Технологічний інструмент косовалкового прошивного стану
Номер патенту: 8075
Опубліковано: 26.12.1995
Автори: Онищенко Іван Іванович, Потапов Іван Миколайович, Харитонов Євген Анатолійович, Кірвалідзе Микола Спиридонович
Формула / Реферат
Технологический инструмент косовалкового прошивного стана, включающий установленные на угол подачи бочкообразные с пережимом валки, каждый из которых имеет захватный конус и обжимной с винтовыми выступами переменной высоты, и оправку, установленную носиком в плоскости пережима валков, отличающийся тем, что максимальную высоту винтовых гребней выполняют равной hmax=/0,2...0,5/, /Dn-Dв/, с подъемом высоты гребня от 0 до hmax и спуском от hmax до 0 равным 0,10-0,15 при протяженности максимальной высоты гребня Lmax=/0,1...0,2/•pDcp., где Dn - диаметр большего основания конуса прошивки (в пережиме валков); Dв - диаметр меньшего основания конуса прошивки (на входе в очаг деформации):
![]() - средний диаметр валка.
- средний диаметр валка.
Текст
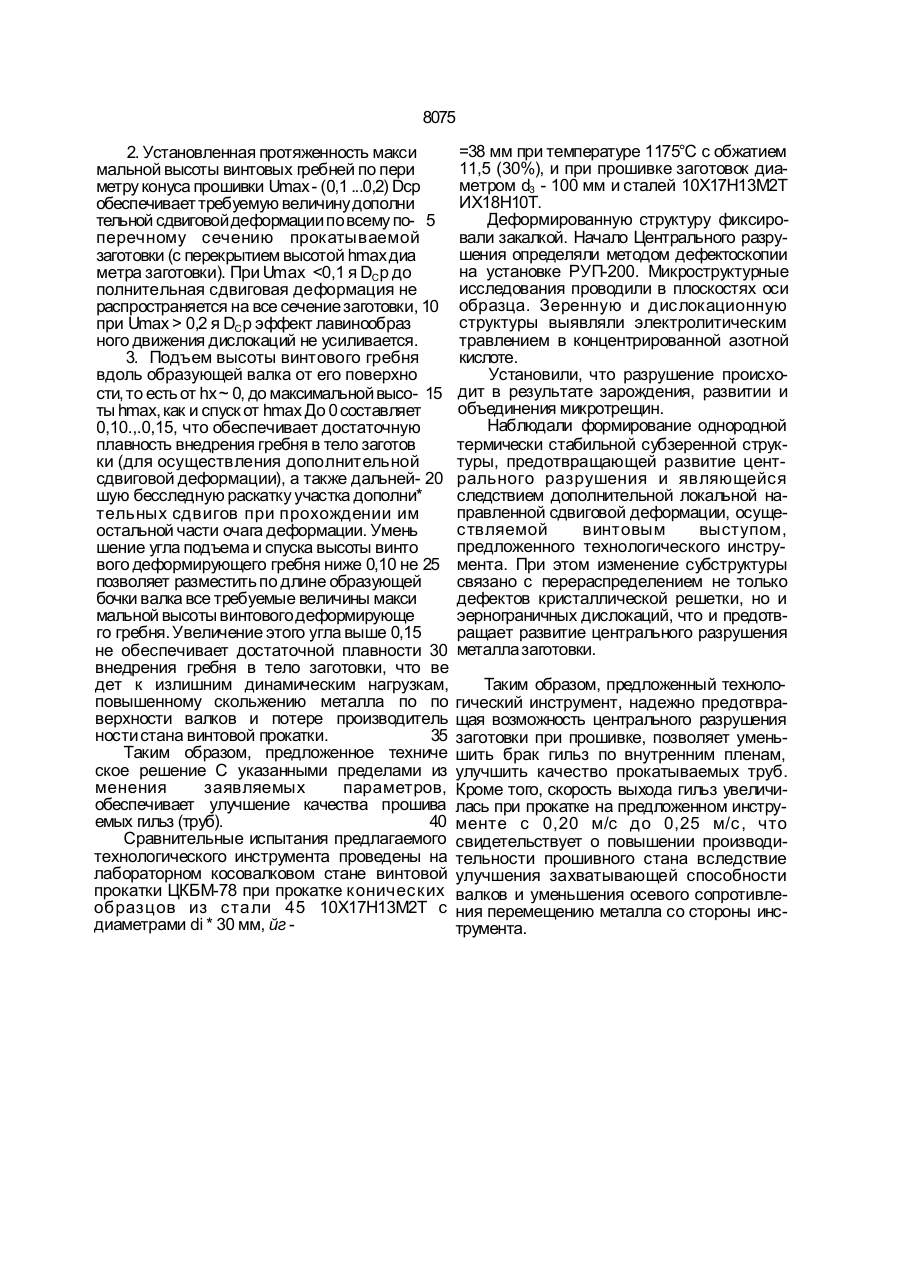
Технологический инструмент косовалкового прошивного стана, включающий установленные на угол подачи бочкообразные с пережимом валки, каждый из которых имеет захватный конус и обжимной с винтовыми выступами переменной высоты, и оправку, установленную носиком в плоскости пережима валков, о т л и ч а ю щ и й с я тем, что максимальную высоту винтовых гребней выполняют равной hmax - /0,2...0,5/. /Dn - DB/, с подъемом высоты гребня от 0 до hmax и спуском от hmax до 0 равным 0,10-0,15 при протяженности максимальной высоты гребня Lmax1* /0,1...0,2/ • jrDcp, где Dn-диаметр большего основания конуса прошивки (в пережиме валков); DB - диаметр меньшего основания конуса прошивки (на входе в очаг деформации): D Дп+Д в ср средний диаметр валка. С> оо о VI ел Изобретение относится к прокатному производству, в частности к производству бесшовных труб. Известный технологический инструмент включает установленные на угол а бочкообразные валки, состоящие из усеченных и соединенных большими основаниями конуса прошивки и конуса раскатки, и оправки, носик которой расположен до пережима в зоне конуса прошивки [1]. Такой технологический инструмент не исключает преждевременного осевого разрушения металла при прошивке заготовок, особенно из малопластичных сталей и сплавов. Известен технологический инструмент, включающий установленные на угол подачи бочкообразные валки, участок прошивки которых состоит из одинаково направленных, но разных по величине усеченных конусов, образующих гребни с углом наклона образующей к оси валка, равным 10...15°, которые соединяют большее основание последующего по ходу прокатки конуса с меньшим основанием предыдущего, а носик оправки размещен в конусе прошивки после гребня по ходу прокатки [2]. Этот технологический инструмент позволяет улучшить прошиваемость металла за счет дробности и сокращения количества частных обжатий. Однако и О 8075 этот инс т румент ие обеспечивает надежного пред отвращения ос евого разруш ения металг. и при прошивке заготовок. А налогичный, по наиболее близкий по совокупнос ти признак ов к заявляемому тех- 5 нпческому решению, является технологичес к ий инс тру мен т, с од ерж ащ ий установленные на угол под ачи бочкообразные с пережимом валки, кажд ый из которых имеет захватний конус и обжимной с винто- 10 выми выс ту пами пег ^ленной высоты и оправку, установленну ю нос иком в плоскос ти пережима валков [ 3, 4]. Од нако неопределеннос ть выбора геометричес ких параметров винтовых выс ту - 15 поа и места их расположения на бочке валка у лу чш ают лиш ь зах ватывающ у ю с пос обнос ть валков, но не обес печ ивают выс окого качес тва получаемых гильз (тру б), так как не ис ключают центрального разруш ения ме- 20 талла в процессе винтовой прокатки. Целью нас тоящего изобретения является улу чш ение качес тва бесш овных тру б за с чет над ежного пред отвращ ения ос евого разруш ения металла заготовки перед нос - 25 ком оправки при прош ивке. Эта цель дос тигается тем, что в технологическом инс тру менте, включающем ус тановленные на угол под ачи бочкообразные с пережимом валки, кажд ый из которых имеет 30 зах ватный конус и обжимной с винтовыми выс ту пами переменной выс оты, и оправку, установленную носиком в плоскос ти пережима валков, макс имальну ю выс оту винто' ВЫХ Гребней ВЫПОЛНЯЮТ равной Птах *= 35 ={0,2... 0,5) • (Dn - DB ), С под ъемом выс оты Гребня ОТ 0 Д О Пгпзх И СПУСК ОМ ОТ Пт ах Д О 0 равным 0, 10... 0, 15 при протяж еннос ти мак= симальной высоты гребня пітах (0,1 ...0,2)лОс р, где Dn - диаметр большего ос нования кону- 40 са прош ивк и (в пережиме валк ов); D B - диаметр меньш его основания конус а прош ивки (на входе в очаг деформации): DC p ** 2 " средний диаметр валка 45 Ив чертеже (фиг. 1) изображен общий вид пред лагаемого ус тройс тва. Технологический инс трумент прош ивного с тана попе-р еч и о ви н то а о й п р ок а тк и в к лю ч ае т установленные на угол под ачи бочкообраз - 50 вые ьалки, сос тоящие из усеченных и соед иненных б ольш ими ос нов аниям и кону с а раскатки 1 и конуса прошивки 2, сос тоящ его, в свою очередь, из ряда ус еченных конусов, образующих д еформирующие гребни 3, 4 и 55 опраеку 5, перед ний торец нос ика которой установлен 8 пережиме б бочкообразных валков, ус тановленных с наклоном к горизонтальной плоскос ти на угол под ачи а. Учас ток валка с гребнями, выполненными в вид е винтовых выс ту пов с подъемом винтовой линии равным углу под ачи а, переменной (по периметру ) высоты hx, возвыш е н ие п е рв ог о и з к о то р ых п л ав н о начинается с образующ ей, отс тоящей на (2... 3) ш ага от торца меньш его основания конуса прошивки, достигает величины hmax =(0,2...0,5) * (Dn - DB), остается равным hmax на протяженнос ти (по периметру конус а 2) равной Lhmax ' (0,1 ...0,2) л DC p обеспечивает локальную дополнительну ю д еформацию поперечного сечения прош иваемой заготов ки в пределах от 5% до 15% ее диаметра. При наличии обжатия заготовки в конус е прош ивки и, следовательно, выс оких давлений, приводящих к плас тическому деформир ов ан и ю, так ие в е л ич ин ы с д в иг ов ых деформаций при температурах горячей прошивки резко ускоряет д иффузионные и дефо р м а ци о нн ы е пр о цес с ы в м е та л л е, привод ят к взрывообразному д вижению дис локаций, над ежна предотвращают возможнос ть осевого разрушения метала заготовки пе ред нос ком оправки, у с тра няя опаснос ть появления внутренних плен, улучшают качес тво прош иваемых гильз (труб). Пред елы изменения заявляемых параметров объясняютс я следующим: 1. Пред ельные значения макс имальной выс оты винтовых де формиру ющих гребней hmax • (0,2...0,5) • (Dn - DB) определяются необход имой с тепенью направленных д ополни те л ьн ых с д в иг ов ых д е фо р ма ц и й, привод ящ их к лавинообразному (взрывообразному ) движению дис локаций в процесс е горячей плас тической деформации металла, вследс твие чего формиру ется од нород ная термически с табильная су бзеренная с трук тура, пред отвращающая развитие централь ного разрушения. При различных с тепенях обжатия в конус е прош ивки требу етс я различная степень направленной дополнитель но й с д виг ов ой д е фо р ма ц ии. Так , п р и обжатии, равном (2... 3)% д ля обес печения лавинообразного (взрывообразного) движения дислокаций требуется сдвиговая деформ ация, равная (1 2. . . 13)% , ч то обеспечивается высотой hmax ' 0,5(Dn~DB), a при обжатии (6... 7)% взрывообразное движение д ис локаций нас тупает при д ополните льн ом с д виг е ра вн ом ( 4. , . 5)% , ч то обеспечивается высотой гребня равной hmax «0,2(Dn-DB). Приуменьшении величины hmax менее 0,2(Dd-DB) э ффект лавинообразного движения д ис локаций практически не ус иливается, но возник ает опаснос ть травмиров а н и я п ов е рх н ос ти п р о к а ты в а е м о й заготовки. 8075 2. Установленная протяженность макси мальной высоты винтовых гребней по пери метру конуса прошивки Umax - (0,1 ...0,2) Dcp обеспечивает требуемую величину дополни тельной сдвиговой деформации по всему по- 5 перечному сечению прокатываемой заготовки (с перекрытием высотой hmax диа метра заготовки). При Umax 0,2 я DC p эффект лавинообраз ного движения дислокаций не усиливается. 3. Подъем высоты винтового гребня вдоль образующей валка от его поверхно сти, то есть от hx ~ 0, до максимальной высо- 15 ты hmax, как и спуск от hmax До 0 составляет 0,10.,.0,15, что обеспечивает достаточную плавность внедрения гребня в тело заготов ки (для осуществления дополнительной сдвиговой деформации), а также дальней- 20 шую бесследную раскатку участка дополни* тельных сдвигов при прохождении им остальной части очага деформации. Умень шение угла подъема и спуска высоты винто вого деформирующего гребня ниже 0,10 не 25 позволяет разместить по длине образующей бочки валка все требуемые величины макси мальной высоты винтового деформирующе го гребня. Увеличение этого угла выше 0,15 не обеспечивает достаточной плавности 30 внедрения гребня в тело заготовки, что ве дет к излишним динамическим нагрузкам, повышенному скольжению металла по по верхности валков и потере производитель ности стана винтовой прокатки. 35 Таким образом, предложенное техниче ское решение С указанными пределами из менения заявляемых параметров, обеспечивает улучшение качества прошива емых гильз (труб). 40 Сравнительные испытания предлагаемого технологического инструмента проведены на лабораторном косовалковом стане винтовой прокатки ЦКБМ-78 при прокатке к онических образцов из ста ли 45 10Х17Н13М2Т с диаметрами di * 30 мм, йг =38 мм при температуре 1175°С с обжатием 11,5 (30%), и при прошивке заготовок диаметром d3 - 100 мм и сталей 10Х17Н13М2Т ИХ18Н10Т. Деформированную структуру фиксировали закалкой. Начало Центрального разрушения определяли методом дефектоскопии на установке РУП-200. Микроструктурные исследования проводили в плоскостях оси образца. Зеренную и дислокационную структуры выявляли электролитическим травлением в концентрированной азотной кислоте. Установили, что разрушение происходит в результате зарождения, развитии и объединения микротрещин. Наблюдали формирование однородной термически стабильной субзеренной структуры, предотвращающей развитие центрального разрушения и являющейся следствием дополнительной локальной направленной сдвиговой деформации, осуществляемой винтовым выступом, предложенного технологического инструмента. При этом изменение субструктуры связано с перераспределением не только дефектов кристаллической решетки, но и эернограничных дислокаций, что и предотвращает развитие центрального разрушения металла заготовки. Таким образом, предложенный технологический инструмент, надежно предотвращая возможность центрального разрушения заготовки при прошивке, позволяет уменьшить брак гильз по внутренним пленам, улучшить качество прокатываемых труб. Кроме того, скорость выхода гильз увеличилась при прокатке на предложенном инструменте с 0,20 м/с до 0,25 м/с , что свидетельствует о повышении производительности прошивного стана вследствие улучшения захватывающей способности валков и уменьшения осевого сопротивления перемещению металла со стороны инструмента. 8075 Упорядник И.Онищенко Замовлення 4523 Техред М.Моргентал Коректор М.Самборська Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Виробничо-видавничий комбінат "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess tool of rotary piercer
Автори англійськоюOnyschenko Ivan Ivanovych, Potapov Ivan Mykolaiovych, Kharytonov Yevhen Anatoliiovych, Kirvalidze Mykola Spyrydonovych
Назва патенту російськоюТехнологический инструмент косовалкового прошивного стана
Автори російськоюОнищенко Иван Иванович, Потапов Иван Николаевич, Харитонов Евгений Анатольевич, Кирвалидзе Николай Спиридонович
МПК / Мітки
МПК: B21B 19/00
Мітки: косовалкового, прошивного, інструмент, технологічний, стану
Код посилання
<a href="https://ua.patents.su/4-8075-tekhnologichnijj-instrument-kosovalkovogo-proshivnogo-stanu.html" target="_blank" rel="follow" title="База патентів України">Технологічний інструмент косовалкового прошивного стану</a>
Шпіндель прокатного стану
Номер патенту: 2457
Опубліковано: 26.12.1994
Автори: Комаров Олександр Миколайович, Анікеєнко Ігор Миколайович, Украінець Михайло Логвинович
МПК: B21B 35/14
Мітки: стану, прокатного, шпиндель
Формула / Реферат:
Шпиндель прокатного стана преимущественно для станов периодической продольной прокатки, включающий вал, обойму, гайку, крышку и установлен-ный между обоймой и валом кольцеобразный вкладыш с модульными зубьями на внешнем и внутреннем диаметрах, взаимодействующий с соответствующими зубьями обоймы и вала, при этом вкладыш ограничен в своем перемещении в осевом направлении, отличающийся тем, что, с целью регулирования взаимного углового...
Полірувальний інструмент для обробки сферичних поверхонь
Номер патенту: 1378
Опубліковано: 25.03.1994
Автори: Рубльов Микола Дмитрович, Рогов Валентин Васильович, Дракін Ігор Володимирович, Філатов Юрій Данилович
МПК: B24D 17/00
Мітки: обробки, полірувальний, інструмент, поверхонь, сферичних
Формула / Реферат:
Полировальный инструмент для обработки сферических поверхностей, содержащий корпус сферической формы с закрепленным на нем рабочим элементом, в центре которого выполнено отверстие, отличающийся тем, что, с целью повышения точности обработки, отверстие выполнено коническим с углом конуса 18—45°, причем конусность выполнена в направлении центра сферы, а отношение диаметра d отверстия на поверхности рабочего элемента к радиусу R сферической...
Інструмент для фрикційного поверхневого зміцнення
Номер патенту: 692
Опубліковано: 15.12.1993
Автори: Калічак Теодор Миколайович, Кирилів Володимир Іванович
МПК: B24B 29/00
Мітки: поверхневого, зміцнення, інструмент, фрикційного
Формула / Реферат:
Формула изобретенияИнструмент для фрикционного поверхностного упрочнения деталей машин, содержащий корпус в виде диска из материала с низким коэффициентом теплопроводности и с рабочей поверхностью на его периферии, отличающийся тем, что, с целью повышения качества обрабатываемой детали за счет увеличения толщины упрочненного слоя, инструмент снабжен пальцами, выполненными из материала с коэффициентом теплопроводности выше, чем у...
Стоматологічний інструмент в.о.борісенка для препарування зубів
Номер патенту: 4607
Опубліковано: 28.12.1994
Автор: Борісенко Валентин Олексійович
МПК: A61C 3/02
Мітки: інструмент, стоматологічний, зубів, препарування, в.о.борісенка
Формула / Реферат:
Стоматологический инструмент для препарирования зубов, содержащий рабочую головку с покрытием и хвостовик, связанный с головкой и расположенный по ее оси, отличающийся тем, что рабочая головка выполнена в виде полого цилиндра, переходящего в конусную часть, вершина которой связана с хвостовиком, покрытие нанесено на внутренней поверхности цилиндра, который имеет заходную фаску по периметру свободного края, а в боковой поверхности цилиндра на...
Вузол валків
Номер патенту: 2619
Опубліковано: 26.12.1994
Автори: Кірієнко Анатолій Іванович, Гавриленко Євген Дмитрович, Міронов Євген Костянтинович, Дорожко Іван Кирилович, Хорошілов Микола Макарович, Чудновець Олександр Миколайович, Локтіонов Петро Якович, Данилович Георгій Володимирович, Скороход Микола Михайлович, Мирошниченко Анатолій Васильович
МПК: B21B 27/02
Формула / Реферат:
Узел валков для прокатки швеллерных профилей, содержащий валок с одногребневым ручьем и валок с двухгребневым ручьем с подгибкой полосового раската, отличающийся тем, что валок с одногребневым ручьем снабжен дополнительными гребнями с высотой, в 1,05-1,5 раза превышающей высоту основного гребня, расположенными по обе стороны от гребней двухгребневого ручья другого валка, а на боковых поверхностях дополнительных гребней со стороны, примыкающей...
Попередній патент: Пристрій кодування колірного телевізійного сигналу
Наступний патент: Спосіб позапічної обробки рідкого металу в ковші
Випадковий патент: Спосіб виготовлення робочого елемента для нагрівників