Спосіб і пристрій для нанесення покриття на металевий виріб зануренням у розплав
Номер патенту: 79175
Опубліковано: 25.05.2007
Автори: Тенькхофф Бернхард, Фалькенхан Бодо, Ціленбах Міхаель, Брісбергер Рольф, Юргенс Роберт, Траковскі Вальтер, Беренс Хольгер
Формула / Реферат
1. Спосіб нанесення покриття на металевий виріб, зокрема на сталеву штабу зануренням у розплав металу, при якому металевий виріб (1) по вертикалі подають через ємність (3), що містить розплавлений метал (2) покриття і через розташований перед ємністю напрямний канал (4), причому для втримання металу (2) покриття в ємності (3) в ділянці напрямного каналу (4) створюють електромагнітне поле за допомогою щонайменше двох індукторів (5), розташованих з обох боків металевого виробу (1), причому за допомогою щонайменше двох додаткових котушок (6), розташованих з обох боків металевого виробу (1), створюють електромагнітне поле з накладанням на електромагнітне поле індукторів (5), стабілізуючи положення металевого виробу (1) посередині напрямного каналу (4), який відрізняється тим, що стабілізацію положення металевого виробу (1) посередині напрямного каналу (4) здійснюють за допомогою замкненого контуру регулювання зі зворотним зв'язком, у якому:
а) вимірюють розташування (s, s', s") металевого виробу (1) у напрямному каналі (4);
б) вимірюють індукційний струм (IInd) в індукторах (5);
в) вимірюють індукційний струм (І Коrr) у додаткових котушках (6);
г) впливають на індукційний струм (І Коrr) у додаткових котушках (6) залежно від усіх виміряних на етапах а)-в) параметрів (s, s', s", IInd, ІКоrr), утримуючи металевий виріб (1) посередині в напрямному каналі (4),
причому розташовують додаткові котушки (6), коли дивитися в напрямі (R) подачі металевого виробу (1), у межах протяжності індукторів (5).
2. Спосіб за п. 1, який відрізняється тим, що створюють електромагнітне поле у вигляді багатофазного біжучого поля під час накладення змінного струму з частотою між 2Гц і 2кГц.
3. Спосіб за п. 1, який відрізняється тим, що створюють електромагнітне поле у вигляді однофазного змінного поля під час накладення змінного струму з частотою між 2кГц і 10кГц.
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що визначення положення (s, s', s") металевого виробу (1) у напрямному каналі (4) здійснюють індуктивно.
5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що визначення положення (s, s', s") металевого виробу здійснюють у ділянці напрямного каналу (4), у якій відсутній повністю або присутній незначний вплив магнітного поля індукторів (5) і/або магнітного поля додаткових котушок (6).
6. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що визначення положення (s, s', s") металевого виробу здійснюють у ділянці напрямного каналу (4), у якій існує дія магнітного поля індукторів (5) і/або магнітного поля додаткових котушок (6).
7. Пристрій для нанесення покриття на металевий виріб (1), зокрема на сталеву штабу, у якому передбачена ємність (3), що містить розплавлений метал (2) покриття і призначена для пропускання по вертикалі через неї металевого виробу (1), а також розташований перед ємністю напрямний канал (4), причому передбачені щонайменше два розташовані з обох боків металевого виробу (1) у ділянці напрямного каналу (4) індуктори (5) для створення електромагнітного поля, здатного втримувати метал (2) покриття в ємності (3), при цьому передбачені щонайменше дві розташовані з обох боків металевого виробу (1) додаткові котушки (6) для створення електромагнітного поля з накладанням на електромагнітне поле індукторів (5) для стабілізації положення металевого виробу (1) посередині в напрямному каналі (4), який відрізняється тим, що передбачені засоби (7, 7', 7", 8, 9), які забезпечують вимірювання параметрів (s, s', s") положення металевого виробу (1) у напрямному каналі (4), індукційного струму (IInd) в індукторах (5) та індукційного струму (ІКоrr) у додаткових котушках (6), а також засіб (10) регулювання, пристосований для керування індукційним струмом (ІКоrr) у додаткових котушках (6) залежно від виміряних параметрів (s, s', s", IInd, ІКоrr) для утримання металевого виробу (1) посередині напрямного каналу (4), причому додаткові котушки (6) розташовані в межах протяжності індукторів (5), коли дивитися в напрямі (R) подачі металевого виробу (1).
8. Пристрій за п. 7, який відрізняється тим, що вимірювальні засоби (7, 7', 7") для визначення параметрів (s, s', s") положення металевого виробу (1) у напрямному каналі (4) є індуктивним вимірювальним приймачем.
9. Пристрій за пп. 7 або 8, який відрізняється тим, що засоби (7, 7', 7") вимірювання параметрів (s, s', s") положення металевого виробу (1) в напрямному каналі (4) розташовані, коли дивитися в напрямі (R) подачі металевого виробу (1), у межах протяжності індукторів (5).
10. Пристрій за пп. 7 або 8, який відрізняється тим, що засоби (7, 7', 7") вимірювання параметрів (s, s', s") положення металевого виробу (1) у напрямному каналі (4) розташовані, коли дивитися в напрямі (R) подачі металевого виробу (1), поза межами протяжності індукторів (5).
11. Пристрій за будь-яким із пп. 7-10, який відрізняється тим, що засоби (7, 7', 7") вимірювання параметрів (s, s', s") положення металевого виробу (1) у напрямному каналі (4) розташовані, коли дивитися в напрямі (R) подачі металевого виробу (1) ,поза межами протяжності додаткових котушок (6).
12. Пристрій за будь-яким із пп. 7-11, який відрізняється тим, що засоби (7, 7', 7") вимірювання параметрів (s, s', s") положення металевого виробу (1) у напрямному каналі (4) розташовані на різних місцях, коли дивитися в напрямі (R) подачі металевого виробу (1).
Текст
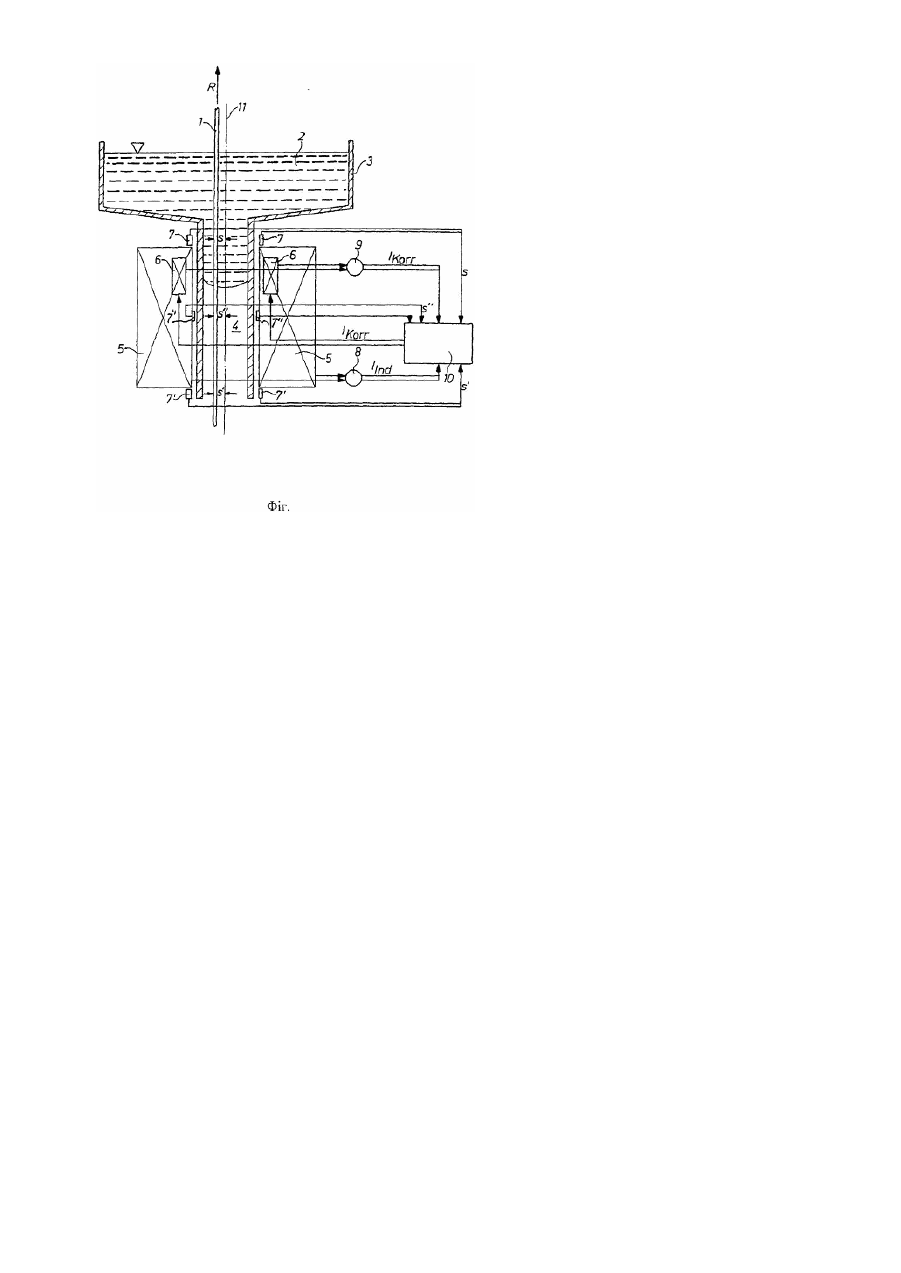
Винахід стосується способу нанесення покриття на металевий виріб, зокрема, сталеву стрічку, зануренням у розплав, при якому металевий виріб по вертикалі проводиться через ємність, що містить розплавлений метал покриття, і через розташований перед ємністю напрямний канал, причому, для утримання металу покриття в ємності, в ділянці напрямного каналу створюється електромагнітне поле за допомогою, щонайменше, двох індукторів, розташованих з обох боків металевого виробу, і причому, щоб стабілізувати металевий профіль у положенні посередині напрямного каналу, на електромагнітне поле індукторів накладається поле, що створюється за допомогою, щонайменше, двох додаткових котушок, розташованих з обох боків металевого виробу. Крім того, винахід стосується пристрою для нанесення покриття на металевий виріб зануренням у розплав. Класичні установки для нанесення покриття металом зануренням у розплав, призначені для металевих штаб, містять частину, яка вимагає інтенсивного технічного обслуговування, а саме, - ємність для покриття з обладнанням, що знаходиться в ній. Поверхні металевих штаб, що покриваються, перед нанесенням покриття повинні очищатися від залишків оксидів і активуватися для з'єднання з металом покриття. Для цього поверхні штаб обробляють перед нанесенням покриття за допомогою теплових процесів у відновній атмосфері. Оскільки шари оксидів усуваються спочатку хімічно або за допомогою абразиву, то під час відновного теплового процесу, поверхні активуються таким чином, що після теплового процесу вони є металево чистими. Однак, під час активації поверхні стрічки підвищується спорідненість цих поверхонь штаб до кисню оточуючого повітря. Щоб перешкоджати попаданню кисню повітря на поверхню штаби перед нанесенням покриття, штаби вводяться в заглибному рукаві зверху у ванну для покриття. Оскільки метал покриття знаходиться в рідкому стані, причому для регулювання товщини покриття передбачається використання гравітації і дуттьового пристрою, а подальші технології все ж забороняють контакт зі штабою аж до повного твердіння металу покриття, то стрічка у ванні для покриття повинна відхилятися у вертикальному напрямі. Це відбувається за допомогою ролика, який рухається в рідкому металі покриття. Цей ролик зазнає сильного зносу рідким металом покриття, що є причиною простоїв і втрат у промисловому виробництві. Через бажану незначну товщину шар у накладеного металу покриття, яка може коливатися в мікронному діапазоні, пред'являються високі вимоги до якості поверхні штаби. Це означає, що поверхні контактуючих зі штабою роликів також повинні бути високої якості. Пошкодження на цих поверхнях призводять, по суті, до дефектів на поверхні штаби. Це є причиною частих простоїв установки. Щоб уникнути проблем, пов'язаних із рухомими в рідкому металі покриття роликами, запропоновано використовува ти відкриту вниз ємність для покриття, яка в нижній ділянці має напрямний канал для вертикального проведення штаби вгору і забезпечена електромагнітним замком для ущільнення. При цьому мова йде про електромагнітні індуктори, які створюють відтискувальні, відкачувальні і, відповідно, звужувальні електромагнітні змінні або, відповідно, біжучі поля і забезпечують ущільнення ємності для покриття знизу. Подібне рішення відоме, наприклад, із документа [ЕР 0673444 В1]. Електромагнітний замок для ущільнення внизу ємності для покриття застосовується також у рішенні згідно з документом [WO 96/03533] і, відповідно, згідно з документом [JP 5086446]. Нанесення покриття на неферомагнітні металеві штаби буде за даними способами можливе, однак у разі використання феромагнітних сталевих штаб виникають проблеми, пов'язані з тим, що штаби в електромагнітних ущільненнях унаслідок феромагнетизму протягуються до стін напрямного каналу і внаслідок цього ушкоджується поверхня штаби. Інша проблема полягає в тому, що метал покриття і металева штаба недопустимо нагріваються в полі індуктора. Під час розташування феромагнітної сталевої штаби, що проходить через напрямний канал, між двома індукторами блукаючих полів виникає нестабільна рівновага. Тільки в середині напрямного каналу сума діючих на стрічку електромагнітних сил тяжіння дорівнює нулю. Як тільки сталева штаба відхиляється з положення посередині, вона виявляється ближче до одного з двох індукторів, у той час як від іншого індуктора вона віддаляється. Причинами такого відхилення можуть бути прості погрішності площинного розташування штаби. Можна також назвати при цьому який-небудь вид нерівностей штаби в напрямі руху, під час розгляду по ширині штаби (хвилястість у центрі або скраю, хвилясті кромки, биття, скручування, прогин, S-подібна форма і т. д.). Електромагнітна індукція, яка викликає електромагнітну силу тяжіння, зменшується під час віддалення від індуктора по напруженості поля згідно з експоненціальною функцією. У такий спосіб зі зростаючою відстанню від індуктора зменшується сила тяжіння, оскільки вона пропорційна квадрату напруженості поля індукції. Для рухомої штаби це означає, що при відхиленні в одному напрямі, експоненціально зростає сила тяжіння одного індуктора, у той час як повертальна сила іншого індуктора експонентно зменшується. Обидва ефекти самостійно посилюються, тому рівновага є нестабільною. Для розв'язання цієї проблеми і для точного регулювання положення металевого виробу в напрямному каналі використовують рішення, відомі з документів [DE 19535854 А1 і DE 10014867 А1]. Згідно з розкритими в них концепціями, передбачено, щоб нарівні з котушками для створення електромагнітного біжучого поля були передбачені додаткові котушки, які перебувають у з'єднанні з регулювальною системою і дбають про те, щоб металева штаба після відхилень з центрального положення поверталася в нього назад. Схожа концепція розкрита також у документі [JP 05078802 А]. При цьому додаткові котушки розташовані в напрямному каналі нижче за індуктори. Інші рішення для більш точного проведення металевої штаби відомі з документів [ЕР 0855450 А1, JP 10046310 A, WO 02/14572 А1 і JP 2000053295 А]. У цих відомих основних рішеннях є недолік, який полягає в тому, що е фективність регулювання є недостатньою для забезпечення стабільного центрування металевого виробу в середині напрямного каналу. Проблемою може бути, у зв'язку з цим, велика довжина натягнення між нижнім відхилювальним роликом під напрямним каналом і верхнім кінцевим роликом над ванною покриття, яка може складати у виробничому обладнанні значно більше за 20м. Це посилює необхідність ефективного регулювання положення металевої штаби в напрямному каналі. В основі винаходу лежить завдання створити спосіб і відповідний пристрій для нанесення покриттів на металевий виріб зануренням у розплав, за допомогою яких можна подолати зазначені недоліки. Ефективність регулювання повинна поліпшуватися, внаслідок чого можна більш простим способом утримувати металевий виріб посередині напрямного каналу. Рішення цього завдання, згідно з винаходом, щодо способу полягає в тому, що стабілізація центрального розташування металевого профілю відбувається в напрямному каналі, згідно з послідовністю наступних етапів здійснюваних у замкненому контурі регулювання зі зворотним зв'язком: а) вимірювання положення металевого виробу в напрямному каналі; б) вимірювання індукційного струму в індукторах; в) вимірювання індукційного струму в додаткових котушках; г) вплив на індукційний струм в додаткових котушках у залежності від виміряних на етапах а)-в) параметрів для утримання металевого профілю в центральному положенні в напрямному каналі, причому додаткові котушки розташовані в межах протяжності індукторів, при розгляді в напрямі руху металевого виробу. Суть винаходу полягає в тому, що реєструють три параметри - розташування металевого виробу в напрямному каналі, індукційний струм в індукторах і індукційний струм у додаткових котушках - і всі ці параметри враховують під час регулювання положення металевого виробу; встановлювальним параметром контур у регулювання є індукційний струм у додаткових котушках. Таким чином можливо враховувати як створене самими індукторами (основні котушки) магнітне поле, так і викликане додатковими котушками, накладене під час регулювання магнітне поле, так що загалом ефективність регулювання поліпшується. Перше вдосконалення полягає в тому, що здійснене ущільнювальне електромагнітне поле - це багатофазне біжуче поле, яке створюється з використанням змінного струму частотою від 2Гц і 2кГц. Альтернативно може передбачатися також однофазне змінне поле, яке створюється з використанням змінного струму частотою від 2кГц до 10кГц. Особливо переважним є також реєстрація положення металевого виробу в напрямному каналі за допомогою індукції. Щоб забезпечити, по можливості, більш точне визначення позиції штаби, передбачено, що уточнення положення штаби здійснюють у ділянці напрямного каналу, у якій, по суті, відсутні або присутні лише ослаблена дія магнітного поля індукторів і/або магнітне поле додаткових котушок. Альтернативно до цього також можливо, що визначення відбувається в ділянці напрямного каналу, у якій реалізується дія цих магнітних полів. Засіб вимірювання (вимірювальні котушки) для реєстрації положення металевого виробу знаходиться в межах або поза межами електромагнітних елементів, під якими потрібно розуміти як індуктор, так і додаткові котушки. Можливим є, зокрема, розташування засобів вимірювання в ділянці протяжності індуктора, перед додатковою котушкою, або в ділянці протяжності індуктора поряд з додатковою котушкою або поза ділянкою протяжності індуктора. Можливі також комбінації цих розміщень. Пристрій, згідно з винаходом, для нанесення покриття на металевий виріб зануренням у розплав містить, щонайменше, два розташованих по обидва боки від металевого виробу, в ділянці напрямного каналу, індуктори для створення електромагнітного поля, що втримує метал покриття в ємності і, щонайменше, дві розташовані по обидва боки від металевого виробу додаткові котушки для створення електромагнітного поля, що накладається на електромагнітне поле індукторів, для стабілізації металевого виробу в центральному положенні в напрямному каналі, причому пристрій характеризується наявністю засобів вимірювання для вимірювання розташування металевого виробу в напрямному каналі, індукційного струму в індукторах та індукційного струму в додаткових котушках, а також наявністю засобу регулювання, пристосованого для керування індукційним струмом в додаткових котушках у залежності від виміряних параметрів, для утримання металевого виробу посередині напрямного каналу, причому додаткові котушки розташовані в межах протяжності індукторів, під час розгляду - в напрямі руху металевого виробу. Здебільшого, засобом вимірювання положення металевого профілю в напрямному каналі є індуктивний вимірювальний приймач. Далі може бути передбачено, що засіб вимірювання для положення металевого виробу в напрямному каналі під час розгляду в напрямі руху металевого виробу знаходиться в межах протяжності індукторів. Однак, можливо також, що засіб вимірювання розташований поза протяжністю індукторів. В обох випадках можливо, щоб засіб вимірювання положення металевого виробу в напрямному каналі під час розгляду в напрямі руху металевого виробу, був розташований поза протяжністю додаткових котушок. Таким чином забезпечується точне вимірювання положення металевого виробу. Згідно з іншим удосконаленням передбачено, щоб у напрямному каналі, під час розгляду в напрямі руху металевого виробу, на різних місцях розташовані декілька засобів вимірювання положення металевого виробу. При цьому окремі засоби вимірювання положення можуть розташовуватися як в межах, так і поза межами магнітних полів індукторів і, відповідно, додаткових котушок. На кресленні представлений зразок здійснення винаходу. На єдиній Фігурі креслення схематично показаний пристрій для нанесення покриття зануренням у розплав з одним, прохідним через нього металевим виробом. Пристрій містить ємність 3, наповнену рідким металом 2 покриття, наприклад, цинком або алюмінієм. Металевий виріб 1, що покривається, у формі сталевої штаби проходить вертикально вгору через ємність 3 у напрямі R подачі. Потрібно зазначити, що також можливо, якщо металевий виріб 1 проходить через ємність 3 зверху вниз. Для проходження металевого профілю 1 через ємність З передбачений отвір у ділянці днища, де розташований напрямний канал 4, представлений у збільшенні. Щоб розплавлений метал 2 покриття не міг витікати вниз через напрямний канал 4, по обидва боки від металевого виробу 1 знаходяться два електромагнітних індуктори 5, які створюють магнітне поле, що викликає підіймальні сили в рідкому металі 2 покриття, протидійні силі тяжіння металу 2 покриття, і за рахунок чого створюється нижнє ущільнення напрямного каналу 4. Індуктори 5 можуть бути виготовлені у вигляді дво х розташованих напроти один одного індукторів змінних або біжучих полів, які експлуатуються в смузі частот від 2Гц до 10кГц і створюють електромагнітне поперечне поле перпендикулярно до напряму R подачі. Переважна штаба частот для однофазних систем (індуктори змінних полів) лежить між 2кГц і 10кГц, для багатофазних систем (наприклад, індуктори біжучих полів) - між 2Гц і 2кГц. Метою є утримання металевого виробу 1, що знаходиться в напрямному каналі 4 таким чином, щоб він знаходився, по можливості, в певній позиції, здебільшого, в центральній площині 11 напрямного каналу 4. Металевий виріб 1, що знаходиться між індукторами 5, по суті,притягується, при створенні електромагнітного поля між індукторами 5, до розташованого ближче індуктора, причому тяжіння зростає з наближенням до індуктора, що призводить до нестабільного положення стрічки. Отже, під час експлуатації пристрою існує проблема, пов'язана з тим, що металевий виріб 1 через притягальну силу індукторів 5 не може вільно і по центру проходити через напрямний канал 4 між працюючими індукторами. Для стабілізації металевого виробу 1 в центральній площині 11 напрямного каналу 4 з обох боків напрямного каналу 4 і, відповідно, металевого виробу 1 розташовані додаткові котушки 6. Вони керуються засобом 10 регулювання таким чином, що суперпозиція магнітних полів індукторів 5 і додаткових котушок 6 утримує металевий виріб 1 посередині напрямного каналу 4. За допомогою додаткових котушок 6 магнітне поле індукторів 5 може, залежно від керування, посилюватися або послаблятися (принцип суперпозиції) без порушення ущільнення, тобто за підтримання мінімально необхідної напруженості поля для ущільнення. У такий спосіб може виявлятися вплив на розташування металевого виробу 1 в напрямному каналі 4. Засоби 10 регулювання при цьому спочатку отримують сигнали s, s' і, відповідно, s", які показують положення металевого виробу 1 в напрямному каналі 4. Розміщення s, s' і, відповідно, s" визначається засобами 7, 7' і, відповідно, 7" вимірювання координат, здебільшого індуктивними датчиками положення. Визначення положення металевого виробу 1 між індукторами 5 в електромагнітному полі відбувається індуктивно, причому використовується ефект зворотного зв'язку металевого виробу 1 в електромагнітному полі. Засоби 10 регулювання набувають далі значень індукційних стр умів в індукторах 5 - стр ум IInd - і, відповідно, в додаткових котушках 6 - струм ІКоrr, визначеними засобами 8, 9 вимірювання струму. У засобі 10 регулювання закладені алгоритми, які видають новий керувальний сигнал у формі індукційного струму ІКоrr у додаткові котушки 6, виходячи з трьох параметрів: розташування s, s' і, відповідно, s" металевого виробу 1 в напрямному каналі, індукційного струму IInd в індукторах 5 та індукційного струму ІКоrr в додаткових котушках 6. Таким чином положення металевого виробу 1 підтримується за допомогою замкненого контуру регулювання зі зворотним зв'язком так, що відхилення металевого виробу 1 від центральної площини 11 будуть мінімальними, тобто, що значення s, s' і, відповідно, s" стануть, по можливості, нульовими. Як можна побачити, параметри s, s' і, відповідно, s" положення металевого виробу 1 в напрямному каналі 4 визначаються засобами 7, 7' і відповідно 7" вимірювання координат, причому - розглядаючи в напрямі R подачі - засіб 7 вимірювання позиціоновано зверху індукторів 5, засіб 7' вимірювання - нижче за індуктори 5 і засіб 7" вимірювання - в ділянці індукторів 5. У даному випадку, всі три засоби 7, 7' і, відповідно 7" вимірювання координат розташовані поза ділянкою додаткових котушок 6. Із визначених засобами 7, 7', 7" вимірювання координат значень у засобі 10 регулювання може обчислюватися середнє значення. Оскільки засоби 7, 7' і, відповідно, 7" вимірювання координат виготовлені у вигляді індуктивних датчиків, то вплив магнітних полів, які створюються індукторами 5 і додатковими котушками 6, повинен залишатися, по можливості, незначним. Це забезпечується розташуванням засобів 7 і, відповідно, 7' вимірювання координат поза протяжністю індукторів 5. Зрозуміло, - як можна побачити на кресленні - один засіб вимірювання координат (у цьому випадку 7") може позиціонуватися в ділянці індукторів 5. Хоч виявилося придатним позиціонування засобів 7 і, відповідно, 7' вимірювання координат поза дією додаткових котушок 6, вони можуть розташовуватися, принципово, також у ділянці дії індукторів 5 і, відповідно, додаткових котушок 6. Перелік основних позначень: 1 - Ме талевий виріб (сталева штаба) 2 - Ме тал покриття 3 - Ємність 4 - Напрямний канал 5 - Індуктор 6 - Додаткова котушка 7 - Засіб вимірювання координат 7' - Засіб вимірювання координат 7" - Засіб вимірювання координат 8 - Засіб вимірювання струму 9 - Засіб вимірювання струму 10 - Засіб регулювання 11 - Центральна площина s - Розташування металевого виробу в напрямному каналі s' - Розташування металевого виробу в напрямному каналі s" - Розташування металевого виробу в напрямному каналі IInd - Індукційний струм в індукторі ІКоrr - Індукційний струм в додатковій котушці R - Напрям подачі металевого виробу
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for coating application on metal fabric by immersion in melt
Автори англійськоюBrisberger Rolf, TENCKHOFF BERNHARD, Behrens Holger, TRAKOWSKI, Walter, Juergens Robert
Назва патенту російськоюСпособ и устройство для нанесения покрытия на металлическое изделие погружением в расплав
Автори російськоюБрисбергер Рольф, Тенкхофф Бернхард, Беренс Хольгер, Траковски Вальтер, Юргенс Роберт
МПК / Мітки
Мітки: зануренням, спосіб, пристрій, покриття, металевій, виріб, розплав, нанесення
Код посилання
<a href="https://ua.patents.su/4-79175-sposib-i-pristrijj-dlya-nanesennya-pokrittya-na-metalevijj-virib-zanurennyam-u-rozplav.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для нанесення покриття на металевий виріб зануренням у розплав</a>
Установка для нанесення покриття на металевий виріб зануренням у розплав
Номер патенту: 78891
Опубліковано: 25.04.2007
Автори: Ціленбах Міхель, Тенькхофф Бернхард, Беренс Хольгер, Брісбергер Рольф, Фалькенхан Бодо
МПК: C23C 2/00
Мітки: виріб, нанесення, покриття, металевій, установка, розплав, зануренням
Формула / Реферат:
1. Установка для нанесення покриття на металевий виріб (1), зокрема на сталеву штабу, зануренням у розплав, в якій металевий виріб (1) проходить по вертикалі через ємність (3), що містить розплавлений метал (2) покриття, і розташований перед ємністю напрямний канал (4), при цьому по обидві сторони від металевого виробу (1) у зоні напрямного каналу (4) передбачені щонайменше два індуктори (5), що створюють електромагнітне поле, яке утримує...
Спосіб нанесення покриття зануренням в розплав та пристрій для його здійснення
Номер патенту: 78722
Опубліковано: 25.04.2007
Автори: Траковскі Вальтер, Брісбергер Рольф
Мітки: пристрій, покриття, спосіб, здійснення, розплав, нанесення, зануренням
Формула / Реферат:
1. Спосіб нанесення покриття на поверхню, зокрема стрічкоподібного матеріалу, наприклад стрічки з кольорових металів або сталевої стрічки (1), щонайменше одного металевого покриття при проходженні через щонайменше одну ємність, що містить розплавлений матеріал (3) покриття, при цьому матеріал покриття вводять з приймального резервуара (8) в зазор (7) між роторами (5, 5'), що обертаються в протилежному напрямі, і стрічку (1) пропускають зверху...
Металевий виріб, що має покриття для створення теплового бар’єра, і спосіб нанесення покриття
Номер патенту: 65548
Опубліковано: 15.04.2004
Автор: Рікербі Девід Стеффорд
МПК: C23C 28/00, C23C 14/22
Мітки: нанесення, створення, має, металевій, виріб, покриття, теплового, спосіб, бар'єра
Формула / Реферат:
1. Металевий виріб, який має зв'язуюче покриття на поверхні металевого виробу та керамічне покриття, що забезпечує тепловий бар'єр, розташоване на зв'язуючому покритті, містить множину стовпчастих зерен, що проходять по суті перпендикулярно до поверхні металевого виробу, і має внутрішню частину, що примикає до зв'язуючого покриття, проміжну частину, розташовану на внутрішній частині, і зовнішню частину розташовану на проміжній частині,...
Металевий виріб з термобар’єрним покриттям і спосіб нанесення покриття
Номер патенту: 63907
Опубліковано: 16.02.2004
Автор: Рікербі Девід Стеффорд
МПК: C23C 14/54, C23C 14/08, C23C 28/04, C23C 14/28
Мітки: спосіб, металевій, покриття, виріб, нанесення, покриттям, термобар'єрним
Формула / Реферат:
1. Металевий виріб, що містить зв'язувальне покриття на металевому виробі і керамічне покриття, що утворює термічний бар'єр, на зв'язувальному покритті, причому керамічне покриття, яке утворює термічний бар'єр, містить численні стовпоподібні гранули, розташовані, по суті, перпендикулярно до поверхні металевого виробу, при цьому кожна стовпоподібна гранула має численні шари, які мають субгранули, розташовані під гострим кутом до поверхні...
Спосіб нанесення багатошарового покриття, що служить тепловим бар’єром, на виріб із суперсплаву і багатошарове покриття, одержане цим способом (варіанти)
Номер патенту: 35620
Опубліковано: 16.04.2001
Автори: Рікербі Девід Стаффорд, Белл Стенлі Рассел, Уінг Родні Джордж
МПК: C23C 28/00, C23C 10/60, C23C 10/00, C23C 14/08
Мітки: бар'єром, служить, тепловим, цим, багатошарове, одержане, суперсплаву, способом, покриття, варіанти, спосіб, багатошарового, нанесення, виріб
Формула / Реферат:
1. Способ нанесения многослойного покрытия, служащего тепловым барьером, на изделие из суперсплава, включающий нанесение слоя металла группы платины на изделие из суперсплава, термообработку изделия из суперсплава с нанесенным покрытием из металла группы платины и нанесение керамического покрытия, отличающийся тем, что для диффузии металла группы платины в изделие из суперсплава и создания на изделии внешнего слоя, обогащенного металлом...
Попередній патент: Котельна установка, що включає в себе стаціонарну опорну конструкцію
Наступний патент: Воднестійка сталь
Випадковий патент: Спосіб запису відеоінформації