Виливок напівспокійної й киплячої сталі
Номер патенту: 7950
Опубліковано: 15.07.2005
Автори: Шенфельд Гліб Глібович, Літвінов Леонід Федорович, Трет'яков Олександр Борисович, Онищенко Сергій Олександрович, Литвинов Дмитро Леонідович, Нєфєдьєв Олександр Сергійович, Черненков Сергій Павлович

Формула / Реферат
Виливок напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стана, що містить основну частину, звужену донизу, і головну частину, звужену доверху, який відрізняється тим, що основна й головна частини виливка сполучені по гранях і ребрах по дузі, оберненій опуклістю до серцевини виливка, радіус якої змінюється у функції R=RB + LxH0/H1, де RВ - радіус валка реверсивного обтискного стана, Н0 та Н1- висота виливка до та після обтиску у першому та першому після першого кантування проходах в обтискному стані, L - висота ділянки сполучення основної та головної частин виливка.
Текст
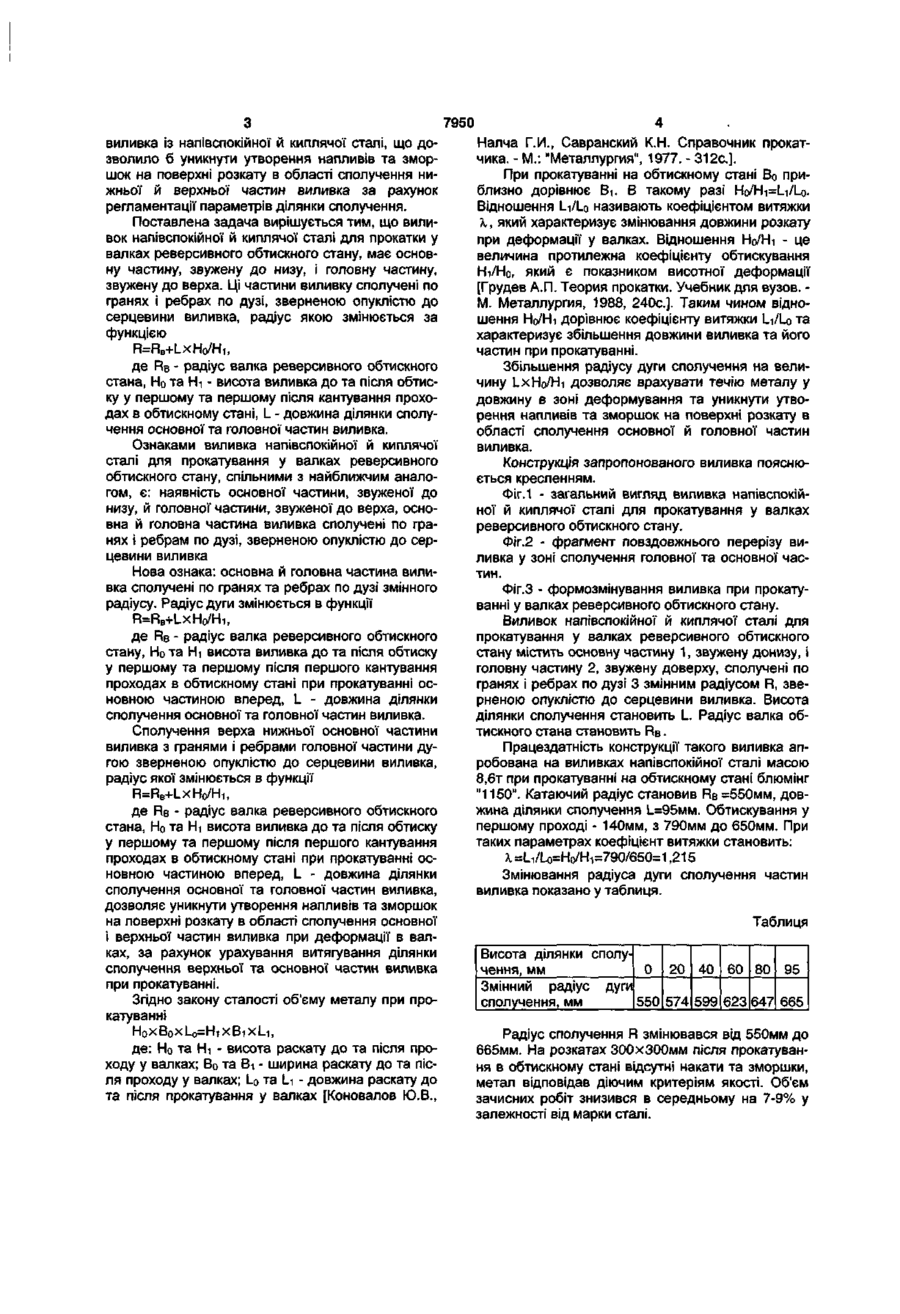
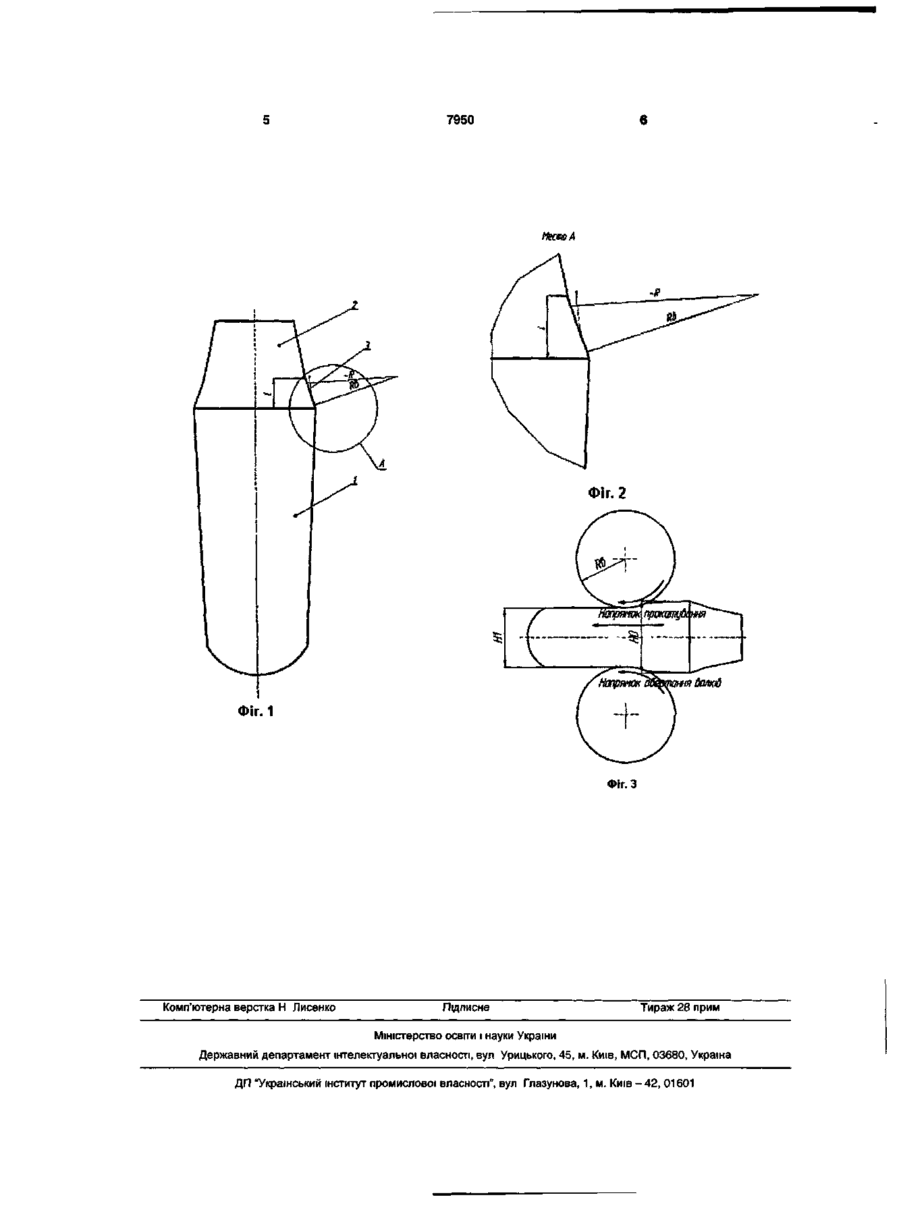
Виливок напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стана, що містить основну частину, звужену донизу, і головну частину, звужену доверху, який відрізняється тим, що основна й головна частини виливка сполучені по гранях і ребрах по дузі, оберненій опуклістю до серцевини виливка, радіус якої змінюється у функції (22)21.12.2004 (24)15.07.2005 (46) 15.07.2005, Бюл. № 7, 2005 р. (72) Нєфєдьєв Олександр Сергійович, Литвинов Дмитро Леонідович, Литвинов Леонід Федорович, Онищенко Сергій Олександрович, Третьяков Олександр Борисович, Черненков Сергій Павлович, Шенфельд Гліб Глібович (73) Нєфєдьєв Олександр Сергійович, Литвинов Дмитро Леонідович, Литвинов Леонід Федорович, Онищенко Сергій Олександрович, Третьяков Олександр Борисович, Черненков Сергій Павлович, Шенфельд Гліб Глібович де RB - радіус валка реверсивного обтискного стана, Но та Ні - висота виливка до та після обтиску у першому та першому після першого кантування проходах в обтискному стані, L - висота ділянки сполучення основної та головної частин виливка. Корисна модель відноситься до галузі чорної металургії, а більш конкретно до розливання сталей на виливки, що піддаються надалі прокатуванню у валках реверсивного прокатного стану, і може бути використаною при виробництві виливків із напівспокійних і киплячих сталей на металургійних і спеціалізованих заводах. Відомий виливок із напівспокійної й киплячої сталі, що містить сполучені по гранях і ребрах нижню частину, звужену донизу, і головну частину, звужену догори з нахилом граней і ділянок заокруглень по ребрах, який відрізняється тим, що верх нижньої частини сполучений із гранями й ребрами головної частини дугою окружності, зверненою опуклістю до серцевини виливка, радіус окружності становить 0,05-0,5 від сторони горизонтального перерізу верху нижньої частини виливка [Деклараційний патент України №50487А]. Вадою цього виливка є можливість утворення напливів та зморшок на поверхні розкату в області сполучення нижньої та верхньої частин виливка при прокатуванні на обтискних станах виливка у перших та перших після кантування проходах, так як ця конструкція виливка не враховує випередження при течії металу при деформації у валках. Відомий також виливок напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стану містить основну частину, звужену до низу, і головну частину, звужену д,о верха, який відрізняється тим, що основна і головна частини виливку сполучені по гранях і ребрах по дузі окружності, зверненою опуклістю до серцевини виливка, висота ділянки сполучення становить 0,1-0,5 від висоти головної частини виливка, а величина радіуса сполучення становить 1,0-1,1 від радіуса вальцювальних валків [Деклараційний патент України №54848А]. Цей виливок по сукупності суттєвих ознак є найбільш близьким до корисної моделі, що заявляється і тому прийнятий як найближчий аналог. Вадою виливка по найближчому аналогу є можливість утворення напливів та зморшок на поверхні розкату в області сполучення нижньої та верхньої частин виливка при прокатуванні виливка у перших та перших після кантування проходах при прокатуванні на обтискних станах, так як ця конструкція виливка не враховує випередження при течії метала при деформації у валках. В основу пропонованої корисної моделі поставлено задачу такого удосконалення конструкції R=RB+LDHO/HI, CD Ю (7) 6Г 7950 виливка із напівспокійної й киплячої сталі, що дозволило б уникнути утворення напливів та зморшок на поверхні розкату в області сполучення нижньої й верхньої частин виливка за рахунок регламентації параметрів ділянки сполучення. Поставлена задача вирішується тим, що виливок напівспокійної й киплячої сталі для прокатки у валках реверсивного обтискного стану, має основну частину, звужену до низу, і головну частину, звужену до верха. Ці частини виливку сполучені по гранях і ребрах по дузі, зверненою опуклістю до серцевини виливка, радіус якою змінюється за функцією R=RB+LxHo/Hi, де RB - радіус валка реверсивного обтискного стана, Но та Ні - висота виливка до та після обтиску у першому та першому після кантування проходах в обтискному стані, L - довжина ділянки сполучення основної та головної частин виливка. Ознаками виливка напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стану, спільними з найближчим аналогом, є: наявність основної частини, звуженої до низу, й головної частини, звуженої до верха, основна й головна частина виливка сполучені по гранях і ребрам по дузі, зверненоюопуклістю до серцевини виливка Нова ознака: основна й головна частина виливка сполучені по гранях та ребрах по дузі змінного радіусу. Радіус дуги змінюється в функції R=RB+LxHo/Hi, де RB - радіус валка реверсивного обтискного стану, Но та Ні висота виливка до та після обтиску у першому та першому після першого кантування проходах в обтискному стані при прокатуванні основною частиною вперед, L - довжина ділянки сполучення основної та головної частин виливка. Сполучення верха нижньої основної частини виливка з гранями і ребрами головної частини дугою зверненою опуклістю до серцевини виливка, радіус якої змінюється в функції R=RB+LxHo/H1( де RB - радіус валка реверсивного обтискного стана, Но та Ні висота виливка до та після обтиску у першому та першому після першого кантування проходах в обтискному стані при прокатуванні основною частиною вперед, L - довжина ділянки сполучення основної та головної частин виливка, дозволяє уникнути утворення напливів та зморшок на поверхні розкату в області сполучення основної і верхньої частин виливка при деформації в валках, за рахунок урахування витягування ділянки сполучення верхньої та основної частин виливка при прокатуванні. Згідно закону сталості об'єму металу при прокатуванні Н 0 хВ 0 хІ_о=НіхВіХІ_і, де: Но та Ні - висота раскату до та після проходу у валках; Во та Ві - ширина раскату до та після проходу у валках; І_о та U - довжина раскату до та після прокатування у валках [Коновалов Ю.В., Налча Г.И., Савранский К.Н. Справочник прокатчика. - М.: "Металлургия", 1977. - 312с]. При прокатуванні на обтискному стані Во приблизно дорівнює В-і. В такому разі Но/Ні=І_і/І_о. Відношення Ц/І_о називають коефіцієнтом витяжки X, який характеризує змінювання довжини розкату при деформації у валках. Відношення Но/Hi - це величина протилежна коефіцієнту обтискування Hi/Но, який є показником висотної деформації [Грудев А.П. Теория прокатки. Учебник для вузов. М. Металлургия, 1988, 240с]. Таким чином відношення Но/Hi дорівнює коефіцієнту витяжки 1_і/і_о та характеризує збільшення довжини виливка та його частин при прокатуванні. Збільшення радіусу дуги сполучення на величину І_хНо/Ні дозволяє врахувати течію металу у довжину в зоні деформування та уникнути утворення напливів та зморшок на поверхні розкату в області сполучення основної й головної частин виливка. Конструкція запропонованого виливка пояснюється кресленням. Фіг.1 - загальний вигляд виливка напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стану. Фіг.2 - фрагмент повздовжнього перерізу виливка у зоні сполучення головної та основної частин. Фіг.З - формозмінування виливка при прокатуванні у валках реверсивного обтискного стану. Виливок напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стану містить основну частину 1, звужену донизу, і головну частину 2, звужену доверху, сполучені по гранях і ребрах по дузі 3 змінним радіусом R, зверненою опуклістю до серцевини виливка. Висота ділянки сполучення становить L. Радіус валка обтискного стана становить RB . Працездатність конструкції такого виливка апробована на виливках напівспокійної сталі масою 8,6т при прокатуванні на обтискному стані блюмінг "1150". Катаючий радіус становив RB=550MM, довжина ділянки сполучення 1_=95мм. Обтискування у першому проході - 140мм, з 790мм до 650мм. При таких параметрах коефіцієнт витяжки становить: ^=L1/Lo=Ho/H1=79O/65O=1,215 Змінювання радіуса дуги сполучення частин виливка показано у таблиця. Таблиця Висота ділянки сполу0 20 40 60 80 95 чення, мм Змінний радіус дуги сполучення, мм 550 574 599 623 647 665 Радіус сполучення R змінювався від 550мм до 665мм. На розкатах ЗООхЗООмм після прокатування в обтискному стані відсутні накати та зморшки, метал відповідав діючим критеріям якості. Об'єм зачисних робіт знизився в середньому на 7-9% у залежності від марки сталі. 7950 Фіг. 2 Фіг. 1 Фіг. З Комп'ютерна верстка Н Лисенко Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting of semikilled and unkilled steel
Автори англійськоюNiefiediev Oleksandr Serhiiovych, Nefediev Oleksandr Serhiiovych, Lytvynov Leonid Fedorovych, Onyschenko Serhii Oleksandrovych, Tretiakov Oleksandr Borysovych, Chernenkov Serhii Pavlovych, Shenfeld Hlib Hlibovych
Назва патенту російськоюОтливка полуспокойной и кипящей стали
Автори російськоюНефедьев Александр Сергеевич, Литвинов Леонид Федорович, Онищенко Сергей Александрович, Третяков Александр Борисович, Черненков Сергей Павлович, Шенфельд Глеб Глебович
МПК / Мітки
МПК: B22D 7/06
Мітки: напівспокійної, виливок, сталі, киплячої
Код посилання
<a href="https://ua.patents.su/4-7950-vilivok-napivspokijjno-jj-kiplyacho-stali.html" target="_blank" rel="follow" title="База патентів України">Виливок напівспокійної й киплячої сталі</a>
Виливок напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стана
Номер патенту: 54848
Опубліковано: 17.03.2003
Автори: Теряєв Олександр Митрофанович, Сокуренко Анатолій Валентинович, Корінь Андрій Олександрович, Кекух Анатолій Володимирович, Омесь Микола Михайлович, Шеремет Володимир Олександрович
МПК: B22D 7/06
Мітки: киплячої, сталі, напівспокійної, валках, обтискного, стана, прокатування, виливок, реверсивного
Формула / Реферат:
Виливок напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стана, що містить основну частину, звужену до низу, і головну частину, звужену до верху, який відрізняється тим, що основна і головна частини виливка сполучені по гранях і ребрах по дузі окружності, зверненою опуклістю до серцевини виливка, висота ділянки сполучення становить від...
Виливок із напівспокійної й киплячої сталі

Номер патенту: 50487
Опубліковано: 15.02.2005
Автори: Левицький Анатолій Петрович, Маншилін Олександр Гейнійович, Крикунов Борис Петрович, Онищенко Сергій Олександрович, Плеплер Марк Лазаревич, Подберезний Микола Петрович
МПК: B22D 7/06
Мітки: виливок, киплячої, сталі, напівспокійної
Формула / Реферат:
A method for complex utilization of nitro-acid oxidants of liquid rocket fuel with obtaining nitrates of mono- and polyatomic alcohols relates to the field of chemical processes. For a complex utilization of nitro-acid oxidants the known process for reprocessing solutions of nitric acid and nitrogen oxides containing hydrofluor and orthophosphoric acid and consisting in regeneration thereof by method of rectification with obtaining...
Виливок із напівспокійної й киплячої сталі
Номер патенту: 54220
Опубліковано: 17.02.2003
Автор: Дубина Олег Вікторович
МПК: B22D 7/06
Мітки: напівспокійної, киплячої, виливок, сталі
Формула / Реферат:
Виливок із напівспокійної й киплячої сталі, що має звужену донизу нижню частину і звужену догори головну частину з нахилом граней і ділянок заокруглення по ребрах, який відрізняється тим, що площа перерізу верху нижньої частини виливка в 1,005 - 1,1 рази перевищує площу перерізу низу головної частини виливка.
Виливок напівспокійної та киплячої сталі

Номер патенту: 6335
Опубліковано: 16.05.2005
Автори: Маншилін Олександр Гейнійович, ШУЛЬГІНА ІРИНА ПРОКОПІВНА, РЯБКІН ЮРІЙ ЮРІЙОВИЧ, Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Феофілактов Андрій Вікторович, Максаков Анатолій Іванович
МПК: B22D 7/06
Мітки: напівспокійної, сталі, киплячої, виливок
Формула / Реферат:
Виливок напівспокійної та киплячої сталі, що містить сполучені по гранях і ребрах звужену донизу нижню частину і звужену догори верхню частину, який відрізняється тим, що висоти нижньої і верхньої частин співвідносяться як 1:12 - 1:1,5, а сторона найменшого горизонтального перерізу низу нижньої частини становить не менше половини сторони горизонтального перерізу виливка в сполученні нижньої і верхньої частин виливка.
Виливок напівспокійної і киплячої сталі
Номер патенту: 39343
Опубліковано: 15.09.2003
Автори: Кукуй Давид Пенхусович, Євстаф'єв Євген Іванович, Дишлевич Ігор Йосипович, Тартачний Віктор Сергійович, Юнаков Олександр Михайлович, Шибко Олександр Васильович, Бембінек Юрій Євгенійович, Пищіда Валерій Іванович, Малий Юрій Георгійович
МПК: B22D 7/06
Мітки: сталі, киплячої, напівспокійної, виливок
Формула / Реферат:
Виливок напівспокійної і киплячої сталі, який складається із спряжених по гранях та ребрах нижньої частини і звуженої догори головної частини, який відрізняється тим, що нижня частина звужена донизу і має похил граней не менше 1,5% від висоти нижньої частини, верхня частина виливка має похил граней 1,0 ¸ 5,0% від висоти верхньої частини, а похил ділянок закруглень по ребрах 10 ¸ 20% від висоти верхньої частини.
Попередній патент: Будиночок для підсисних свиноматок
Наступний патент: Ущільнення обертового вала
Випадковий патент: Шумоглушник-теплоутилізатор вихлопних газів газотурбінної установки