Спосіб виготовлення тонкої смуги з нержавіючої сталі
Номер патенту: 63941
Опубліковано: 16.02.2004
Автори: Шассань Франсі, Мазюрьє Фредерік, Гратако Паскаль

Формула / Реферат
1. Спосіб виготовлення тонкої смуги з нержавіючої сталі шляхом безпосереднього ствердіння рідкої сталі у вигляді смуги з товщиною, меншою або рівною 8 мм, в розливному пристрої, з двома стінками, які переміщуються і охолоджуються, і гарячої прокатки цієї смуги, ствердіння якої значною мірою завершується після того, як смуга залишає вищеназвані стінки, який відрізняється тим, що гарячу прокатку здійснюють на прокатному стані, робочі валки якого мають діаметр від 400 до 900 мм, температура смуги на виході з прокатного стану складає від 800 до 1100°С, а також тим, що міра зменшення товщини смуги в процесі гарячої прокатки складає від 15 до 50%.
2. Спосіб за п. 1, який відрізняється тим, що гарячу прокатку здійснюють в пристрої, розташованому безпосередньо після розливного пристрою.
3. Спосіб за п. 1 або 2, який відрізняється тим, що стінки розливного пристрою, які охолоджуються, складаються з поверхонь двох валків, що обертаються навколо горизонтальних осей.
Текст
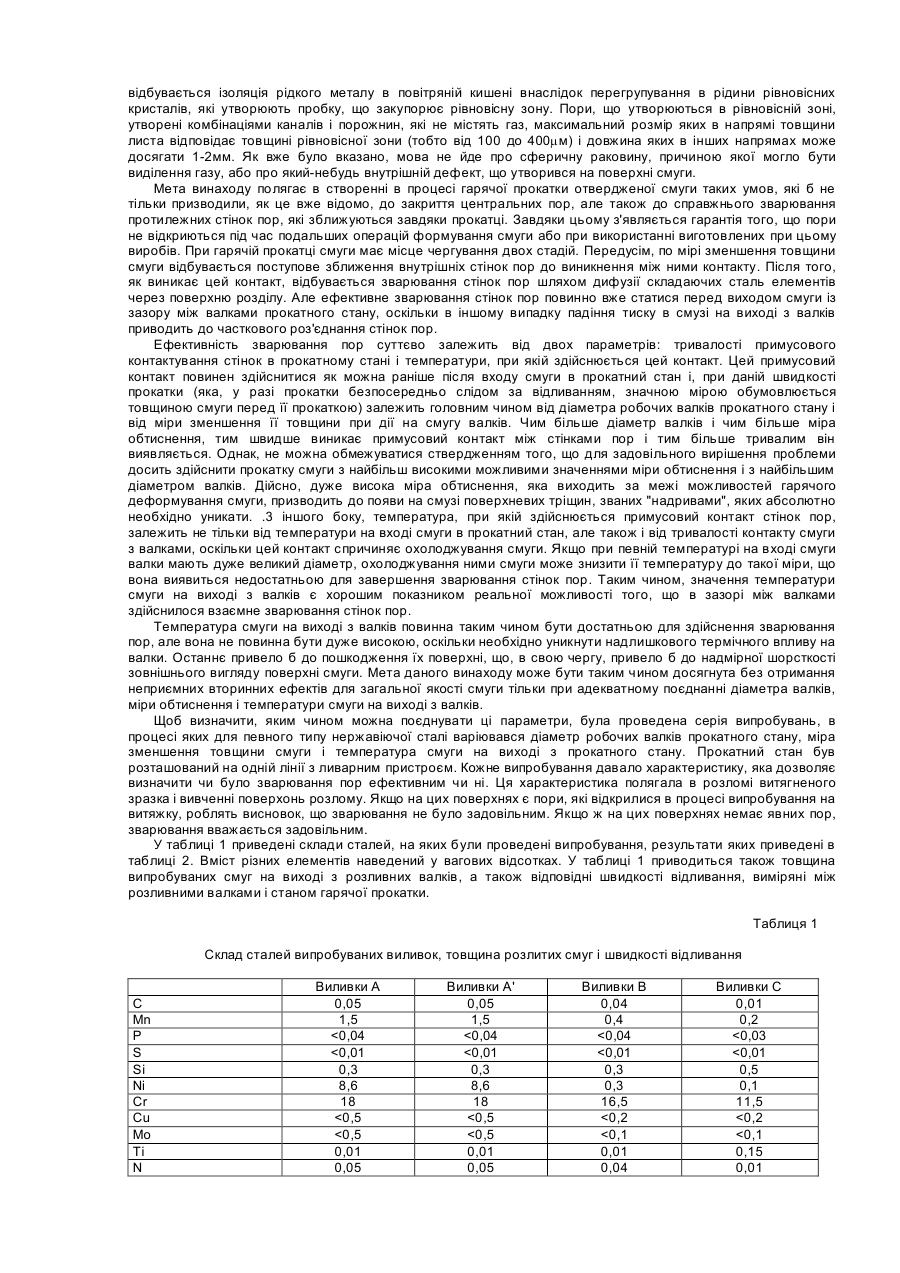
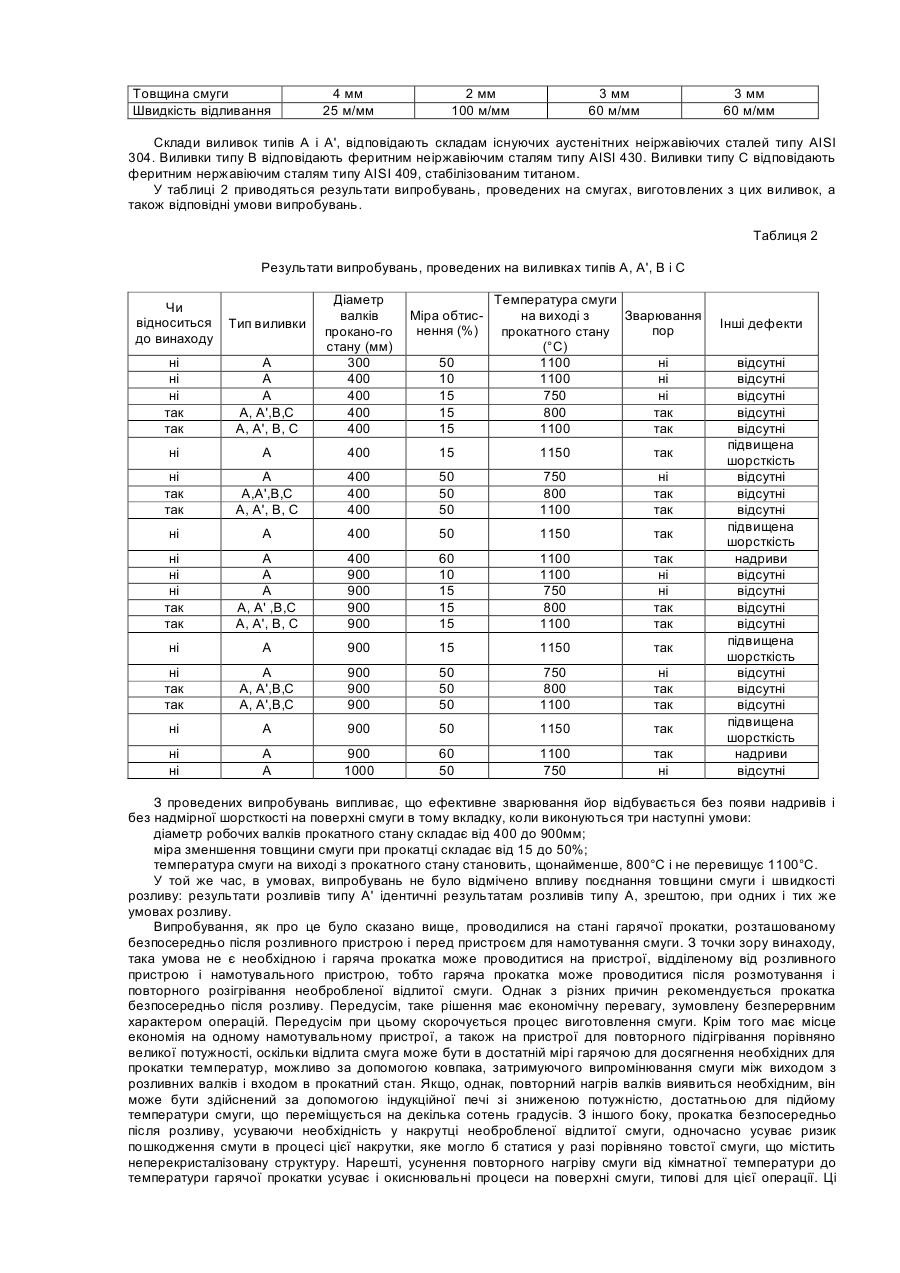
Винахід відноситься до виготовлення тонких смуг з нержавіючої сталі безпосередньо з рідкого металу шляхом отвердження всередині виливниці, що складається з двох стінок, які охолоджуються і які переміщуються з тією ж швидкістю, що і отверджена смуга, подібно зовнішнім стінкам двох валків, що обертаються навколо горизонтальних осей. У даному способі відливання, який в цей час впроваджується в промисловість під назвою "розлив між валками", однією з головних, пов'язаних з якістю смуги проблем, є можливість появи пор в серцевині смуги. Коли такі пори появляються в смузі, яка зазнає подальших перероблень таких як травлення, відпал, холодна прокатка та інші операції перероблення, вони обмежують галузь, застосування виробів, отриманих із смуги внаслідок погіршення за їх рахунок механічних властивостей. Причини появи пор в серцевині смуг, розлитих між валками, можуть бути тими ж, що і ті, які викликають (для великих розмірів) вторинні ущільнення в злитках і центральні пори у виробах, що розливаються традиційним безперервним способом, а саме закриття твердим металом повітряних кишень, які ще містять рідкий метал, внаслідок чого отвердження виробу (яке в нормальних умовах в значній мірі завершується, коли смуга залишає стінки виливниці, тобто серцевина смуги вже не є повністю рідкою) не відбувається як повністю впорядкований процес. Охолоджування і отвердження рідкого металу, який міститься в повітряних кишенях, супроводжуються усадкою металу, що приводить до появи пустот. Ці пустоти не заповнюються до кінця отвердження, оскільки в закриту повітряну кишеню більше не " надходять свіжі порції рідкого металу. Утворені таким чином пори характеризуються сферичними дефектами, званими "раковинами", зумовленими виділенням розчиненого газу і частіше за все виникаючими поблизу поверхні виробів. У патенті ЕР 0 396 862, опубл. 14.11.90, МПК B22D11/06, В22В01/46, пропонується спосіб, призначений для усунення центральних пор і одночасно внутрішніх і зовнішніх дефектів в процесі розливу стальних смуг між двома валками. Згідно з цим способом, розливні валки мають на своїх поверхнях круглого перерізу пази суворо певного розміру, зміщені один відносно одного на двох валках. Таким чином намагаються запобігти відшаруванню затверділих металевих кірок на поверхні валків, яке призводить до порушень при ствердженні смуги. Однак, виявилося, що одного лише запобігання таких відшарувань недостатньо для повного усунення появи центральних пор. У патенті JP 8252653 пропонується спосіб, опубл. 01.10.96, МПК B22D11/06, згідно з яким гарячу прокатку смуги здійснюють услід за розливом в умовах, що визначаються наступною нерівністю: r³(2,74х10-5Т2 - 6,88х10-2Т + 43,55) (to\W o) де r - означає міра обтиснення при гарячій прокатці; Т - температура гарячої прокатки, °С; t0 - діаметр пори в напрямі товщини смуги; W 0 - діаметр пори в напрямі ширини смуги. Таким чином, відповідно до цього способу, необхідно, щоб гаряча прокатка проводилася з мірою обтиснення, достатньою для закриття пор, причому міра обтиснення залежить від температури прокатки (тобто температури, при якій смуга входить в зазор між валками), а також від форми і орієнтації пор. Однак, встановлено, що такі умови прокатки ще не достатні для забезпечення закриття всіх пор і особливо не достатні для того, щоб запобігти повторному відкриттю закритих пор в процесі перетворення смуги або виготовлення виробів, що призводить до їх руйнування. Задаченю даного винаходу є створення способу, що гарантує безповоротне закриття центральних пор, які з'являються в серцевині смуги після її повного отвердження. З цією задачею пропонується спосіб виготовлення тонкої смуги з нержавіючої сталі шляхом безпосереднього отвердження рідкої сталі у вигляді смуги з товщиною меншою або рівною 8мм в розливному пристрої з двома стінками, які мають можливість переміщення і охолоджуються, і гарячої прокатки цієї смуги, отвердження якої значною мірою завершується після того, як смуга залишає вищеназвані стінки, відмінний тим, що гарячу прокатку здійснюють на прокатному стані, робочі валки якого мають діаметр від 400 до 900мм, температура смуги на виході з прокатного стану складає від 800 до 1100°С, а також тим, що міра зменшення товщини смуги в процесі гарячої прокатки складає від 15 до 50%. Холодну прокатку, переважно, здійснюють безпосередньо услід за розливом смуги. Розливний пристрій в цьому випадку може бути типу "розлив між валками". Вже зрозуміло, що мета винаходу досягається поєднанням ознак, що відносяться до діаметра робочих валків, стану гарячої прокатки, температури смуги на виході з валків і міри зменшення товщини смуги в процесі гарячої прокатки. Винахід застосовується до розливу нержавіючих сталей будь-якого класу, вміст вуглецю в яких традиційно нижче або дорівнює 1%, вміст кремнію нижче або дорівнює 1%, вміст марганцю нижче або дорівнює 15%, вміст хрому від 10 до 30%, вміст міді нижче або дорівнює 5% і вміст азоту нижче або дорівнює 0,5% (всі проценти по масі). Ці сталі можуть також містити значні кількості нікелю (до 40%) або молібдену (до 8%). Крім того, як це звичайно має місце, в металі є й інші елементи: або як забруднюючі домішки, або як легуючі елементи, зокрема, сірка, фосфор, титан, ніобій, цирконій. Їх сума не повинна перевищувати 2% мас. Як вже було зазначено, розлита між валками тонка смуга з нержавіючої сталі дуже схильна до утворення пор в серцевині в процесі ствердження, коли рідка повітряна кишеня закрита твердим металом. Це явище має місце в кінці ствердження тістоподібної зони, званою також "рівновісною зоною", розташованою між двома кірками, що затверділи, і які знаходяться в контакті з валками і званими також "стовбчатими зонами". Рівновісна зона важко піддається контролю і її товщина може змінюватися в залежності від швидкості отвердження стовбчатих зон. Таким чином, рівновісна зона, як це можна передбачити, може локально знаходитися в тих місцях, де має місце підвищена швидкість зростання стовбчатих зон. Нижче по ходу процесу від точки закриття рівновісної зони, заповнені рідким металом повітряні кишені, більше не можуть необхідним чином заповнюватися рідким металом, внаслідок чого утворяться пори через усадку металу при ствердженні цих повітряних кишень. Однак, така ситуація виникає досить рідко і насправді, як правило, відбувається ізоляція рідкого металу в повітряній кишені внаслідок перегрупування в рідини рівновісних кристалів, які утворюють пробку, що закупорює рівновісну зону. Пори, що утворюються в рівновісній зоні, утворені комбінаціями каналів і порожнин, які не містять газ, максимальний розмір яких в напрямі товщини листа відповідає товщині рівновісної зони (тобто від 100 до 400mм) і довжина яких в інших напрямах може досягати 1-2мм. Як вже було вказано, мова не йде про сферичну раковину, причиною якої могло бути виділення газу, або про який-небудь внутрішній дефект, що утворився на поверхні смуги. Мета винаходу полягає в створенні в процесі гарячої прокатки отвердженої смуги таких умов, які б не тільки призводили, як це вже відомо, до закриття центральних пор, але також до справжнього зварювання протилежних стінок пор, які зближуються завдяки прокатці. Завдяки цьому з'являється гарантія того, що пори не відкриються під час подальших операцій формування смуги або при використанні виготовлених при цьому виробів. При гарячій прокатці смуги має місце чергування двох стадій. Передусім, по мірі зменшення товщини смуги відбувається поступове зближення внутрішніх стінок пор до виникнення між ними контакту. Після того, як виникає цей контакт, відбувається зварювання стінок пор шляхом дифузії складаючих сталь елементів через поверхню розділу. Але ефективне зварювання стінок пор повинно вже статися перед виходом смуги із зазору між валками прокатного стану, оскільки в іншому випадку падіння тиску в смузі на виході з валків приводить до часткового роз'єднання стінок пор. Ефективність зварювання пор суттєво залежить від двох параметрів: тривалості примусового контактування стінок в прокатному стані і температури, при якій здійснюється цей контакт. Цей примусовий контакт повинен здійснитися як можна раніше після входу смуги в прокатний стан і, при даній швидкості прокатки (яка, у разі прокатки безпосередньо слідом за відливанням, значною мірою обумовлюється товщиною смуги перед її прокаткою) залежить головним чином від діаметра робочих валків прокатного стану і від міри зменшення її товщини при дії на смугу валків. Чим більше діаметр валків і чим більше міра обтиснення, тим швидше виникає примусовий контакт між стінками пор і тим більше тривалим він виявляється. Однак, не можна обмежуватися ствердженням того, що для задовільного вирішення проблеми досить здійснити прокатку смуги з найбільш високими можливими значеннями міри обтиснення і з найбільшим діаметром валків. Дійсно, дуже висока міра обтиснення, яка виходить за межі можливостей гарячого деформування смуги, призводить до появи на смузі поверхневих тріщин, званих "надривами", яких абсолютно необхідно уникати. .3 іншого боку, температура, при якій здійснюється примусовий контакт стінок пор, залежить не тільки від температури на вході смуги в прокатний стан, але також і від тривалості контакту смуги з валками, оскільки цей контакт спричиняє охолоджування смуги. Якщо при певній температурі на вході смуги валки мають дуже великий діаметр, охолоджування ними смуги може знизити її температуру до такої міри, що вона виявиться недостатньою для завершення зварювання стінок пор. Таким чином, значення температури смуги на виході з валків є хорошим показником реальної можливості того, що в зазорі між валками здійснилося взаємне зварювання стінок пор. Температура смуги на виході з валків повинна таким чином бути достатньою для здійснення зварювання пор, але вона не повинна бути дуже високою, оскільки необхідно уникнути надлишкового термічного впливу на валки. Останнє привело б до пошкодження їх поверхні, що, в свою чергу, привело б до надмірної шорсткості зовнішнього вигляду поверхні смуги. Мета даного винаходу може бути таким чином досягнута без отримання неприємних вторинних ефектів для загальної якості смуги тільки при адекватному поєднанні діаметра валків, міри обтиснення і температури смуги на виході з валків. Щоб визначити, яким чином можна поєднувати ці параметри, була проведена серія випробувань, в процесі яких для певного типу нержавіючої сталі варіювався діаметр робочих валків прокатного стану, міра зменшення товщини смуги і температура смуги на виході з прокатного стану. Прокатний стан був розташований на одній лінії з ливарним пристроєм. Кожне випробування давало характеристику, яка дозволяє визначити чи було зварювання пор ефективним чи ні. Ця характеристика полягала в розломі витягненого зразка і вивченні поверхонь розлому. Якщо на цих поверхнях є пори, які відкрилися в процесі випробування на витяжку, роблять висновок, що зварювання не було задовільним. Якщо ж на цих поверхнях немає явних пор, зварювання вважається задовільним. У таблиці 1 приведені склади сталей, на яких були проведені випробування, результати яких приведені в таблиці 2. Вміст різних елементів наведений у вагових відсотках. У таблиці 1 приводиться також товщина випробуваних смуг на виході з розливних валків, а також відповідні швидкості відливання, виміряні між розливними валками і станом гарячої прокатки. Таблиця 1 Склад сталей випробуваних виливок, товщина розлитих смуг і швидкості відливання С Μn Ρ S Si Ni Cr Cu Mo Ті N Виливки А 0,05 1,5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing the thin strip of stainless steel
Назва патенту російськоюСпособ изготовления тонкой полосы из нержавеющей стали
МПК / Мітки
МПК: B21B 1/26, B21B 1/46, C22C 38/40, C22C 38/50, B22D 11/12, B21B 3/02, B22D 11/06
Мітки: виготовлення, смуги, сталі, спосіб, нержавіючої, тонкої
Код посилання
<a href="https://ua.patents.su/4-63941-sposib-vigotovlennya-tonko-smugi-z-nerzhaviyucho-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення тонкої смуги з нержавіючої сталі</a>
Спосіб виготовлення тонкої стрічки з феритної нержавіючої сталі та тонка сталева стрічка, виготовлена цим способом
Номер патенту: 55398
Опубліковано: 15.04.2003
Автори: ПАРАДІС Філіпп, МАРТЕН Філіпп
МПК: B22D 11/22, B22D 11/06, C21D 8/02, C21D 9/52
Мітки: цим, стрічка, виготовлення, сталева, спосіб, тонка, виготовлена, феритної, стрічки, тонкої, способом, сталі, нержавіючої
Формула / Реферат:
1. Спосіб виготовлення тонких стрічок з феритної нержавіючої сталі завтовшки менше 10 мм, згідно з яким безпосередньо з рідкого розплавленого металу між розташованими поряд один з одним двома валками з горизонтально розміщеними осями обертання, що охолоджуються зсередини і пускаються в обертальний рух в протилежних напрямках, отверджують тонку стрічку з феритної нержавіючої сталі, що містить у ваг.%, не більше 0,12 % вуглецю, не більше 1 %...
Спосіб виготовлення стрічки з напівферитної нержавіючої сталі та пристрій для його здійснення
Номер патенту: 24010
Опубліковано: 31.08.1998
Автори: Демарез Філіп, Озер Жан-Мішель
МПК: B22D 11/06
Мітки: здійснення, пристрій, виготовлення, нержавіючої, сталі, стрічки, напівферитної, спосіб
Формула / Реферат:
1. Способ изготовления ленты из полу -ферритной нержавеющей стали, включающий подачу металла в кристаллизатор установки непрерывной разливки в виде двух охлаждаемых валков, вращающихся в противоположных направлениях и установленных с зазором друг относительно друга, и вытягивание из кристаллизатора закристаллизовавшейся ленты, отличающий с я тем, что закристаллизовавшуюся ленту подвергают воздействию закалочной среды путем резкого охлаждения,...
Спосіб безперервного лиття тонкої смуги і установка для здійснення способу
Номер патенту: 55524
Опубліковано: 15.04.2003
Автори: Хохенбіхлер Геральд, Екерсторфер Геральд
МПК: B22D 11/16, B22D 11/06
Мітки: способу, тонкої, установка, спосіб, смуги, безперервного, здійснення, лиття
Формула / Реферат:
1. Спосіб безперервного лиття тонкої смуги (1), зокрема сталевої смуги, переважно товщиною менше 10 мм, в двовалковому технологічному процесі, по якому розплав металу (7) заливають в утворений двома ливарними валками (2) ливарний зазор (3) по товщині смуги (1), що відливається, з утворенням ванни розплаву (6), а поверхні (11) ливарних валків (2) над ванною розплаву (6) обдувають інертним газом або сумішшю інертних газів, який відрізняється...
Спосіб виготовлення холоднокатаних сталевих стрічок із нержавіючої сталі і металевих стрічок із сплавів титану і лінія для його здійснення
Номер патенту: 40606
Опубліковано: 15.08.2001
Автори: Ное Рольф, Баукло Дітер, Ное Андреас
МПК: C21D 8/02, B21B 45/04, C22F 1/18
Мітки: сплавів, лінія, титану, металевих, сталі, здійснення, виготовлення, нержавіючої, стрічок, холоднокатаних, сталевих, спосіб
Формула / Реферат:
1. Способ изготовления холоднокатаных стальных лент из нержавеющей стали и металлических лент из сплавов титана, включающий удаление окалины с горячекатаной ленты и холодную прокатку, отличающийся тем, что процесс изготовления осуществляют в единой линии обработки при непрерывном прохождении ленты, причем с горячекатаной ленты или отлитой стальной ленты удаляют окалину струйной обработкой, горячекатаную ленту подвергают холодной прокатке с...
Спосіб холодного періодичного прокатування труб із нержавіючої сталі
Номер патенту: 26174
Опубліковано: 07.06.1999
Автори: Кекух Станіслав Миколайович, Куценко Олександр Іванович, Чигиринський Юрій Васильович, Щучко Володимир Миколайович, Фельдман Олександр Ісакович, Кондратьєв Євгеній Валентинович, Шелест Анатолій Герасимович, Ковальова Олександра Дмитрівна, Пенський Владіслав Іванович, Садокова Таміла Григорівна, Смолін Олексій Миколайович, Попов Марат Васильович, Орел Антоніна Вікторівна, Обух-Швець Іван Михайлович, Кучеренко Валер'ян Романович, Кекух Сергій Павлович, Лісовський Олександр Олександрович, Олійник Онега Васильовна, Хаустов Георгій Йосипович, Беліков Юрій Михайлович
МПК: B21B 21/00
Мітки: періодичного, спосіб, нержавіючої, прокатування, сталі, труб, холодного
Формула / Реферат:
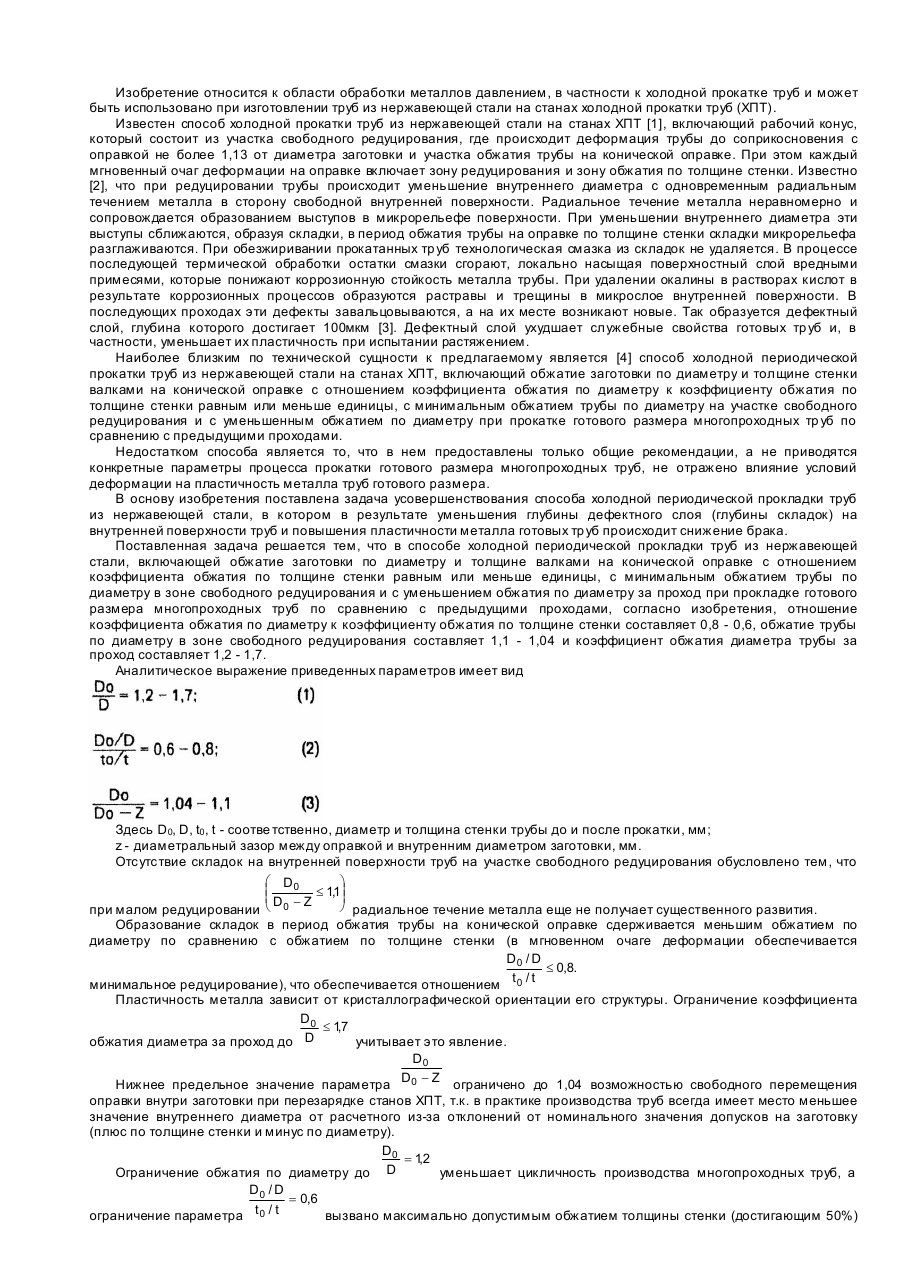
Способ холодной периодической прокатки труб из нержавеющей стали, включающий обжатие заготовки по диаметру и толщине стенки валками на конической оправке с отношением коэффициента обжатия по диаметру к коэффициенту обжатия по толщине стенки равным или меньше единицы, с минимальным обжатием трубы по диаметру в зоне свободного редуцирования и с уменьшенным обжатием по диаметру за проход при прокатке готового размера многопроходных труб по...
Попередній патент: Манжетне ущільнення
Наступний патент: Пристрій для запечатування ємностей з некруглим отвором (варіанти), ущільнювальна шайба, що в ньому використовується, та спосіб з застосуванням такого пристрою
Випадковий патент: Спосіб виробництва сиркового десерту