Спосіб виготовлення матриць прес-форм
Номер патенту: 28352
Опубліковано: 16.10.2000
Формула / Реферат
1. Способ изготовления матриц пресс-форм, включающий нанесение на модель рабочего слоя, установку модели с нанесенным рабочим слоем в полость пресс-формы, заполнение ее конструкционным материалом, его отвердение и отделение модели от рабочего слоя, отличающийся тем, что в качестве конструкционного материала используют композицию полимеров с металлосодержащим наполнителем при следующих соотношениях компонентов в % массы:
эпоксидно-фурановая смола (связующее)
10... 20,
полиэтиленполиамин (отвердитель)
З... 9,
алюминиевая бронза(металлосодержащий наполнитель)
остальное,
а его отвердение осуществляют в три стадии: 24 часа при температуре 20°С, 4 часа при 80°С и 4 часа при 180°С, при этом модель удаляют перед третьей стадией отвердения.
2. Способ по п. 1, отличающийся тем, что нанесение воздушно-плазменным напылением рабочего слоя осуществляют на предварительно нанесенный из поливинилового спирта промежуточный слой.
Текст
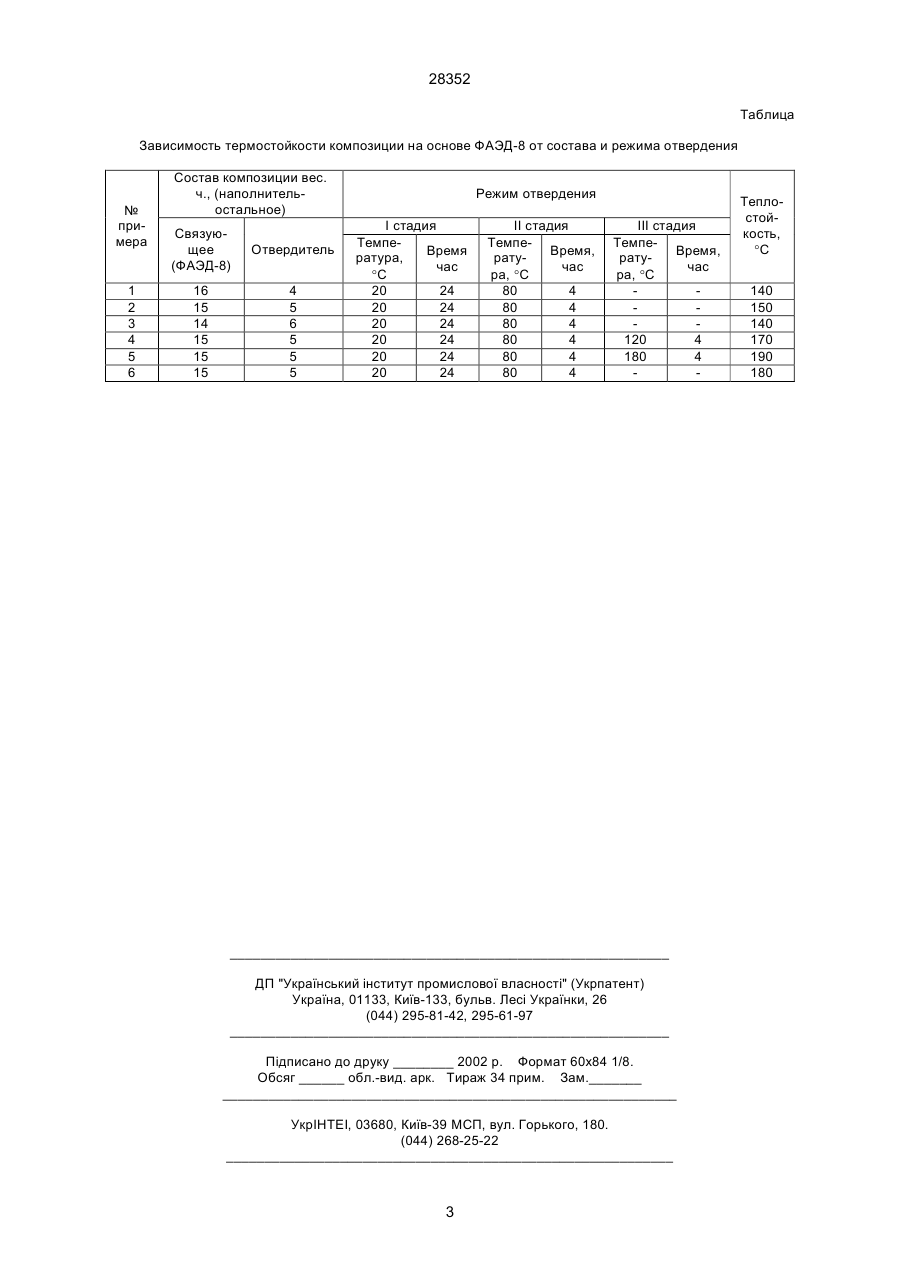
1. Способ изготовления матриц пресс-форм, включающий нанесение на модель рабочего слоя, установку модели с нанесенным рабочим слоем в полость пресс-формы, заполнение ее конструкционным материалом, его отвердение и отделение модели от рабочего слоя, отличающийся тем, что в качестве конструкционного материала используют композицию полимеров с металлосо 28352 а его отвердение осуществляют в три стадии: 24 часа при температуре 20°С, 4 часа при 80°С и 4 часа при 180°С, при этом модель удаляют перед третьей стадией отвердения, а также тем, что рабочий слой наносят воздушно-плазменным напылением после нанесения на модель промежуточного слоя из поливинилового спирта. Использование в качестве конструкционного материала композиции полимеров с металлосодержащим наполнителем при следующем соотношении компонентов в % массы: эпоксидно-фурановая смола 10…20 (связующее) полиэтиленполиамин (отвердитель) 3…9 алюминиевая бронза (металлосодержащий наполнитель) остальное, в совокупности с режимом отвердения в три стадии: 24 часа при температуре 20°С, 4 часа при 80°С и 4 часа при 180°С обеспечивает необходимую теплостойкость пресс-формы для изготовления деталей из пластмасс, а также две первые стадии режима отвердевания обеспечивают прочность конструкционного материала, достаточную для проведения третьей стадии отвердевания после удаления моделей из органических материалов с температурой размягчения ниже 100°С. Удаление модели перед третьей стадией отвердения конструкционного материала обеспечивает возможность проведения высокотемпературной стадии отвердения для достижения необходимой теплостойкости пресс-формы без повреждения модели из органических материалов с температурой размягчения ниже 100°С и дальнейшее ее использование без реставрации. Нанесение на модель промежуточного слоя из поливинилового спирта обеспечивает значительное снижение усилия отделения модели от рабочего слоя, нанесенного воздушно-плазменным напылением, за счет эмульгирующих свойств поливинилового спирта. Способ осуществляется следующим образом. На модель из органического материала наносят промежуточный слой из поливинилового спирта. Нанесение рабочего слоя из металлического материала, например, алюминиевой бронзы БрА-10, на модель осуществляют путем воздушно-плазменного напыления. После остывания металлического слоя его, не отделяя от модели, закрепляют в стальной обойме (в полости прессформы), затем подготавливают конструкционный материал для заполнения пустот пресс-формы. Конструкционный материал подготавливают следующим образом. Порошок алюминиевой бронзы 70...80% зернистостью 100...240 мкм смешивают с 10...20% эпоксидно-фуранового связующего ФАЭД-8 при тщательном перемешивании компонентов до образования однородной смеси творожистого вида. Затем, при интенсивном перемешивании, добавляют 5...15% отвердителя - полиэтиленполиамина. Время перемешивания при внесении отвердителя не более 15...20 мин. Приготовленной композицией заполняют полость пресс-формы с зафиксированной в ней моделью с формообразующим элементом. Пресс-форму выдерживают 24 часа при температуре 20°С, затем ее нагревают до температуры 80°С и осуществляют вторую выдержку в течение 4 часов при этой температуре, после этого отделяют модель от рабочего слоя, нагревают до 180°С и осуществляют третью выдержку в течение 4 часов. Примеры составов, режимов отвердения и значения теплостойкости предлагаемых композиций приведены в таблице. Из таблицы видно, что для получения максимальной теплостойкости (пример 5) необходима дополнительная третья выдержка при температуре превышающей установленный предел 90°С. Прочностные показатели композиции после первых двух выдержек обеспечивают безопасное для сформированных матриц удаление модели и проведение высокотемпературной стадии без нее. В примере 6 отсутствие выдержки при температуре 80°С привело к снижению теплостойкости пресс-формы, остаточной деформации конструкционного материла после полного отвердения и разрушению модели из органических материалов. Основные механические показатели термостабилизированной при 180°С композиции (пример 5) при температуре эксплуатации 150°С составляют: механическая прочность на сжатие 72,0 МПа; механическая прочность на изгиб 17,0 МПа; адгезионная прочность сцепления с гладкой обезжиренной металлической поверхностью 22...30 МПа; термоизносостойкость при не более нагреве от 20 до 190°С 40000 циклов; коэффициент теплопроводности 8...19 вт/мград. Предлагаемый способ обеспечивает конструкционному слою матрицы пресс-формы с плазмонапыленными формообразующими элементами, комплекс эксплуатационных показателей, достаточных для промышленной эксплуатации при температуре £190°С. Промышленное применение предлагаемого способа изготовления матриц пресс-форм обеспечивает их массовое производство на технологичных моделях из органических материалов с температурой размягчения ниже 100°С и многократное использование таких моделей без реставрации. 2 28352 Таблица Зависимость термостойкости композиции на основе ФАЭД-8 от состава и режима отвердения № примера 1 2 3 4 5 6 Состав композиции вес. ч., (наполнительостальное) Связующее (ФАЭД-8) Отвердитель 16 15 14 15 15 15 4 5 6 5 5 5 Режим отвердения І стадия ТемпеВремя ратура, час °С 20 24 20 24 20 24 20 24 20 24 20 24 ІІ стадия ТемпеВремя, ратучас ра, °С 80 4 80 4 80 4 80 4 80 4 80 4 ІІІ стадия ТемпеВремя, ратучас ра, °С 120 4 180 4 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 34 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3 Теплостойкость, °С 140 150 140 170 190 180
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing matrices of moulds
Автори англійськоюMiakota Ihor Semenovych, Aleksieev Anatolii Hlibovych
Назва патенту російськоюСпособ изготовления матриц пресс-форм
Автори російськоюМякота Игорь Семенович, Алексеев Анатолий Глебович
МПК / Мітки
МПК: C23C 4/00, B29C 33/40
Мітки: спосіб, виготовлення, матриць, прес-форм
Код посилання
<a href="https://ua.patents.su/3-28352-sposib-vigotovlennya-matric-pres-form.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення матриць прес-форм</a>
Спосіб виготовлення нероз’ємних ливарних форм
Номер патенту: 19722
Опубліковано: 25.12.1997
Автори: Католіченко Володимир Іванович, Шинський Олег Йосипович, Краснощоков Марко Михайлович
МПК: B22C 9/00
Мітки: нероз'ємних, спосіб, ливарних, виготовлення, форм
Формула / Реферат:
Способ изготовления неразъемных литейных форм, включающий установку модели с литниковой системой в опоку, заполнение ее ферромагнитным сыпучим материалом и упрочнение материала вибрацией и магнитным полем, отличающийся тем, что до наложения на форму магнитного поля, поверхностные слои ферромагнитного сыпучего материала, примыкающие к модели, замораживают в плоскостях, перпендикулярных силовым линиям магнитного поля.
Спосіб виготовлення роз’ємних заморожених форм
Номер патенту: 19880
Опубліковано: 25.12.1997
Автори: Плахотнюк Олександр Олексійович, Католіченко Володимир Іванович, Краснощоков Марко Михайлович, Шинський Олег Йосипович
МПК: B22C 9/00
Мітки: виготовлення, спосіб, роз'ємних, форм, заморожених
Формула / Реферат:
Способ изготовления разъемных замороженных форм, включающий заполнение модельной оснастки формовочной смесью, уплотнение ее и последующее замораживание, отличающийся тем, что уплотнение осуществляют моделью, имеющей температуру окружающей среды, а замораживание - моделью, охлажденной до отрицательной температуры, причем обе модели выполнены одинаковыми по размерам и конфигурации.
Спосіб виготовлення ливарних магнітних форм
Номер патенту: 20000
Опубліковано: 25.12.1997
Автори: Краснощоков Марко Михайлович, Католіченко Володимир Іванович, Шинський Олег Йосипович
МПК: C07D 239/46, C07D 239/36, C07D 403/10, C07D 239/26, A61K 31/505
Мітки: виготовлення, магнітних, форм, спосіб, ливарних
Формула / Реферат:
Способ изготовления литейных магнитных форм, включающий установку модели с литниковой системой в контейнер, заполнение его ферромагнитным материалом, уплотнение материала вибрацией и упрочнение формы воздействием электромагнитного поля, отличающийся тем, что виброуплотнение материала и воздействие на форму электромагнитного поля осуществляют поочередно с периодом 3-5с, причем во время воздействия электромагнитного поля измеряют его индукцию в...
Спосіб виготовлення шин та прес-форма для його здійснення
Номер патенту: 5381
Опубліковано: 28.12.1994
Автори: Науменко Олександр Петрович, Дзюра Євген Антонович, Столяр Ігор Анатолійович, Коваленко Олексій Андрійович
МПК: B29C 35/02, B29L 30/00, B29D 30/00
Мітки: виготовлення, спосіб, прес-форма, здійснення, шин
Формула / Реферат:
1. Способ изготовления шин, при котором в пресс-форму концентрично устанавливают предварительно изготовленные кольцевые заготовки, выполненные из одинаковых или различных резиновых смесей, и при смыкании пресс-формы производят формование шин с последующей вулканизацией, отличающийся тем, что перед формованием шины осуществляют одновременную фиксацию кольцевых заготовок, причем образующую посадочную часть шины заготовку фиксируют по...
Спосіб виготовлення металооболонкових форм
Номер патенту: 5265
Опубліковано: 28.12.1994
Автори: Біріньш Анріс Зігфрідович, Марушевський Леонід Васильович, Костенко Георгій Дмитрович
МПК: B22D 11/049
Мітки: металооболонкових, виготовлення, форм, спосіб
Формула / Реферат:
Способ изготовления металлооболочковых форм, преимущественно для наплавки жидкого металла на заготовку, включающий установку в полость кокиля нагретой модели, заполнение зазора между кокилем и моделью термореактивной смесью, отверждение смеси, охлаждение модели и извлечение ее из формы, отличающийся тем, что, с целью повышения качества, отверждение термореактивной смеси осуществляют нагретой моделью до образования твердого слоя толщиной...
Попередній патент: Пристрій для стерілізації харчових консервів за допомогою нвч енергії
Наступний патент: Спосіб керування станом пород у покрівлі виробки
Випадковий патент: Пристрій для рекуперації розчинника із шламу дистилятора машин хімчистки текстильних виробів