Спосіб горизонтального безперервного лиття заготовок та машина для його реалізації
Формула / Реферат
1. Спосіб горизонтального безперервного лиття заготовок, що включає заливання рідкого металу з проміжного ковша в металоприймач машини горизонтального безперервного лиття, витягання заготовки із кристалізатора машини горизонтального безперервного лиття заготовок під кутом до обрію, подачу за допомогою ресивера в зазор між заготовкою і графітовою втулкою кристалізатора газоповітряної суміші (ГПС) під тиском (Ргпс), що перевищує феростатичний тиск у розплаві на рівні нижньої утворюючої лінії графітової втулки кристалізатора, який відрізняється тим, що встановлюють додатковий ресивер, у який подають повітря під тиском (Рп), достатнім для зменшення або припинення надходження ГПС крізь щілину між заготовкою та стінками ресивера у додатковий ресивер, а відношення тиску у ресивері (Ргпс) до тиску у додатковому ресивері (Рп) підтримують у інтервалі:
Рп=(0,8 - 1,1) Ргпс.
2. Машина горизонтального безперервного лиття заготовок, що містить металоприймач, графітову втулку кристалізатора, водоохолоджуючий кожух кристалізатора, ресивер для подачі ГПС у зазор між графітовою втулкою кристалізатора та передбачуваною заготовкою, а вісь кристалізатора розташована під кутом до обрію, яка відрізняється тим, що вісь кристалізатора виконана під кутом до обрію в інтервалі від 3,2 до 15,0 град., також додатково містить ресивер, призначений для зменшення витрат ГПС в процесі безперервного лиття шляхом подачі в нього повітря під тиском (Рп).
Текст
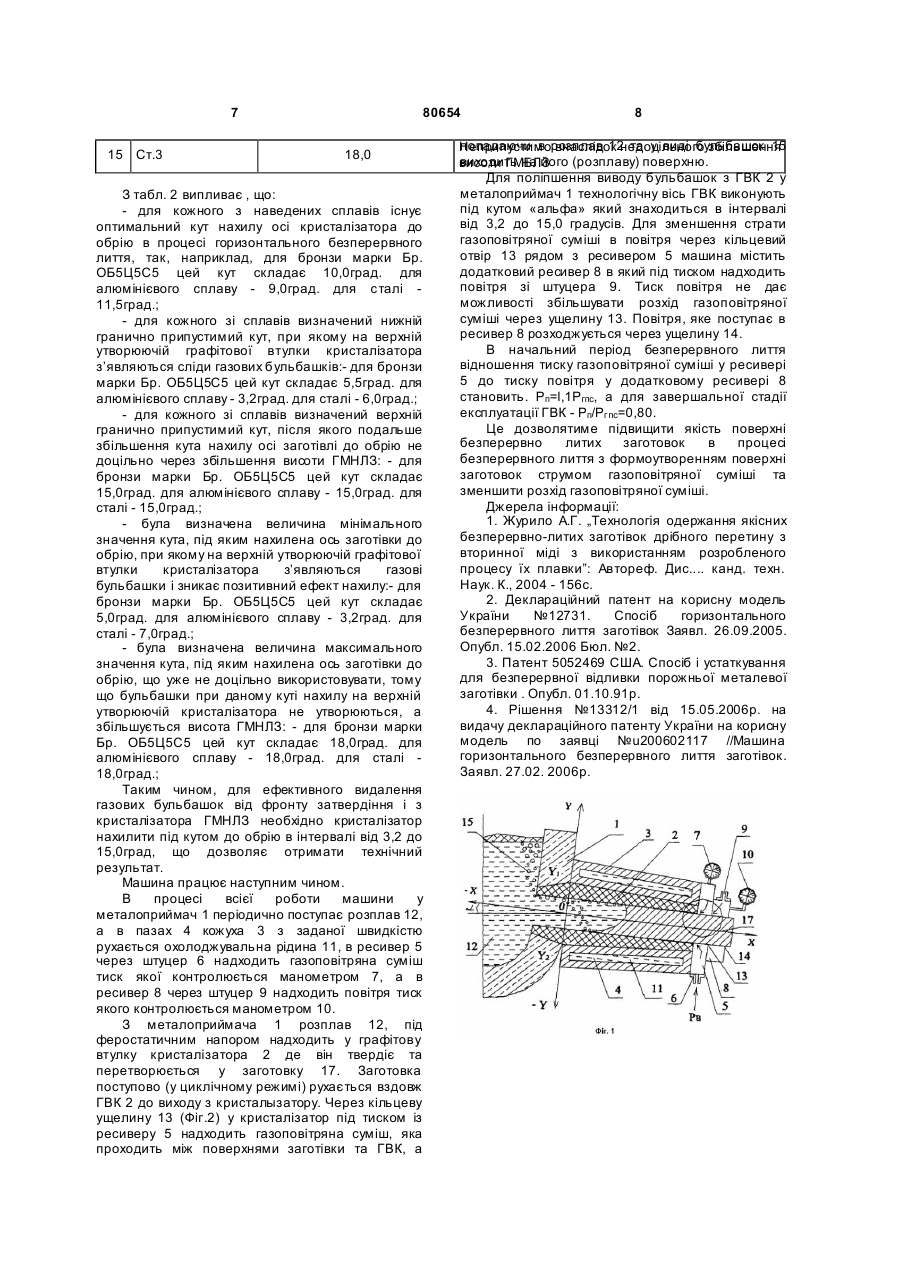
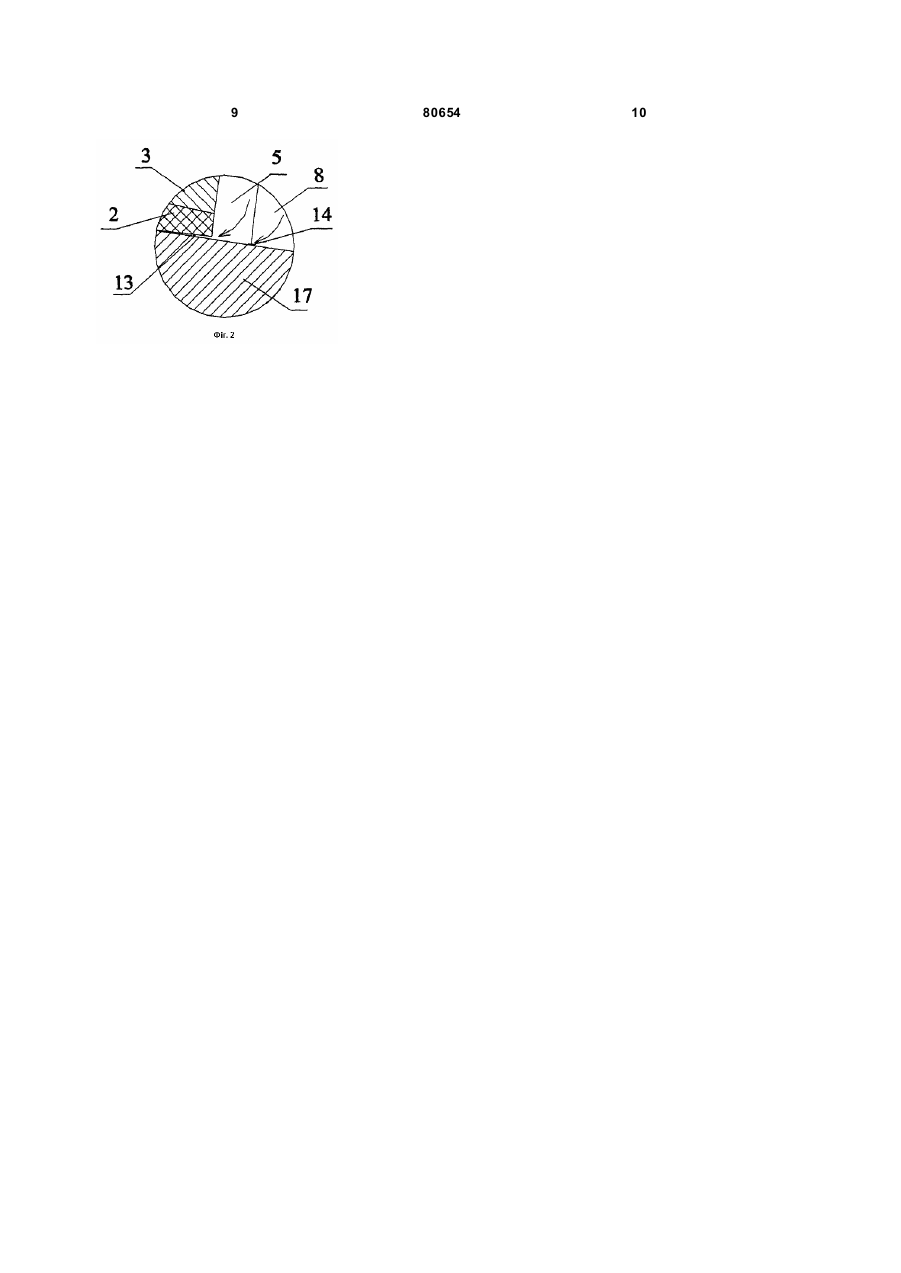
1. Спосіб горизонтального безперервного лиття заготовок, що включає заливання рідкого металу з проміжного ковша в металоприймач машини горизонтального безперервного лиття, витягання заготовки із кристалізатора машини горизонтального безперервного лиття заготовок під кутом до обрію, подачу за допомогою ресивера в зазор між заготовкою і графітовою втулкою кристалізатора газоповітряної суміші (ГПС) під тиском (Ргпс), що перевищує феростатичний тиск у розплаві на рівні нижньої утворюючої лінії C2 2 (19) 1 3 80654 заготовки в процесі безперервного лиття з формоутворенням поверхні заготовок струмом газоповітряної суміші та зменшення розходу газоповітряної суміші. Поставлена задача вирішується тим, що відношення тиску газоповітряної суміші у ресивері (Ргпс) до тиску повітря у додатковому ресивері (Рп) знаходиться у інтервалі: Рп=(0,8-1,1)Ргпс Сутність винаходу. Визначено, що розмір ущелини 14 між заготовкою 12 та корпусом ресиверу 5 впродовж терміну безперервного лиття постійно змінюється внаслідок руйнування поверхні графітової втулки кристалізатору струмом газоповітряної суміші. В зв’язку з цім ущелину 14 виконують більшу ніж діаметр заготовки з тим, наміром щоб при збільшенні діаметру заготовки, в кінці стадії експлуатації ГВК, вона не торкалась корпусу ресиверу 5. Виходячи з цього, ущелина 14 має найбільший розмір в начальний період безперервного лиття приводить к максимальному розходу газоповітряної суміші в указаний період лиття. Для зменшення розходу газоповітряної суміші через ущелину 14 був виконаний додатковий ресивер 8 у який через штуцер 9 подають повітря під тиском.. Тиск повітря де дає можливості збільшувати розхід газоповітряної суміші через ущелину 14. Повітря, яке поступає в ресивер 8 розходжується через ущелину 15. Тиск у додатковому ресивері 8 регулюють таким чином, щоб відношення тиску газоповітряної суміші у ресивері 5 (Ргпс) до тиску повітря у додатковому ресивері 8 (Рп) знаходилося у інтервалі: Рп=(0,8-1,1)Ргпс 4 співвідношення 6 1,1 7 1,25 співв якому ресиве не за Допустиме співвідношення при Н якому повітря з одного співвідн ресиверу через ущелину входи не заходить у другий газопов ресивер Недопустиме співвідношення - повітря входить у ресивер з газоповітряною сумішшю З таблиці випливає, що для кожної стадії безперервного лиття є своє: - оптимальне співвідношення тиску повітря до тиску газоповітряної суміші у ресиверах, так, наприклад, для начальної стадії безперервного лиття оптимальним співвідношенням є величина Рп/Ргпс=0,99, для середини процесу - Рп/Рг пс=0,95, а для завершальної стадії - Рп/Ргпс=0,90; - допустиме співвідношення тиску повітря до тиску газоповітряної суміші у ресиверах при збільшенні розходу ГПС: для начальної стадії величина цього співвідношення становить Рп/Ргпс=0,95, для середини процесу - Рп/Рг пс=0,90, а для завершальної стадії експлуатації ГВК Рп/Ргпс=0,80; - допустиме співвідношення тиску повітря до тиску газоповітряної суміші у ресиверах при якому повітря з ресиверу 8 не заходить у ресивер 5: для начальної стадії величина цього співвідношення становить Рп/Ргпс=1,1, для середини процесу Рп/Ргпс=0,99, а для завершальної стадії Рп/Ргпс=0,95; Таким чином, в загалі для Таблиця 1 процесу безперервного лиття співвідношення тиску повітря Визначення співвідношення тиску повітря до тиску до тиску газоповітряної суміші у ресиверах при газоповітряної суміші (ГПС) у ресиверах для забезпечення мінімального розходу ГПС через ущелину додаткового ресиверу 8 не якому повітря з у ресивері заходить у ресивер 5 з газоповітряною сумішшю Співвідношення тиску знаходиться у наступному інтервалі: Номер Начальний стадія Середина стадії терміну Завершальна стадія повітря до тиску ГПС терміну експлуатації 0,80×£×Рп/Ргпс£1,1. варіанту безперервного лиття експлуатації ГВК Рп/Ргпс Спосіб здійснюється таким чином. ГВК Недопустиме У металоприймач 1 (Фіг.1) подають розплав співвідношення 10, що надходить у графітову втулку 1 0,70 кристалізатору 2, встановленурозхід ГПС є надто під кутом (альфа) великий до горизонталі для поліпшення проходу Допустиме бульбашокНедопустиме з графітової втулки газу 16, співвідношення, кристалізатора 2 через металоприймач 1 і до 2 0,80 співвідношення -розхід однак розхід ГПС оточуючого є надто великийпроцесі безперервного середовища. В ГПС збільшується лиття в ущелину 13 (Фіг.2), розташовану між Недопустиме поверхнямиДопустиме 12 і графітової втулки заготовки Оптимальне 3 0,90 співвідношення -розхід співвідношення, з ресивера 5 подають кристалізатора 2, однак співвідношення ГПС є надто великий розхід ГПС збільшується У каналах мідного газоповітряну суміш під тиском. водоохолоджуемого кожуха кристалізатора 3 Допустиме циркулює охолоджуюча рідина 11. У ресивері 5 співвідношення при рахунок подачі Допустиме заданий тиск підтримується за якому повітря з в Оптимальне 4 0,95 нього одного ресиверу співвідношення, однак через штуцер 7 газоповітряної суміші. співвідношення розхід ГПС збільшуєтьсяВ начальний період безперервного лиття через ущелину не зазор 14 має максимальне значення, у др угий заходить тому для зменшення розходу газоповітряної ресивер(через суміші 5 0,99 Оптимальне ущелину 14) в додатковий ресивер 8 подають Допустиме Недопустиме 5 80654 повітря під тиском Рп. При цьому в начальний період безперервного лиття відношення тиску газоповітряної суміші у ресивері 5 до тиску повітря у додатковому ресивері 8 становить Pп=l,1Ргпс. По мірі тривалості процесу безперервного лиття та зростання діаметру заготовки ущелина 14 буде зменшуватися, до а співвідношення тиску у ресиверах буде до ходить до Pп=0,8Ргпс. У завершальної стадії експлуатації ГВК. При цих співвідношеннях тиску у ресиверах підтримується мінімальний розхід газоповітряної суміші через ущелину 14. Відома машина горизонтального безперервного лиття заготовок [1], що дозволяє одержувати заготовки з кристалізатора, розташованого під кутом від 13 до 15 градусів до обрію. Це дозволяє виводити з кристалізатора горизонтальної машини безперервного лиття заготовок (ГМБЛЗ) бульбашки газу, що утворюються з розплаву на межі розділу „тверда фаза - розплав” при його затвердінні. Недоліками відомої машини безперервного лиття є те, що - по-перше, при розташуванні кристалізатора ГМБЛЗ під кутом від 13 до 15 градусів до обрію приводить до зменшення діапазону кута нахилу до обрію технологічної осі кристалізатора; - по друге, використовуючи приведену конструкцію машини ми не змозі отримати заготівку з підвищеною якістю її поверхні. Відома також машина безперервного лиття [3], у якої в зазор між заготовкою і кристалізатором здійснюють подачу газу із змащувальної рідини. Це дозволяє постійно робити змащення поверхні заготовки, що треться об кристалізатор. Недоліком відомої машини [3] є те, що дана машина безперервного лиття не дозволяє поліпшити якість поверхні заготовки при горизонтальному безперервному литті заготовок із залізовуглецевих і кольорових сплавів, тому що: - виконання отворів у графітовій втулці кристалізатора (ГВК) при литті кольорових сплавів приводить до передчасного її руйнування; - при горизонтальному безперервному литті кольорових сплавів потрапляння газу в розплав або на ділянку в’язко-пружного стану заготовки обумовлює появи в поверхневих шарах затверділої заготовки газових бульбашок або утворення хвилястої поверхні. Найбільш близьким по технічній суті до запропонованої є машина (4) яка містить металоприймач, графітову втулк у кристалізатору з водоохолоджуючим кожухом кристалізатору або металевим водоохолоджуемим кристалізатором (для лиття залізовуглецевих сплавів), вісь якого розташована під кутом до обрію, тягнучий вузол, та вузол розподілу заготовки на задану довжину, також вона містить ресивер та штуцер для подачі газоповітряної суміші у ресивер, а вісь кристалізатора виконують під кутом до обрію в інтервалі від 3,2 до 8,5 град. Недоліком даної машини [4] є те, що: - для безперервного лиття металів та сплавів інтервал кута ухилу під яким розташована вісь кристалізатору до обрію є недостатнім; 6 - наявність одного ресивера приводить до збільшення розходу газоповітряної суміші через ущелину між заготовкою та кожухом ресивера. Технічним результатом даного винаходу є зменшення розходу газоповітряної суміші та підвищення якості поверхні безперервно литої заготовки в процесі безперервного лиття з формоутворенням поверхні заготовок струмом газоповітряної суміші. Поставлена задача вирішується тим, що машина безперервного лиття заготовок містить додатковий ресивер, патрубок для подачі повітря під тиском у додатковий ресивер, а вісь кристалізатора у металоприймачу виконують під кутом до обрію в інтервалі від 3,2 до 15,0 град (Фіг.1). Винахід ілюструється малюнками. На Фіг.1. показано вузол кристалізації ГМНЛЗ. На Фіг.2. показана ущелина 13 між заготовкою 17 і поверхнею графітової втулки кристалізатора 2, та ущелина 14, яка розташована між заготовкою 17 та перегородкою розташованною між ресиверами 5 та 8. Машина безперервного лиття містить металоприймач 1, графітову втулк у кристалізатора (ГВК) 2, яка виконана у отворі металоприймачу 1 під кутом «альфа» до обрію, водоохолоджуемий кожух кристалізатора 3 у якому виконані пази 4. У торці водоохолоджуемого кожуха кристалізатора машина містить основний 5 та додатковий 8 ресивери, у які через штуцери 6 та 9 поступає газоповітряна суміш, індикатори тиску 7 та 10, а вісь кристалізатору розташована під кутом до обрію в інтервалі від 3,2 до 15,0 град. Визначення оптимальних кутів ухилу вісі кристалізатора до обрію з м фронту затвердівання та з кристалізатора ГМНЛЗ в процесі гори № Матеріал заготівки Кут ухилу осі заготівки до обрію, град. 1 Бр. О5Ц5С5 5,0 2 3 Бр. О5Ц5С5 Бр. О5Ц5С5 5,5 10,0 4 Бр. О5Ц5С5 15,0 5 Бр. О5Ц5С5 18,0 6 АК5 М2 2,5 7 8 АК5 М2 АК5 М2 3,2 9,0 9 АК5 М2 15,0 10 АК5 М2 18,0 11 Ст.3 5,0 12 Ст.3 13 Ст.3 6,0 11,5 14 Ст.3 15,0 Якість повер Утворення га утворюючій Залишки газ Газові бульб Подальше зр збільшення в Неприпустим висоти ГМБЛ Утворення га утворюючій Залишки газ Газові бульб Подальше зр збільшення в Неприпустим висоти ГМБЛ Утворення га утворюючій Залишки газ Газові бульб Подальше зр збільшення в 7 15 Ст.3 80654 18,0 З табл. 2 випливає , що: - для кожного з наведених сплавів існує оптимальний кут нахилу осі кристалізатора до обрію в процесі горизонтального безперервного лиття, так, наприклад, для бронзи марки Бр. ОБ5Ц5С5 цей кут складає 10,0град. для алюмінієвого сплаву - 9,0град. для сталі 11,5град.; - для кожного зі сплавів визначений нижній гранично припустимий кут, при якому на верхній утворюючій графітової втулки кристалізатора з’являються сліди газових бульбашків:- для бронзи марки Бр. ОБ5Ц5С5 цей кут складає 5,5град. для алюмінієвого сплаву - 3,2град. для сталі - 6,0град.; - для кожного зі сплавів визначений верхній гранично припустимий кут, після якого подальше збільшення кута нахилу осі заготівлі до обрію не доцільно через збільшення висоти ГМНЛЗ: - для бронзи марки Бр. ОБ5Ц5С5 цей кут складає 15,0град. для алюмінієвого сплаву - 15,0град. для сталі - 15,0град.; - була визначена величина мінімального значення кута, під яким нахилена ось заготівки до обрію, при якому на верхній утворюючій графітової втулки кристалізатора з’являються газові бульбашки і зникає позитивний ефект нахилу:- для бронзи марки Бр. ОБ5Ц5С5 цей кут складає 5,0град. для алюмінієвого сплаву - 3,2град. для сталі - 7,0град.; - була визначена величина максимального значення кута, під яким нахилена ось заготівки до обрію, що уже не доцільно використовувати, тому що бульбашки при даному куті нахилу на верхній утворюючій кристалізатора не утворюються, а збільшується висота ГМНЛЗ: - для бронзи марки Бр. ОБ5Ц5С5 цей кут складає 18,0град. для алюмінієвого сплаву - 18,0град. для сталі 18,0град.; Таким чином, для ефективного видалення газових бульбашок від фронту затвердіння і з кристалізатора ГМНЛЗ необхідно кристалізатор нахилити під кутом до обрію в інтервалі від 3,2 до 15,0град, що дозволяє отримати технічний результат. Машина працює наступним чином. В процесі всієї роботи машини у металоприймач 1 періодично поступає розплав 12, а в пазах 4 кожуха 3 з заданої швидкістю рухається охолоджувальна рідина 11, в ресивер 5 через штуцер 6 надходить газоповітряна суміш тиск якої контролюється манометром 7, а в ресивер 8 через штуцер 9 надходить повітря тиск якого контролюється манометром 10. З металоприймача 1 розплав 12, під феростатичним напором надходить у графітову втулку кристалізатора 2 де він твердіє та перетворюється у заготовку 17. Заготовка поступово (у циклічному режимі) рухається вздовж ГВК 2 до виходу з кристалызатору. Через кільцеву ущелину 13 (Фіг.2) у кристалізатор під тиском із ресиверу 5 надходить газоповітряна суміш, яка проходить між поверхнями заготівки та ГВК, а 8 попадаючи в внаслідок недоцільного збільшення Неприпустиморозплав 12 та у виді бульбашок 15 виходить на його (розплаву) поверхню. висоти ГМБЛЗ Для поліпшення виводу бульбашок з ГВК 2 у металоприймач 1 технологічну вісь ГВК виконують під кутом «альфа» який знаходиться в інтервалі від 3,2 до 15,0 градусів. Для зменшення страти газоповітряної суміші в повітря через кільцевий отвір 13 рядом з ресивером 5 машина містить додатковий ресивер 8 в який під тиском надходить повітря зі штуцера 9. Тиск повітря не дає можливості збільшувати розхід газоповітряної суміші через ущелину 13. Повітря, яке поступає в ресивер 8 розходжується через ущелину 14. В начальний період безперервного лиття відношення тиску газоповітряної суміші у ресивері 5 до тиску повітря у додатковому ресивері 8 становить. Pп=l,1Pгпс, а для завершальної стадії експлуатації ГВК - Рп/Рг пс=0,80. Це дозволятиме підвищити якість поверхні безперервно литих заготовок в процесі безперервного лиття з формоутворенням поверхні заготовок струмом газоповітряної суміші та зменшити розхід газоповітряної суміші. Джерела інформації: 1. Журило А.Г. „Технологія одержання якісних безперервно-литих заготівок дрібного перетину з вторинної міді з використанням розробленого процесу їх плавки”: Автореф. Дис.... канд. техн. Наук. К., 2004 - 156с. 2. Деклараційний патент на корисну модель України №12731. Спосіб горизонтального безперервного лиття заготівок Заявл. 26.09.2005. Опубл. 15.02.2006 Бюл. №2. 3. Патент 5052469 США. Спосіб і устаткування для безперервної відливки порожньої металевої заготівки . Опубл. 01.10.91р. 4. Рішення №13312/1 від 15.05.2006р. на видачу деклараційного патенту України на корисну модель по заявці №u200602117 //Машина горизонтального безперервного лиття заготівок. Заявл. 27.02. 2006p. 9 80654 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and machine of horizontal continuous casting of billets
Автори англійськоюKhoroshylov Oleh Mykolaiovych
Назва патенту російськоюСпособ горизонтального непрерывного литья заготовок и машина для его реализации
Автори російськоюХорошилов Олег Николаевич
МПК / Мітки
МПК: B22D 11/045
Мітки: безперервного, горизонтального, реалізації, машина, лиття, спосіб, заготовок
Код посилання
<a href="https://ua.patents.su/5-80654-sposib-gorizontalnogo-bezperervnogo-littya-zagotovok-ta-mashina-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб горизонтального безперервного лиття заготовок та машина для його реалізації</a>
Машина горизонтального безперервного лиття заготівок
Номер патенту: 16119
Опубліковано: 17.07.2006
Автор: Хорошилов Олег Миколайович
МПК: B22D 11/04
Мітки: безперервного, машина, лиття, заготівок, горизонтального
Формула / Реферат:
Машина горизонтального безперервного лиття заготівок, яка містить металоприймач, графітову втулку кристалізатора з водоохолоджувальним кожухом кристалізатора або металевим водоохолоджуваним кристалізатором, вісь якого розташована під кутом до горизонту, тяговий вузол та вузол розподілу заготівки на задану довжину, яка відрізняється тим, що вона додатково містить ресивер, штуцер для подачі газоповітряної суміші у ресивер, а вісь кристалізатора...
Машина горизонтального безперервного лиття заготовок
Номер патенту: 79415
Опубліковано: 11.06.2007
Автори: Шатагін Олег Олександрович, Хорошилов Олег Миколайович, Сварник Іван Олександрович, Пономаренко Ольга Иванівна, Руденко Анатолій Олександрович
МПК: B22D 11/045
Мітки: машина, безперервного, лиття, заготовок, горизонтального
Формула / Реферат:
Машина горизонтального безперервного лиття заготовок, яка містить металоприймач розплаву, кристалізатор, графітову втулку кристалізатора (ГВК) з металевим водоохолоджуваним кожухом, тягнучий вузол та вузол розподілу заготовки на задану довжину, яка відрізняється тим, що у металоприймачі донне місце для приймання нових порцій розплаву підняте до рівня верхньої твірної лінії графітової втулки кристалізатора та відокремлене буртом від...
Машина горизонтального безперервного лиття заготівок з кольорових металів та сплавів
Номер патенту: 17031
Опубліковано: 15.09.2006
Автори: Пономаренко Ольга Иванівна, Шатагін Олег Олександрович, Хорошилов Олег Миколайович
МПК: B22D 11/04
Мітки: лиття, безперервного, металів, кольорових, сплавів, заготівок, машина, горизонтального
Формула / Реферат:
1. Машина горизонтального безперервного лиття заготівок з кольорових металів та сплавів, яка містить металоприймач, водоохолоджувальний кожух та графітову втулку кристалізатору; вузол, що витягує заготівку з кристалізатора; двигун, гальмо, муфту, яка відрізняється тим, що муфта, яка розташована між двигуном та валом ведучого валка, виконана з двох рухомих частин, одна з яких має штирі, а друга - радіальні пази, при цьому радіальні пази...
Багатоструминний кристалізатор для горизонтального безперервного лиття заготовок із кольорових сплавів
Номер патенту: 28691
Опубліковано: 16.10.2000
Автори: Руденко Анатолій Олександрович, Козловіч Валєнтін Ніколаєвіч, Клєвжіц Алєксандр Сємьоновіч, Нестеров Дмитро Кузьмич, Пашковскій Андрєй Пєтровіч, Шевченко Віктор Іванович, Глазков Анатолій Якович
МПК: B22D 11/045
Мітки: кольорових, безперервного, сплавів, лиття, горизонтального, багатоструминний, кристалізатор, заготовок
Формула / Реферат:
Багатострумковий кристалізатор для горизонтального безперервного лиття заготовок із кольорових сплавів, який містить водоохолоджуваний кожух та встановлену в ньому графітову формоутворюючу втулку, яка містить робочі порожнини, розташовані горизонтальними рядами, який відрізняється тим, що робочі порожнини кожного наступного горизонтального ряду виконані діаметром, відмінним від діаметру порожнин попереднього горизонтального ряду, при цьому...
Спосіб горизонтального безперервного лиття заготівок
Номер патенту: 12731
Опубліковано: 15.02.2006
Автор: Хорошилов Олег Миколайович
МПК: B22D 11/00
Мітки: заготівок, спосіб, безперервного, лиття, горизонтального
Формула / Реферат:
Спосіб горизонтального безперервного лиття заготівок, що включає заливання рідкого металу з проміжного ковша в металоприймач машини горизонтального безперервного лиття, подачу в кристалізатор газоповітряної суміші, витяг заготівки із кристалізатора горизонтальної машини безперервного лиття заготівок (ГМБЛЗ) під кутом до горизонту, який відрізняється тим, що в процесі безперервного лиття із ресивера в зазор між заготівкою і графітовою втулкою...
Попередній патент: Спосіб виготовлення теплоізолювальної віконної рами
Наступний патент: Олігомерні амідофосфонілтіосечовини, які мають термостабілізуючу активність до суспензійного полівінілхлориду, і спосіб їх одержання
Випадковий патент: Спосіб запобігання аварійній ситуації на автошляхах (система "аксел-стоп")