Спосіб виробництва шаруватого матеріалу
Номер патенту: 80218
Опубліковано: 27.08.2007
Автори: Шелухін Володимир Васильович, Заворітько Іван Євсійович, Скріпников Євгеній Іванович, Желтов Павло Миколайович, Уруський Олег Семенович, Малий Микола Андрійович
Формула / Реферат
1. Спосіб виробництва шаруватого матеріалу, що включає виготовлення препрегу, формування з нього пакетів необхідної товщини, які піддають термообробці під тиском при заданому температурному режимі, при цьому препрег виготовляють шляхом нанесення через сито на нагрітий базовий матеріал порошкової суміші термореактивної смоли та отверджувача, яку перед цим піддають механічному впливу, який відрізняється тим, що механічний вплив здійснюють шляхом змішування порошків термореактивної смоли та отверджувача при підігріві суміші до температури плавлення смоли, змішування продовжують до отримання однорідної маси, яку потім охолоджують, подрібнюють її до порошкоподібного стану і розміщують у контейнері, в якому здійснюють первинну трибоелектризацію часток суміші, котру потім подають на віброактивний диск з отворами для повторної трибоелектризації, далі - на віброактивне сито, і створюють туманоподібний потік суміші, який осаджують на поверхню базового матеріалу у вигляді довгомірного полотна, яке підігрівають до отвердження суміші, потім ріжуть на куски для формування пакетів.
2. Спосіб виробництва шаруватого матеріалу, що включає виготовлення препрегу, формування з нього пакетів необхідної товщини, які піддають термообробці під тиском при заданому температурному режимі, при цьому препрег виготовляють шляхом нанесення через сито на нагрітий базовий матеріал порошкової суміші термореактивної смоли та отверджувача, яку перед цим піддають механічному впливу, який відрізняється тим, що при виготовленні препрегу в процесі впливу механічної енергії додатково суміш підігрівають до температури плавлення смоли, змішування продовжують до отримання однорідної маси, яку потім охолоджують, подрібнюють її до порошкоподібного стану і розміщують у контейнері, в якому здійснюють первинну трибоелектризацію часток суміші, котру потім подають на віброактивний диск з отворами для повторної трибоелектризації, далі - на віброактивне сито, і створюють туманоподібний потік суміші, який осаджують на поверхню базового матеріалу у вигляді мірного куска, покривають його другим мірним куском, на верхню поверхню якого також наносять порошкову суміш, і так послідовно формують пакет необхідної товщини.
3. Спосіб виробництва шаруватого матеріалу за будь-яким з пп. 1, 2, який відрізняється тим, що додатково перед завантаженням у контейнер в порошкову суміш термореактивної смоли та отверджувача вносять наповнювач у вигляді високодисперсного порошку і змішують компоненти до отримання однорідної суміші.
Текст
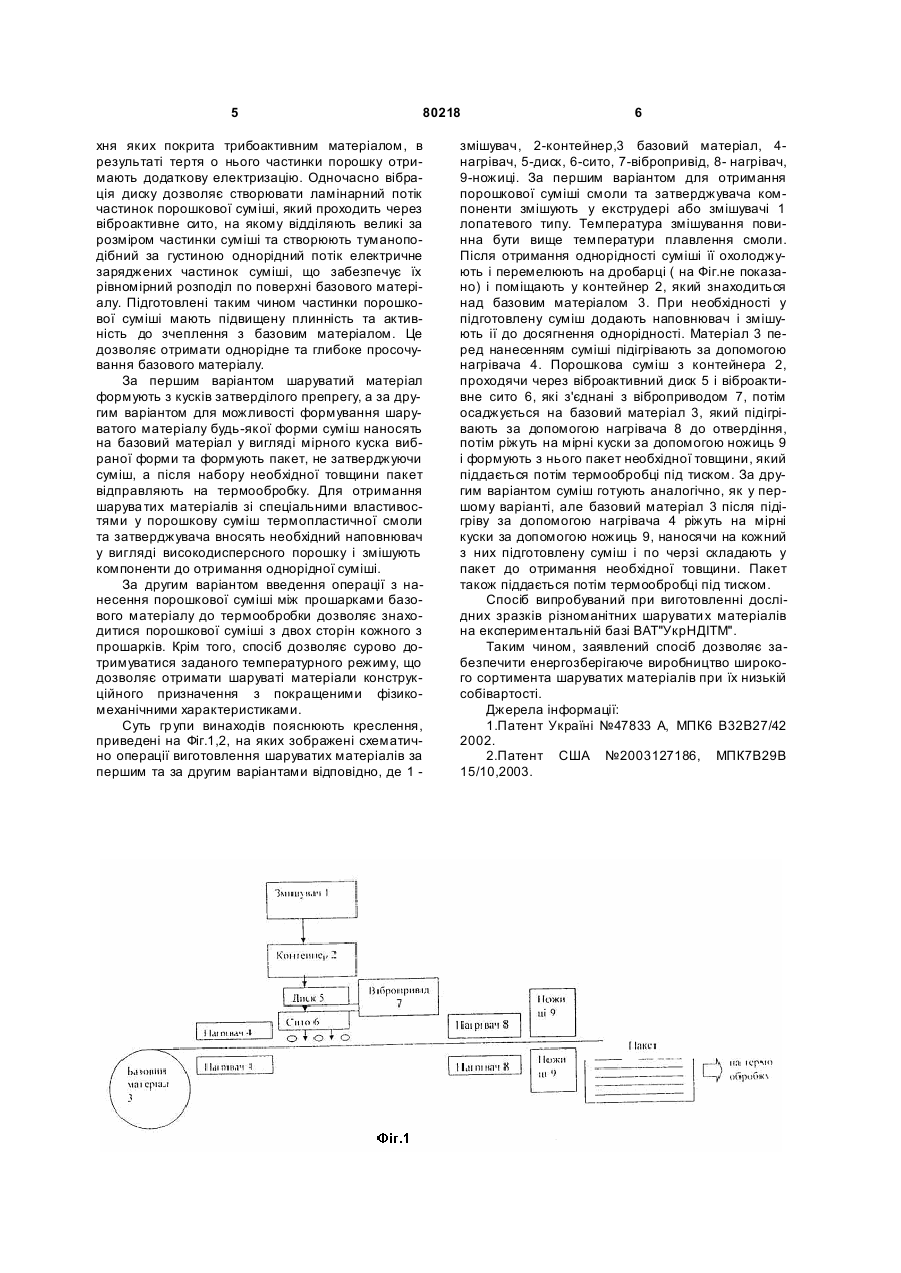
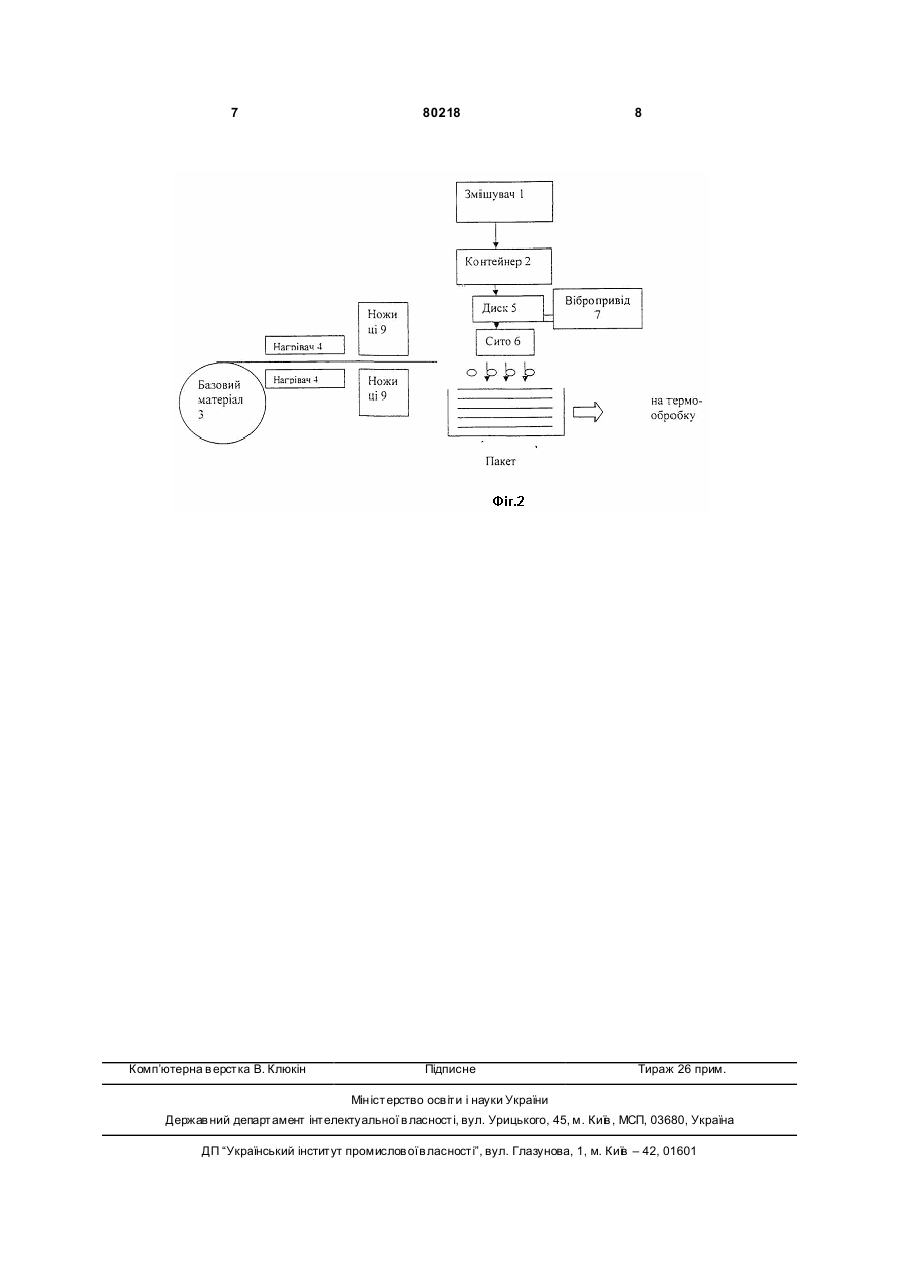
1. Спосіб виробництва шаруватого матеріалу, що включає виготовлення препрегу, формування з нього пакетів необхідної товщини, які піддають термообробці під тиском при заданому температурному режимі, при цьому препрег виготовляють шляхом нанесення через сито на нагрітий базовий матеріал порошкової суміші термореактивної смоли та отверджувача, яку перед цим піддають механічному впливу, який відрізняє ться тим, що механічний вплив здійснюють шляхом змішування порошків термореактивної смоли та отверджувача при підігріві суміші до температури плавлення смоли, змішування продовжують до отримання однорідної маси, яку потім охолоджують, подрібнюють її до порошкоподібного стану і розміщують у контейнері, в якому здійснюють первинну трибоелектризацію часток суміші, котру потім подають на віброактивний диск з отворами для повторної C2 2 UA 1 3 80218 нини сполучним у вигляді розчину фенолоформальдегідної смоли, сушіння, укладання тканини у декілька шарів та термопресування. Недоліком відомого способу є необхідність використання розчину феноло-формальдегідної смоли, котрий є екологічно небезпечним, значно збільшує собівартість та ускладнює технологічний процес виробництва шаруватого матеріалу. Недоліком відомий способу є обмеження області його застосування тільки для тонкошарових базових матеріалів. Найбільш близьким за технічною суттю до винаходу є спосіб виробництва шаруватого матеріалу [2], який включає підготовку суміші порошкових термореактивної смоли та затверджувана шляхом впливу на компоненти механічної енергії, нагрів базового матеріалу, нанесенням через сито на одну його сторону порошкової суміші, термообробка до плавлення суміші, сушка, нарізка мірних кусків та формування шарува того матеріалу. Спосіб дозволяє по низькій собівартості без забруднення повітря за енергозберігаючою технологією, отримувати шаруваті матеріали більш високої якості. Однак недостатня глибина просочування базового матеріалу сумішшю термореактивної смоли не дозволяє отримувати шаруватий матеріал значної товщини в зв'язку з появою при його формуванні внутрішніх несуцільностей, що обмежує використання отриманих матеріалів лише виробництвом печатних плат для електронної промисловості. Задачею групи винаходів є удосконалення способу виробництва шарувати х матеріалів шляхом підвищення глибини просочування базового матеріалу, що дозволяє отримувати шаруваті матеріали значної товщини при збереженні якості та розширити галузь його застосування для одержання конструкційних матеріалів різного типу. За першим варіантом поставлена задача вирішується таким чином, що у способі виробництва шарува того матеріалу, що включає виготовлення препрегу, формування з нього пакетів необхідної товщини, які піддають термообробці під тиском при заданому температурному режимі, при цьому препрег виготовляють шляхом нанесення через сито на нагрітий базовий матеріал порошкової суміші термореактивної смоли та затверджувача, яку перед цим піддають механічному впливу, згідно винаходу, механічний вплив здійснюють шляхом змішування порошків термореактивної смоли та затверджувача при підігріві суміші до температури плавлення смоли, змішування продовжують до отримання однорідної маси, яку потім охолоджують, подрібнюють до порошкоподібного стану і розміщують у контейнері, в якому здійснюють первинну трибоелектризацію часток суміші, котру потім подають на віброактивний диск з отворами для повторної трибоелектризації, далі на віброактивне сито і створюють туманоподібний потік суміші, який осаджують на поверхню базового матеріалу у вигляді довгомірного полотна, яке підігрівають до затвердження суміші, потім ріжуть на куски для формування пакетів. Додатково перед завантаженням у контейнер в порошкову суміш термореа 4 ктивної смоли та затверджувача вносять наповнювач у вигляді високодисперсного порошку і змішують компоненти до отримання однорідної суміші. За другим варіантом поставлена задача вирішується таким чином, що у способі виробництва шарува того матеріалу, що включає виготовлення препрегу, формування з нього пакетів необхідної товщини, які піддають термо обробці під тиском при заданому температурному режимі, при цьому препрег виготовляють шляхом нанесення через сито на нагрітий базовий матеріал порошкової суміші термореактивної смоли та затверджувана, яку перед цим піддають механічному впливу, згідно винаходу, механічний вплив здійснюють шляхом змішування порошків термореактивної смоли та затверджувана при підігріві суміші до температури плавлення смоли, змішування продовжують до отримання однорідної маси, яку потім охолоджують, подрібнюють до порошкоподібного стану і розміщують у контейнері, в якому здійснюють первинну трибоелектризацію часток суміші, котру потім подають на віброактивний диск з отворами для повторної трибоелектризації, далі на віброактивне сито і створюють туманоподібний потік суміші, який осаджують на поверхню базового матеріалу у вигляді мірного куска, покривають його другим мірним куском, на верхню поверхню якого також наносять порошкову суміш, і так послідовно формують пакет необхідної товщини та форми. Додатково перед завантаженням у контейнер в порошкову суміш термореактивної смоли та затверджувача вносять наповнювач у вигляді високодисперсного порошку і змішують компоненти до отримання однорідної суміші. Між суттєвими ознаками винаходу і отриманим технічним результатом є причинно-наслідковий зв'язок, який реалізується таким чином. Ме ханічний вплив на частки порошку смоли та затверджувача при їх змішуванні сприяє виникненню механо-хімічної реакції, яка виявляється у взаємодії між окремими частинками на основі підвищення їх поверхневої активності та виникненню поверхневих трибозарядів.При цьому підвищення поверхневої активності приводить до підсилення взаємодії з іншим компонентом. Нагрів порошкової суміші, що підлягає механічному впливу, до температури плавлення смоли приводить до рівномірного розподілення частинок затверджувача у розплаві смоли. Після охолодження отриману масу перемелюють до порошкоподібної форми, при цьому отримають тверді частинки затверджувана, які охоплені прошарком смоли. Готову суміш поміщають до контейнера. Для виключення злипання частинок порошку у грудки в контейнері суміш піддають первинній трибоелектризації за рахунок тертя частинок суміші по внутрішніх елементах контейнера, які покривають трибоактивним матеріалом. У зв'язку з невеликою величиною електричних зарядів, що виникають на частинках суміші, вони вільно виходять з контейнера під дією сили тяжіння та рівномірно падають на віброактивний диск, що має велику кількість отворів, внутрішня повер 5 80218 хня яких покрита трибоактивним матеріалом, в результаті тертя о нього частинки порошку отримають додаткову електризацію. Одночасно вібрація диску дозволяє створювати ламінарний потік частинок порошкової суміші, який проходить через віброактивне сито, на якому відділяють великі за розміром частинки суміші та створюють туманоподібний за густиною однорідний потік електричне заряджених частинок суміші, що забезпечує їх рівномірний розподіл по поверхні базового матеріалу. Підготовлені таким чином частинки порошкової суміші мають підвищену плинність та активність до зчеплення з базовим матеріалом. Це дозволяє отримати однорідне та глибоке просочування базового матеріалу. За першим варіантом шаруватий матеріал формують з кусків затверділого препрегу, а за другим варіантом для можливості формування шаруватого матеріалу будь-якої форми суміш наносять на базовий матеріал у вигляді мірного куска вибраної форми та формують пакет, не затверджуючи суміш, а після набору необхідної товщини пакет відправляють на термообробку. Для отримання шарува тих матеріалів зі спеціальними властивостями у порошкову суміш термопластичної смоли та затверджувача вносять необхідний наповнювач у вигляді високодисперсного порошку і змішують компоненти до отримання однорідної суміші. За другим варіантом введення операції з нанесення порошкової суміші між прошарками базового матеріалу до термообробки дозволяє знаходитися порошкової суміші з двох сторін кожного з прошарків. Крім того, спосіб дозволяє сурово дотримуватися заданого температурного режиму, що дозволяє отримати шаруваті матеріали конструкційного призначення з покращеними фізикомеханічними характеристиками. Суть гр упи винаходів пояснюють креслення, приведені на Фіг.1,2, на яких зображені схематично операції виготовлення шаруватих матеріалів за першим та за другим варіантами відповідно, де 1 6 змішувач, 2-контейнер,3 базовий матеріал, 4нагрівач, 5-диск, 6-сито, 7-вібропривід, 8- нагрівач, 9-ножиці. За першим варіантом для отримання порошкової суміші смоли та затверджувача компоненти змішують у екструдері або змішувачі 1 лопатевого типу. Температура змішування повинна бути вище температури плавлення смоли. Після отримання однорідності суміші її охолоджують і перемелюють на дробарці ( на Фіг.не показано) і поміщають у контейнер 2, який знаходиться над базовим матеріалом 3. При необхідності у підготовлену суміш додають наповнювач і змішують ії до досягнення однорідності. Матеріал 3 перед нанесенням суміші підігрівають за допомогою нагрівача 4. Порошкова суміш з контейнера 2, проходячи через віброактивний диск 5 і віброактивне сито 6, які з'єднані з віброприводом 7, потім осаджується на базовий матеріал 3, який підігрівають за допомогою нагрівача 8 до отвердіння, потім ріжуть на мірні куски за допомогою ножиць 9 і формують з нього пакет необхідної товщини, який піддається потім термообробці під тиском. За другим варіантом суміш готують аналогічно, як у першому варіанті, але базовий матеріал 3 після підігріву за допомогою нагрівача 4 ріжуть на мірні куски за допомогою ножиць 9, наносячи на кожний з них підготовлену суміш і по черзі складають у пакет до отримання необхідної товщини. Пакет також піддається потім термообробці під тиском. Спосіб випробуваний при виготовленні дослідних зразків різноманітних шарувати х матеріалів на експериментальній базі ВАТ"УкрНДІТМ". Таким чином, заявлений спосіб дозволяє забезпечити енергозберігаюче виробництво широкого сортимента шаруватих матеріалів при їх низькій собівартості. Джерела інформації: 1.Патент Україні №47833 А, МПК6 В32В27/42 2002. 2.Патент США №2003127186, МПК7В29В 15/10,2003. 7 Комп’ютерна в ерстка В. Клюкін 80218 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing of laminate
Автори англійськоюZavoritko Ivan Yevsiiovych, Malyi Mykola Andriiovych, ZHELTOV Pavel Nikolayevich, Zheltov Pavlo Mykolaiovych, Uruskyi Oleh Semenovych
Назва патенту російськоюСпособ производства слоистого материала
Автори російськоюЗаворитько Иван Евсеевич, Малый Николай Андреевич, Желтов Павел Николаевич, Уруский Олег Семенович
МПК / Мітки
МПК: B32B 17/12, B29B 15/10
Мітки: спосіб, виробництва, шаруватого, матеріалу
Код посилання
<a href="https://ua.patents.su/4-80218-sposib-virobnictva-sharuvatogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва шаруватого матеріалу</a>
Спосіб виготовлення шаруватого матеріалу та шаруватий матеріал
Номер патенту: 73676
Опубліковано: 15.08.2005
Автори: Олексієнко Ігор Михайлович, Топчев Михайло Дмитрович, Ващенко Василь Пилипович
МПК: B32B 5/02, B32B 15/01, B22F 3/20
Мітки: виготовлення, спосіб, матеріалу, шаруватий, шаруватого, матеріал
Формула / Реферат:
1. Спосіб виготовлення шаруватого матеріалу, за яким волокнистий матеріал складають у вигляді заготовки, пресують з утворенням проникної об'ємної поруватої структури, стабілізують за формою і пасивують поверхневим і/або дифузійним покриттям, який відрізняється тим, що під час пасивації до волокнистого матеріалу прикладають зовнішню силу, яка спричиняє зсув точок контактування волокон із створенням умов суцільного покриття волокон, фінішну...
Шаруватий композиційний матеріал, спосіб підбору компонентів шаруватого композиційного матеріалу
Номер патенту: 49284
Опубліковано: 16.09.2002
Автори: Надєїн Владислав Семенович, Ситник Олексій Олексійович
МПК: B32B 15/01, B22F 7/00, C23C 14/58, B22F 7/04
Мітки: композиційний, шаруватий, матеріалу, шаруватого, спосіб, підбору, матеріал, композиційного, компонентів
Формула / Реферат:
1. Шаруватий композиційний матеріал, що містить твердосплавну основу і закріплений на ній різальний керамічний шар, який відрізняється тим, що коефіцієнт термічного розширення матеріалу твердосплавної основи складає 0,9...1,1 коефіцієнта термічного розширення матеріалу керамічного шару.2. Спосіб підбору компонентів шаруватого керамічного композиційного матеріалу, який передбачає підбір компонентів твердосплавної основи та різального...
Спосіб виготовлення шаруватого листового матеріалу

Номер патенту: 90
Опубліковано: 30.04.1993
Автори: Порошин Григорій Васильович, Півень Євген Григорович, Кокурін Олександр Миколайович
МПК: B32B 37/00, B29C 69/00
Мітки: спосіб, матеріалу, шаруватого, листового, виготовлення
Формула / Реферат:
Способ изготовления слоистого листового материала, при котором в металлическом листе выполняют параллельные симметрично чередующиеся прорези, вытягивают металлический лист в направлении, перпендикулярном расположению прорезей, затем соединяют одну его сторону с плоским эластичным листом и формуют слоистую листовую заготовку, отличающийся тем, что используют дополнительный плоский эластичный лист, который при соединении слоев накладывают на...
Гумова суміш та спосіб виготовлення шаруватого матеріалу з її використанням
Номер патенту: 3170
Опубліковано: 26.12.1994
Автори: Перлович Фаїна Юхимівна, Корнішева Любов Вікторівна, Волинець Володимир Тимофійович, Почка Петро Андрійович, Стрижко Валентин Павлович, Алєксєєва Тетяна Георгіївна
МПК: C08L 9/02, C08J 5/12, C08K 13/02, B32B 25/00, C08L 9/00
Мітки: використанням, спосіб, матеріалу, шаруватого, виготовлення, суміш, гумова
Формула / Реферат:
1. Резиновая смесь, включающая синтетический каучук, серу, ускоритель вулканизации, оксид цинка, пластификатор, противостаритель, неорганический наполнитель, отличающаяся тем, что в качестве синтетического каучука смесь содержит бутадиен-нитрильный и изопреновый каучуки в массовом соотношении 60:40 соответственно, в качестве ускорителя вулканизации -N-циклогексил-2-бензтиазолилсульфенамид и дополнительно - малоактивный технический углерод с...
Спосіб одержання шаруватого композитного матеріалу для захисту від динамічних навантажень
Номер патенту: 27583
Опубліковано: 15.09.2000
Автори: Патон Борис Євгенович, Жук Генадій Віліорович, ТРИГУБ Микола Петрович, ДЕРЕЧА Олександр Якович, Пап Петро Аркадійович
МПК: B22F 7/00, B22D 23/00, B22F 7/02
Мітки: композитного, спосіб, одержання, матеріалу, шаруватого, навантажень, динамічних, захисту
Формула / Реферат:
1. Способ получения композиционного материала для защиты от динамических нагрузок, включающий подачу предварительно нагретой первой составляющей композиционного материала, нанесение на нее слоя последующей составляющей путем осаждения потока диспергированного расплава и проплавление последующей составляющей на всю толщину нанесенного слоя, отличающийся тем, что подают на поверхность первой составляющей перед нанесением последующей...
Попередній патент: Спосіб одержання зливків сплавів на основі титану
Наступний патент: Фунгіцидна суміш, яка містить похідну триазолпіримідину, та спосіб боротьби з патогенними грибами із класу oomycetes
Випадковий патент: Спосіб медикаментозного лікування мультифокального атеросклерозу