Каландрова установка для виготовлення армованої сталевим кордом смуги
Формула / Реферат
1. Каландрова установка, зокрема, для виготовлення армованої сталевим кордом смуги (6), яка має каландр (5), що має першу пару здатних обертатись у протилежних напрямках валків, яка складається з першого робочого валка (18) і першого листувального витяжного валка (20), які утворюють перший листувальний зазор (30), і другу пару здатних обертатись у протилежних напрямках валків, яка складається з першого робочого валка (19) і першого листувального витяжного валка (21), які утворюють другий листувальний зазор (31), валки однієї пари розташовано суттєво на одному рівні з відповідними валками другої пари валків і перший робочий валок (18) розташовано поруч з другим робочим валком (19), утворюючи робочий зазор (32) для приймання пластифікованого матеріалу (14, 15) зверху, два екструдери (2, 3) для протиструминної подачі пластифікованого матеріалу (14, 15), відповідно у перший листувальний зазор (30) та другий листувальний зазор (31), першу щілинну головку (16), яку розташовано між першим екструдером (2) і першою парою валків (18, 20) і яка простягається у перший листувальний зазор (30) для подачі пластифікованого матеріалу (14) у перший листувальний зазор (30), і другу щілинну головку (17), яку розташовано між другим екструдером (3) і другою парою валків (19, 21) і яка простягається у другий листувальний зазор (31) для подачі пластифікованого матеріалу (15) у другий листувальний зазор (31), для відповідного утворення першої каландрованої смуги (26) і другої каландрованої смуги (27), і напрямний пристрій (4) для спрямовування сталевих ниток корду (23), між першою каландрованою смугою (26) і другою каландрованою смугою (27), що виходять по низхідній лінії відповідно від першої пари валків і другої пари валків.
2. Каландрова установка за п. 1, яка відрізняється тим, що обидва екструдери (2, 3) встановлено суттєво на одному рівні.
3. Каландрова установка за п. 1, яка відрізняється тим, що каландр (5) встановлено як одне ціле на єдиному шасі (34).
4. Каландрова установка за п. 1 або 2, яка відрізняється тим, що листувальні витяжні валки (20, 21) розташовано на робочих валках (18, 19) під кутом 50-90° до горизонталі.
5. Каландрова установка за будь-яким з попередніх пунктів, яка відрізняється тим, що листувальні витяжні валки (20, 21) мають менший діаметр, ніж робочі валки (18, 19).
6. Каландрова установка за будь-яким з попередніх пунктів, яка відрізняється тим, що отримувана армована сталевим кордом смуга (6) має товщину від 0,5 до 30 мм, переважно від 0,5 до 10 мм.
7. Каландрова установка за будь-яким з попередніх пунктів, яка відрізняється тим, що щілинні головки (16, 17) пристосовано для попереднього калібрування пластифікованого матеріалу (14, 15) так, що попередньо калібрований матеріал (14, 15) розподіляється по ширині листувального зазору (30, 31).
8. Каландрова установка за будь-яким з попередніх пунктів, яка відрізняється тим, що осі екструдерів (2, 3) і щілинних головок (16, 17) простягаються горизонтально.
9. Каландрова установка за будь-яким з пп. 1-8, яка відрізняється тим, що щілинні головки (16, 17) відповідно розташовано під кутом до осей екструдерів (2, 3).
Текст
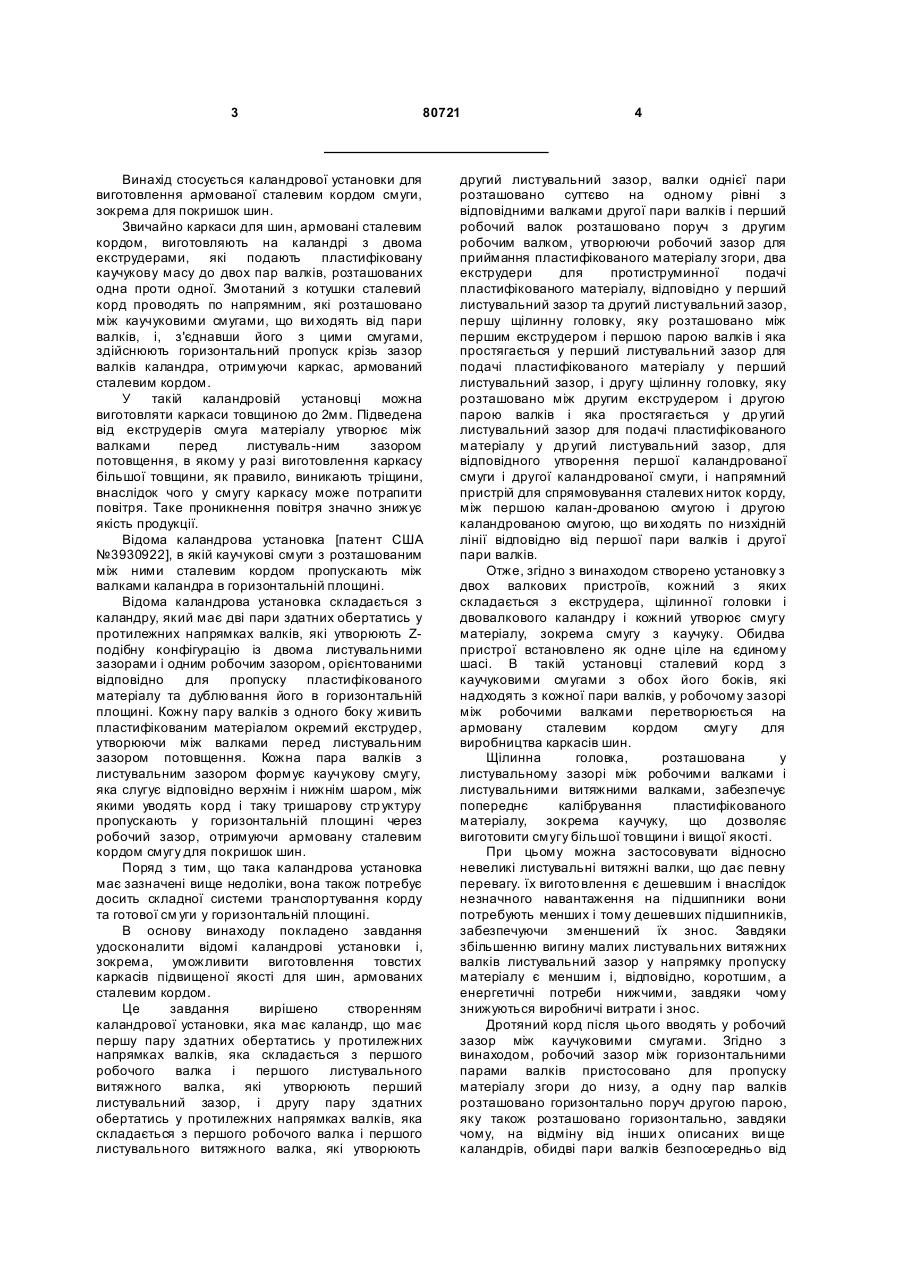
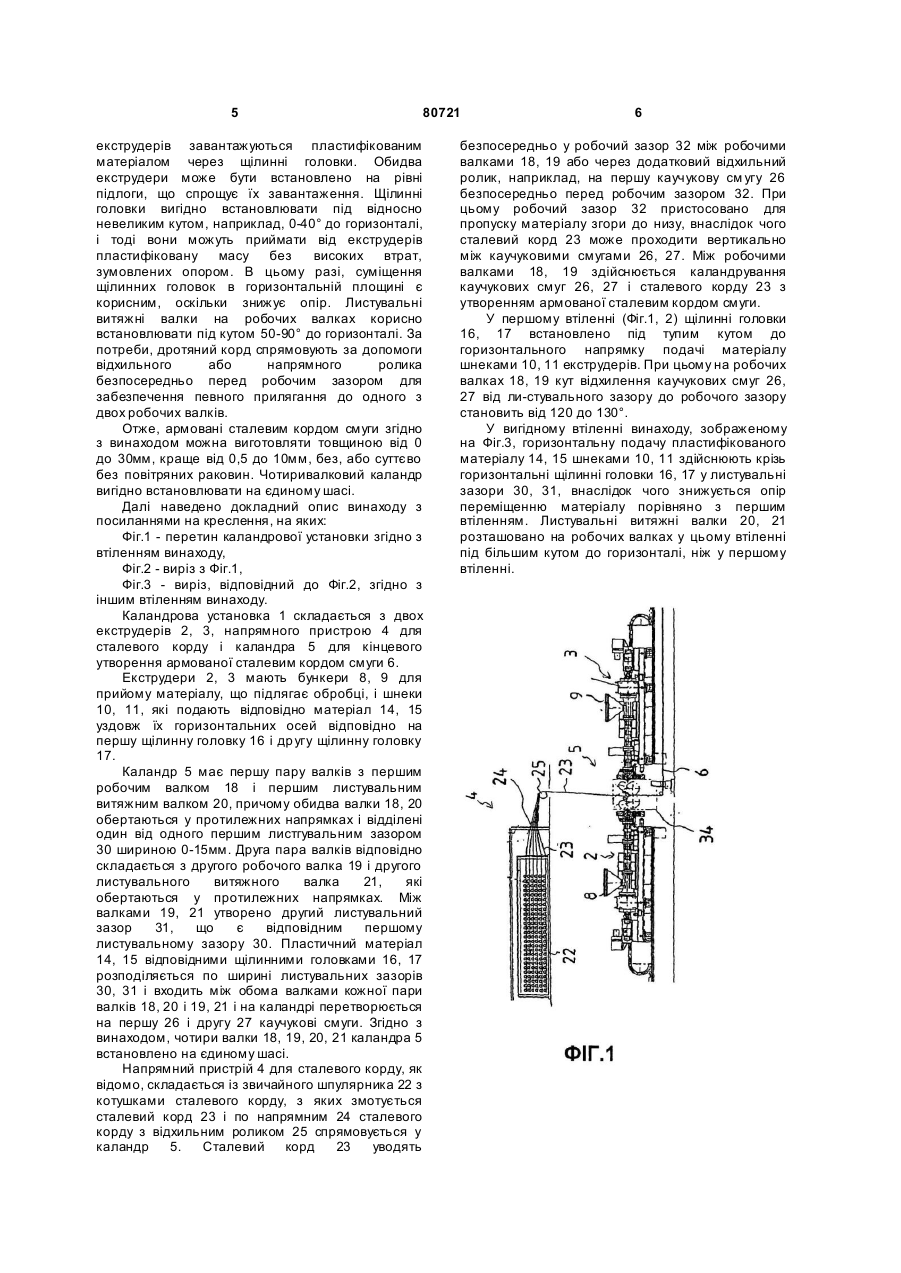
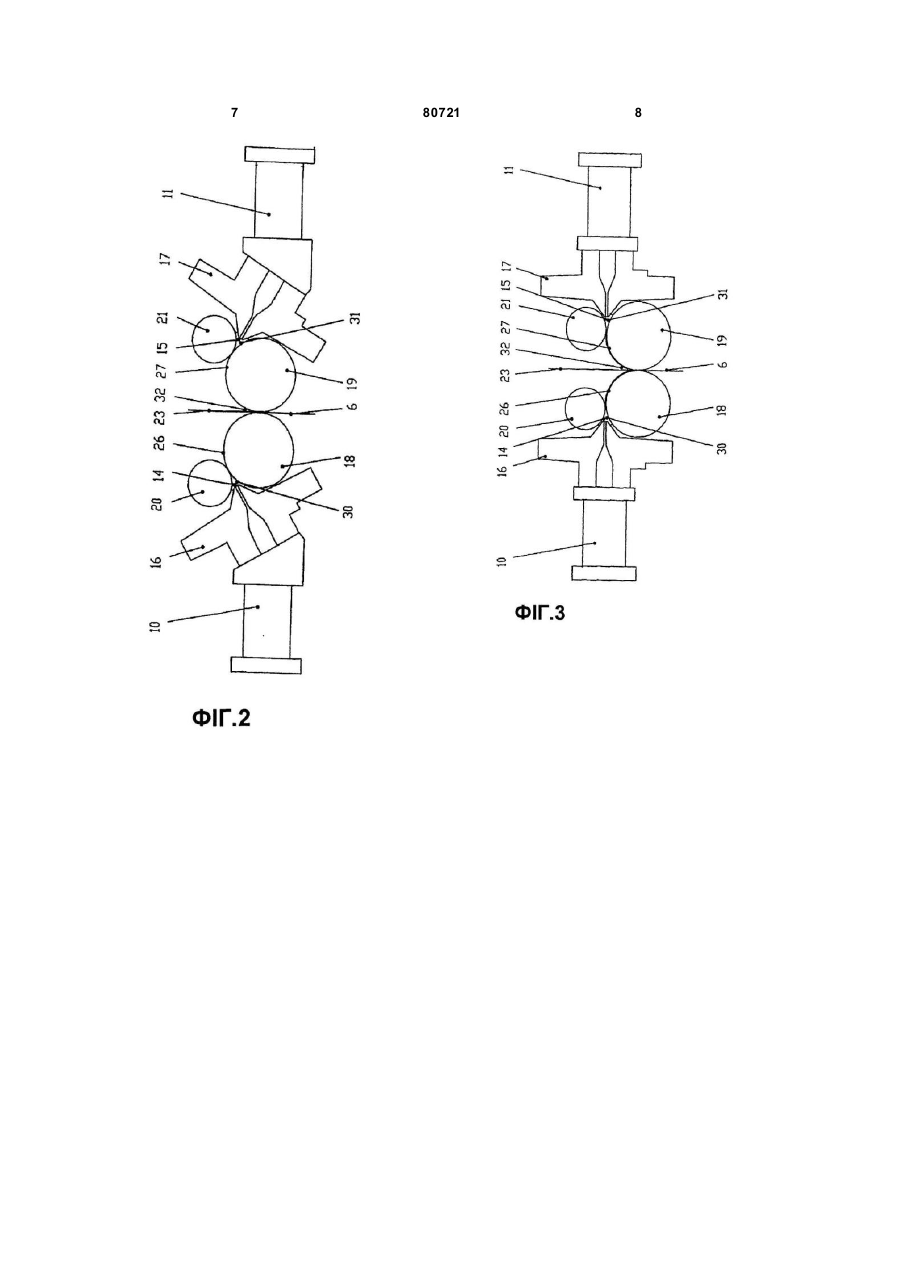
1. Каландрова установка, зокрема, для виготовлення армованої сталевим кордом смуги (6), яка має каландр (5), що має першу пару здатних обертатись у протилежних напрямках валків, яка складається з першого робочого валка (18) і першого листувального витяжного валка (20), які утворюють перший листувальний зазор (30), і другу пару здатних обертатись у протилежних напрямках валків, яка складається з першого робочого валка (19) і першого листувального витяжного валка (21), які утворюють другий листувальний зазор (31), валки однієї пари розташовано суттєво на одному рівні з відповідними валками другої пари валків і перший робочий валок (18) розташовано поруч з другим робочим валком (19), утворюючи робочий зазор (32) для приймання пластифікованого матеріалу (14, 15) зверху, два екструдери (2, 3) для протиструминної подачі пластифікованого матеріалу (14, 15), відповідно у перший листувальний зазор (30) та другий листувальний зазор (31), першу щілинну головку (16), яку розташовано між першим екструдером (2) і першою парою валків (18, 20) і яка простягається у перший листувальний зазор (30) для подачі пластифікованого матеріалу (14) у перший листувальний зазор (30), і другу щілинну головку (17), яку розташовано між другим екструдером (3) і другою парою валків (19, 21) і яка простягається у другий листувальний зазор (31) для подачі 2 (19) 1 3 80721 Винахід стосується каландрової установки для виготовлення армованої сталевим кордом смуги, зокрема для покришок шин. Звичайно каркаси для шин, армовані сталевим кордом, виготовляють на каландрі з двома екструдерами, які подають пластифіковану каучукову масу до двох пар валків, розташованих одна проти одної. Змотаний з котушки сталевий корд проводять по напрямним, які розташовано між каучуковими смугами, що ви ходять від пари валків, і, з'єднавши його з цими смугами, здійснюють горизонтальний пропуск крізь зазор валків каландра, отримуючи каркас, армований сталевим кордом. У такій каландровій установці можна виготовляти каркаси товщиною до 2мм. Підведена від екструдерів смуга матеріалу утворює між валками перед листуваль-ним зазором потовщення, в якому у разі виготовлення каркасу більшої товщини, як правило, виникають тріщини, внаслідок чого у смугу каркасу може потрапити повітря. Таке проникнення повітря значно знижує якість продукції. Відома каландрова установка [патент США №3930922], в якій каучукові смуги з розташованим між ними сталевим кордом пропускають між валками каландра в горизонтальній площині. Відома каландрова установка складається з каландру, який має дві пари здатних обертатись у протилежних напрямках валків, які утворюють Zподібну конфігурацію із двома листувальними зазорами і одним робочим зазором, орієнтованими відповідно для пропуску пластифікованого матеріалу та дублювання його в горизонтальній площині. Кожну пару валків з одного боку живить пластифікованим матеріалом окремий екструдер, утворюючи між валками перед листувальним зазором потовщення. Кожна пара валків з листувальним зазором формує каучукову смугу, яка слугує відповідно верхнім і нижнім шаром, між якими уводять корд і таку тришарову стр уктуру пропускають у горизонтальній площині через робочий зазор, отримуючи армовану сталевим кордом смугу для покришок шин. Поряд з тим, що така каландрова установка має зазначені вище недоліки, вона також потребує досить складної системи транспортування корду та готової см уги у горизонтальній площині. В основу винаходу покладено завдання удосконалити відомі каландрові установки і, зокрема, уможливити виготовлення товстих каркасів підвищеної якості для шин, армованих сталевим кордом. Це завдання вирішено створенням каландрової установки, яка має каландр, що має першу пару здатних обертатись у протилежних напрямках валків, яка складається з першого робочого валка і першого листувального витяжного валка, які утворюють перший листувальний зазор, і другу пару здатних обертатись у протилежних напрямках валків, яка складається з першого робочого валка і першого листувального витяжного валка, які утворюють 4 другий листувальний зазор, валки однієї пари розташовано суттєво на одному рівні з відповідними валками другої пари валків і перший робочий валок розташовано поруч з другим робочим валком, утворюючи робочий зазор для приймання пластифікованого матеріалу згори, два екструдери для протиструминної подачі пластифікованого матеріалу, відповідно у перший листувальний зазор та другий листувальний зазор, першу щілинну головку, яку розташовано між першим екструдером іпершою парою валків і яка простягається у перший листувальний зазор для подачі пластифікованого матеріалу у перший листувальний зазор, і другу щілинну головку, яку розташовано між другим екструдером і другою парою валків і яка простягається у др угий листувальний зазор для подачі пластифікованого матеріалу у др угий листувальний зазор, для відповідного утворення першої каландрованої смуги і другої каландрованої смуги, і напрямний пристрій для спрямовування сталевих ниток корду, між першою калан-дрованою смугою і другою каландрованою смугою, що ви ходять по низхідній лінії відповідно від першої пари валків і другої пари валків. Отже, згідно з винаходом створено установку з двох валкових пристроїв, кожний з яких складається з екструдера, щілинної головки і двовалкового каландру і кожний утворює смугу матеріалу, зокрема смугу з каучуку. Обидва пристрої встановлено як одне ціле на єдиному шасі. В такій установці сталевий корд з каучуковими смугами з обох його боків, які надходять з кожної пари валків, у робочому зазорі між робочими валками перетворюється на армовану сталевим кордом смугу для виробництва каркасів шин. Щілинна головка, розташована у листувальному зазорі між робочими валками і листувальними витяжними валками, забезпечує попереднє калібрування пластифікованого матеріалу, зокрема каучуку, що дозволяє виготовити смугу більшої товщини і вищої якості. При цьому можна застосовувати відносно невеликі листувальні витяжні валки, що дає певну перевагу. їх вигото влення є дешевшим і внаслідок незначного навантаження на підшипники вони потребують менших і тому дешевших підшипників, забезпечуючи зменшений їх знос. Завдяки збільшенню вигину малих листувальних витяжних валків листувальний зазор у напрямку пропуску матеріалу є меншим і, відповідно, коротшим, а енергетичні потреби нижчими, завдяки чому знижуються виробничі витрати і знос. Дротяний корд після цього вводять у робочий зазор між каучуковими смугами. Згідно з винаходом, робочий зазор між горизонтальними парами валків пристосовано для пропуску матеріалу згори до низу, а одну пар валків розташовано горизонтально поруч другою парою, яку також розташовано горизонтально, завдяки чому, на відміну від інши х описаних ви ще каландрів, обидві пари валків безпосередньо від 5 80721 екструдерів завантажуються пластифікованим матеріалом через щілинні головки. Обидва екструдери може бути встановлено на рівні підлоги, що спрощує їх завантаження. Щілинні головки вигідно встановлювати під відносно невеликим кутом, наприклад, 0-40° до горизонталі, і тоді вони можуть приймати від екструдерів пластифіковану масу без високих втрат, зумовлених опором. В цьому разі, суміщення щілинних головок в горизонтальній площині є корисним, оскільки знижує опір. Листувальні витяжні валки на робочих валках корисно встановлювати під кутом 50-90° до горизонталі. За потреби, дротяний корд спрямовують за допомоги відхильного або напрямного ролика безпосередньо перед робочим зазором для забезпечення певного прилягання до одного з двох робочих валків. Отже, армовані сталевим кордом смуги згідно з винаходом можна виготовляти товщиною від 0 до 30мм, краще від 0,5 до 10мм, без, або суттєво без повітряних раковин. Чотиривалковий каландр вигідно встановлювати на єдиному шасі. Далі наведено докладний опис винаходу з посиланнями на креслення, на яких: Фіг.1 - перетин каландрової установки згідно з втіленням винаходу, Фіг.2 - виріз з Фіг.1, Фіг.3 - виріз, відповідний до Фіг.2, згідно з іншим втіленням винаходу. Каландрова установка 1 складається з двох екструдерів 2, 3, напрямного пристрою 4 для сталевого корду і каландра 5 для кінцевого утворення армованої сталевим кордом смуги 6. Екструдери 2, 3 мають бункери 8, 9 для прийому матеріалу, що підлягає обробці, і шнеки 10, 11, які подають відповідно матеріал 14, 15 уздовж їх горизонтальних осей відповідно на першу щілинну головку 16 і др угу щілинну головку 17. Каландр 5 має першу пару валків з першим робочим валком 18 і першим листувальним витяжним валком 20, причому обидва валки 18, 20 обертаються у протилежних напрямках і відділені один від одного першим листгувальним зазором 30 шириною 0-15мм. Друга пара валків відповідно складається з другого робочого валка 19 і другого листувального витяжного валка 21, які обертаються у протилежних напрямках. Між валками 19, 21 утворено другий листувальний зазор 31, що є відповідним першому листувальному зазору 30. Пластичний матеріал 14, 15 відповідними щілинними головками 16, 17 розподіляється по ширині листувальних зазорів 30, 31 і входить між обома валками кожної пари валків 18, 20 і 19, 21 і на каландрі перетворюється на першу 26 і другу 27 каучукові смуги. Згідно з винаходом, чотири валки 18, 19, 20, 21 каландра 5 встановлено на єдиному шасі. Напрямний пристрій 4 для сталевого корду, як відомо, складається із звичайного шпулярника 22 з котушками сталевого корду, з яких змотується сталевий корд 23 і по напрямним 24 сталевого корду з відхильним роликом 25 спрямовується у каландр 5. Сталевий корд 23 уводять 6 безпосередньо у робочий зазор 32 між робочими валками 18, 19 або через додатковий відхильний ролик, наприклад, на першу каучукову см угу 26 безпосередньо перед робочим зазором 32. При цьому робочий зазор 32 пристосовано для пропуску матеріалу згори до низу, внаслідок чого сталевий корд 23 може проходити вертикально між каучуковими смугами 26, 27. Між робочими валками 18, 19 здійснюється каландрування каучукових смуг 26, 27 і сталевого корду 23 з утворенням армованої сталевим кордом смуги. У першому втіленні (Фіг.1, 2) щілинні головки 16, 17 встановлено під тупим кутом до горизонтального напрямку подачі матеріалу шнеками 10, 11 екструдерів. При цьому на робочих валках 18, 19 кут відхилення каучукових смуг 26, 27 від ли-стувального зазору до робочого зазору становить від 120 до 130°. У вигідному втіленні винаходу, зображеному на Фіг.3, горизонтальну подачу пластифікованого матеріалу 14, 15 шнеками 10, 11 здійснюють крізь горизонтальні щілинні головки 16, 17 у листувальні зазори 30, 31, внаслідок чого знижується опір переміщенню матеріалу порівняно з першим втіленням. Листувальні витяжні валки 20, 21 розташовано на робочих валках у цьому втіленні під більшим кутом до горизонталі, ніж у першому втіленні. 7 80721 8
ДивитисяДодаткова інформація
Автори англійськоюCapelle Gerd, Reisswig Georg
Автори російськоюКапелле Герд, Райсвиг Георг
МПК / Мітки
МПК: B29D 30/38, B29C 47/02, B29C 70/04
Мітки: каландрова, сталевим, виготовлення, установка, армованої, кордом, смуги
Код посилання
<a href="https://ua.patents.su/4-80721-kalandrova-ustanovka-dlya-vigotovlennya-armovano-stalevim-kordom-smugi.html" target="_blank" rel="follow" title="База патентів України">Каландрова установка для виготовлення армованої сталевим кордом смуги</a>
Установка безперервного лиття для безперервного лиття тонкої смуги, спосіб роботи даної установки та спосіб безперервного лиття тонкої смуги
Номер патенту: 66839
Опубліковано: 15.06.2004
Автори: Пеллісетті Стефано, Шертлер Армін, Хохенбіхлер Геральд
МПК: B22D 11/128, B22D 11/20, B22D 11/06
Мітки: безперервного, установки, лиття, спосіб, даної, смуги, установка, роботи, тонкої
Формула / Реферат:
1. Установка безперервного лиття для безперервного лиття тонкої смуги (14), зокрема сталевої смуги (14), товщиною менше за 20 мм, переважно від 1 до 12 мм, що включає мульду (8), забезпечену двома ливарними валками (6,7), створюючими зазор (13) для проходження при з'єднанні двох напівоболонок (12) заготовки у вигляді смуги (14) вертикально вниз, при цьому нижче за зазор (13) розташовано відхиляючо-несучий пристрій (16) для зміни напряму смуги...
Спосіб безперервного лиття тонкої смуги і установка для здійснення способу
Номер патенту: 55524
Опубліковано: 15.04.2003
Автори: Хохенбіхлер Геральд, Екерсторфер Геральд
МПК: B22D 11/16, B22D 11/06
Мітки: способу, здійснення, тонкої, смуги, безперервного, лиття, установка, спосіб
Формула / Реферат:
1. Спосіб безперервного лиття тонкої смуги (1), зокрема сталевої смуги, переважно товщиною менше 10 мм, в двовалковому технологічному процесі, по якому розплав металу (7) заливають в утворений двома ливарними валками (2) ливарний зазор (3) по товщині смуги (1), що відливається, з утворенням ванни розплаву (6), а поверхні (11) ливарних валків (2) над ванною розплаву (6) обдувають інертним газом або сумішшю інертних газів, який відрізняється...
Спосіб виготовлення тонкої смуги з нержавіючої сталі
Номер патенту: 63941
Опубліковано: 16.02.2004
Автори: Гратако Паскаль, Шассань Франсі, Мазюрьє Фредерік
МПК: B21B 3/02, B21B 1/46, C22C 38/40, B22D 11/12, C22C 38/50, B22D 11/06, B21B 1/26
Мітки: тонкої, нержавіючої, спосіб, смуги, виготовлення, сталі
Формула / Реферат:
1. Спосіб виготовлення тонкої смуги з нержавіючої сталі шляхом безпосереднього ствердіння рідкої сталі у вигляді смуги з товщиною, меншою або рівною 8 мм, в розливному пристрої, з двома стінками, які переміщуються і охолоджуються, і гарячої прокатки цієї смуги, ствердіння якої значною мірою завершується після того, як смуга залишає вищеназвані стінки, який відрізняється тим, що гарячу прокатку здійснюють на прокатному стані, робочі валки...
Спосіб виготовлення сталевої смуги та сталева смуга (варіанти)
Номер патенту: 77001
Опубліковано: 16.10.2006
Автори: Махапатра Рама Баллав, Блейд Уолтер, Стрезов Лазар
МПК: B22D 11/06
Мітки: спосіб, сталевої, сталева, варіанти, виготовлення, смуга, смуги
Формула / Реферат:
1. Спосіб виготовлення сталевої смуги методом безперервного лиття, що включає операції, при якихa) встановлюють пару горизонтальних охолоджуваних прокатних валків із зазором між ними і обладнують їх обмежувальними пристроями, розміщеними у зоні кінцевих ділянок цього зазору;b) вводять розплавлену низьковуглецеву сталь з вмістом загального кисню щонайменше 100 частин на мільйон та з вмістом вільного кисню від 30 до 50 частин на...
Спосіб виготовлення армованої бетонної труби

Номер патенту: 15709
Опубліковано: 17.07.2006
Автори: Бочарова Ірина Миколаївна, Рибалка Євген Олексійович, Ященко Ольга Михайлівна, Божко Василь Іванович, Михайлішина Ніна Зиновієвна, Кліпов Валерій Дмитрович, Чувашов Юрій Миколайович
МПК: B28B 21/02, F16L 9/00, B28B 23/02
Мітки: трубі, виготовлення, армованої, спосіб, бетонної
Формула / Реферат:
Спосіб виготовлення армованої бетонної труби, що включає подачу бетонної суміші, формування з бетонної суміші труби, армування зовнішньої поверхні труби джгутами зі скловолокна, який відрізняється тим, що армування зовнішньої поверхні труби проводять шляхом укладання джгутів із скловолокна, змочених зв'язуючим, уздовж обичайки бетонної труби на однаковій відстані один від одного, при цьому на укладені джгути додатково намотують спірально...
Попередній патент: Спосіб керування диференціальним фотоелементом за ефектом бобонича п.п.
Наступний патент: Фунгіцидна суміш, яка містить похідну триазолопіримідину та вінклозолін, засіб та спосіб боротьби з патогенними рису грибами, посівний матеріал
Випадковий патент: Спосіб отримання продукту сирного плавленого скибкового