Спосіб виготовлення теплоізолювальної віконної рами
Номер патенту: 80653
Опубліковано: 10.10.2007
Автори: Данченко Валентин Миколайович, Подольський Станіслав Євгенович, Головко Олександр Миколайович

Формула / Реферат
1. Спосіб виготовлення теплоізолювальної віконної рами, переважно транспортного засобу, що включає виготовлення комбінованого профілю, який містить зовнішній та внутрішній елементи з розташованим між ними теплоізолювальним елементом, та гнуття комбінованого профілю у геометрично замкнену раму, який відрізняється тим, що комбінований профіль виготовляють з окремих зовнішнього та внутрішнього елементів, виготовлених з профілів, які з'єднують між собою щонайменше одним теплоізолювальним елементом за рахунок згинання ніжок, що утворюють пази в зовнішньому і внутрішньому профілях з можливістю забезпечення зсуву між вказаними елементами, сила якого на одиницю довжини профілю не більша за добуток межі міцності на зсув матеріалу теплоізолювального елемента та його мінімальної товщини.
2. Спосіб за п. 1, який відрізняється тим, що зовнішній та внутрішній елементи з профілів виконують із алюмінієвого сплаву.
3. Спосіб за п. 1, який відрізняється тим, що зовнішній, внутрішній та теплоізолювальний елементи з'єднують за допомогою клею з температурою полімеризації, вищою за температуру навколишнього середовища, з утворенням комбінованого профілю, який згинають, нагрівають до температури полімеризації клею та витримують при цій температурі на протязі тривалості полімеризації клею.
4. Спосіб за п. 1, який відрізняється тим, що теплоізолювальний елемент виконують у вигляді двох або більше стрічок.
5. Спосіб за п. 4, який відрізняється тим, що стрічки розміщують із зазором між торцями.
6. Спосіб за п. 4 або 5, який відрізняється тим, що торці послідовно розміщених стрічок розташовують в місці виконання гину.
7. Спосіб за п. 1, який відрізняється тим, що теплоізолювальний елемент виконують із склонаповненого поліаміду.
8. Спосіб за п. 2 або 7, який відрізняється тим, що теплоізолювальний елемент з склонаповненого поліаміду містить нитки з клею з температурою полімеризації 150-200°С та тривалістю полімеризації 10-20 хвилин, які розташовані в місцях їх з'єднання з алюмінієвими профілями.
Текст
1. Спосіб виготовлення теплоізолювальної віконної рами, переважно транспортного засобу, що включає виготовлення комбінованого профілю, який містить зовнішній та внутрішній елементи з розташованим між ними теплоізолювальним елементом, та гнуття комбінованого профілю у геометрично замкнену раму, який відрізняється тим, що комбінований профіль виготовляють з окремих зовнішнього та внутрішнього елементів, виготовлених з профілів, які з'єднують між собою щонайменше одним теплоізолювальним елементом за рахунок згинання ніжок, що утворюють пази в зовнішньому і внутрішньому профілях з можливістю забезпечення зсуву між вказаними елементами, сила якого на одиницю C2 2 (11) 1 3 [патент України №9022 U, МПК7 Е06В 3/22], профілі для віконної та дверної рам [патент України №8246 U, МПК7 Е06В3/22], профілі віконної рами [патент України №9021 U, МПК7 Е06В 3/22]. Найбільш актуальними є профілі, що мають теплоізоляційні властивості: теплоізоляційний комбінований профіль для дверей, вікон або фасадів [патент України №46007 С2, МПК7 Е06В 3/26, 3/96] та комбінований теплоізоляційний профіль, що згинається [патент України №69610 А, МПК7 Е06В 3/26]. Тому поширені способи виготовлення профілів із теплоізолювальними прокладками та їх окремих компонентів, що використовують для віконних рам [патент US 5187867, МПК Е 06 В 3/267]. Найбільш близьким до способу, що заявляється, є спосіб виготовлення теплоізолювальної віконної рами [заявка GB №2246385, МПК 6 Е06В1/3, публ. 29.01.92], що включає виготовлення комбінованого профілю, який містить зовнішній та внутрішній елементи з розташованим між ними теплоізолювальним елементом, та гнуття комбінованого профілю у геометричне замкнену раму з розмірами, що відповідають розмірам віконного прорізу. Для цього попередньо виготовляють екструдуванням трубчатий металевий профіль з двома протилежними відривними перемичками, порожнину якого заповнюють рідиною з низькою теплопровідністю, наприклад складом матеріалу на основі пороутворюючого поліуретану, який після охолодження твердіє у гнучкий теплоізолювальний елемент. Профіль гнуть для утворення геометричне замкненої рами та відривають від неї перемички, в результаті чого з одного єдиного трубчатого профілю створюють зовнішній та внутрішній елементи рами з розташованим між ними теплоізолювальним елементом. У цю раму вставляють склопакет. Рами, виготовлені у такий спосіб, при експлуатації спочатку мають добрі теплоізоляційні властивості. Проте при виготовленні теплоізолювальної віконної рами запропонованим способом створюються жорсткі зв'язки між теплоізолювальним елементом та зовнішнім та внутрішнім елементами профілю рами. Тому проведення операції гнуття після остаточного затвердіння теплоізолювальної рідини може привести до виникнення значних залишкових напруг та згодом при експлуатації - до жолоблення профілю або порушення цілісності окремих елементів профілю. До цього приводить також вплив різниці температур, які діють на склопакет та на комбінований профіль зовні та в середині транспортного засобу, що сприяє виникненню різниці в статичних навантаженнях на окремі елементи профілю. У разі, якщо операцію гнуття комбінованого профілю проводити до затвердіння теплоізолювальної рідини, треба враховувати те, що вона може бути проведена лише у вузьких часових рамках, наслідком чого є ускладнення технологічного процесу та підвищення його трудомісткості. 80653 4 У будь-якому випадку жорсткий зв'язок між елементами профілю рами призводить до того, що частини рами жолобляться, рама втрачає сталість форми. Наслідком цього є порушення цілісності внутрішнього та зовнішнього елементів рами та термоізоляційного елемента, що погіршує також й інші експлуатаційні властивості рами в цілому, такі як теплоізоляційні, шумозахисні, герметичні. Крім того, для відомого способу характерна значна трудомісткість, пов'язана з використанням цілісного трубчатого профілю, складністю заповнення теплоізолювальною рідиною та додатковими операціями для утворення зовнішнього та внутрішнього елементів, пов'язаними з відриванням перемичок, наслідком чого може бути, крім того, пошкодження поверхні комбінованого профілю. Слід зауважити і те, що використання попередньо виготовленого металевого трубчатого профілю не дозволяє при виготовленні віконної рами комбінувати зовнішню та внутрішню частини рами. В основу винаходу поставлена задача удосконалення способу виготовлення теплоізолювальної віконної рами, в якому шляхом зміни технології виготовлення комбінованого профілю з окремих елементів та відповідної технології з'єднання їх між собою забезпечують можливість досягнення гнучкого зв'язку між зовнішнім та внутрішнім та теплоізолювальним профілями, за рахунок чого досягають збереження цілісності окремих елементів рами та відповідно сталої форми рами під час її виготовлення та у період експлуатації, можливість комбінації зовнішніх та внутрішніх частин рами та зниження трудомісткості при виготовленні рами. Поставлена задача вирішується тим, що в способі виготовлення теплоізолювальної віконної рами, переважно транспортного засобу, що включає виготовлення комбінованого профілю, який містить зовнішній та внутрішній елементи з розташованим між ними теплоізолювальним елементом, та гнуття комбінованого профілю у геометричне замкнену раму, згідно винаходу, комбінований профіль виготовляють з окремих зовнішнього та внутрішнього елементів, кожний з яких виготовлений з профілів, які з'єднують між собою з можливістю забезпеченням сили зсуву на одиницю довжини профілю не більшою за добуток міцності на зсув матеріалу теплоізолювального елемента та його мінімальної товщини. Можливо зовнішній та внутрішній елементи з профілів виконувати з алюмінієвого сплаву, а теплоізолювальний елемент - із склонаповненого поліаміду. При цьому зовнішній, внутрішній та теплоізолювальний елементи з'єднують за допомогою клею з температурою полімеризації, вищою за температуру навколишнього середовища, з утворенням комбінованого профілю, який згинають, нагрівають до температури полімеризації клею та витримують при цій температурі на протязі тривалості полімеризації клею. Теплоізолювальний елемент може бути виконаний у вигляді двох або більше стрічок. 5 Оптимально стрічки розміщувати з зазором між торцями, а торці послідовно розміщених стрічок розташовувати в місці виконання гину. При цьому теплоізолювальний елемент з склонаповненого поліаміду може містити нитки з клею з температурою полімеризації 150-200°С та тривалістю полімеризації 10-20 хвилин, які розташовують в місцях їх з'єднання з алюмінієвими профілями. Виконання зовнішнього та внутрішнього елементів комбінованого профілю з окремих профілів та з'єднання їх між собою через теплоізолювальний елемент із можливістю забезпечення зсуву між ними дозволяє отримати гнучкі зв'язки між профілями, які надають можливість окремим елементам комбінованого профілю подовжнього переміщення профілів один відносно другого під час гнуття та при зміні довжини при температурних коливаннях навколишнього середовища при експлуатації. Таким чином, гнучкі зв'язки між окремими профілями виключають можливість виникнення значних залишкових напруг та, як наслідок, жолоблення профілю та відповідно порушенню цілісності окремих частин рами, в тому числі і теплоізолювального елементу. Виконання зовнішнього та внутрішнього алюмінієвих профілів з окремих профілів значно зменшує трудомісткість виготовлення комбінованого профілю рами, так як, з одного боку, спрощується технологія закріплення цих профілів до теплоізолювального профілю, а, з другого боку, теплоізоляція досягається у процесі створення комбінованого профілю без необхідності відривання перемички та, відповідно, без можливого пошкодження поверхні комбінованого профілю. Крім того, використання окремих профілів дозволяє комбінувати зовнішній та внутрішній елементи рами, що не потребує зайвої уваги при виготовленні рами, що також спрощує технологію виготовлення рами, і відповідно сприяє зменшенню її трудомісткості. Суть винаходу пояснюється кресленням, де наведені: на Фіг.1 - вид на раму з зовнішньої сторони вагону; на Фіг.2 - переріз А-А на Фіг.1; на Фіг.3 - виконання теплоізолювального профілю у вигляді стрічок; на Фіг.4 - вид В Фіг.3; на Фіг.5 - вид рами, виконаної з двох частин. На кресленнях наведене вікно, рама 1 якого виготовлена за способом, що заявляють. Рама 1 містить комбінований профіль 2, що складається з зовнішнього З та внутрішнього 4 елементів та розташованого між ними середнього теплоізолювального елементу 5, та склопакет 6 (Фіг.1, 2). Спосіб виготовлення теплоізолювальної віконної рами, переважно транспортного засобу, полягає у виготовленні комбінованого профілю 2 зазначеної вище конструкції та гнуття його у геометричне замкнену раму 1. Зовнішній 3, внутрішній 4 та теплоізолювальний 5 елементи 80653 6 комбінованого профілю 2 виготовляють з окремих, заздалегідь виготовлених профілів. Зовнішній 3, внутрішній 4 та теплоізолювальний 5 елементи з'єднують між собою з можливістю забезпечення сили зсуву між ними на одиницю довжини не більшої за добуток міцності на зсув матеріалу теплоізолювального елемента та його мінімальної товщини за допомогою клею з температурою полімеризації, вищою за температуру навколишнього середовища, з утворенням комбінованого профілю 2. Комбінований профіль 2 згинають, нагрівають до температури полімеризації клею та витримують при цій температурі на протязі тривалості полімеризації клею. При цьому витримані умови з'єднання елементів між собою забезпечують можливість подовжнього переміщення профілів один відносно другого під час гнуття. Відповідно до запропонованого способу попередньо виготовляли теплоізолювальні елементи 5, які мають низьку теплопровідність, та пресуванням виготовляли алюмінієві профілі 3 і 4. Можливо виконання теплоізолювального елементу 5 у вигляді поліамідної стрічки 7 шириною від 12 до 36мм (Фіг.3). Стрічки з склонаповненого поліаміду містять нитки 8 (Фіг.4) з клею з температурою полімеризації 150-200°С та тривалістю полімеризації 10-20 хвилин, які розташовані в місцях їх з'єднання з зовнішнім та внутрішнім профілями. При виготовлені алюмінієвого профілю враховували те, що алюмінієвий профіль, який припускається використовувати як зовнішній, виконували у двох і більше варіантах для можливості установки вікна зовні або зсередини приміщення та з різноманітними зовнішніми приєднувальними розмірами рами, а алюмінієвий профіль, який припускається використовувати як внутрішній, виконували у двох і більше варіантах з різноманітними внутрішніми приєднувальними розмірами рами. Кожний алюмінієвий профіль 3 і 4 з'єднували з теплоізолювальними елементами 5. Для цього теплоізолювальні елементи накладали таким чином, щоб полімерна нить була розташована у місцях з'єднання поліамідної стрічки з алюмінієвими профілями. Стрічки розміщували з зазором між їх торцями, а торці послідовно розміщених стрічок розміщали в місцях припускаемого виконання гину. З'єднання алюмінієвих профілів 3, 4 з теплоізолювальним елементом 5 може бути здійснене будь-яким відомим способом (вставляння в паз профілю та загинання однієї з ніжок, що утворює паз, на спеціальному обладнанні або інш.) таким чином, щоб забезпечити силу зсуву 15-30Н на 1мм довжини та неможливість видалення їх з пазу профілю (мимовільно або вручну). В місце з'єднання алюмінієвих профілів 3 і 4 з теплоізолювальним елементом 5 вводили клей з температурою полімеризації від 100 до 200°С із тривалістю полімеризації від 10 до 15 хвилин. З'єднання профілів 3 і 4 з теплоізолювальним елементом 5 здійснювали з можливістю 7 забезпечення їх подовжнього переміщення один відносно другого при гнутті. Для цього сила зсуву теплоізолювального елементу 5 відносно будьякого алюмінієвого профілю 3 або 4 складала 25Н на 1мм довжини, тобто не більша за добуток міцності на зсув матеріалу теплоізолювального елемента, яка дорівнювала 43Н/мм2, та його мінімальної товщини, яка дорівнювала 1,8мм. Оптимальні результати можуть бути досягнуті при умові з'єднання алюмінієвих профілів 3 і 4 з теплоізолювальним елементом 5 з забезпеченням сили зсуву між ними 15-30Н на 1мм довжини, та величиною міцності на зсув, яка дорівнює 3060Н/мм2 на 1мм довжини при товщині теплоізолюючого елемента 1,8-2,0мм. Отриманий таким чином комбінований профіль на згинальній машині гнули у раму, розміри якої відповідали розмірам віконного прорізу. При цьому гнуття проводили з утворенням начала загину на відстані не більше за 400мм від одного з торців комбінованого профілю Зігнутий комбінований профіль нагрівали до температури полімеризації клею 150-200°С та витримували при цій температурі на протязі 15 хвилин - тривалість полімеризації клею. Дослідним шляхом було встановлено, що з'єднання алюмінієвих профілів з теплоізолювальним елементом з можливістю забезпечення сили зсуву менше 30Н на 1мм довжини надає можливість взаємного прослизання профілів під час виконання наступної операції гнуття комбінованого профілю. Більші значення сили зсуву у з'єднанні теплоізолювального елемента з алюмінієвим профілем та/або гнуття при більшій відстані від торця профілю може привести до втрати стійкості комбінованого профілю, вираженій у вигляді жолоблення, утворенні хвиль або складок, розриві теплоізолювального профілю, що погіршує також й інші експлуатаційні властивості рами в цілому, такі як теплоізоляційні, шумозахисні, герметичні. Проте, забезпечення сили зсуву в з'єднанні теплоізолювального елементу з алюмінієвим профілем менше за 15Н/мм не гарантує достатню жорсткість конструкції. Виконання теплоізолювального елементу 5 у вигляді окремих вставок у порівнянні з прототипом дозволяє знизити величину дотичних напруг у точках контакту з алюмінієвим профілем. За запропонованим способом можливо виконання теплоізолювальної рами, виготовленої з двох П-подібних напіврам 9 (Фіг.5). Для цього комбінований профіль виготовляли з двох частин, довжина кожної з яких, наприклад, удвічі менша за периметр рами у готовому вигляді. Кожну напівраму виготовляли .за запропонованим способом Додатково до П-подібної напіврами вставляли імпост 10 та кватирку 11 і таким чином утворювали вікно з кватиркою. Гнуття з'єднаних таким чином комбінованих профілів у П-подібні напіврами не заважає зсуву теплоізолювальних елементів у пазах алюмінієвих профілів. Попарне поєднання П-подібних напіврам у раму не обмежує температурні коливання 80653 8 довжини профілів та теплоізолювальних елементів, тому вони не деформуються. Таким чином, запропонований винахід дозволяє шляхом використання окремих профілів для виготовлення комбінованого профілю та відповідної технології зв'язку їх між собою забезпечити можливість досягнення гнучкого зв'язку між профілями, за рахунок чого досягають сталої форми рами у період експлуатації та цілісності окремих профілів рами, а також можливість комбінації зовнішніх та внутрішніх частин рами та зниження трудомісткості при виготовленні рами. Винахід, що заявляється, ґрунтується на теоретичних розрахунках та підтверджений експериментальними даними. В умовах ЗАТ "Дніпровський завод "АЛЮМАШ" були виготовленні рами за цим способом і проведені виробничі випробування, які підтвердили високу якість рам та ефективність способу їх виготовлення.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make heat-insulated window frame
Автори англійськоюDanchenko Valentyn Mykolaiovych, Podolskyi Stanislav Yevhenovych, Holovko Oleksandr Mykolaiovych
Назва патенту російськоюСпособ изготовления теплоизолирующей оконной рамы
Автори російськоюДанченко Валентин Николаевич, Подольский Станислав Евгеньевич, Головко Александр Николаевич
МПК / Мітки
МПК: E06B 3/04
Мітки: рами, теплоізолювальної, спосіб, віконної, виготовлення
Код посилання
<a href="https://ua.patents.su/4-80653-sposib-vigotovlennya-teploizolyuvalno-vikonno-rami.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення теплоізолювальної віконної рами</a>
Профіль віконної рами
Номер патенту: 9021
Опубліковано: 15.09.2005
Автор: Сидоренко Ігор Євгенович
МПК: E06B 3/04
Мітки: профіль, віконної, рами
Формула / Реферат:
1. Профіль віконної рами з полівінілхлориду (ПВХ), який складається з зовнішньої камери 1, середньої камери 2 та внутрішньої камери 3, виступаючої підпірної камери 4, елементів кріплення штапика 6 та ущільнювальної прокладки 5, упорів 7, 8, 9, 10, та елементів, що фіксують армуючий елемент жорсткості, який відрізняється тим, що як елементи, що фіксують армуючий елемент жорсткості, профіль містить шість виступів на внутрішній поверхні...
Профіль для віконної та дверної рам
Номер патенту: 8246
Опубліковано: 15.07.2005
Автор: Ушаков Михайло Євгенович
МПК: E06B 3/04
Мітки: віконної, профіль, рам, дверної
Формула / Реферат:
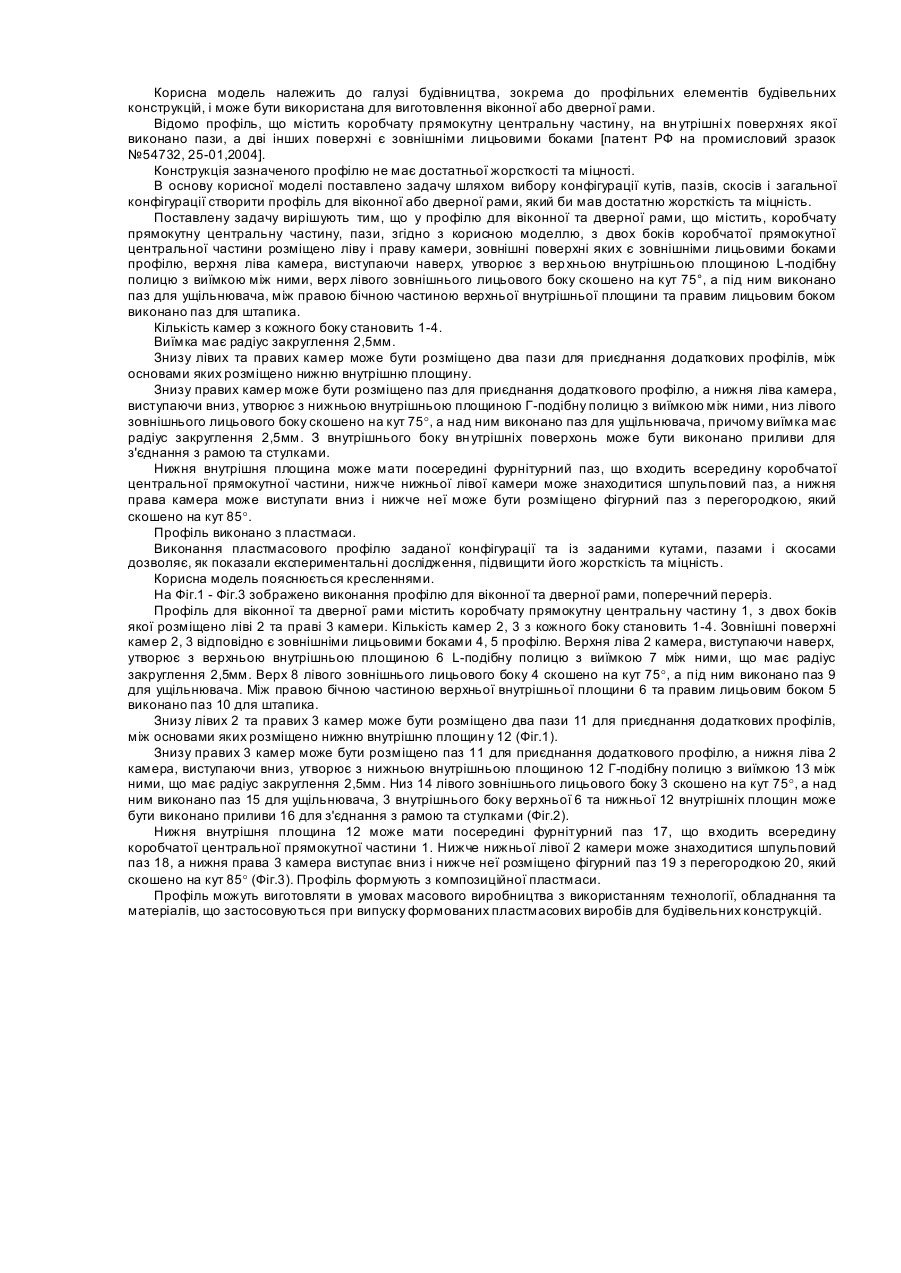
1.Профіль для віконної та дверної рам, що містить коробчасту прямокутну центральну частину, пази, який відрізняється тим, що з двох боків коробчастої прямокутної центральної частини (1) розміщено ліву (2) і праву (3) камери, зовнішні поверхні яких є зовнішніми лицьовими боками (4, 5) профілю, верхня ліва (2) камера, виступаючи наверх, утворює з верхньою внутрішньою площиною (6) L-подібну полицю з виїмкою (7) між ними, верх (8) лівого (4)...
Пластмасовий профіль рами для складання блоків для закривання отворів будівельних конструкцій
Номер патенту: 23617
Опубліковано: 11.06.2007
Автор: Лауманн Хейнріх
МПК: E06B 3/04
Мітки: пластмасовий, блоків, профіль, рами, складання, будівельних, конструкцій, закривання, отворів
Формула / Реферат:
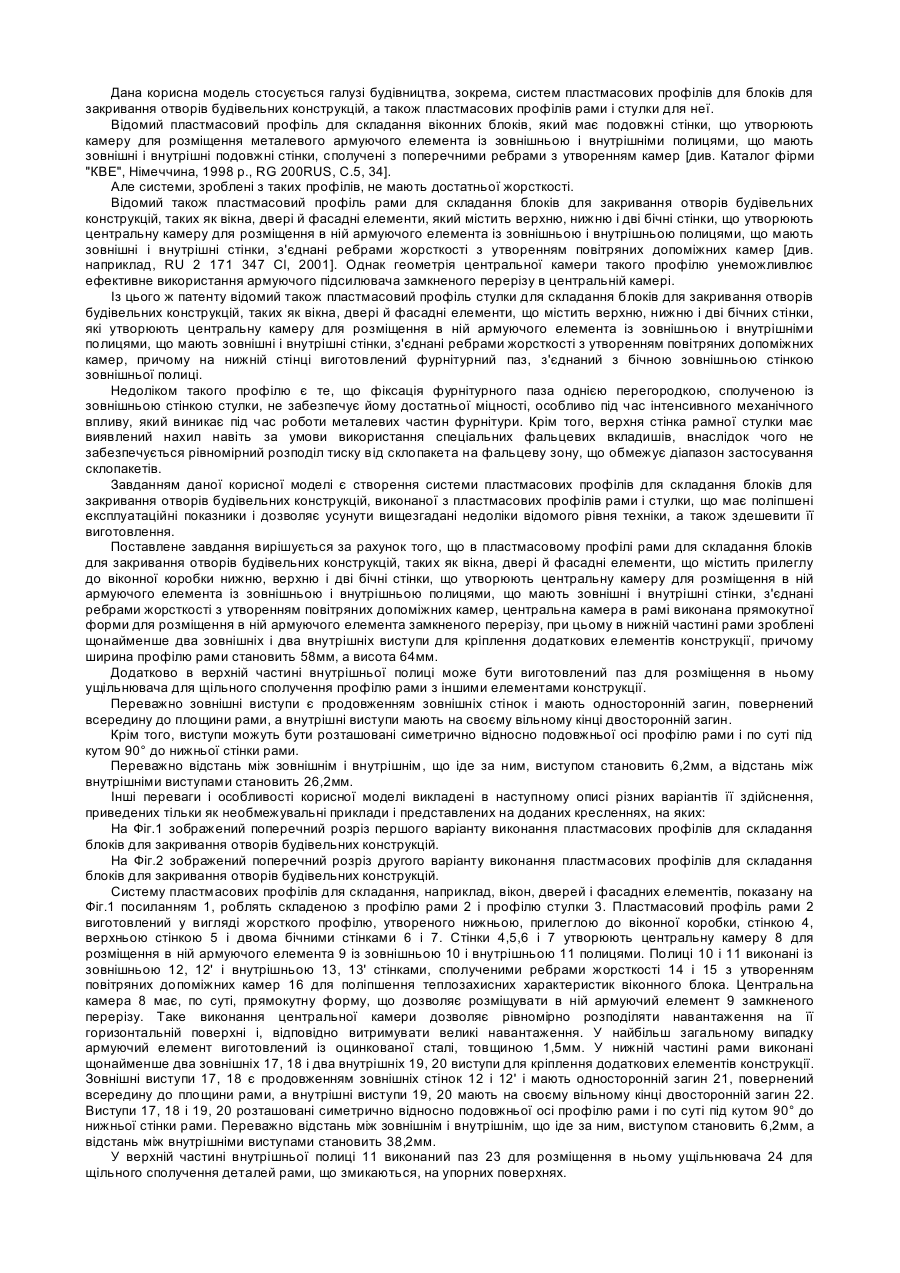
1. Пластмасовий профіль рами для складання блоків для закривання отворів будівельних конструкцій, таких як вікна, двері й фасадні елементи, що містить верхню, нижню і дві бічні стінки, що утворюють центральну камеру для розміщення в ній армуючого елемента із зовнішньою і внутрішньою полицями, що мають зовнішні і внутрішні стінки, з'єднані ребрами жорсткості з утворенням повітряних допоміжних камер, який відрізняється тим, що центральна камера...
Вузол розпірної рами й ущільнювача, який включає елемент кріплення ущільнювача, спосіб його виготовлення та віконний блок
Номер патенту: 74216
Опубліковано: 15.11.2005
Автори: Джексон Ерік У., Дрда Патрік Ентоні, Бучанан Рональд Еллсуорт, Баратучі Джеймс Лінн, Феррі Льюіс Ентоні
Мітки: вузол, рами, кріплення, ущільнювача, розпірної, спосіб, елемент, віконний, виготовлення, включає, блок
Формула / Реферат:
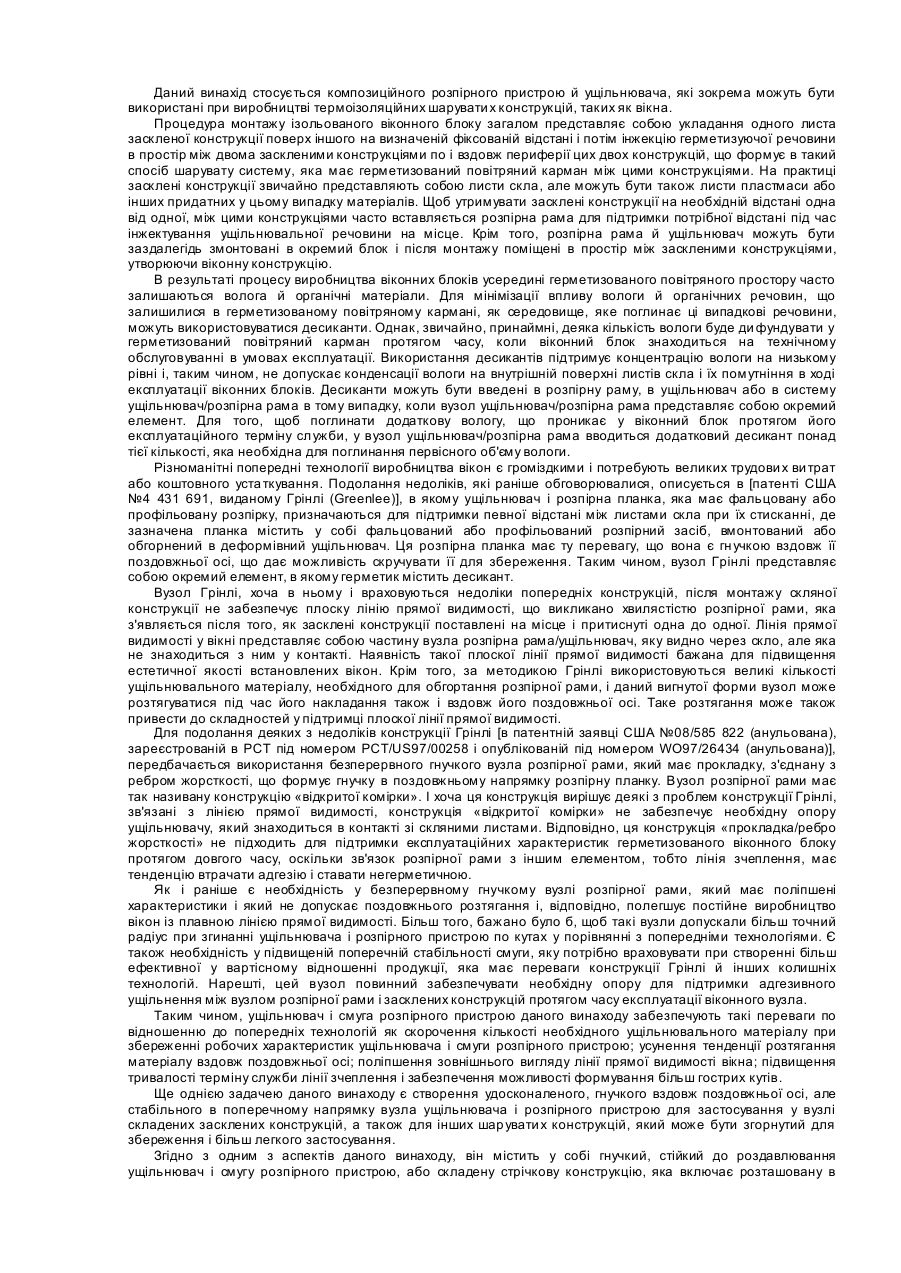
1. Вузол розпірної рами й ущільнювача, який містить ущільнювальний опорний елемент, що має плоску поверхню, обмежену першим і другим краями, прокладку в контакті з ущільнювальним опорним елементом, ущільнювач, з'єднаний принаймні із першим і другим краями ущільнювального опорного елемента.2. Вузол розпірної рами й ущільнювача за п. 1, який відрізняється тим, що додатково містить ребро жорсткості в контакті з ущільнювальним опорним...
Спосіб виготовлення фанери
Номер патенту: 27036
Опубліковано: 10.10.2007
Автори: Бехта Павло Антонович, Тимик Діана Володимирівна, Бехта Наталія Степанівна
МПК: B27N 3/00
Мітки: фанери, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення фанери, який включає операції виготовлення шпону, сушіння шпону, приготування клею, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, який відрізняється тим, що перед нанесенням клею на шпон він обробляється оцтовою кислотою (СН3СООН).2. Спосіб за п. 1, який відрізняється тим, що на поверхню шпону наносять 2-5 %-ий розчин оцтової кислоти (СН3СООН) з розрахунку 50...
Попередній патент: Спосіб виготовлення дозованої лікарської форми швидкого диспергування і дозована лікарська форма
Наступний патент: Спосіб горизонтального безперервного лиття заготовок та машина для його реалізації
Випадковий патент: Свердлильний інструмент