Різальна багатогранна пластина
Формула / Реферат
Різальна багатогранна пластина, що виконана у вигляді тетраедра з опуклими гранями, яка відрізняється тим, що опуклі грані виконано у вигляді конусів, а на гранях, дотично до кожного з ребер, з обох їх боків, виконано торові канавки, вісь яких виконана нахиленою в бік вихідної частини різальної кромки.
Текст
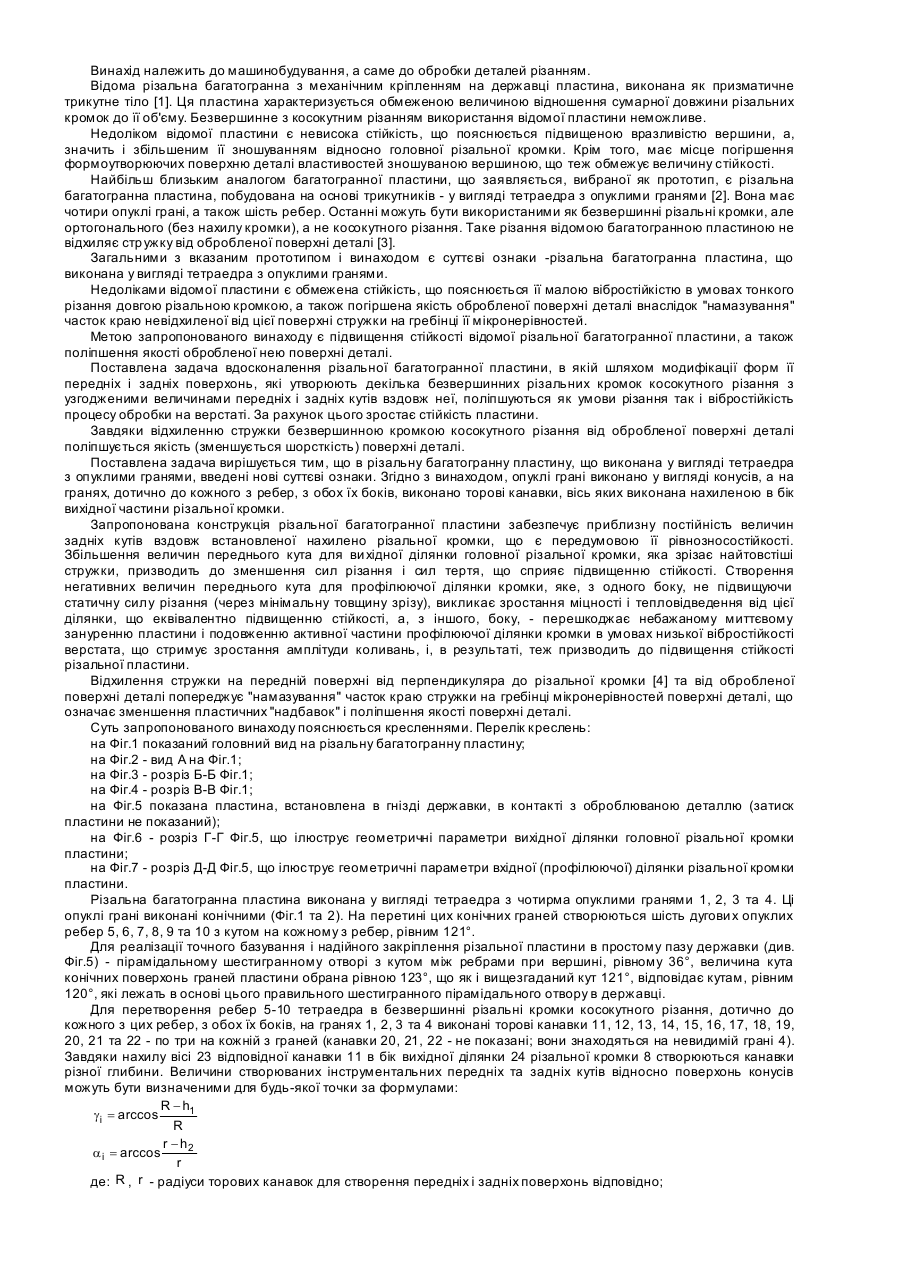
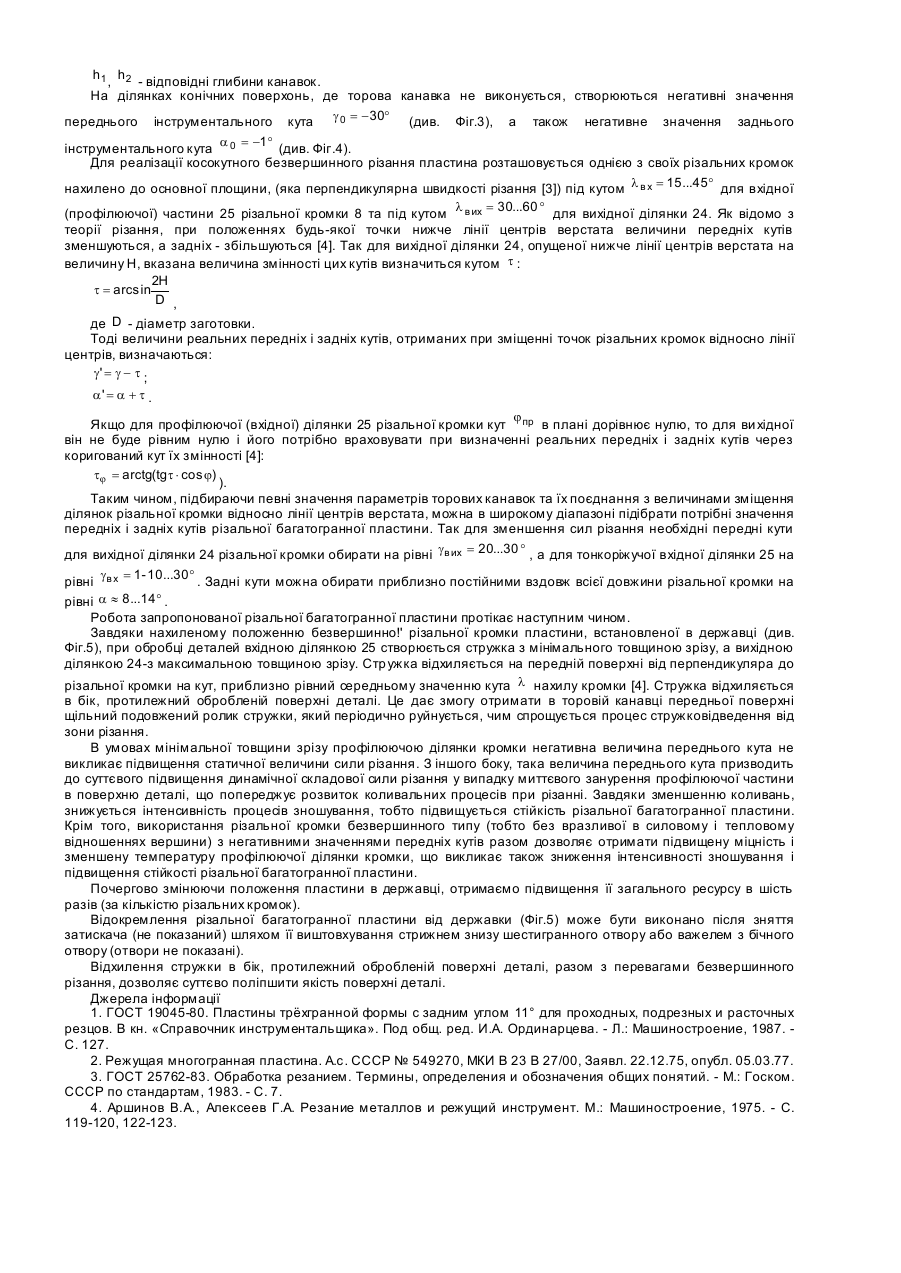
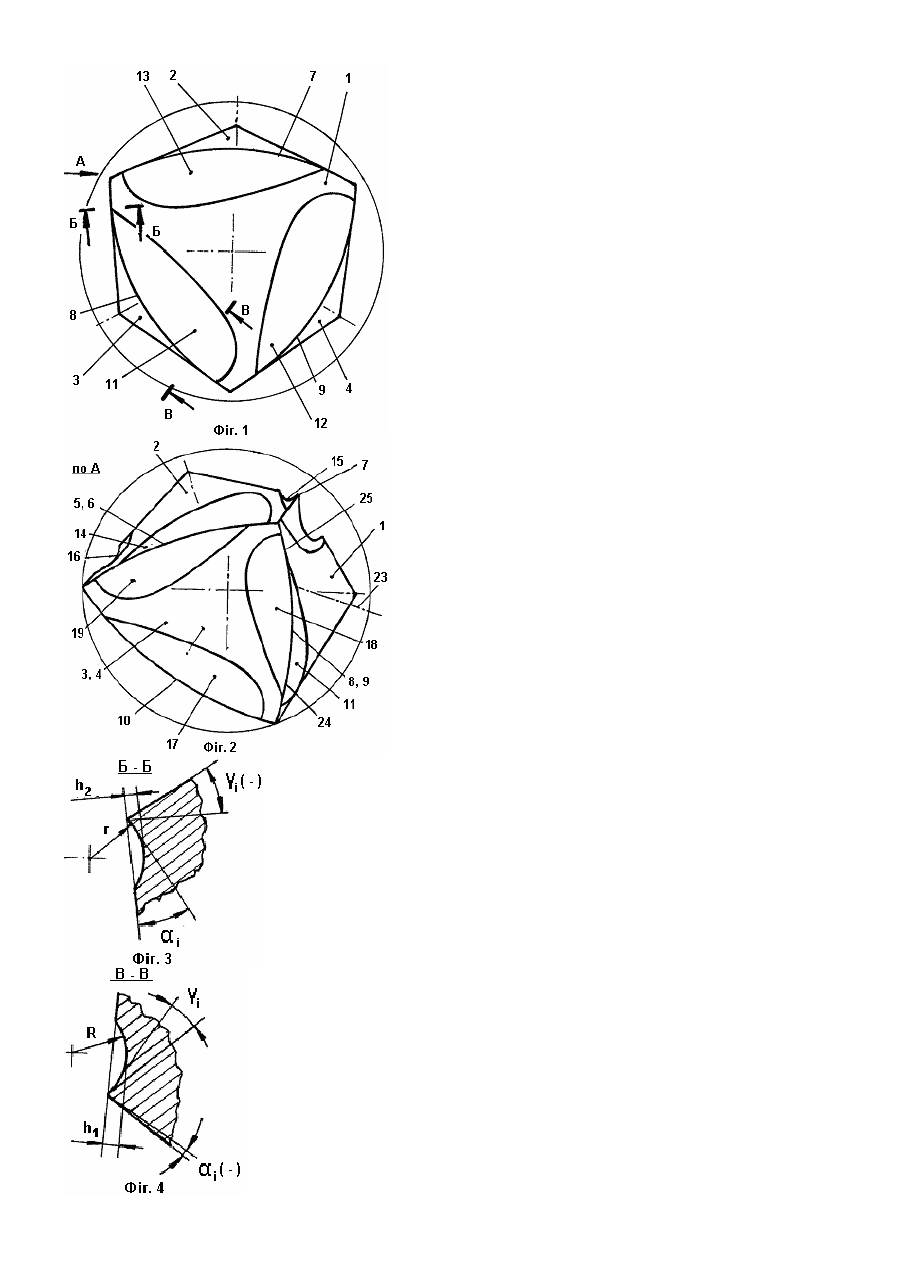
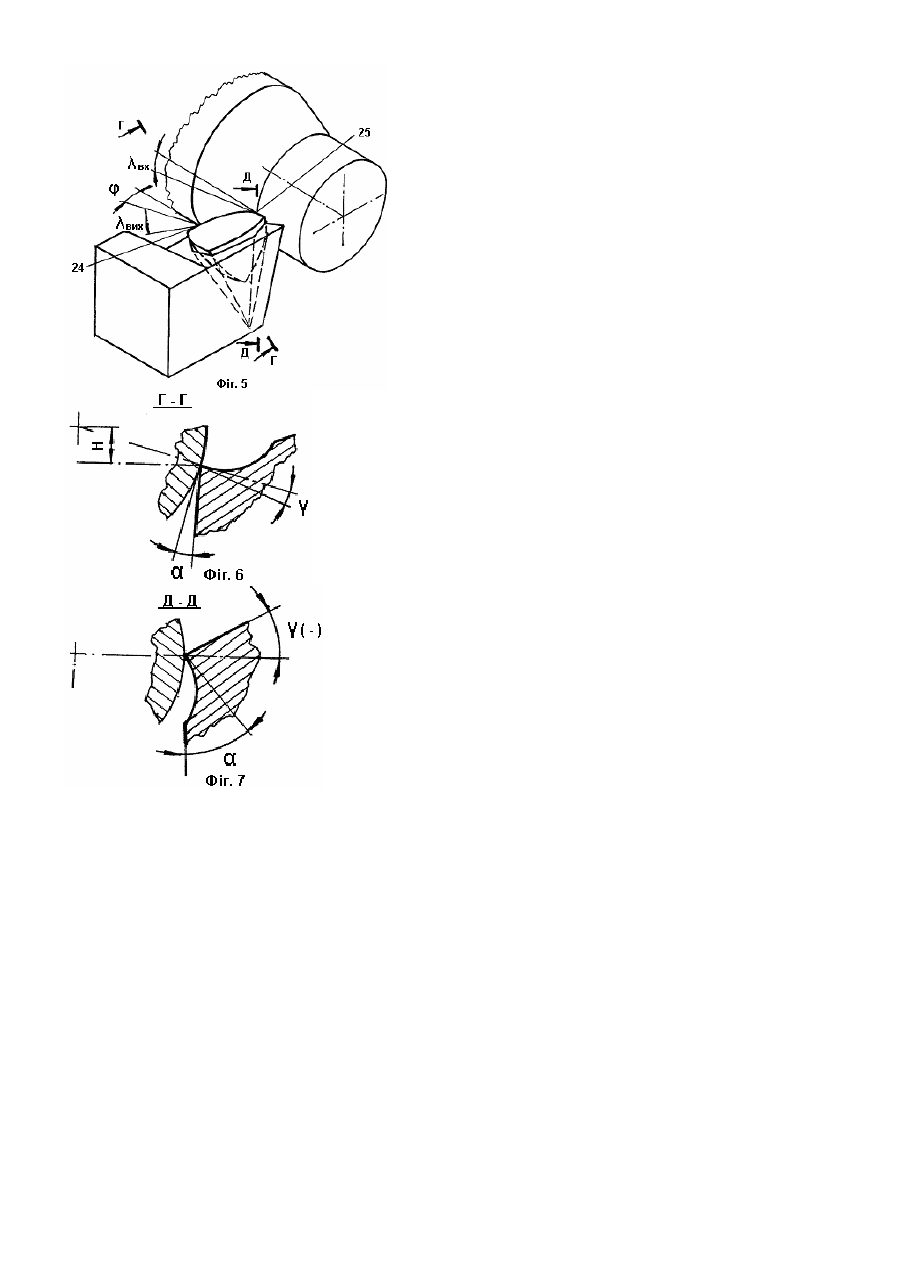
Винахід належить до машинобудування, а саме до обробки деталей різанням. Відома різальна багатогранна з механічним кріпленням на державці пластина, виконана як призматичне трикутне тіло [1]. Ця пластина характеризується обмеженою величиною відношення сумарної довжини різальних кромок до її об'єму. Безвершинне з косокутним різанням використання відомої пластини неможливе. Недоліком відомої пластини є невисока стійкість, що пояснюється підвищеною вразливістю вершини, а, значить і збільшеним її зношуванням відносно головної різальної кромки. Крім того, має місце погіршення формоутворюючих поверхню деталі властивостей зношуваною вершиною, що теж обмежує величину стійкості. Найбільш близьким аналогом багатогранної пластини, що заявляється, вибраної як прототип, є різальна багатогранна пластина, побудована на основі трикутників - у вигляді тетраедра з опуклими гранями [2]. Вона має чотири опуклі грані, а також шість ребер. Останні можуть бути використаними як безвершинні різальні кромки, але ортогонального (без нахилу кромки), а не косокутного різання. Таке різання відомою багатогранною пластиною не відхиляє стр ужку від обробленої поверхні деталі [3]. Загальними з вказаним прототипом і винаходом є суттєві ознаки -різальна багатогранна пластина, що виконана у вигляді тетраедра з опуклими гранями. Недоліками відомої пластини є обмежена стійкість, що пояснюється її малою вібростійкістю в умовах тонкого різання довгою різальною кромкою, а також погіршена якість обробленої поверхні деталі внаслідок "намазування" часток краю невідхиленої від цієї поверхні стружки на гребінці її мікронерівностей. Метою запропонованого винаходу є підвищення стійкості відомої різальної багатогранної пластини, а також поліпшення якості обробленої нею поверхні деталі. Поставлена задача вдосконалення різальної багатогранної пластини, в якій шляхом модифікації форм її передніх і задніх поверхонь, які утворюють декілька безвершинних різальних кромок косокутного різання з узгодженими величинами передніх і задніх кутів вздовж неї, поліпшуються як умови різання так і вібростійкість процесу обробки на верстаті. За рахунок цього зростає стійкість пластини. Завдяки відхиленню стружки безвершинною кромкою косокутного різання від обробленої поверхні деталі поліпшується якість (зменшується шорсткість) поверхні деталі. Поставлена задача вирішується тим, що в різальну багатогранну пластину, що виконана у вигляді тетраедра з опуклими гранями, введені нові суттєві ознаки. Згідно з винаходом, опуклі грані виконано у вигляді конусів, а на гранях, дотично до кожного з ребер, з обох їх боків, виконано торові канавки, вісь яких виконана нахиленою в бік вихідної частини різальної кромки. Запропонована конструкція різальної багатогранної пластини забезпечує приблизну постійність величин задніх кутів вздовж встановленої нахилено різальної кромки, що є передумовою її рівнозносостійкості. Збільшення величин переднього кута для ви хідної ділянки головної різальної кромки, яка зрізає найтовстіші стружки, призводить до зменшення сил різання і сил тертя, що сприяє підвищенню стійкості. Створення негативних величин переднього кута для профілюючої ділянки кромки, яке, з одного боку, не підвищуючи статичну силу різання (через мінімальну товщину зрізу), викликає зростання міцності і тепловідведення від цієї ділянки, що еквівалентно підвищенню стійкості, а, з іншого, боку, - перешкоджає небажаному миттєвому зануренню пластини і подовженню активної частини профілюючої ділянки кромки в умовах низької вібростійкості верстата, що стримує зростання амплітуди коливань, і, в результаті, теж призводить до підвищення стійкості різальної пластини. Відхилення стружки на передній поверхні від перпендикуляра до різальної кромки [4] та від обробленої поверхні деталі попереджує "намазування" часток краю стружки на гребінці мікронерівностей поверхні деталі, що означає зменшення пластичних "надбавок" і поліпшення якості поверхні деталі. Суть запропонованого винаходу пояснюється кресленнями. Перелік креслень: на Фіг.1 показаний головний вид на різальну багатогранну пластину; на Фіг.2 - вид А на Фіг.1; на Фіг.3 - розріз Б-Б Фіг.1; на Фіг.4 - розріз В-В Фіг.1; на Фіг.5 показана пластина, встановлена в гнізді державки, в контакті з оброблюваною деталлю (затиск пластини не показаний); на Фіг.6 - розріз Г-Г Фіг.5, що ілюструє геометричні параметри вихідної ділянки головної різальної кромки пластини; на Фіг.7 - розріз Д-Д Фіг.5, що ілюструє геометричні параметри вхідної (профілюючої) ділянки різальної кромки пластини. Різальна багатогранна пластина виконана у вигляді тетраедра з чотирма опуклими гранями 1, 2, 3 та 4. Ці опуклі грані виконані конічними (Фіг.1 та 2). На перетині цих конічних граней створюються шість дугови х опуклих ребер 5, 6, 7, 8, 9 та 10 з кутом на кожному з ребер, рівним 121°. Для реалізації точного базування і надійного закріплення різальної пластини в простому пазу державки (див. Фіг.5) - пірамідальному шестигранному отворі з кутом між ребрами при вершині, рівному 36°, величина кута конічних поверхонь граней пластини обрана рівною 123°, що як і вищезгаданий кут 121°, відповідає кутам, рівним 120°, які лежать в основі цього правильного шестигранного пірамідального отвору в державці. Для перетворення ребер 5-10 тетраедра в безвершинні різальні кромки косокутного різання, дотично до кожного з цих ребер, з обох їх боків, на гранях 1, 2, 3 та 4 виконані торові канавки 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21 та 22 - по три на кожній з граней (канавки 20, 21, 22 - не показані; вони знаходяться на невидимій грані 4). Завдяки нахилу вісі 23 відповідної канавки 11 в бік вихідної ділянки 24 різальної кромки 8 створюються канавки різної глибини. Величини створюваних інструментальних передніх та задніх кутів відносно поверхонь конусів можуть бути визначеними для будь-якої точки за формулами: R - h1 gi = arccos R r - h2 a i = arccos r де: R , r - радіуси торових канавок для створення передніх і задніх поверхонь відповідно; h1 , h2 - відповідні глибини канавок. На ділянках конічних поверхонь, де торова канавка не виконується, створюються негативні значення переднього інструментального кута g 0= - 30° (див. Фіг.3), а також негативне значення заднього інструментального кута a 0 = -1° (див. Фіг.4). Для реалізації косокутного безвершинного різання пластина розташовується однією з своїх різальних кромок нахилено до основної площини, (яка перпендикулярна швидкості різання [3]) під кутом l в х = 15...45° для вхідної (профілюючої) частини 25 різальної кромки 8 та під кутом l в их = 30...60 ° для вихідної ділянки 24. Як відомо з теорії різання, при положеннях будь-якої точки нижче лінії центрів верстата величини передніх кутів зменшуються, а задніх - збільшуються [4]. Так для вихідної ділянки 24, опущеної нижче лінії центрів верстата на величину Н, вказана величина змінності цих кутів визначиться кутом t : 2H t = arcsin D , де D - діаметр заготовки. Тоді величини реальних передніх і задніх кутів, отриманих при зміщенні точок різальних кромок відносно лінії центрів, визначаються: g' = g - t ; a' = a + t . j Якщо для профілюючої (вхідної) ділянки 25 різальної кромки кут пр в плані дорівнює нулю, то для ви хідної він не буде рівним нулю і його потрібно враховувати при визначенні реальних передніх і задніх кутів через коригований кут їх змінності [4]: tj = arctg(tg t × cos j) ). Таким чином, підбираючи певні значення параметрів торових канавок та їх поєднання з величинами зміщення ділянок різальної кромки відносно лінії центрів верстата, можна в широкому діапазоні підібрати потрібні значення передніх і задніх кутів різальної багатогранної пластини. Так для зменшення сил різання необхідні передні кути для вихідної ділянки 24 різальної кромки обирати на рівні gв их = 20...30 ° , а для тонкоріжучої вхідної ділянки 25 на рівні gв х = 1- 10...30° . Задні кути можна обирати приблизно постійними вздовж всієї довжини різальної кромки на рівні a » 8...14° . Робота запропонованої різальної багатогранної пластини протікає наступним чином. Завдяки нахиленому положенню безвершинно!' різальної кромки пластини, встановленої в державці (див. Фіг.5), при обробці деталей вхідною ділянкою 25 створюється стружка з мінімального товщиною зрізу, а вихідною ділянкою 24-з максимальною товщиною зрізу. Стр ужка відхиляється на передній поверхні від перпендикуляра до різальної кромки на кут, приблизно рівний середньому значенню кута l нахилу кромки [4]. Стружка відхиляється в бік, протилежний обробленій поверхні деталі. Це дає змогу отримати в торовій канавці передньої поверхні щільний подовжений ролик стружки, який періодично руйнується, чим спрощується процес стружковідведення від зони різання. В умовах мінімальної товщини зрізу профілюючою ділянки кромки негативна величина переднього кута не викликає підвищення статичної величини сили різання. З іншого боку, така величина переднього кута призводить до суттєвого підвищення динамічної складової сили різання у випадку миттєвого занурення профілюючої частини в поверхню деталі, що попереджує розвиток коливальних процесів при різанні. Завдяки зменшенню коливань, знижується інтенсивність процесів зношування, тобто підвищується стійкість різальної багатогранної пластини. Крім того, використання різальної кромки безвершинного типу (тобто без вразливої в силовому і тепловому відношеннях вершини) з негативними значеннями передніх кутів разом дозволяє отримати підвищену міцність і зменшену температуру профілюючої ділянки кромки, що викликає також зниження інтенсивності зношування і підвищення стійкості різальної багатогранної пластини. Почергово змінюючи положення пластини в державці, отримаємо підвищення її загального ресурсу в шість разів (за кількістю різальних кромок). Відокремлення різальної багатогранної пластини від державки (Фіг.5) може бути виконано після зняття затискача (не показаний) шляхом її виштовхування стрижнем знизу шестигранного отвору або важелем з бічного отвору (отвори не показані). Відхилення стружки в бік, протилежний обробленій поверхні деталі, разом з перевагами безвершинного різання, дозволяє суттєво поліпшити якість поверхні деталі. Джерела інформації 1. ГОСТ 19045-80. Пластины трёхгранной формы с задним углом 11° для проходных, подрезных и расточных резцов. В кн. «Справочник инструментальщика». Под общ. ред. И.А. Ординарцева. - Л.: Машиностроение, 1987. С. 127. 2. Режущая многогранная пластина. А.с. СССР № 549270, МКИ В 23 В 27/00, Заявл. 22.12.75, опубл. 05.03.77. 3. ГОСТ 25762-83. Обработка резанием. Термины, определения и обозначения общих понятий. - М.: Госком. СССР по стандартам, 1983. - С. 7. 4. Аршинов В.А., Алексеев Г.А. Резание металлов и режущий инструмент. М.: Машиностроение, 1975. - С. 119-120, 122-123.
ДивитисяДодаткова інформація
Назва патенту англійськоюCutting many-sided plate
Автори англійськоюSkochko Yevhen Viktorovych
Назва патенту російськоюРежущая многогранная пластина
Автори російськоюСкочко Евгений Викторович
МПК / Мітки
МПК: B23B 27/00
Мітки: пластина, різальна, багатогранна
Код посилання
<a href="https://ua.patents.su/4-79096-rizalna-bagatogranna-plastina.html" target="_blank" rel="follow" title="База патентів України">Різальна багатогранна пластина</a>
Різальна багатогранна пластина

Номер патенту: 14344
Опубліковано: 25.04.1997
Автори: Музикант Яків Абрамович, Хает Григорій Львович, Казакова Тетяна Валентинівна, Гузенко Віталій Семенович
МПК: B23B 27/00
Мітки: багатогранна, різальна, пластина
Формула / Реферат:
Режущая многогранная пластина, содержащая режущую кромку и два стружколомающих выступа на передней поверхности, отличающаяся тем, что, с целью расширения технологических возможностей за счет увеличения области устойчивого стружкодробления, стружколомающие выступы выполнены под противоположно направленными углами во взаимно перпендикулярных плоскостях относительно режущей кромки.
Багатогранна різальна пластина зі стружкозавиваючою канавкою

Номер патенту: 23083
Опубліковано: 30.06.1998
Автори: Краснокутська Людмила Володимирівна, Васильченко Яна Васильовна, Гузенко Віталій Семенович, Мироненко Евгеній Васильович
МПК: B23B 27/14
Мітки: стружкозавиваючою, багатогранна, канавкою, пластина, різальна
Формула / Реферат:
1. Многогранная режущая пластина со стружкозавивающей канавкой, состоящей из чередующихся участков различной ширины, отстоящих от режущей кромки на различных расстояниях, отличающаяся тем, что длина участка меньшей ширины увеличивается в направлении от режущей кромки, а длина участка большей ширины - уменьшается.2. Многогранная режущая пластина со стружкозавивающей канавкой по п. 1, отличающаяся тем, что разница между расстояниями от...
Багатогранна різальна пластина

Номер патенту: 25796
Опубліковано: 30.10.1998
Автори: Сердюк Вадим Олександрович, Гузенко Віталій Семенович, Мироненко Євген Васильович, Васильченко Яна Васильовна
МПК: B26D 1/00
Мітки: різальна, багатогранна, пластина
Формула / Реферат:
Многогранная режущая пластина, содержащая фаску и продольную стружкозавивающую канавку с восходящей и нисходящей стенками и расположенными в ней поперечными выступами, примыкающими к восходящей стенке канавки, отличающаяся тем, что на нисходящей поверхности стружкозавивающей канавки оппозитно началу выступов выполнены углубления, при этом поверхность углубления охватывает начало выступов.
Різальна пластина із синтетичного монокорунду
Номер патенту: 7398
Опубліковано: 15.06.2005
Автори: Ветров Анатолій Григорович, Рогов Валентин Васильович, Бояринцев Андрій Юрійович, Попельнюк Валентин Миколайович, Кротенко Тетяна Леонідівна
МПК: B23B 27/14
Мітки: синтетичного, монокорунду, різальна, пластина
Формула / Реферат:
1. Різальна пластина із синтетичного монокорунду, робоча кромка різальної частини якої знаходиться під кутом до оптичної осі кристала, яка відрізняється тим, що геометрія різальної частини така:- передній кут ;- задній кут
Різальна пластина із кристалів синтетичного монокорунду
Номер патенту: 16096
Опубліковано: 17.07.2006
Автори: Рогов Валентин Васильович, Рублев Микола Дмитрович, Ветров Анатолій Григорович, Попельнюк Валентин Миколайович, Троян Олександр Васильович
МПК: B23B 27/14
Мітки: монокорунду, кристалів, пластина, різальна, синтетичного
Формула / Реферат:
1. Різальна пластина із кристалів синтетичного монокорунду, що має радіус закруглення різальної кромки різальної частини 0,001-0,002 мм, яка відрізняється тим, що різальна кромка, утворена перетинанням площинної передньої і конічної задньої поверхонь, які мають шорсткість поверхні Ra≤0,003 мкм, виконана круговою, а передня поверхня розташована у площині, що складає кут 60±2° до оптичної осі L36 кристала.2. Різальна...
Попередній патент: Спосіб підготовки кукурудзи молочно-воскової стиглості до зберігання
Наступний патент: Дефлегматорний поетапний спосіб утилізації органічних відходів та дефлегматорний піролізний апарат
Випадковий патент: Заміщені конденсовані гетероциклічні с-глікозиди