: дифенілметан-4,4 - діізоціанат 19,48-19,53 поліефір П515 65,45-65,55 ...
Спосіб виготовлення матриць прес-форм
Номер патенту: 28352
Опубліковано: 16.10.2000
Автори: Алєксєєв Анатолій Глібович, Мякота Ігор Семенович
МПК: B29C 33/40, C23C 4/00
Мітки: прес-форм, виготовлення, спосіб, матриць
Формула / Реферат:
1. Способ изготовления матриц пресс-форм, включающий нанесение на модель рабочего слоя, установку модели с нанесенным рабочим слоем в полость пресс-формы, заполнение ее конструкционным материалом, его отвердение и отделение модели от рабочего слоя, отличающийся тем, что в качестве конструкционного материала используют композицию полимеров с металлосодержащим наполнителем при следующих соотношениях компонентов в % массы: ...
Спосіб виготовлення порошкового дроту
Номер патенту: 35951
Опубліковано: 16.04.2001
Автори: Махно Дмитро Володимирович, Моляр Олександр Григорович, Радченко Леонід Максимович, Бойко Петро Антонович, Вржижевський Едуард Леонович, Лобода Петро Іванович, Степанчук Анатолій Миколайович, Собокар Володимир Костянтинович, Петриченко Ірина Костянтинівна
МПК: B23K 35/40
Мітки: виготовлення, порошкового, дроту, спосіб
Формула / Реферат:
Спосіб виготовлення порошкового дроту, що включає формування компонентів в заготовку у вигляді металевого стрижня, який відрізняється тим, що вихідні компоненти - порошки титану та алюмінію беруть у співвідношенні 60 і 40% відповідно, та пластифікатор – 30% розчин полівінілового спирту - в воді, зміщують, формують в пресформі для мундштучного пресування гнучкий порошковий дріт, який розрізають на стрижні заданої довжини, сушать, а потім...
Спосіб виготовлення порожнистих полімерних моделей з функціональною поверхнею
Номер патенту: 68187
Опубліковано: 15.07.2004
Автори: Яковишин Олег Анатолійович, Шинський Олег Йосипович, Пащенко Василь Миколайович, Ясинський Олександр Олександрович, Чорновол Аркадій Васильович, Тарасевич Микола Іванович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22C 9/04
Мітки: поверхнею, моделей, порожнистих, спосіб, полімерних, виготовлення, функціональною
Формула / Реферат:
1. Спосіб виготовлення порожнистих полімерних моделей з функціональною поверхнею, який полягає в послідовному введенні в порожнину пористої прес-форми легуючих або модифікуючих домішок і гранул полімеру, що спінюється, який відрізняється тим, що в процесі спікання моделі домішки і гранули на внутрішній поверхні пористої прес-форми утримуються вакуумом герметичного контейнера, в якому розміщена прес-форма.2. Спосіб за п.1, який...
Попередній патент: Пристрій для зміни напряму смуги у змотувальному пристрої
Наступний патент: Міжлопатна площадка для опорного диска лопаток вентилятора турбореактивного двигуна і опорний диск лопаток
Випадковий патент: Спосіб діагностики ступеня ішемічного ушкодження паренхіми нирки у хворих на сечокам'яну хворобу із обструкцією сечоводу