Виливок напівспокійної та киплячої сталі
Номер патенту: 6335
Опубліковано: 16.05.2005
Автори: Корінь Андрій Олександрович, Максаков Анатолій Іванович, ШУЛЬГІНА ІРИНА ПРОКОПІВНА, Феофілактов Андрій Вікторович, Маншилін Олександр Гейнійович, Кукуй Давид Пенхусович, РЯБКІН ЮРІЙ ЮРІЙОВИЧ

Формула / Реферат
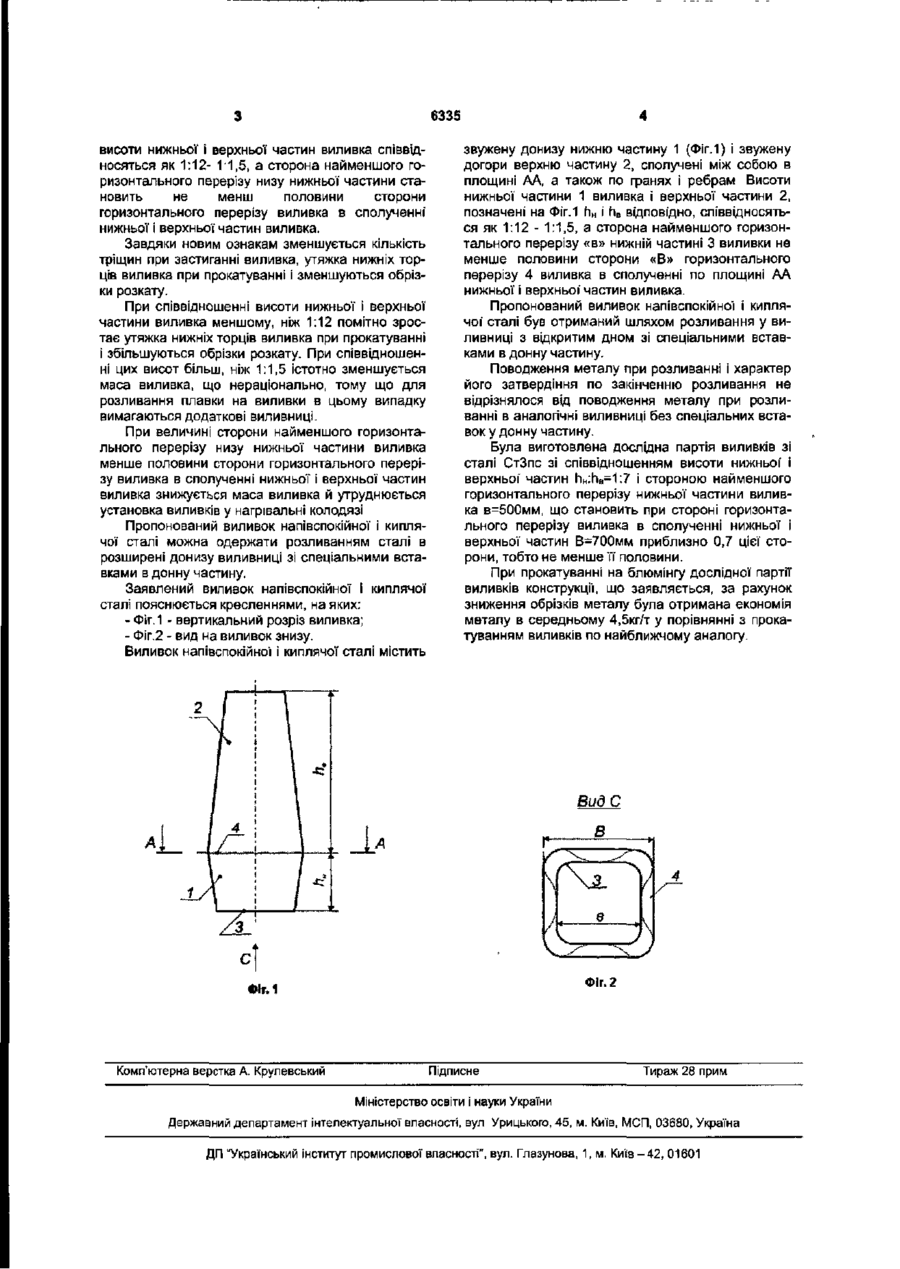
Виливок напівспокійної та киплячої сталі, що містить сполучені по гранях і ребрах звужену донизу нижню частину і звужену догори верхню частину, який відрізняється тим, що висоти нижньої і верхньої частин співвідносяться як 1:12 - 1:1,5, а сторона найменшого горизонтального перерізу низу нижньої частини становить не менше половини сторони горизонтального перерізу виливка в сполученні нижньої і верхньої частин виливка.
Текст
Виливок напівспокійної та киплячої сталі, що містить сполучені по гранях і ребрах звужену донизу нижню частину І звужену догори верхню частину, який відрізняється тим, що висоти нижньої і верхньої частин співвідносяться як 1:12 - 1:1,5, а сторона найменшого горизонтального перерізу низу нижньої частини становить не менше половини сторони горизонтального перерізу виливка в сполученні нижньої і верхньої частин виливка. Корисна модель відноситься до металургії і може бути використана при виробництві виливків напівспокійної та киплячий сталі, що піддаються гарячому прокатуванню. Відомі випивки із напівспокійної та киплячої сталі, розширені донизу, що містять кюмпельну донну сферичну поверхню, утворену двома взаємно перехресними циліндричними сегментами однакової висоти [Гетманец В В , Шевчук В.Я. Рациональные режимы работы блюминга. - М • Металлургия. 1990. - 136с - С67-70]. Це дозволяє значно зменшити обрізки металу з донної частини розкату. Вадою відомих конструкцій виливків є поява поверхневих дефектів у вигляді плівок, рванин і тріщин у кюмпельній частині виливка. Найбільш близьким по сукупності ознак до корисної моделі, що заявляється, є виливок напівспокійної' і киплячої сталі, що містить сполучені по гранях і ребрах звужену донизу нижню частину і звужену догори головну частину, причому нижня частина має ухил граней не менш 1,5% від висоти нижньої частини, верхня частина має ухил граней 1,0-5,0% від висоти верхньої частини, а ухил ділянок заокруглень по ребрах становить 10-20% від висоти верхньої частини [Патент України на винахід №39343 "Виливок напівспокійної і киплячої сталі" МПК7 B22D 7/06. Опубл 15.09.2003 Бюл. №9 2003 р ] менше, ніж у нижній, звуженій частині виливка. Це призводить до підвісання нижньої частини при охолодженні виливка і викликає поперечні тріщини, що є бракувальною ознакою. Крім того унаслідок великого зносу центральної частини піддона на виливку природним образом утворюється неконтрольований кюмпель і при прокатуванні відбувається утяжка торців у місцях переходу від поглиблення на піддоні до стінок виливниці, а це збільшує обрізки металу розкату до 1,5-2,0 %. Вадою відомого виливка за найближчим аналогом є те, що в наслідок великої" маси металу в розширеній частині виливка, її застигання і відповідно, зменшення геометричних розмірів значно В основу корисної моделі поставлено задача такого удосконалення виливка напівспокійної і киплячий сталі, яке дозволило б скоротити кількість тріщин на виливку і зменшити утяжку торців виливка при прокатуванні за рахунок оптимізації конструкції низу нижньої частини виливка. Поставлена задача вирішується тим, що у виливку напівспокійної і киплячої сталі, який містить сполучені по гранях і ребрах звужену донизу нижню частину і звужену догори верхню частину, висоти нижньої І верхньої частини співвідносяться як 1:12 - 1.1,5, а сторона найменшого горизонтального перерізу низу нижньої частини становить не менш половини сторони горизонтального перерізу виливка в сполученні нижньої і верхньої частин виливка. Суттєвими ознаками, які збігаються з суттєвими ознаками найближчого аналога і виливка напівспокійної та киплячої сталі, що заявляється, є те, що виливок містить звужену донизу нижню частину і звужену догори верхню частину, сполучені по гранях і ребрах. Новими ознаками виливка, що заявляється, є: ю со со со 6335 висоти нижньої і верхньої частин виливка співвідносяться як 1:12- 11,5, а сторона найменшого горизонтального перерізу низу нижньої частини становить не менш половини сторони горизонтального перерізу виливка в сполученні нижньої і верхньої частин виливка. Завдяки новим ознакам зменшується кількість тріщин при застиганні виливка, утяжка нижніх торців виливка при прокатуванні і зменшуються обрізки розкату. При співвідношенні висоти нижньої і верхньої частини виливка меншому, ніж 1:12 помітно зростає утяжка нижніх торців виливка при прокатуванні і збільшуються обрізки розкату. При співвідношенні цих висот більш, ніж 1:1,5 істотно зменшується маса виливка, що нераціонально, тому що для розливання плавки на виливки в цьому випадку вимагаються додаткові виливниці. При величині сторони найменшого горизонтального перерізу низу нижньої частини виливка менше половини сторони горизонтального перерізу виливка в сполученні нижньої і верхньої частин виливка знижується маса виливка й утруднюється установка виливків у нагрівальні колодязі Пропонований виливок напівспокійної і киплячої сталі можна одержати розливанням сталі в розширені донизу виливниці зі спеціальними вставками в донну частину. Заявлений виливок напівспокійної і киплячої сталі пояснюється кресленнями, на яких: - Фіг.1 - вертикальний розріз виливка; - Фіг.2 - вид на виливок знизу. Виливок напівспокійної і киплячої сталі містить звужену донизу нижню частину 1 (Фіг. 1) і звужену догори верхню частину 2, сполучені між собою в площині АА, а також по гранях і ребрам Висоти нижньої частини 1 виливка і верхньої частини 2, позначені на Фіг. 1 п н і п в відповідно, співвідносяться як 1:12 - 1:1,5, а сторона найменшого горизонтального перерізу «в» нижній частині 3 виливки не менше половини сторони «В» горизонтального перерізу 4 виливка в сполученні по площині АА нижньої і верхньої' частин виливка. Пропонований виливок напівспокійної І киплячої сталі був отриманий шляхом розливання у виливниці з відкритим дном зі спеціальними вставками в донну частину. Поводження металу при розливанні і характер його затвердіння по закінченню розливання не відрізнялося від поводження металу при розливанні в аналогічні виливниці без спеціальних вставок у донну частину. Була виготовлена дослідна партія виливків зі сталі СтЗпс зі співвідношенням висоти нижньої' І верхньої" частин hH:hB=1:7 і стороною найменшого горизонтального перерізу нижньої частини виливка в=500мм, що становить при стороні горизонтального перерізу виливка в сполученні нижньої і верхньої частин В=700мм приблизно 0,7 цієї сторони, тобто не менше її половини. При прокатуванні на блюмінгу дослідної партії виливків конструкції, що заявляється, за рахунок зниження обрізків металу була отримана економія металу в середньому 4,5кг/т у порівнянні з прокатуванням виливків по найближчому аналогу. Вид С В Фіг.2 ФІГ.1 Комп'ютерна верстка А. Крулевський Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting of semikilled and unkilled steel
Автори англійськоюKukui Davyd Penhusovych, Kukuj Davyd Penkhusovych, Kukui Davyd Penkhusovych, Manshylin Oleksandr Heiniiovych, Korin Andrii Oleksandrovych, Feofilaktov Andrii Viktorovych, Riabkin Yurii Yuriiovych, Maksakov Anatolii Ivanovych
Назва патенту російськоюСлиток полуспокойной и кипящей стали
Автори російськоюКукуй Давид Пенхусович, Маншилин Александр Гейниевич, Коринь Андрей Александрович, Феофилактов Андрей Викторович, Рябкин Юрий Юрьевич, Максаков Анатолий Иванович
МПК / Мітки
МПК: B22D 7/06
Мітки: киплячої, виливок, напівспокійної, сталі
Код посилання
<a href="https://ua.patents.su/2-6335-vilivok-napivspokijjno-ta-kiplyacho-stali.html" target="_blank" rel="follow" title="База патентів України">Виливок напівспокійної та киплячої сталі</a>
Виливок із напівспокійної й киплячої сталі
Номер патенту: 54220
Опубліковано: 17.02.2003
Автор: Дубина Олег Вікторович
МПК: B22D 7/06
Мітки: сталі, виливок, киплячої, напівспокійної
Формула / Реферат:
Виливок із напівспокійної й киплячої сталі, що має звужену донизу нижню частину і звужену догори головну частину з нахилом граней і ділянок заокруглення по ребрах, який відрізняється тим, що площа перерізу верху нижньої частини виливка в 1,005 - 1,1 рази перевищує площу перерізу низу головної частини виливка.
Виливок із напівспокійної й киплячої сталі

Номер патенту: 50487
Опубліковано: 15.02.2005
Автори: Маншилін Олександр Гейнійович, Крикунов Борис Петрович, Левицький Анатолій Петрович, Подберезний Микола Петрович, Онищенко Сергій Олександрович, Плеплер Марк Лазаревич
МПК: B22D 7/06
Мітки: виливок, сталі, напівспокійної, киплячої
Формула / Реферат:
A method for complex utilization of nitro-acid oxidants of liquid rocket fuel with obtaining nitrates of mono- and polyatomic alcohols relates to the field of chemical processes. For a complex utilization of nitro-acid oxidants the known process for reprocessing solutions of nitric acid and nitrogen oxides containing hydrofluor and orthophosphoric acid and consisting in regeneration thereof by method of rectification with obtaining...
Виливок напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стана
Номер патенту: 54848
Опубліковано: 17.03.2003
Автори: Корінь Андрій Олександрович, Шеремет Володимир Олександрович, Кекух Анатолій Володимирович, Сокуренко Анатолій Валентинович, Теряєв Олександр Митрофанович, Омесь Микола Михайлович
МПК: B22D 7/06
Мітки: обтискного, реверсивного, прокатування, сталі, виливок, стана, киплячої, валках, напівспокійної
Формула / Реферат:
Виливок напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стана, що містить основну частину, звужену до низу, і головну частину, звужену до верху, який відрізняється тим, що основна і головна частини виливка сполучені по гранях і ребрах по дузі окружності, зверненою опуклістю до серцевини виливка, висота ділянки сполучення становить від...
Виливок напівспокійної і киплячої сталі
Номер патенту: 39343
Опубліковано: 15.09.2003
Автори: Малий Юрій Георгійович, Дишлевич Ігор Йосипович, Шибко Олександр Васильович, Євстаф'єв Євген Іванович, Юнаков Олександр Михайлович, Тартачний Віктор Сергійович, Кукуй Давид Пенхусович, Пищіда Валерій Іванович, Бембінек Юрій Євгенійович
МПК: B22D 7/06
Мітки: киплячої, сталі, виливок, напівспокійної
Формула / Реферат:
Виливок напівспокійної і киплячої сталі, який складається із спряжених по гранях та ребрах нижньої частини і звуженої догори головної частини, який відрізняється тим, що нижня частина звужена донизу і має похил граней не менше 1,5% від висоти нижньої частини, верхня частина виливка має похил граней 1,0 ¸ 5,0% від висоти верхньої частини, а похил ділянок закруглень по ребрах 10 ¸ 20% від висоти верхньої частини.
Пристрій для лиття виливків напівспокійної й киплячої сталі
Номер патенту: 47968
Опубліковано: 17.05.2004
Автори: Корінь Андрій Олександрович, Прядко Любов Давидівна, Феофілактов Андрій Вікторович, Зосімова Вікторія Григорівна, Маншилін Олександр Гейнійович
МПК: B22D 7/06
Мітки: лиття, напівспокійної, киплячої, сталі, пристрій, виливків
Формула / Реферат:
Пристрій для лиття виливків напівспокійної й киплячої сталі, що містить звужену донизу виливницю і металеву надставку, яка звужена догори і повторює у своєму нижньому робочому перерізі форму робочого перерізу верхньої частини виливниці, який відрізняється тим, що розміри внутрішніх боків верхнього перерізу виливниці на 1 - 5 % перевищують розміри внутрішніх боків нижнього перерізу надставки.
Попередній патент: Піддон для відливання виливків із напівспокійної та киплячої сталі
Наступний патент: Емульсійна вибухова речовина “емоніт”
Випадковий патент: Похідні [1,2,3]триазоло[4,5-d]піримідину як агоністи канабіноїдного рецептора 2