Спосіб багатострумкової прокатки
Номер патенту: 7892
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Губайдулін Вячеслав Фуатович, Шульгін Григорій Митрофанович
Формула / Реферат
Способ многоручьевой прокатки, включающий последовательную деформацию заготовки с поэтапным формированием нескольких сопряженных по ширине перемычками прокатных профилей в подготовительном, центрирующем и многоручьевых калибрах и последующее продольное разделение профилей по зонам сопряжения, отличающийся тем, что, с целью повышения технологичности и качества проката путем стабилизации процесса получения сопряженных профилей и размеров проката, боковые стенки раската в подготовительном калибре формируют под углами, равными углам наклона соответствующих граней в плоскости входа заготовки в центрирующий калибр, и производят одновременное касание заготовкой боковых стенок и гребней в центрирующем калибре, а гребнями центрирующего калибра формируют впадины глубиной 0,1-0,33 высоты раската после центрирующего калибра с обжатием по его дну, равным по крайней мере 0,25 глубины впадин, при этом боковые стенки впадин в центрирующем калибре формируют под углами, равными углам наклона соответствующих граней гребней последующего многоручьевого калибра в сечении его плоскостью входа, и в процессе прокатки выдерживают равные расстояния между участками с наибольшей степенью деформации.
Текст
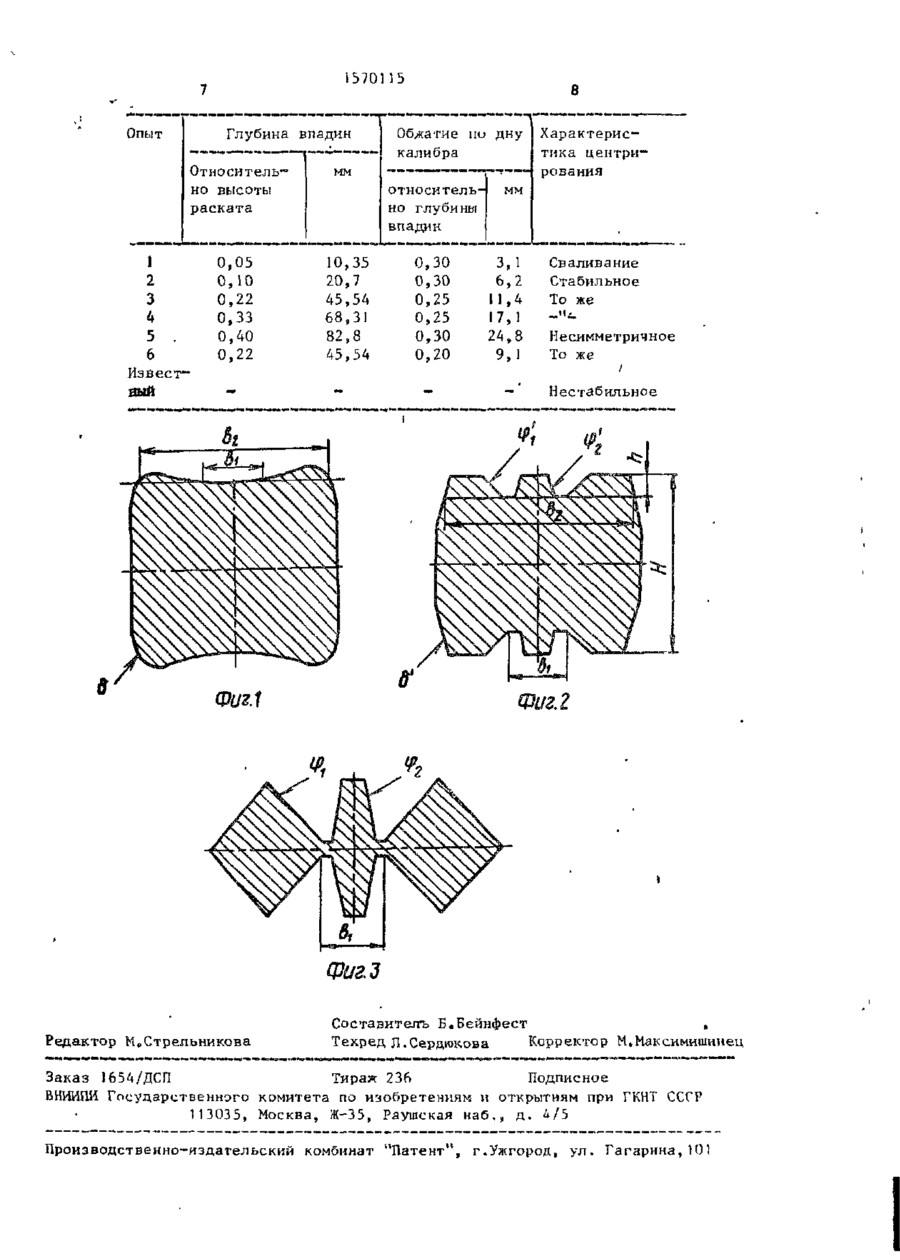
ДЛЯ СЛУЖЕБНОГО ПОЛЬЗОВАНИЯ ЭКЗ WV О 01 СОЮЗ СОВЕТСКИХ СОЦИА ЛИСТИЧЕСНИ X РЕСПУБЛИН В 21 В 1/02 ГОСУДАРСТВЕННЫЙ КОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ -ПРИ ГННТ СССР 1 (21) 4437807/31-02 (22) 10,06,88 (71) Донецкий политехнический институт (72) А.А.Коринь, В.Ф.Губандулин, Д.П.Кукуй и Г,М,Шульгин (53) 621.771.22.04(088,3) (56) Авторское свидетельство СССР № 623592, кл. В 21 В 1/02, 1978. Чекмарев А.П в , Мутьев В.С и Машковцев Р.А. Калибровка прокатных валков, М,, 1971 , с в 245 а О 4 ) СПОСОБ МНОГОРУЧЬЕВОЙ ПРОКАТКИ (•)/ ) И і обретение относится к прокатииму производству, в частности к способу многоручьевой прокатки на облимно-заготовочных и сортовых станах. Цель - повышение технологичности и качества проката путем стабилизации процесса получения сопряженных профилей и размеров проката. При по Изобретение относится к прокатному производству, в частности к способу многоручьевой прокатки на обжим ко-заготовочных и сортовых станах. Целью изобретения является повышение технологичности и качества проката путем стабилизации процесса получения сопряженных профилей и раз меров проката, Ка фиг,1-3 показаны поперечные се чения раската в подготовительном проходе (фиг.1), центрирующем (фиг,2) и последующем первом многоручьемом проходе (фиг,3) 0 Продеформированный в подготовительных калибрах раскат (фиг,1) с 21-90 її лучении многониточного раската заготовку последовательно формируют в подготовительном, центрирующем и многоручьевых калибрах с последующим продольным разделением связанных между собой перемычками профилей. При этом боковые стенки раската в подготовительном калибре и боковые стенки впадин раската после центрирующего калибра формируют так, чтобы обеспечить одновременное касание их с валками по всей плоскости в момент захвата. При этом обеспечивается определенный деформационный режим формирования впадин в центрирующем калибре и выдерживается постоянство ширины участков с наибольшей степенью деформации. Стабилизация процесса прокатки и размеров проката обес~ печивается созданием условий устойчивого поведения раската в валках. 3 ил,, 1 табл. углом наклона боковых граней с* про/ катывают в центрирующем калибре до получения сечения (фиг,2) с углом наклона боковых граней с -4- £, но Г при этом в сечении центрирующего калибра плоскостью входа проекция угла наклона боковых стенок становится" равной углу сГ» При этом в центрирующем калибре производят одновременное касание заготовки боковых стенок и гребней калибра. Как следует из фиг,2, расстояние между участками с наибольшей степенью деформации равно Ьт , а ширина раската (фиг.1) в соответствующем сечении равна Ь^, следовательно, потреб а О 1570115 ная ширина в соответствующем сечении (фиг о 2) тоже равна Ь_ , что обеспечивает одновременное касание раскатом гребней и боковых стенок в центрирующем калибре, а соответствующие значения о м £ обеспечивают касание с боковыми стенками всей поверхностью площадок 1 которые соотносятся с углами наклона с о о т в е т с т вующих -граней гребней многоручьевого калибра через равенство их в сечении плоскости входа в многоручьевой к а либр. Предлагаемый способ осуществляют следующим образом. Непрерывно-литую заготовку стали 50ХГА сечением 340x465 мм прокатывают по существующему режиму обжатий на клети 950 стана 950/900 в системе подготовительных ящичных калибров до сечения 290x255 мм. Затем раскат п е редают на клеть 900 и деформируют в центрирующем и многоручиевых калибрах до получения заданного строенного профиля. После охлаждения порезанный на мерные длины раскат р а з д е ляют в продольном направлении на з а готовки с помощью огневых резаков 6 Расстояние между участками с наибольшей степенью деформации на строенном раскате из конструктивных соображений равно 50 + 2-20 = 90 мм, где 50 мм - ширина ликвационной зоны и соответственно ширина средней заготовки; 20 мм - ширина перемычки между заготовками в і Следовательно, расстояние между впадинами на отцентрированном раскате тоже 90 мм» Ширина раската, предназначенного для центрирования в соответствующем сечении, составляет 233 мм, ширина центрирующего калибра на уровне гребней равна 233 мм. Вы™ пуск боковых стенок центрирующего калибра определяют графоаналитичес 10 20 25 30 35 40 50 55 ким методом, произведя п о с л е д о в а т е л ь ное построение сечения калибра в плоскости входа (с выпуском в этом сечении, который равен углу наклона боковых граней р а с к а т а , предназначенного для центрирования) исходя из обжатия в центрирующем пропуске, з а тем по этому сечению строят нормаль- ное (в радиальной плоскости) изображение калибра. Полученное значение выпуска калибра 2 6 , 8 ° при угле наклона боковых граней раската 2 4 , 4 ° , Обжатие в центрирующем пропуске о п р е деляют исходя из глубины впадин и . величины необходимого обжатия по дну калибра. Исходя из энергосиловых параметров глубина впадины выбрана 40 мм, что составляет 0,19 от высоты раската, равной 207 мм. Обжатие по дну калибра принято 0 , 3 от глубины впадин: 0,3x40=12 мм, т , е , общее о б жатче в центрирующем проходе по участкам с наибольшей степенью деформации 40x2+12=92 мм» Аналогичным образом определяют углы наклона стенок в п а дин отцентрированного р а с к а т а . Углы наклона граней гребней многоручьевого калибра составляют из конструктив*" ных соображений 45°, так как крайние заготовки строенного раската являются квадратными, и 9 (исходя из у с ловия необжимаемости средней з а г о т о в ки) при обжатии 85 мм по участкам с наибольшей степенью деформации ( и с ходя из энергосиловых параметров с т а на) , Построив сечение многоручьевого калибра плоскостью входа при з а д а н ном обжатии, получают углы наклона гребней в проекции на данную п л о с кость соответственно 41,4 и 8,3 • Соответственна равные этим формируются соответствующие боковые стенки впадин отцентрированного р а с ката. Результаты предварительных э к с п е риментов на лабораторном стане 250 с учетом масштаба моделирования приведены в таблице. Совокупность о п е раций позволяет производить высококачественное центрирование раската госледователько в центрирующем и п о с ледующем многоручьевом калибре, при этом элементы раската в центрирующем пропуске, в предыдущем и последующем ему пропусках геометрически взаимно связаны в сечениях плоскостей входа и выхода соответственно для предыдущего и последующего пропусков. Такая 70115 ками с наибольшей степенью деформагеомеч рическля связь гтозвопяет произции обеспечивают соот ь е т с т в и е впадин водить касание раската с вилками в и гребней, взаимосвязь последующих и пчоекосги входа ve отдельными точкапредыдущих проходов по условиях стами габаритных размеров калибра и бильности центрирования, гак как раската, а плоское тями, что являє гея важным условием центрирования и свяразличные расстояния приводят к к а зи последовательной деформации через санию раската и гребней лишь по одфункцию центрирования, Одновременной из двух граней каждой впадины, ность же касания раскатом /ребней и снижая центрирующую способность и 10 боковых стенок практически не допустехнологичность а кает появления несбалансированных Положительный эффект от использоопрокидывающих моментов при а симме гвания данного способа образуется за ричном входе раската в очаг деформасчет улучшения геометрии профиля, ции и исключает асимметрию деформаповышения выхода годного при устрации после момента захвата. нении зачистки готового продукта и повышении производительности при Дпя центрирования раската в многостабильном протекании процесса мноручьевом калибре наобходимы и достагоручьевой прокатки, ючны впадины глубиной 0*1 ..«0,33 высоты раската. Впадины меньше 0,1 20 от высоты раската не способны сгабилъ Ф о р м у л а и з о б р е т е н и я но удерживать гребни последующего калибра ввиду малой своей величины Способ многоручьевой прокатки, даже при малых обжатиях* При этом включающий последовательную деформагребни калибра сминают ограничиваю25 цию з а г о ю в к и с поэтапны.! формироващие впадины фланцы и раскат смещаетнием нескольких сопряженных по ширися на бурты калибра, что приводит к не перемычками прокатных профилей в сваливанию, скручиванию, полной потеподготовительном, центрирующем и ре симметрии поперечного сечения, многоручьевых калибрах и последующее воз'можны и поломки валков. Впадины продольное разделение профилей по 30 зонам сопряжения, глубиной более 0,33 от яысоты раскао т л и ч а ю та не сказываются на качестве центщ и й с я /ем, 4ivt с целью повышерирования, т,е е положительный эффект ния технологичности и качества проне увеличивается, но начинает проявката путем стабилизации процесса п о ляться такой негативный фактор, как лучения сопряженных профилей и р а з более позднее касание фланцами раска- 35 меров проката, боковые стенки р а с к а та дна калибра, а при этом длительта в подготовительном калибре форминое обжатие только гребнями и бокоруют под углами, равными углам навыми стенками калибра ухудшает центклона соответствующих граней в плосрирование и делает возможным смешекости входа заготовки в центрирующий ние осей симметрии поперечного сече40 калибр, и производят одновременное ния раската от соответствующих осей касание заготовкой боковых степок и симметрии калибра на определенный гребней в центрирующем калибре, а угол, что ухудшает в последующем геогребнями цент рирующего калибра форметрию профиля готового проката^ Данмирую j впадины глубиной О,1—0,33 вы™ ный поворот раската не устраняется соты расвата после центрирующего к а дальнейшим обжатием в очаге деформалибра с обжатием по его дну„ равным ции по дну калибра в рассматриваемом по крайней мере 0,25 глубины впадин, проходе, Для недопущения этого явлепри этом боковые стенки впадин в ния для рекомендуемых глубин впадин центрирующем калибре формируют под необходимо применение обжатия по Д Н У 50 углами, равными углам наклона соотцентрирующего калибра не менее 0,25 ветствующих граней гребней последуюглубинь. впадин центрирующего калибра, щего многуручьеної t> калибра в сечеВерхний предел обжатия лимитируется нии его плоское гью входа, и в проконструктивными и технологическими цессе прокатки выдерживают равные параметрами п каждом конкретном слурасстояния между участками с наиболь55 шей степенью деформации* чаеа Равные расстояния между участ— 157ОП5 Опыт Глубина впадин Относительно высоты раската 1 2 3 4 5 . 6 Извест 0,05 0,Ю 0,22 0,33 0,40 0,22 ный Редактор М о Стрельникова Обдатие по дну калибра ММ относительно глубины впадин 10,35 20,7 45,54 68,31 82,8 45,54 0,30 0,30 0,25 0,25 0,30 0,20 Характеристика центрирования мм 3,1 6,2 11,4 17,1 24,8 9,1 Сваливание Стабильное То же —"— Несимметричное То же Нестабильное Составитель Б.Бєйнфест , Техред Л.Сердюкова Корректор М„Максимишинец Заказ 1654/ДСЛ Тираж 236 Подписное ВНИИПИ Государственного комитета по изобретениям \\ открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб.» д . Производственно-издательский комбинат "Патент", г.Ужгород, ул. Гагарина,
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of multipass rolling
Автори англійськоюKorin Andrii Oleksandrovych, Hubaidulin Viacheslav Fuatovych, Kukui Davyd Penhusovych, Kukui Davyd Penkhusovych, Kukuj Davyd Penkhusovych, Shulhin Hryhoryi Mytrofanovych
Назва патенту російськоюСпособ многоручьевой прокатки
Автори російськоюКоринь Андрей Александрович, Губайдулин Вячеслав Фуатович, Кукуй Давид Пенхусович, Шульгин Григорий Митрофанович
МПК / Мітки
МПК: B21B 1/02
Мітки: спосіб, прокатки, багатострумкової
Код посилання
<a href="https://ua.patents.su/4-7892-sposib-bagatostrumkovo-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб багатострумкової прокатки</a>
Спосіб багатострумкової прокатки

Номер патенту: 7891
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Шульгін Григорій Митрофанович, Губайдулін Вячеслав Фуатович, Арефьєв Артур Юрьєвич, Следнев Володимір Петрович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: прокатки, багатострумкової, спосіб
Формула / Реферат:
Способ многоручьевой прокатки, включающий последовательное формирование из непрерывнолитого слитка одновременно трех соединенных перемычками заготовок с сосредоточением ликвационной зоны в средней заготовке и обжатие на конечном этапе прокатки только в крайних диагональных ручьях по большей оси поперечного сечения ликвационной зоны, отличающийся тем, что, с целью уве-личения выхода годного, расстояние между участками с наибольшей степенью...
Спосіб прокатування профілів
Номер патенту: 5339
Опубліковано: 28.12.1994
Автори: Ніколаєв Едуард Петрович, Толпа Анатолій Андрійович
МПК: B21B 1/02
Мітки: спосіб, прокатування, профілів
Формула / Реферат:
Способ прокатки профилей, включающий формирование подката в ящичном калибре в виде прямоугольника с переходными участками между его сторонами и прокатку его в калибрах простой формы с первоначальным контактом при захвате боковых поверхностей калибров с переходными участками, отличающийся тем, что, с целью повышения устойчивости процесса за счет улучшения условий захвата в калибрах простой формы, подкат формируют с двугранными переходными...
Спосіб безперервної прокатки штабів
Номер патенту: 805
Опубліковано: 15.12.1993
Автори: Кузнєцов Лев Федорович, Гавриленко Євген Дмитрович, Филонов Юрій Всеволодович, Андрійчук Сергій Андрійович, Букрєєв Іван Іванович, Холодило Валерій Андрійович, Ющевський Віктор Карлович, Єрємєєв Віктор Іванович, Шишко Юрій Борисович
МПК: B21B 1/26
Мітки: прокатки, спосіб, безперервної, штабів
Формула / Реферат:
Способ непрерывной прокатки полос, преимущественно высоких, в системо ребрового и пластового калибров, включающий создание момента осевого скручивания раската на выходе из калибра в процессе ребрового обжатия, отличающийся тем, что, с целью облегчения кантовки раската при передаче его из ребрового в пластовый калибр, в ребровом калибре создают утолщения в угловых зонах по одной из диагоналей профиля раската путем преимущественного...
Спосіб прокатки круглих заготовок
Номер патенту: 7963
Опубліковано: 26.12.1995
Автори: Лам Матвій Маркович, Шум Валентин Борисович, Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Левицький Анатолій Петрович
МПК: B21B 1/02
Мітки: спосіб, прокатки, круглих, заготовок
Формула / Реферат:
Способ прокатки круглых заготовок из подката квадратного сечения на двухвалковом реверсивном стане, включающий деформацию раската с получением подготовительного овала, ребрового овала, предчистрвого овала и готового круглого профиля с промежуточными кантовками между пропусками на 90°, отличающийся тем, что подготовительный овал формируют в плоском горизонтальном овальном калибре, ребровой овал формируют в чистовом калибре за счет...
Вузол валків
Номер патенту: 2619
Опубліковано: 26.12.1994
Автори: Кірієнко Анатолій Іванович, Міронов Євген Костянтинович, Дорожко Іван Кирилович, Мирошниченко Анатолій Васильович, Данилович Георгій Володимирович, Хорошілов Микола Макарович, Чудновець Олександр Миколайович, Гавриленко Євген Дмитрович, Скороход Микола Михайлович, Локтіонов Петро Якович
МПК: B21B 27/02
Формула / Реферат:
Узел валков для прокатки швеллерных профилей, содержащий валок с одногребневым ручьем и валок с двухгребневым ручьем с подгибкой полосового раската, отличающийся тем, что валок с одногребневым ручьем снабжен дополнительными гребнями с высотой, в 1,05-1,5 раза превышающей высоту основного гребня, расположенными по обе стороны от гребней двухгребневого ручья другого валка, а на боковых поверхностях дополнительных гребней со стороны, примыкающей...
Попередній патент: Спосіб багатострумкової прокатки
Наступний патент: Спосіб прокатки круглих заготівок
Випадковий патент: Спосіб заключення в парафін гістологічних об'єктів з фіксованою товщиною