Спосіб прокатки злитків
Номер патенту: 7940
Опубліковано: 26.12.1995
Автори: Шеремет Володимир Олександрович, Полуновський Ісаак Овсійович, Ротару Іон Теодорович, Макаров Григорій Арестович, Аскерко Григорій Михайлович, Тільга Степан Сергійович, Кукуй Давид Пенхусович, Нечепоренко Володимир Андрійович, Омєсь Миколай Михайлович, Корінь Андрій Олександрович
Формула / Реферат
Способ прокатки слитков спокойных и полу-спокойных низколегированных сталей, включающий прокатку на гладкой бочке и в ящичных калибрах в несколько проходов, отличающийся тем, что прокатку в ящичных калибрах ведут с отношением скорости деформирования центрального продольного участка слитка к скорости деформирования крайних участков в пределах 1,015-1,045.
Текст
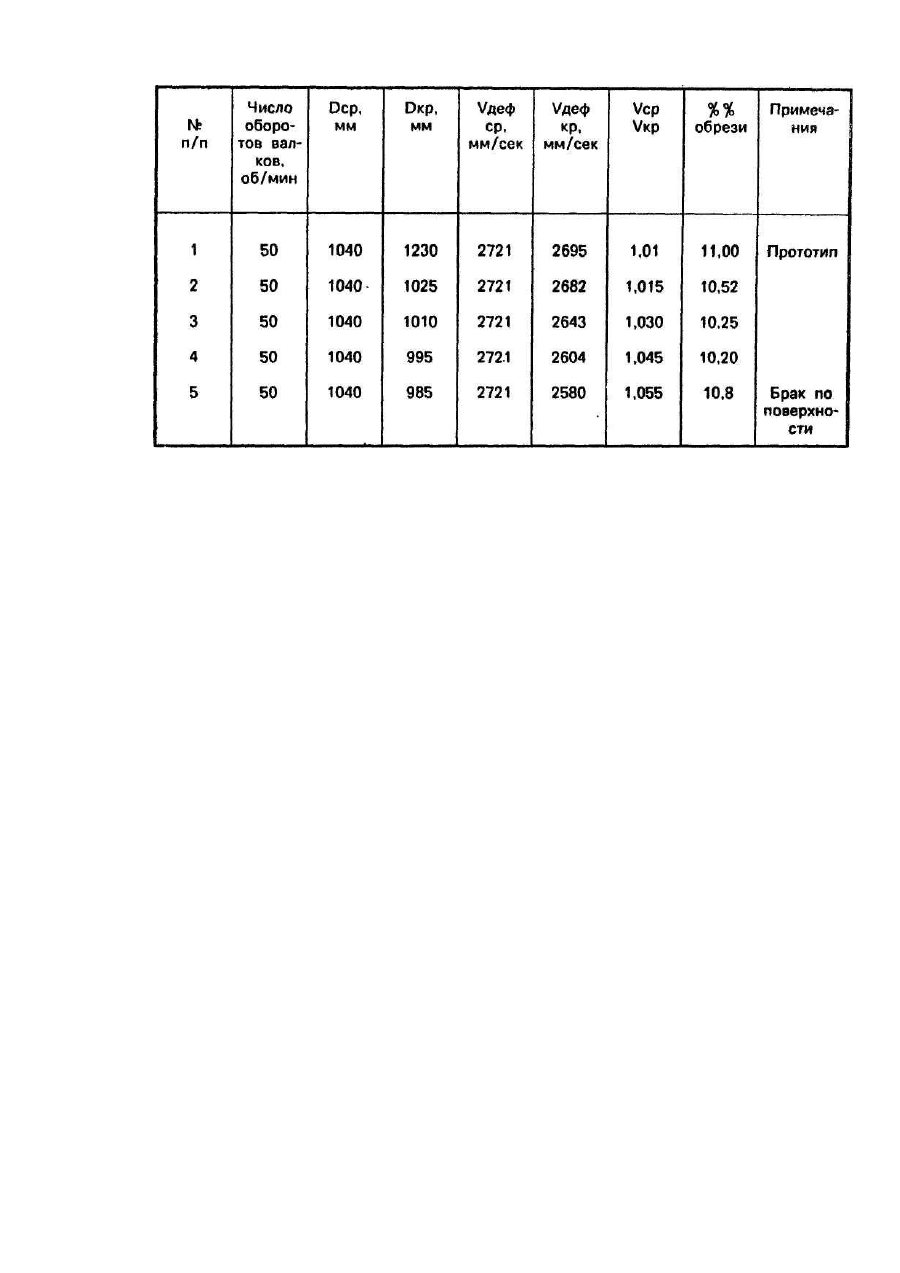
Изобретение относится к черной металлургии и может быть использовано при прокатке слитков на обжимных и заготовочных станах. Известен способ прокатки слитков на обжимных и заготовочных станах, при котором слиток после прокатки на гладкой бочке прокатывается в ящичных калибрах с прямолинейной формой дна калибра (см. П.И.Полухин и др. Прокатное производство, "Металлургия", Москва, 1968 г., с. 64, рис. 35). При этом скорость деформирования (скорость движения деформирующего инструмента) центрального продольного участка слитка и скорость деформирования крайних участков одинаковы. Учитывая то, что при прокатке спокойных и полуспокойных марок сталей от 6 до 14 процентов металла удаляется в обрезь из головной части слитка ввиду наличия усадочной раковины с зоной физико-химической неоднородности в донной части усадочной раковины, а течение центрального продольного участка слитка и его крайних участков в этом случае одинаково, то известный способ не может влиять на снижение величины отходов. Наиболее близким по технической сущности является способ прокатки слитков на обжимных и заготовочных станах, в котором слиток после прокатки на гладкой бочке прокатывается в ящичных калибрах с выпуклым дном в несколько проходов (П.И.Полухин и др. Прокатное производство, "Металлургия", Москва, 1968 г., с 71-72). В этом случае скорость деформирования центрального продольного участка слитка превышает скорость деформирования крайних участков в 1,01-1,011 раза. Выпуклость дна калибров согласно этому способу составляет величину не более 5 мм. При прокатке слитков спокойных и полуспокойных низколегированных сталей известным способом не снижается величина зоны физико-химической неоднородности слитка, т.к. превышение скорости деформирования центрального продольного участка относительно скорости деформирования крайних участков недостаточно для превалирующего проникновения деформации в зону физико-химической неоднородности. При этом невозможно интенсифицировать течение металла в продольном направлении в сторону головной части слитка, а следовательно, влиять на снижение головной обрези и увеличение выхода годного металла. В основу изобретения поставлена задача усовершенствования способа прокатки слитков, в котором за счет изменения технологических параметров интенсифицируется течение металла в сторону головной части центрального продольного участка слитка и за счет этого снижается величина зоны физико-химической неоднородности и увеличивается выход годного металла. Поставленная задача решается тем, что в способе прокатки слитков спокойных и полуспокойных низколегированных марок сталей, включающем прокатку на гладкой бочке и в ящичных калибрах в несколько проходов, прокатку в ящичных калибрах ведут с отношением скорости деформирования центрального продольного участка слитка к скорости деформирования крайних участков в пределах 1,015-1,045. Физическая сущность предлагаемого способа заключается в следующем: повышенная скорость деформирования среднего продольного участка слитка вызывает повышенное сопротивление металла деформации именно в зоне этого участка, что улучшает условия проникновения деформации в зону усадочной раковины и интенсифицирует течение металла в продольном направлении. Течение металла зоны усадочной раковины опережает течение металла крайних зон в продольном направлении, что позволяет снизить величину головной обрези. Кроме того, более интенсивная скорость деформирования средней продольной зоны слитка приводит к снижению протяженности зоны физико-химической неоднородности со стороны основного тела слитка. Отношение скорости деформирования центрального продольного участка слитка к скорости деформирования крайних участков ниже 1,015 приводит к недостаточному опережению течения металла зоны физико-химической неоднородности (конца зоны усадочной раковины) относительно крайних зон, что не снижает величину физико-химической неоднородности и не позволяет снизить величину головной обрези. При отношении скорости деформирования центрального продольного участка слитка к скорости деформирования крайних участков более 1,045 происходит образование поверхностных дефектов на слитке за счет значительной разницы скорости течения металла, а также это ведет к значительному износу дна калибра. Пример: На блюминге 1250 производили прокатку слитков спокойной низколегированной стали 35 ГС с последующим переделом ее на арматурные профили. На бочке валков были нарезаны по два ящичных калибра, отличающиеся величиной выпуклости дна калибра. Исследования проводились в 5 этапов, т.к. один из калибров на всех этапах оставался неизменным. Скорость деформирования определялась по формуле: \/деф - скорость деформирования (ср-среднего участка; кр-крайних участков) [мм/сек], D - диаметр валков по дну калибра (ср-средина калибра; кр-края калибра) [мм], n - число оборотов валков [об/мин]. Использовались во всех пяти этапах слитки одной плавки, разлитой в одинаковые изложницы. Величину обрези определяли на ножницах с помощью отбора темплетов и проверки их на макроструктуру. Обрезь взвешивали и определяли ее процентное отношение к весу слитка. Результаты исследований приведены в таблице. Как видно из приведенных в таблице данных, незначительное превышение скорости деформирования (вариант 1) центрального продольного участка слитка над скоростью деформирования крайних участков не дало положительных результатов. Постепенное увеличение отношения скоростей деформирования вышеуказанных участков (варианты 2-4) приводит к снижению величины головной обрези, Однако, чрезмерное превышение этого отношения привело к получению брака по поверхности металла (вариант 5), что недопустимо при производстве прокатной продукции.
ДивитисяДодаткова інформація
Назва патенту англійськоюStarwritermethod of rolling ingots
Автори англійськоюKukuj Davyd Penkhusovych, Kukui Davyd Penhusovych, Kukui Davyd Penkhusovych, Tilha Stepan Serhiiovych, Necheporenko Volodymyr Andriiovych, Makarov Hryhorii Arestovych, Omies Mykolai Mykhailovych, Sheremet Volodymyr Oleksandrovych, Rotary Ion Teodorovych, Askerko Hryhorii Mykhailovych, Polunovskyi Isaak Ovsiiovych, Korin Andrii Oleksandrovych
Назва патенту російськоюСпособ прокатки слитков
Автори російськоюКукуй Давид Пенхусович, Тильга Степан Сергеевич, Нечепоренко Владимир Андреевич, Макаров Григорий Арестович, Омесь Николай Михайлович, Шеремет Владимир Александрович, Ротару Ион Теодорович, Аскерко Григорий Михайлович, Полуновский Исаак Евсеевич, Коринь Андрей Александрович
МПК / Мітки
МПК: B21B 1/02
Мітки: злитків, прокатки, спосіб
Код посилання
<a href="https://ua.patents.su/2-7940-sposib-prokatki-zlitkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки злитків</a>
Спосіб одержання стальних заготовок
Номер патенту: 932
Опубліковано: 15.12.1993
Автори: Нефьодов Анатолій Олександрович, Фролов Артур Володимирович, Лужецкая Ірина Анатоліївна, Фролов Володимир Миколайович
МПК: B22D 7/00
Мітки: одержання, стальних, спосіб, заготовок
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Способ получения стальных заготовок, включающий разливку жидкой стали в изложницы, продувку снизу газами металла в изложнице, кристаллизацию слитка и последующую прокатку, о т л и ч а ю щ и й с я тем, что, с целью улучшения макроструктуры слитка и повышения пластичности стали при прокатке, разливку ведут со скоростью 80... 180 кг/с, продувку газами производят с интенсивностью 0,03...0,05 м/с с...
Спосіб прокатки штабового металу
Номер патенту: 652
Опубліковано: 15.12.1993
Автори: Єремєєв Віктор Іванович, Сапригін Хразален Михайлович, Гончар Володимир Павлович, Крупник Ісаак Абрамович, Ющевський Віктор Карлович, Прохода Григорій Сергійович, Кузнєцов Лев Федорович, Гавриленко Євген Дмитрович, Филонов Юрій Всеволодович
МПК: B21B 1/38
Мітки: штабового, прокатки, металу, спосіб
Формула / Реферат:
1. Способ прокатки полосового металла, включающий неравномерную деформацию заготовки по ширине с образованием центральной и прикромочных зон прокаткой в профилированных валках с чередованием их в четных и нечетных проходах, отличающийся тем, что, с целью повышения качества проката путем увеличения механических свойств, прокатку в четных проходах центральной и прикромочных зон осуществляют с градиентом коэффициента обжатия,...
Спосіб безперервної прокатки штабів
Номер патенту: 805
Опубліковано: 15.12.1993
Автори: Гавриленко Євген Дмитрович, Филонов Юрій Всеволодович, Ющевський Віктор Карлович, Шишко Юрій Борисович, Букрєєв Іван Іванович, Єрємєєв Віктор Іванович, Кузнєцов Лев Федорович, Холодило Валерій Андрійович, Андрійчук Сергій Андрійович
МПК: B21B 1/26
Мітки: безперервної, спосіб, прокатки, штабів
Формула / Реферат:
Способ непрерывной прокатки полос, преимущественно высоких, в системо ребрового и пластового калибров, включающий создание момента осевого скручивания раската на выходе из калибра в процессе ребрового обжатия, отличающийся тем, что, с целью облегчения кантовки раската при передаче его из ребрового в пластовый калибр, в ребровом калибре создают утолщения в угловых зонах по одной из диагоналей профиля раската путем преимущественного...
Спосіб прокатки профілів для арматурних стержнів
Номер патенту: 2396
Опубліковано: 26.12.1994
Автори: Филонов Юрій Всеволодович, Шевердін Сергій Митрофанович, Андрійчук Сергій Андрійович, Гавриленко Євген Дмитрович, Оробцев Юрій Вікторович, Єрємєєв Віктор Іванович, Альохін Вячеслав Григорович, Рослік Ігор Вітальєвич, Кузнєцов Лев Федорович
МПК: B21B 1/16, B21B 45/02
Мітки: прокатки, профілів, стержнів, арматурних, спосіб
Формула / Реферат:
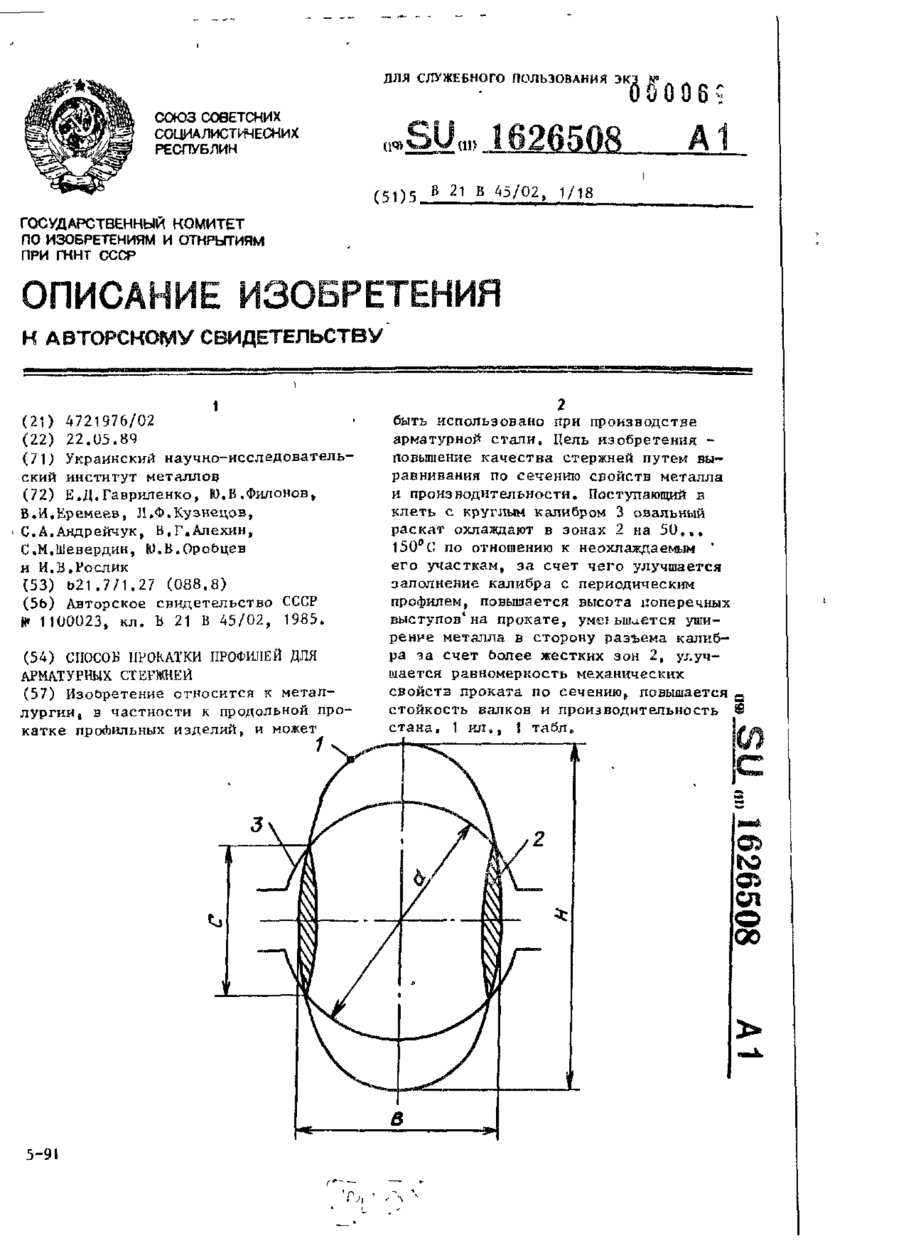
Способ прокатки профилей для арматурных стержней, включающий прокатку в круглом чистовом калибре предчистового овального раската, подвергнутого регулируемому охлаждению локальных участков его поверхности, отличающийся тем, что, с целью повышения качества стержней путем выравнивания по сечению свойств металла и производительности путем снижения износа валков, охлаждение предчистового овального раската осуществляют в зонах его боковых...
Спосіб розливу зливків киплячоі сталі і пристрій для його здійснення
Номер патенту: 5056
Опубліковано: 28.12.1994
Автор: Коржавін Андрій Сидорович
МПК: B22D 7/00
Мітки: спосіб, здійснення, киплячоі, пристрій, розливу, сталі, зливків
Формула / Реферат:
1. Способ разливки слитков кипящей стали, включающий заливку металла в изложницу сверху, обдувку его кислородом и последующую кристаллизацию, отличающийся тем, что, с целью уменьшения химической неоднородности слитков из кипящей малоокисленной стали и увеличения выхода годного, кислород подают на стенки изложницы со стороны ее верхнего торца. 2. Устройство для разливки слитков кипящей стали, содержащее разливочный ковш изложницы,...
Попередній патент: Запобіжний пристрій проти викрадення транспортного засобу
Наступний патент: Спосіб охолодження цементного клінкеру
Випадковий патент: Спосіб одержання слябів проміжної товщини, установка для його здійснення і ємність для зберігання слябів