Спосіб ідентифікації порожнинних мікрокапілярних дефектів у загартованому склі
Номер патенту: 80491
Опубліковано: 25.09.2007
Автори: Розов Валерій Аркадійович, Корхов Олег Юрійович, Качалін Віктор Іванович
Формула / Реферат
Спосіб ідентифікації порожнинних мікрокапілярних дефектів в загартованому скловиробі, який складається з операції їх заповнення проникаючим дефектоскопічним матеріалом та наступної обробки цієї поверхні проявним складом і розшифровки отриманих результатів, який відрізняється тим, що мікрокапілярні дефекти заповнюють дефектоскопічним матеріалом шляхом занурення загартованого скловиробу, який має температуру 130![]() 170°С, в охолоджуючу рідину, яка містить в собі розчинений дефектоскопічний барвник, має температуру нижче температури скловиробу на величину близько 120°С і знаходиться у ванні від'ємного термічного удару.
170°С, в охолоджуючу рідину, яка містить в собі розчинений дефектоскопічний барвник, має температуру нижче температури скловиробу на величину близько 120°С і знаходиться у ванні від'ємного термічного удару.
Текст
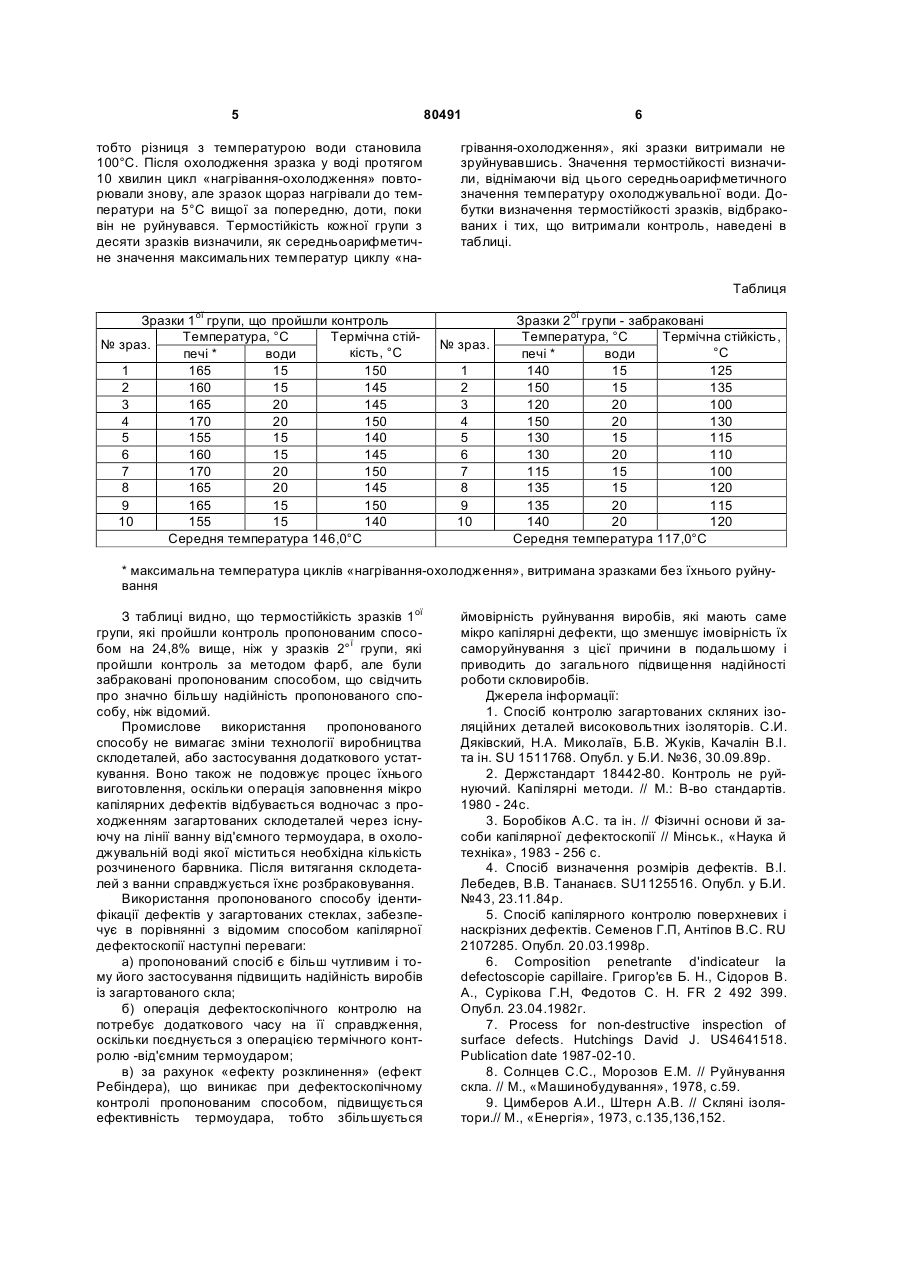
Спосіб ідентифікації порожнинних мікрокапілярних дефектів в загартованому скловиробі, який 3 80491 стосовують один із наступних складів: «колодій+розріджувач РДВ+бензол+цинкові білила», або «вода+спирт етиловий+крейда». Однак, для проведення відбраковування дефектних склодеталей ізоляторів, даний спосіб дефектоскопії не прийнятний, тому що йому властиві наступні недоліки: - утворені при гартуванні в тілі склодеталі порожнини тріщин закриваються напругами стиску й не заповнюються індикаторною рідиною, у результаті чого значна кількість мікро капілярних тріщин залишається не ідентифікованими; - накладання індикаторної та виявляючої рідини на скло деталь ізолятора, через його специфічну форму вкрай незручне і тривале в часі; - виявляючий склад, що, відмальовує профіль мікро капілярних тріщин на поверхні склодеталей легко стирається при роботі з ними, роблячи саму фіксацію дефектів і відбраковування виробів ненадійним; - через те, що процес дефектоскопії складається з двох стадій, у промисловому застосуванні він трудомісткий і незручний. У той же час відомо, що при виробництві високовольтних скляних ізоляторів технологічний процес виготовлення для них загартованих скляних деталей закінчується операцією від'ємного термоудара, тобто впливом на склодеталь водою, температура якої на 120°С нижче температури склодеталі (температура залежить від типу й хімічного складу скла, у цьому прикладі розглядається лужне скло). Після цього деталі проходять дефектоскопію (візуальне контроль-сортування), під час якої визначається їхня придатність для подальшої обробки та виявляються й відбраковуються дефектні вироби. По сьогоденній технології візуальне контроль-сортування деталей із загартованого скла контролери проводять неозброєним оком «на просвіт». В основу винаходу поставлена мета підвищення надійності відбраковування дефектних виробів із загартованого скла. Si2 72,5 AI 2O3 2,5 Ca 7,6 Mg 3,6 були виготовлені загартовані скляні зразки діаметром 120мм, при товщині 14¸15мм., що відповідає середній товщині склодеталей ізоляторів. За допомогою вищезгаданого методу фарб (проникаючої гасо-бензольної суміші, що містить барвник Судан-4 і речовини, що проявляє - суміші води, етилового спирту та крейди) вони були розбраковані і з тих, що пройшли контроль відібрано 150 зразків. Далі зразки, що були визнані придатними, відмили від дефектоскопічних матеріалів і знову перевірили пропонованим способом. Для цього їх помістили в термостат, де протягом 10 хвилин нагріли до 140°С, після чого занурили у воду, підфарбовану барвником у співвідношенні барвник : вода =1:1000 з температурою 20°С. Тобто одночасно з дефектоскопією - заповненням порожнин мікро капілярних дефектів, зразки провели через операцію від'ємного термоудару. Після двох з половиною хвилин перебування у воді, зразки витя 4 Поставлена мета досягається за рахунок того, що мікро капілярні дефекти заповнюються дефектоскопічним матеріалом при зануренні загартованого скловиробу, який має температуру 130¸170°С, в охолоджуючу рідину, яка містить в собі розчинений дефектоскопічний барвник, має температуру нижче температури скловиробу на величину близько 120°С і знаходиться у ванні від'ємного термічного удару. Спосіб реалізується у наступній послідовності. Загартований скловиріб, що має температуру 130¸170°С, занурюють на 2-3 хвилини у воду з температурою 10¸50°С, яка містить барвник, розчинений у воді в співвідношенні 1:1000. Оскільки при різниці температури скловиробу й води в 120°С, що відповідає параметрам термічного контролю при виробництві стлодеталей ізоляторів [9], відбувається швидке охолодження склодеталі, то на її поверхні виникають значні по величині термопружні напруги розтягання, які «розкривають» мікро капілярні тріщини, що утворилися при його гартуванні. В результаті створюються сприятливі умови для їхнього заповнення зафарбованою проникаючою рідиною, тобто процес відмалювання тріщин відбувається без додаткового накладання на поверхню склодеталі виявляючого складу. Після цього скловиріб витягають з охолоджувальної рідини і розшифровують результати контролю. Слід також зазначити, що операція заповнення порожнин мікро капілярних тріщин зафарбованою проникаючою рідиною у цьому випадку, відбувається водночас з операцією термічного контролю від'ємним термоударом, під час якого за рахунок виникнення «ефекту розклинення» (ефект Ребіндера [8]) підвищується ймовірність руйнування дефектних виробів і забезпечується їхнє надійне відбраковування. Реалізація способу здійснювалася наступним чином. З ізоляторного скла наступного складу, %: Na2O 9,4 K20 4,0 F2O3 0,1 SO3 0,3 гали з води й проводили розшифровку результатів контролю. Після розбраковування пропонованим способом, у зразках раніше визнаних придатними, було виявлено додатково 12 штук дефектних, причому два з них зруйнувалися під час знаходження у воді. Перевірку якості відбраковування робили шляхом порівняння термостійкості зразків з двох груп: перша - які пройшли контроль пропонованим способом і друга - які були забраковані їм, тобто які визнали придатними за методом фарб, але в дійсності вони мали не ідентифіковані мікро капілярні дефекти. Для цього з кожної групи було взято по 10 зразків. Термостійкість кожного зразка визначали, піддавши його декільком циклам «нагрівання-охолодження», під час кожного з яких після 15 хвилин нагрівання в електропечі його занурювали у воду. Температура печі в першому циклі нагрівання становила 120°С, а води - 20°С, 5 тобто різниця з температурою води становила 100°С. Після охолодження зразка у воді протягом 10 хвилин цикл «нагрівання-охолодження» повторювали знову, але зразок щораз нагрівали до температури на 5°С вищої за попередню, доти, поки він не руйнувався. Термостійкість кожної групи з десяти зразків визначили, як середньоарифметичне значення максимальних температур циклу «на 80491 6 грівання-охолодження», які зразки витримали не зруйнувавшись. Значення термостійкості визначили, віднімаючи від цього середньоарифметичного значення температуру охолоджувальної води. Добутки визначення термостійкості зразків, відбракованих і тих, що витримали контроль, наведені в таблиці. Таблиця Зразки 1ої групи, що пройшли контроль Температура, °С Термічна стій№ зраз. кість, °С печі * води 1 165 15 150 2 160 15 145 3 165 20 145 4 170 20 150 5 155 15 140 6 160 15 145 7 170 20 150 8 165 20 145 9 165 15 150 10 155 15 140 Середня температура 146,0°С № зраз. 1 2 3 4 5 6 7 8 9 10 Зразки 2ої групи - забраковані Температура, °С Термічна стійкість, °С печі * води 140 15 125 150 15 135 120 20 100 150 20 130 130 15 115 130 20 110 115 15 100 135 15 120 135 20 115 140 20 120 Середня температура 117,0°С * максимальна температура циклів «нагрівання-охолодження», витримана зразками без їхнього руйнування З таблиці видно, що термостійкість зразків 1ої групи, які пройшли контроль пропонованим способом на 24,8% вище, ніж у зразків 2°ї групи, які пройшли контроль за методом фарб, але були забраковані пропонованим способом, що свідчить про значно більшу надійність пропонованого способу, ніж відомий. Промислове використання пропонованого способу не вимагає зміни технології виробництва склодеталей, або застосування додаткового устаткування. Воно також не подовжує процес їхнього виготовлення, оскільки операція заповнення мікро капілярних дефектів відбувається водночас з проходженням загартованих склодеталей через існуючу на лінії ванну від'ємного термоудара, в охолоджувальній воді якої міститься необхідна кількість розчиненого барвника. Після витягання склодеталей з ванни справджується їхнє розбраковування. Використання пропонованого способу ідентифікації дефектів у загартованих стеклах, забезпечує в порівнянні з відомим способом капілярної дефектоскопії наступні переваги: а) пропонований спосіб є більш чутливим і тому його застосування підвищить надійність виробів із загартованого скла; б) операція дефектоскопічного контролю на потребує додаткового часу на її справдження, оскільки поєднується з операцією термічного контролю -від'ємним термоударом; в) за рахунок «ефекту розклинення» (ефект Ребіндера), що виникає при дефектоскопічному контролі пропонованим способом, підвищується ефективність термоудара, тобто збільшується ймовірність руйнування виробів, які мають саме мікро капілярні дефекти, що зменшує імовірність їх саморуйнування з цієї причини в подальшому і приводить до загального підвищення надійності роботи скловиробів. Джерела інформації: 1. Спосіб контролю загартованих скляних ізоляційних деталей високовольтних ізоляторів. С.И. Дяківский, H.A. Миколаїв, Б.В. Жуків, Качалін B.I. та ін. SU 1511768. Опубл. у Б.И. №36, 30.09.89р. 2. Держстандарт 18442-80. Контроль не руйнуючий. Капілярні методи. // М.: В-во стандартів. 1980 - 24с. 3. Боробіков A.C. та ін. // Фізичні основи й засоби капілярної дефектоскопії // Мінськ., «Наука й техніка», 1983 - 256 с. 4. Спосіб визначення розмірів дефектів. B.I. Лебедев, В.В. Тананаєв. SU1125516. Опубл. у Б.И. №43, 23.11.84р. 5. Спосіб капілярного контролю поверхневих і наскрізних дефектів. Семенов Г.П, Антіпов B.C. RU 2107285. Опубл. 20.03.1998р. 6. Composition penetrante d'indicateur la defectoscopie capillaire. Григор'єв Б. H., Сідоров В. А., Сурікова Г.Н, Федотов С. H. FR 2 492 399. Опубл. 23.04.1982г. 7. Process for non-destructive inspection of surface defects. Hutchings David J. US4641518. Publication date 1987-02-10. 8. Солнцев С.С., Морозов Е.М. // Руйнування скла. // M., «Машинобудування», 1978, с.59. 9. Цимберов А.И., Штерн A.B. // Скляні ізолятори.// М., «Енергія», 1973, с.135,136,152. 7 Комп’ютерна верстка В. Клюкін 80491 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for detecting cavernous micro capillary defects in hardened glass
Автори англійськоюKachalin Viktor Ivanovych, Rozov Vаlеrіі Arkadiiovych, Korkhov Oleh Yuriiovych
Назва патенту російськоюСпособ обнаружения полостных микрокапиллярных дефектов в закаленном стекле
Автори російськоюКачалин Виктор Иванович, Розов Валерий Аркадьевич, Корхов Олег Юрьевич
МПК / Мітки
МПК: G01N 19/00
Мітки: загартованому, склі, ідентифікації, мікрокапілярних, спосіб, порожнинних, дефектів
Код посилання
<a href="https://ua.patents.su/4-80491-sposib-identifikaci-porozhninnikh-mikrokapilyarnikh-defektiv-u-zagartovanomu-skli.html" target="_blank" rel="follow" title="База патентів України">Спосіб ідентифікації порожнинних мікрокапілярних дефектів у загартованому склі</a>
Спосіб відновлення порожнинних дефектів у стоматології
Номер патенту: 31202
Опубліковано: 15.12.2000
Автори: Камалов Рафік Ханафійович, Тимофеєв Олексій Олександрович
МПК: A61C 8/00
Мітки: стоматології, відновлення, порожнинних, спосіб, дефектів
Формула / Реферат:
Спосіб відновлення порожнинних дефектів у стоматології, що включає готування порції матеріалу, що імплантується, заповнення їм порожнинного дефекту і відновлення анатомо-фізіологічної форми патологічної ділянки, який відрізняється тим, що до готування порції матеріалу, що імплантується, визначають його щільність і об'єм дефектної порожнини, після чого по формулі:m=kVр,де m - маса матеріалу, що імплантується,V - об'єм...
Спосіб гіпертермії порожнинних органів

Номер патенту: 59255
Опубліковано: 15.08.2003
Автори: Кравченко Олександр Віталійович, Мединець Юрій Рафаїлович, Лобанова Ольга Євгеніївна, Родигін Євген Аркадійович
МПК: A61N 1/18
Мітки: гіпертермії, органів, спосіб, порожнинних
Формула / Реферат:
Спосіб гіпертермії порожнинних органів, що включає накладання ємнісних електродів у вигляді катетерів з балонами, які накачуються розчином солі, який відрізняється тим, що між балонами - електродами розміщують принаймні один повітряний балон, а між частиною поверхні балонів - електродів та стінкою органа кладуть прокладку з термопластичного матеріалу з мінімальною діелектричною проникністю, яка має округлі краї, індивідуальну форму та...
Спосіб одержання покриттів на склі
Номер патенту: 11076
Опубліковано: 25.12.1996
Автори: Ендрю Фрейзер Сімпсон, Майкл Стюарт Дженкінс, Девід Ентоні Портер
МПК: C03C 17/28, C03C 17/23
Мітки: одержання, покриттів, склі, спосіб
Формула / Реферат:
1. Способ получения покрытий на стекле путем нанесения на поверхность стекла при 600-750°C барьерного слоя из газообразной смеси, включающей силан, электронно-до-норное соединение и азот, отличающийся тем, что барьерный слой наносят из смеси, включающей в качестве электронно-до-норного соединения ненасыщенный углеводород и двуоксид углерода.2. Способ по п. 1, отличающийся тем, что объемное отношение ненасыщенного углеводорода к силану...
Спосіб одержання тепловідбивного покриття на склі
Номер патенту: 55327
Опубліковано: 17.03.2003
Автори: Гойхман Валерій Юрійович, Попович Сергій Андрійович, Борулько Віктор Іванович, Горбунова Любов Василівна
МПК: C03C 17/25
Мітки: одержання, спосіб, покриття, тепловідбивного, склі
Формула / Реферат:
Спосіб одержання тепловідбивного покриття на склі, що включає нанесення на поверхню скла шару з плівкотвірного розчину та наступну термообробку, який відрізняється тим, що у процесі нанесення покриття на скло на плівкотвірний розчин впливають електромагнітним полем.
Спосіб отримання ювенільних поверхонь на склі
Номер патенту: 3384
Опубліковано: 15.11.2004
Автор: Канашевич Георгій Вікторович
МПК: C30B 33/00, C03C 23/00
Мітки: ювенільних, поверхонь, склі, спосіб, отримання
Формула / Реферат:
Спосіб отримання ювенільних поверхонь на склі, який включає попередній нагрів зразка, навантаження електронним променем, що рухається вздовж поверхні зразка, який відрізняється тим, що поверхня скла маскується будь-яким жароміцним, струмопровідним матеріалом, наприклад Ni, Mo, і оброблюється параксіальним стрічковим електронним променем, після чого скло охолоджується протягом часу до 40 хвилин.
Попередній патент: Ендопротез сегмента хребта і спосіб його виготовлення
Наступний патент: Спосіб прогнозування внутрішньоутробного інфікування плода
Випадковий патент: Пристрій для захисного вимкнення працюючих на загальне навантаження двох тягових випрямлячів постійного струму з циклічним перериванням живлення