Пристрій для нанесення покриття на заготовку металевого прокату зануренням в металевий розплав
Формула / Реферат
1. Пристрій для нанесення покриття на заготовку металевого прокату (1), зокрема сталеву штабу, зануренням в металевий розплав, який включає заповнений розплавленим металом покриття (2) резервуар (3), який призначений для щонайменше часткового вертикального пропускання вказаної заготовки (1), щонайменше один встановлений на опорах ролик (4) для вертикального направлення вказаної заготовки, причому ролик (4) або його вісь (5) проходить крізь бокові стінки (6) резервуара (3) і встановлений на опорах поза резервуаром (3), а в зоні бокової стінки (6) резервуара (3) розташовані ущільнювальні засоби (7) для герметизації металевого покриття (2), який відрізняється тим, що ущільнювальні засоби (7) являють собою щонайменше один електромагнітний індуктор, причому розташований в зоні бокової стінки (6) резервуара (3) відрізок (8) ролика (4) або осі (5) ролика має виконаний у вигляді закруглення уступ (9), при цьому відрізок (10) індуктора (7), що межує з уступом (9) ролика (4) або осі (5) ролика, виконаний геометрично відповідно до уступу (9).
2. Пристрій за п. 1, який відрізняється тим, що в зоні відрізка (10) індуктора (7), що межує з уступом (9), розташована щонайменше одна електромагнітна котушка (11).
3. Пристрій за пп. 1 або 2, який відрізняється тим, що електромагнітний індуктор (7) розташований поблизу металевого покриття (2).
4. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що електромагнітний індуктор (7) являє собою індуктор з біжучим полем.
5. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що електромагнітний індуктор (7) являє собою індуктор із замикаючим полем.
6. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що заготовку металевого прокату (1) направляють з обох її сторін двома роликами (4).
7. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що щонайменше один ролик (4) виготовлений з керамічного матеріалу або щонайменше покритий таким матеріалом.
8. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що щонайменше один ролик (4) зв'язаний з приводом обертання.
9. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що резервуар (3) додатково забезпечений напрямним каналом (12), який розташований перед резервуаром (3) та призначений для вертикального пропускання крізь нього та резервуар (3) заготовки металевого прокату (1), причому в зоні напрямного каналу (12) розташований щонайменше один додатковий електромагнітний індуктор (13).
Текст
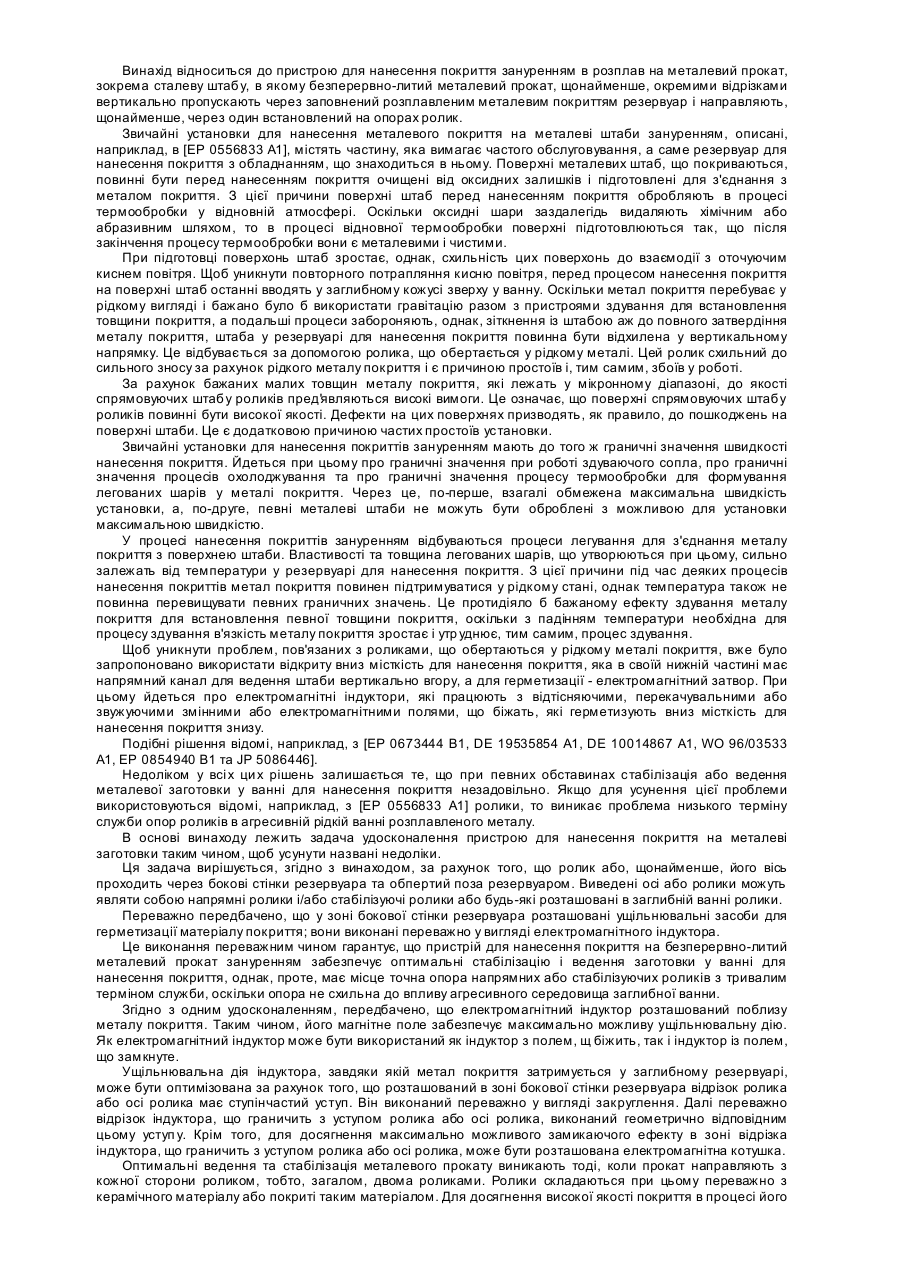
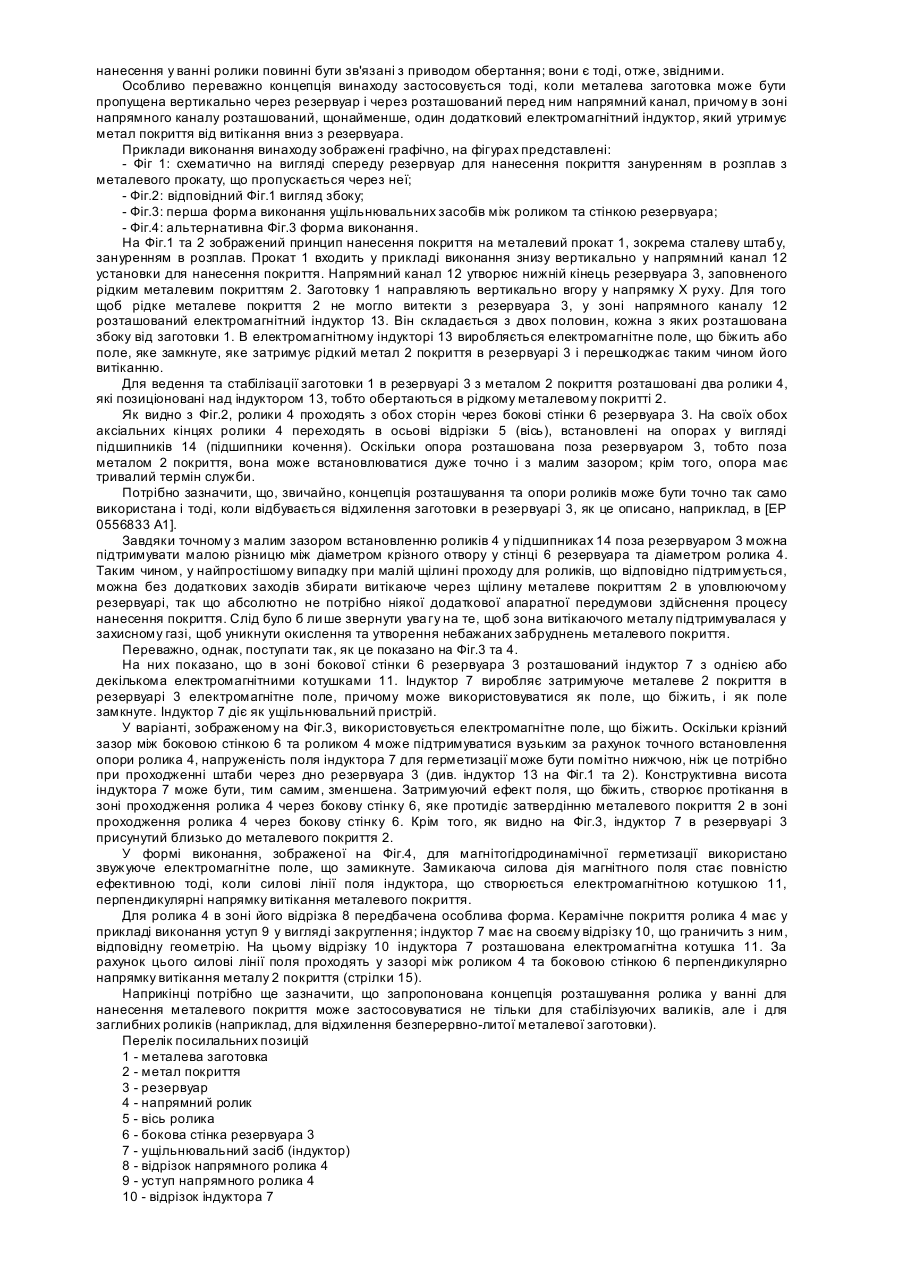
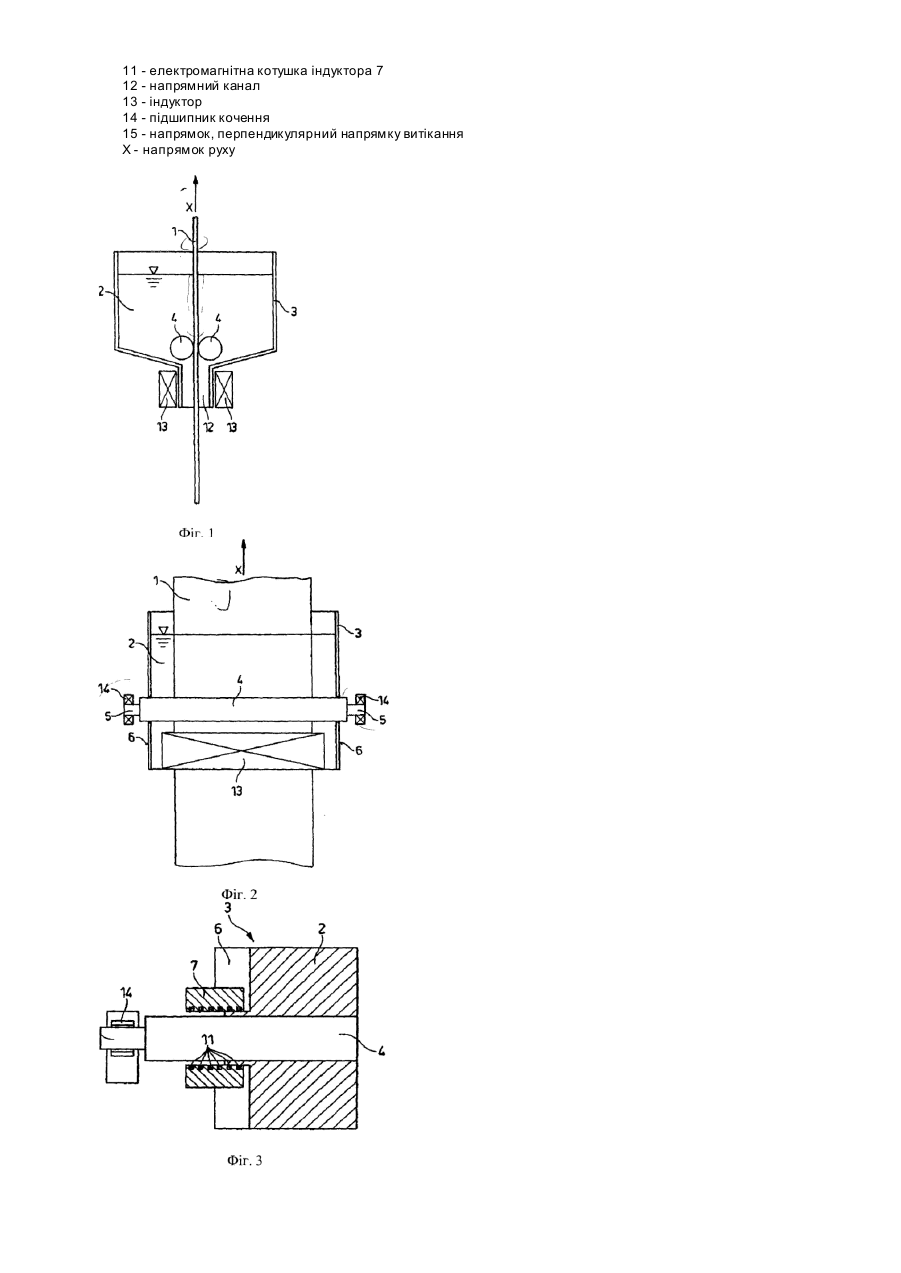
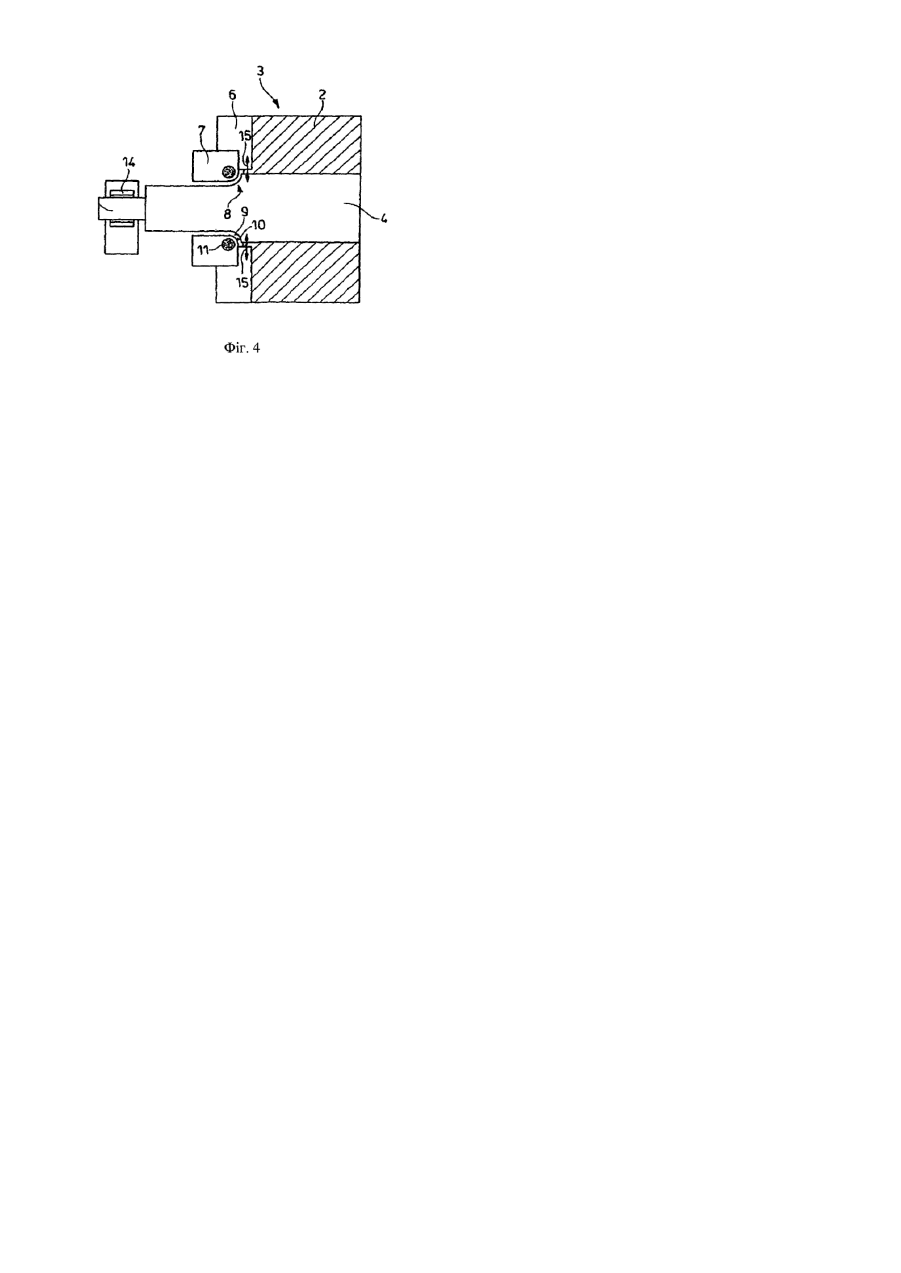
Винахід відноситься до пристрою для нанесення покриття зануренням в розплав на металевий прокат, зокрема сталеву штабу, в якому безперервно-литий металевий прокат, щонайменше, окремими відрізками вертикально пропускають через заповнений розплавленим металевим покриттям резервуар і направляють, щонайменше, через один встановлений на опорах ролик. Звичайні установки для нанесення металевого покриття на металеві штаби зануренням, описані, наприклад, в [ЕР 0556833 А1], містять частину, яка вимагає частого обслуговування, а саме резервуар для нанесення покриття з обладнанням, що знаходиться в ньому. Поверхні металевих штаб, що покриваються, повинні бути перед нанесенням покриття очищені від оксидних залишків і підготовлені для з'єднання з металом покриття. З цієї причини поверхні штаб перед нанесенням покриття обробляють в процесі термообробки у відновній атмосфері. Оскільки оксидні шари заздалегідь видаляють хімічним або абразивним шляхом, то в процесі відновної термообробки поверхні підготовлюються так, що після закінчення процесу термообробки вони є металевими і чистими. При підготовці поверхонь штаб зростає, однак, схильність цих поверхонь до взаємодії з оточуючим киснем повітря. Щоб уникнути повторного потрапляння кисню повітря, перед процесом нанесення покриття на поверхні штаб останні вводять у заглибному кожусі зверху у ванну. Оскільки метал покриття перебуває у рідкому вигляді і бажано було б використати гравітацію разом з пристроями здування для встановлення товщини покриття, а подальші процеси забороняють, однак, зіткнення із штабою аж до повного затвердіння металу покриття, штаба у резервуарі для нанесення покриття повинна бути відхилена у вертикальному напрямку. Це відбувається за допомогою ролика, що обертається у рідкому металі. Цей ролик схильний до сильного зносу за рахунок рідкого металу покриття і є причиною простоїв і, тим самим, збоїв у роботі. За рахунок бажаних малих товщин металу покриття, які лежать у мікронному діапазоні, до якості спрямовуючих штабу роликів пред'являються високі вимоги. Це означає, що поверхні спрямовуючих штабу роликів повинні бути високої якості. Дефекти на цих поверхнях призводять, як правило, до пошкоджень на поверхні штаби. Це є додатковою причиною частих простоїв установки. Звичайні установки для нанесення покриттів зануренням мають до того ж граничні значення швидкості нанесення покриття. Йдеться при цьому про граничні значення при роботі здуваючого сопла, про граничні значення процесів охолоджування та про граничні значення процесу термообробки для формування легованих шарів у металі покриття. Через це, по-перше, взагалі обмежена максимальна швидкість установки, а, по-друге, певні металеві штаби не можуть бути оброблені з можливою для установки максимальною швидкістю. У процесі нанесення покриттів зануренням відбуваються процеси легування для з'єднання металу покриття з поверхнею штаби. Властивості та товщина легованих шарів, що утворюються при цьому, сильно залежать від температури у резервуарі для нанесення покриття. З цієї причини під час деяких процесів нанесення покриттів метал покриття повинен підтримуватися у рідкому стані, однак температура також не повинна перевищувати певних граничних значень. Це протидіяло б бажаному ефекту здування металу покриття для встановлення певної товщини покриття, оскільки з падінням температури необхідна для процесу здування в'язкість металу покриття зростає і утр уднює, тим самим, процес здування. Щоб уникнути проблем, пов'язаних з роликами, що обертаються у рідкому металі покриття, вже було запропоновано використати відкриту вниз місткість для нанесення покриття, яка в своїй нижній частині має напрямний канал для ведення штаби вертикально вгору, а для герметизації - електромагнітний затвор. При цьому йдеться про електромагнітні індуктори, які працюють з відтісняючими, перекачувальними або звужуючими змінними або електромагнітними полями, що біжать, які герметизують вниз місткість для нанесення покриття знизу. Подібні рішення відомі, наприклад, з [ЕР 0673444 В1, DE 19535854 А1, DE 10014867 А1, WO 96/03533 А1, ЕР 0854940 В1 та JP 5086446]. Недоліком у всі х ци х рішень залишається те, що при певних обставинах стабілізація або ведення металевої заготовки у ванні для нанесення покриття незадовільно. Якщо для усунення цієї проблеми використовуються відомі, наприклад, з [ЕР 0556833 А1] ролики, то виникає проблема низького терміну служби опор роликів в агресивній рідкій ванні розплавленого металу. В основі винаходу лежить задача удосконалення пристрою для нанесення покриття на металеві заготовки таким чином, щоб усунути названі недоліки. Ця задача вирішується, згідно з винаходом, за рахунок того, що ролик або, щонайменше, його вісь проходить через бокові стінки резервуара та обпертий поза резервуаром. Виведені осі або ролики можуть являти собою напрямні ролики і/або стабілізуючі ролики або будь-які розташовані в заглибній ванні ролики. Переважно передбачено, що у зоні бокової стінки резервуара розташовані ущільнювальні засоби для герметизації матеріалу покриття; вони виконані переважно у вигляді електромагнітного індуктора. Це виконання переважним чином гарантує, що пристрій для нанесення покриття на безперервно-литий металевий прокат зануренням забезпечує оптимальні стабілізацію і ведення заготовки у ванні для нанесення покриття, однак, проте, має місце точна опора напрямних або стабілізуючих роликів з тривалим терміном служби, оскільки опора не схильна до впливу агресивного середовища заглибної ванни. Згідно з одним удосконаленням, передбачено, що електромагнітний індуктор розташований поблизу металу покриття. Таким чином, його магнітне поле забезпечує максимально можливу ущільнювальну дію. Як електромагнітний індуктор може бути використаний як індуктор з полем, щ біжить, так і індуктор із полем, що замкнуте. Ущільнювальна дія індуктора, завдяки якій метал покриття затримується у заглибному резервуарі, може бути оптимізована за рахунок того, що розташований в зоні бокової стінки резервуара відрізок ролика або осі ролика має ступінчастий уступ. Він виконаний переважно у вигляді закруглення. Далі переважно відрізок індуктора, що граничить з уступом ролика або осі ролика, виконаний геометрично відповідним цьому уступ у. Крім того, для досягнення максимально можливого замикаючого ефекту в зоні відрізка індуктора, що граничить з уступом ролика або осі ролика, може бути розташована електромагнітна котушка. Оптимальні ведення та стабілізація металевого прокату виникають тоді, коли прокат направляють з кожної сторони роликом, тобто, загалом, двома роликами. Ролики складаються при цьому переважно з керамічного матеріалу або покриті таким матеріалом. Для досягнення високої якості покриття в процесі його нанесення у ванні ролики повинні бути зв'язані з приводом обертання; вони є тоді, отже, звідними. Особливо переважно концепція винаходу застосовується тоді, коли металева заготовка може бути пропущена вертикально через резервуар і через розташований перед ним напрямний канал, причому в зоні напрямного каналу розташований, щонайменше, один додатковий електромагнітний індуктор, який утримує метал покриття від витікання вниз з резервуара. Приклади виконання винаходу зображені графічно, на фігурах представлені: - Фіг 1: схематично на вигляді спереду резервуар для нанесення покриття зануренням в розплав з металевого прокату, що пропускається через неї; - Фіг.2: відповідний Фіг.1 вигляд збоку; - Фіг.3: перша форма виконання ущільнювальних засобів між роликом та стінкою резервуара; - Фіг.4: альтернативна Фіг.3 форма виконання. На Фіг.1 та 2 зображений принцип нанесення покриття на металевий прокат 1, зокрема сталеву штабу, зануренням в розплав. Прокат 1 входить у прикладі виконання знизу вертикально у напрямний канал 12 установки для нанесення покриття. Напрямний канал 12 утворює нижній кінець резервуара 3, заповненого рідким металевим покриттям 2. Заготовку 1 направляють вертикально вгору у напрямку X руху. Для того щоб рідке металеве покриття 2 не могло витекти з резервуара 3, у зоні напрямного каналу 12 розташований електромагнітний індуктор 13. Він складається з двох половин, кожна з яких розташована збоку від заготовки 1. В електромагнітному індукторі 13 виробляється електромагнітне поле, що біжить або поле, яке замкнуте, яке затримує рідкий метал 2 покриття в резервуарі 3 і перешкоджає таким чином його витіканню. Для ведення та стабілізації заготовки 1 в резервуарі 3 з металом 2 покриття розташовані два ролики 4, які позиціоновані над індуктором 13, тобто обертаються в рідкому металевому покритті 2. Як видно з Фіг.2, ролики 4 проходять з обох сторін через бокові стінки 6 резервуара 3. На своїх обох аксіальних кінцях ролики 4 переходять в осьові відрізки 5 (вісь), встановлені на опорах у вигляді підшипників 14 (підшипники кочення). Оскільки опора розташована поза резервуаром 3, тобто поза металом 2 покриття, вона може встановлюватися дуже точно і з малим зазором; крім того, опора має тривалий термін служби. Потрібно зазначити, що, звичайно, концепція розташування та опори роликів може бути точно так само використана і тоді, коли відбувається відхилення заготовки в резервуарі 3, як це описано, наприклад, в [ЕР 0556833 А1]. Завдяки точному з малим зазором встановленню роликів 4 у підшипниках 14 поза резервуаром 3 можна підтримувати малою різницю між діаметром крізного отвору у стінці 6 резервуара та діаметром ролика 4. Таким чином, у найпростішому випадку при малій щілині проходу для роликів, що відповідно підтримується, можна без додаткових заходів збирати витікаюче через щілину металеве покриттям 2 в уловлюючому резервуарі, так що абсолютно не потрібно ніякої додаткової апаратної передумови здійснення процесу нанесення покриття. Слід було б ли ше звернути ува гу на те, щоб зона витікаючого металу підтримувалася у захисному газі, щоб уникнути окислення та утворення небажаних забруднень металевого покриття. Переважно, однак, поступати так, як це показано на Фіг.3 та 4. На них показано, що в зоні бокової стінки 6 резервуара 3 розташований індуктор 7 з однією або декількома електромагнітними котушками 11. Індуктор 7 виробляє затримуюче металеве 2 покриття в резервуарі 3 електромагнітне поле, причому може використовуватися як поле, що біжить, і як поле замкнуте. Індуктор 7 діє як ущільнювальний пристрій. У варіанті, зображеному на Фіг.3, використовується електромагнітне поле, що біжить. Оскільки крізний зазор між боковою стінкою 6 та роликом 4 може підтримуватися вузьким за рахунок точного встановлення опори ролика 4, напруженість поля індуктора 7 для герметизації може бути помітно нижчою, ніж це потрібно при проходженні штаби через дно резервуара 3 (див. індуктор 13 на Фіг.1 та 2). Конструктивна висота індуктора 7 може бути, тим самим, зменшена. Затримуючий ефект поля, що біжить, створює протікання в зоні проходження ролика 4 через бокову стінку 6, яке протидіє затвердінню металевого покриття 2 в зоні проходження ролика 4 через бокову стінку 6. Крім того, як видно на Фіг.3, індуктор 7 в резервуарі 3 присунутий близько до металевого покриття 2. У формі виконання, зображеної на Фіг.4, для магнітогідродинамічної герметизації використано звужуюче електромагнітне поле, що замикнуте. Замикаюча силова дія магнітного поля стає повністю ефективною тоді, коли силові лінії поля індуктора, що створюється електромагнітною котушкою 11, перпендикулярні напрямку витікання металевого покриття. Для ролика 4 в зоні його відрізка 8 передбачена особлива форма. Керамічне покриття ролика 4 має у прикладі виконання уступ 9 у вигляді закруглення; індуктор 7 має на своєму відрізку 10, що граничить з ним, відповідну геометрію. На цьому відрізку 10 індуктора 7 розташована електромагнітна котушка 11. За рахунок цього силові лінії поля проходять у зазорі між роликом 4 та боковою стінкою 6 перпендикулярно напрямку витікання металу 2 покриття (стрілки 15). Наприкінці потрібно ще зазначити, що запропонована концепція розташування ролика у ванні для нанесення металевого покриття може застосовуватися не тільки для стабілізуючих валиків, але і для заглибних роликів (наприклад, для відхилення безперервно-литої металевої заготовки). Перелік посилальних позицій 1 - металева заготовка 2 - метал покриття 3 - резервуар 4 - напрямний ролик 5 - вісь ролика 6 - бокова стінка резервуара 3 7 - ущільнювальний засіб (індуктор) 8 - відрізок напрямного ролика 4 9 - уступ напрямного ролика 4 10 - відрізок індуктора 7 11 - електромагнітна котушка індуктора 7 12 - напрямний канал 13 - індуктор 14 - підшипник кочення 15 - напрямок, перпендикулярний напрямку витікання X - напрямок руху
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for coating application on rolled metal billet by immersion into metal melt
Автори англійськоюHartung Hans-Georg, TRAKOWSKI, Walter
Назва патенту російськоюУстройство для нанесения покрытия на заготовку металлического проката погружением в металлический расплав
Автори російськоюХартунг Ханс-Георг, Траковски Вальтер
МПК / Мітки
Мітки: металевого, заготовку, зануренням, металевій, нанесення, прокату, покриття, розплав, пристрій
Код посилання
<a href="https://ua.patents.su/4-79109-pristrijj-dlya-nanesennya-pokrittya-na-zagotovku-metalevogo-prokatu-zanurennyam-v-metalevijj-rozplav.html" target="_blank" rel="follow" title="База патентів України">Пристрій для нанесення покриття на заготовку металевого прокату зануренням в металевий розплав</a>
Спосіб і пристрій для нанесення покриття на металевий виріб зануренням у розплав
Номер патенту: 79175
Опубліковано: 25.05.2007
Автори: Брісбергер Рольф, Ціленбах Міхаель, Юргенс Роберт, Траковскі Вальтер, Тенькхофф Бернхард, Беренс Хольгер, Фалькенхан Бодо
Мітки: зануренням, виріб, металевій, покриття, спосіб, пристрій, розплав, нанесення
Формула / Реферат:
1. Спосіб нанесення покриття на металевий виріб, зокрема на сталеву штабу зануренням у розплав металу, при якому металевий виріб (1) по вертикалі подають через ємність (3), що містить розплавлений метал (2) покриття і через розташований перед ємністю напрямний канал (4), причому для втримання металу (2) покриття в ємності (3) в ділянці напрямного каналу (4) створюють електромагнітне поле за допомогою щонайменше двох індукторів (5),...
Установка для нанесення покриття на металевий виріб зануренням у розплав
Номер патенту: 78891
Опубліковано: 25.04.2007
Автори: Фалькенхан Бодо, Беренс Хольгер, Ціленбах Міхель, Тенькхофф Бернхард, Брісбергер Рольф
МПК: C23C 2/00
Мітки: розплав, металевій, нанесення, установка, зануренням, виріб, покриття
Формула / Реферат:
1. Установка для нанесення покриття на металевий виріб (1), зокрема на сталеву штабу, зануренням у розплав, в якій металевий виріб (1) проходить по вертикалі через ємність (3), що містить розплавлений метал (2) покриття, і розташований перед ємністю напрямний канал (4), при цьому по обидві сторони від металевого виробу (1) у зоні напрямного каналу (4) передбачені щонайменше два індуктори (5), що створюють електромагнітне поле, яке утримує...
Спосіб нанесення покриття зануренням в розплав та пристрій для його здійснення
Номер патенту: 78722
Опубліковано: 25.04.2007
Автори: Брісбергер Рольф, Траковскі Вальтер
Мітки: здійснення, розплав, нанесення, зануренням, пристрій, спосіб, покриття
Формула / Реферат:
1. Спосіб нанесення покриття на поверхню, зокрема стрічкоподібного матеріалу, наприклад стрічки з кольорових металів або сталевої стрічки (1), щонайменше одного металевого покриття при проходженні через щонайменше одну ємність, що містить розплавлений матеріал (3) покриття, при цьому матеріал покриття вводять з приймального резервуара (8) в зазор (7) між роторами (5, 5'), що обертаються в протилежному напрямі, і стрічку (1) пропускають зверху...
Пристрій для електрогальванічного нанесення металевого покриття на смуги
Номер патенту: 57003
Опубліковано: 16.06.2003
Автор: Вернер Шіміон
МПК: C25D 17/10, C25D 17/00
Мітки: пристрій, смуги, електрогальванічного, металевого, нанесення, покриття
Формула / Реферат:
1. Пристрій для електрогальванічного нанесення металевого покриття на смуги, які переміщуються в кислому електроліті, збагаченому металом, що має щонайменше один нерозчинний анод, розташований паралельно смузі, включеній як катод, при цьому метал з електроліту осаджується на поверхню смуги, який відрізняється тим, що кожний анод паралельно напрямку проходження смуги розділений на анодні смуги (5а, 5b), анодні смуги (5а, 5b) ізольовані один...
Процес нанесення покриття на подовжену заготовку
Номер патенту: 5867
Опубліковано: 15.03.2005
Автори: Макарущенко Андрій Миколайович, Кошелев В'ячеслав Михайлович
МПК: C23C 14/24, C23C 14/00
Мітки: нанесення, покриття, заготовку, подовжену, процес
Формула / Реферат:
1. Процес нанесення покриття на подовжену заготовку, який включає транспортування заготовки до напилювальної станції, створення в камері напилювальної станції вакууму, підтримування заготовки в напрямній біля напилювальної станції, нанесення покриття термічним, електронно-променевим, дуговим або магнетронним випарником, напуск газу в простір між заготовкою і камерою, який відрізняється тим, що заготовку підключають до джерела струму, подають...
Попередній патент: Системи і способи для модифікування місця контакту об’єкта з льодом
Наступний патент: Композиція на основі диклофенаку для місцевого лікування захворювань ротоглотки
Випадковий патент: Каска-сигналізатор