Вузол валків
Номер патенту: 2619
Опубліковано: 26.12.1994
Автори: Кірієнко Анатолій Іванович, Міронов Євген Костянтинович, Мирошниченко Анатолій Васильович, Чудновець Олександр Миколайович, Дорожко Іван Кирилович, Локтіонов Петро Якович, Хорошілов Микола Макарович, Гавриленко Євген Дмитрович, Скороход Микола Михайлович, Данилович Георгій Володимирович
Формула / Реферат
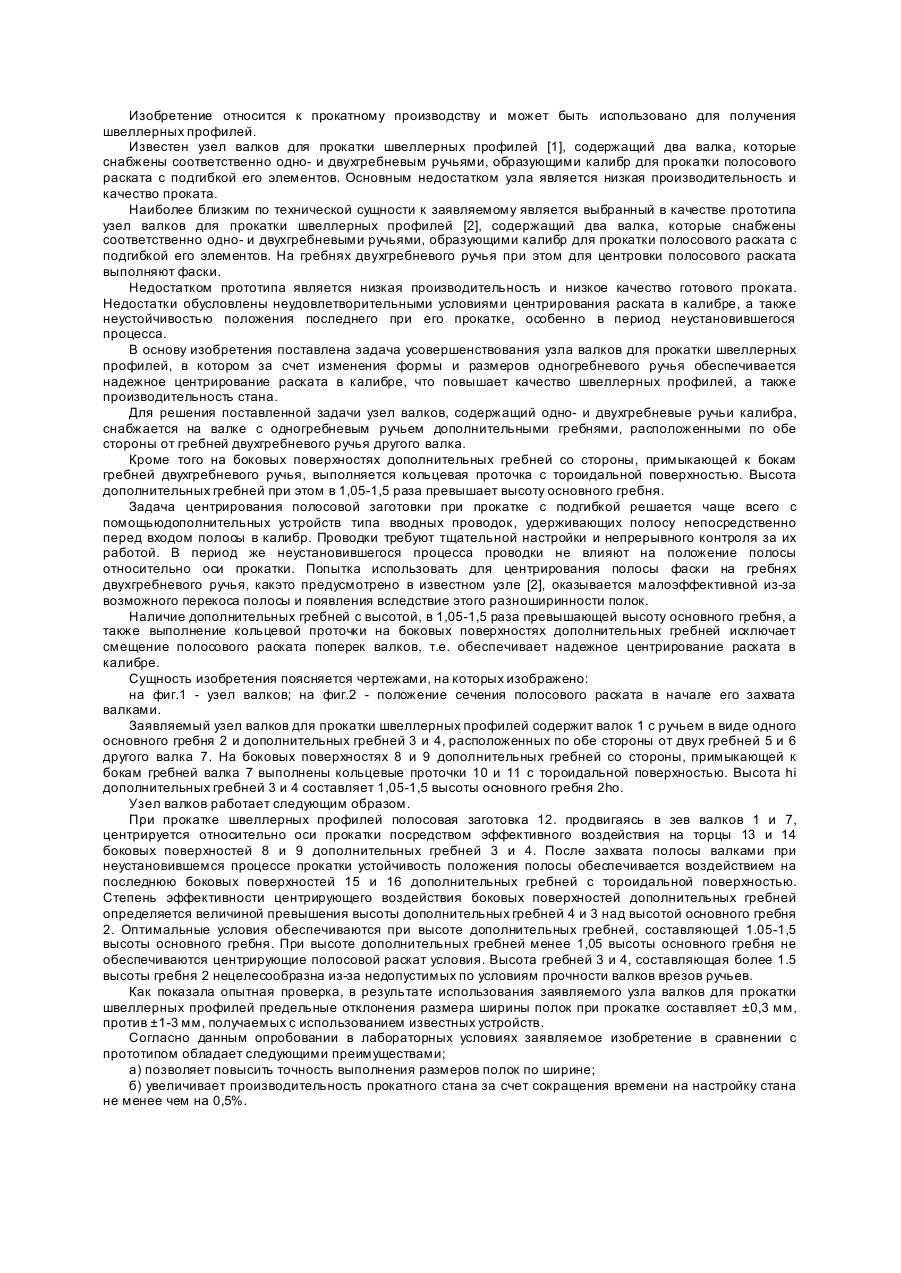
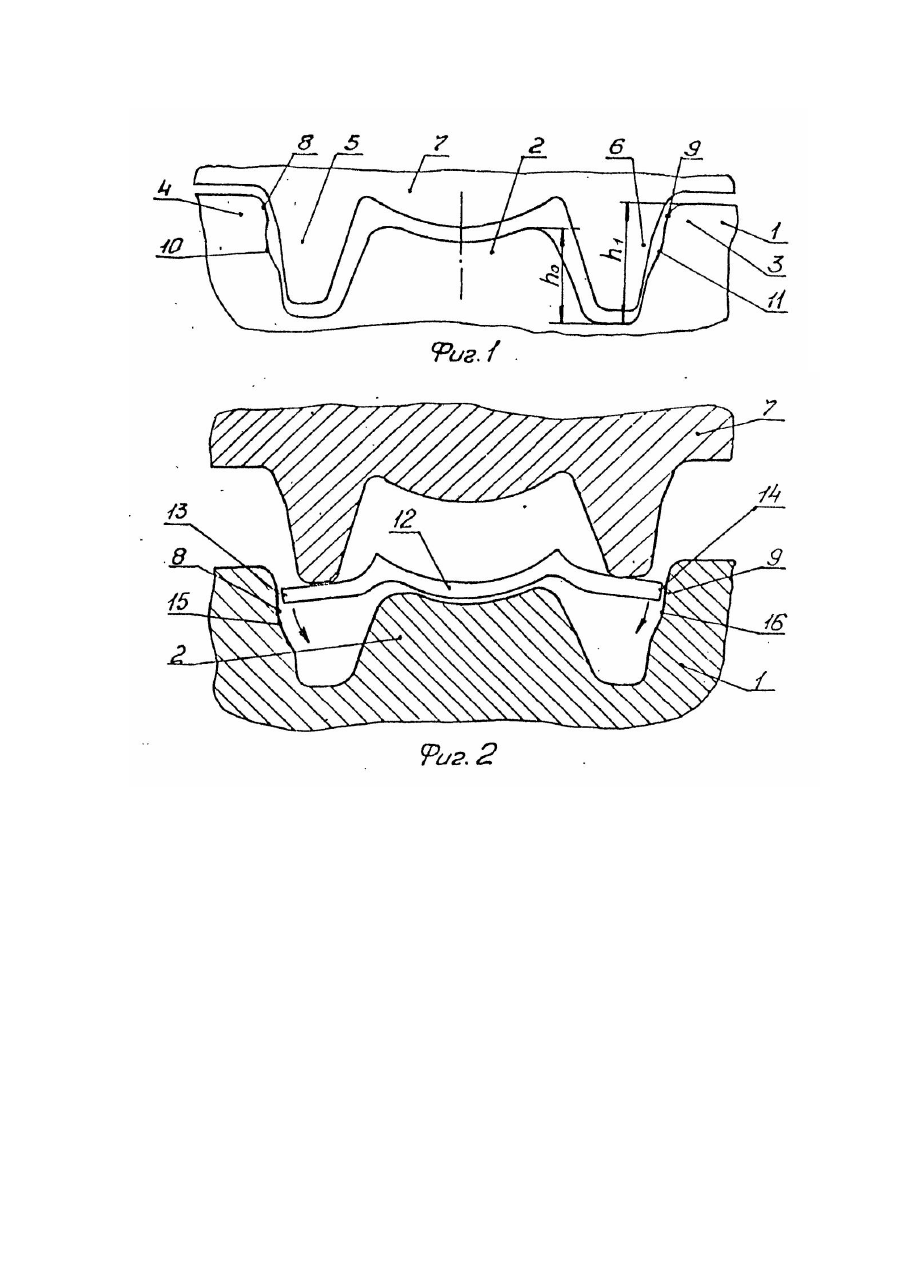
Узел валков для прокатки швеллерных профилей, содержащий валок с одногребневым ручьем и валок с двухгребневым ручьем с подгибкой полосового раската, отличающийся тем, что валок с одногребневым ручьем снабжен дополнительными гребнями с высотой, в 1,05-1,5 раза превышающей высоту основного гребня, расположенными по обе стороны от гребней двухгребневого ручья другого валка, а на боковых поверхностях дополнительных гребней со стороны, примыкающей к бокам гребней двухгребневого ручья, выполнена кольцевая проточка с тороидальной поверхностью.
Текст
Изобретение относится к прокатному производству и может быть использовано для получения швеллерных профилей. Известен узел валков для прокатки швеллерных профилей [1], содержащий два валка, которые снабжены соответственно одно- и двухгребневым ручьями, образующими калибр для прокатки полосового раската с подгибкой его элементов. Основным недостатком узла является низкая производительность и качество проката. Наиболее близким по технической сущности к заявляемому является выбранный в качестве прототипа узел валков для прокатки швеллерных профилей [2], содержащий два валка, которые снабжены соответственно одно- и двухгребневыми ручьями, образующими калибр для прокатки полосового раската с подгибкой его элементов. На гребнях двухгребневого ручья при этом для центровки полосового раската выполняют фаски. Недостатком прототипа является низкая производительность и низкое качество готового проката. Недостатки обусловлены неудовлетворительными условиями центрирования раската в калибре, а также неустойчивостью положения последнего при его прокатке, особенно в период неустановившегося процесса. В основу изобретения поставлена задача усовершенствования узла валков для прокатки швеллерных профилей, в котором за счет изменения формы и размеров одногребневого ручья обеспечивается надежное центрирование раската в калибре, что повышает качество швеллерных профилей, а также производительность стана. Для решения поставленной задачи узел валков, содержащий одно- и двухгребневые ручьи калибра, снабжается на валке с одногребневым ручьем дополнительными гребнями, расположенными по обе стороны от гребней двухгребневого ручья другого валка. Кроме того на боковых поверхностях дополнительных гребней со стороны, примыкающей к бокам гребней двухгребневого ручья, выполняется кольцевая проточка с тороидальной поверхностью. Высота дополнительных гребней при этом в 1,05-1,5 раза превышает высоту основного гребня. Задача центрирования полосовой заготовки при прокатке с подгибкой решается чаще всего с помощьюдополнительных устройств типа вводных проводок, удерживающих полосу непосредственно перед входом полосы в калибр. Проводки требуют тщательной настройки и непрерывного контроля за их работой. В период же неустановившегося процесса проводки не влияют на положение полосы относительно оси прокатки. Попытка использовать для центрирования полосы фаски на гребнях двухгребневого ручья, какэто предусмотрено в известном узле [2], оказывается малоэффективной из-за возможного перекоса полосы и появления вследствие этого разноширинности полок. Наличие дополнительных гребней с высотой, в 1,05-1,5 раза превышающей высоту основного гребня, а также выполнение кольцевой проточки на боковых поверхностях дополнительных гребней исключает смещение полосового раската поперек валков, т.е. обеспечивает надежное центрирование раската в калибре. Сущность изобретения поясняется чертежами, на которых изображено: на фиг.1 - узел валков; на фиг.2 - положение сечения полосового раската в начале его захвата валками. Заявляемый узел валков для прокатки швеллерных профилей содержит валок 1 с ручьем в виде одного основного гребня 2 и дополнительных гребней 3 и 4, расположенных по обе стороны от двух гребней 5 и 6 другого валка 7. На боковых поверхностях 8 и 9 дополнительных гребней со стороны, примыкающей к бокам гребней валка 7 выполнены кольцевые проточки 10 и 11 с тороидальной поверхностью. Высота hi дополнительных гребней 3 и 4 составляет 1,05-1,5 высоты основного гребня 2ho. Узел валков работает следующим образом. При прокатке швеллерных профилей полосовая заготовка 12. продвигаясь в зев валков 1 и 7, центрируется относительно оси прокатки посредством эффективного воздействия на торцы 13 и 14 боковых поверхностей 8 и 9 дополнительных гребней 3 и 4. После захвата полосы валками при неустановившемся процессе прокатки устойчивость положения полосы обеспечивается воздействием на последнюю боковых поверхностей 15 и 16 дополнительных гребней с тороидальной поверхностью. Степень эффективности центрирующего воздействия боковых поверхностей дополнительных гребней определяется величиной превышения высоты дополнительных гребней 4 и 3 над высотой основного гребня 2. Оптимальные условия обеспечиваются при высоте дополнительных гребней, составляющей 1.05-1,5 высоты основного гребня. При высоте дополнительных гребней менее 1,05 высоты основного гребня не обеспечиваются центрирующие полосовой раскат условия. Высота гребней 3 и 4, составляющая более 1.5 высоты гребня 2 нецелесообразна из-за недопустимых по условиям прочности валков врезов ручьев. Как показала опытная проверка, в результате использования заявляемого узла валков для прокатки швеллерных профилей предельные отклонения размера ширины полок при прокатке составляет ±0,3 мм, против ±1-3 мм, получаемых с использованием известных устройств. Согласно данным опробовании в лабораторных условиях заявляемое изобретение в сравнении с прототипом обладает следующими преимуществами; а) позволяет повысить точность выполнения размеров полок по ширине; б) увеличивает производительность прокатного стана за счет сокращения времени на настройку стана не менее чем на 0,5%.
ДивитисяДодаткова інформація
Назва патенту англійськоюUnit of rolls
Автори англійськоюHavrylenko Yevhen Dmytrovych, Kiriienko Anatolii Ivanovych, Myroshnychenko Anatolii Vasyliovych, Skorokhod Mykola Mykhailovych, Mironov Yevhen Kostiantynovych, Loktionov Petro Yakovych, Khoroshylov Mykola Makarovych, Chudnovets Oleksandr Mykolaiovych, Dorozhko Ivan Kyrylovych, Danylovych Heorhii Volodymyrovych
Назва патенту російськоюУзел валков
Автори російськоюГавриленко Евгений Дмитриевич, Кириенко Анатолий Иванович, Мирошниченко Анатолий Васильевич, Скороход Николай Михайлович, Миронов Евгений Константинович, Локтионов Петр Яковлевич, Хорошилов Николай Макарович, Чудновец Александр Николаевич, Дорожко Иван Кириллович, Данилович Георгий Владимирович
МПК / Мітки
МПК: B21B 27/02
Код посилання
<a href="https://ua.patents.su/2-2619-vuzol-valkiv.html" target="_blank" rel="follow" title="База патентів України">Вузол валків</a>
Вузол валків прокатної кліті кварто
Номер патенту: 1641
Опубліковано: 25.10.1994
Автори: Архипенко Євген Іванович, Кізійов Володимир Григорович, Стрємоухов Віталій Сергійович, Романов Микола Митрофанович, Дишковець Геннадій Анатолійович, Костигов Валентин Михайлович, Костюченко Михайло Іванович, Малахов Віктор Григорович, Гуськов Олександр Миколайович, Мірошниченко Анатолій Костянтинович, Самченко Анатолій Іванович
МПК: B21B 27/02
Мітки: вузол, кварто, кліті, прокатної, валків
Формула / Реферат:
1. Узел валков прокатной клети кварто, содержащий опорные и рабочие валки, один из которых имеет гладкие бандажи с винтовыми гребнями, отличающийся тем, что, с целью повышения срока службы валков, гладкие бандажи выполнены с диаметром на 30—50 % выше высоты бандажей с гребнями и твердостью, равной 0,7—0,9 твердости контактирующих с ними валков. 2. Узел по п. 1, отличающийся тем, что бандажи с гребнями выполнены с упрочненным...
Спосіб відцентрового лиття прокатних валків

Номер патенту: 1640
Опубліковано: 25.10.1994
Автори: Гольдштейн Леонід Борисович, Токар Галина Миколаївна, Воронцов Микола Михайлович, Темніков Едуард Михайлович, Свистунов Ігор Олександрович, Долуда Анатолій Олександрович
МПК: B22D 13/02
Мітки: спосіб, валків, прокатних, відцентрового, лиття
Формула / Реферат:
Способ центробежного литья прокатных валков, включающий заливку жидкого металла в литейную форму, скорость вращения которой соответствует значениям гравитационного коэффициента 50—150, для формообразования рабочего слоя валка и последующую заливку жидкого металла для формообразования сердцевины и шеек валков на затвердевший рабочий слой валка, отличающийся тем, что, с целью улучшения качества литых валков за счет уменьшения разрушения...
Обертач валків
Номер патенту: 1743
Опубліковано: 25.10.1994
Автори: Добрянський Микола Іванович, Кондратюк Дмитро Гнатович, Карпенко Юрій Кузьмич, Гарькавий Анатолій Дмитрович
МПК: A01D 75/00, A01D 78/00
Формула / Реферат:
Оборачиватель валков, содержащий раму, навешенное на энергетическое средство, ротор, на котором гибкими элементами с возможностью перемещения вдоль оси вращения закреплен большего, чем ротор, диаметра кольцевой носитель с установленными на нем с помощью кронштейнов рабочими органами, отличающийся тем, что, с целью выделения камней при оборачивании валков, кольцевой носитель выполнен в виде трубы, а рабочий орган в виде эластичного...
Обладнання для перевалювання валків прокатних клітей кварто
Номер патенту: 372
Опубліковано: 30.04.1993
Автори: Коросташевський Володимир Павлович, Руднев Анатолій Юхимович, Федоров Анатолій Михайлович, Барикін Віктор Іванович, Голубченко Анатолій Костянтинович, Ісіров Дмитро Іванович, Коросташевський Павло Володимирович, Савенко Юрій Євдокимович
МПК: B21B 37/16
Мітки: клітей, обладнання, перевалювання, прокатних, кварто, валків
Формула / Реферат:
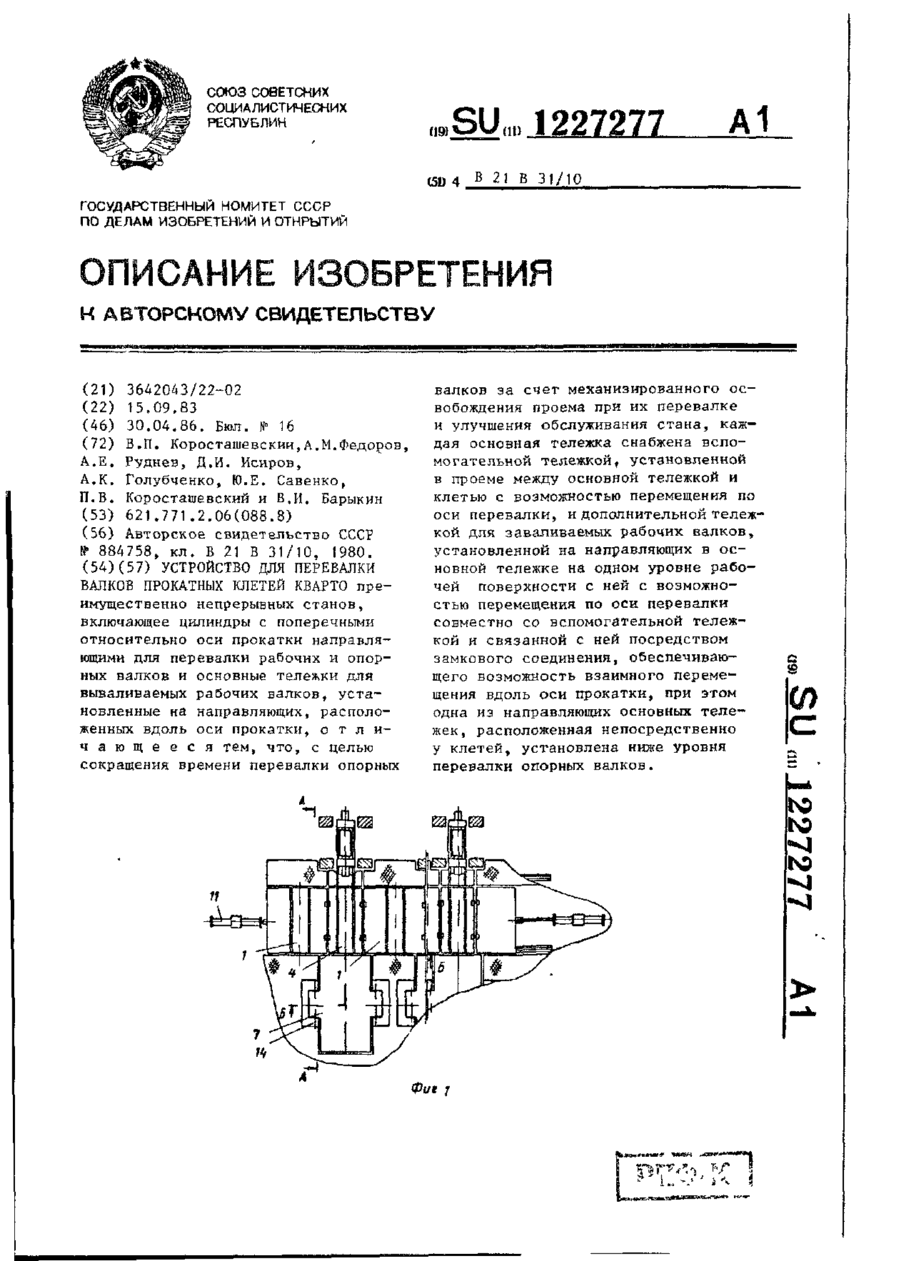
(57) Устройство для перевалки валков прокатных клетей кварто преимущественно непрерывных станов, включающее цилиндры с поперечными относительно оси прокатки направляющими для перевалки рабочих и опорных валков и основные тележки для вываливаемых рабочих валков, установленные на направляющих, расположенных вдоль оси прокатки, отличающееся тем, что, с целью сокращения времени перевалки опорных валков за счет механизированного освобождения...
Пристрій для притиску валків каландру
Номер патенту: 2660
Опубліковано: 26.12.1994
Автори: Музиченко Олег Олександрович, Толочко Олександр Васильович, Позняк Григорій Іванович
МПК: B29C 43/24
Мітки: валків, каландру, пристрій, притиску
Формула / Реферат:
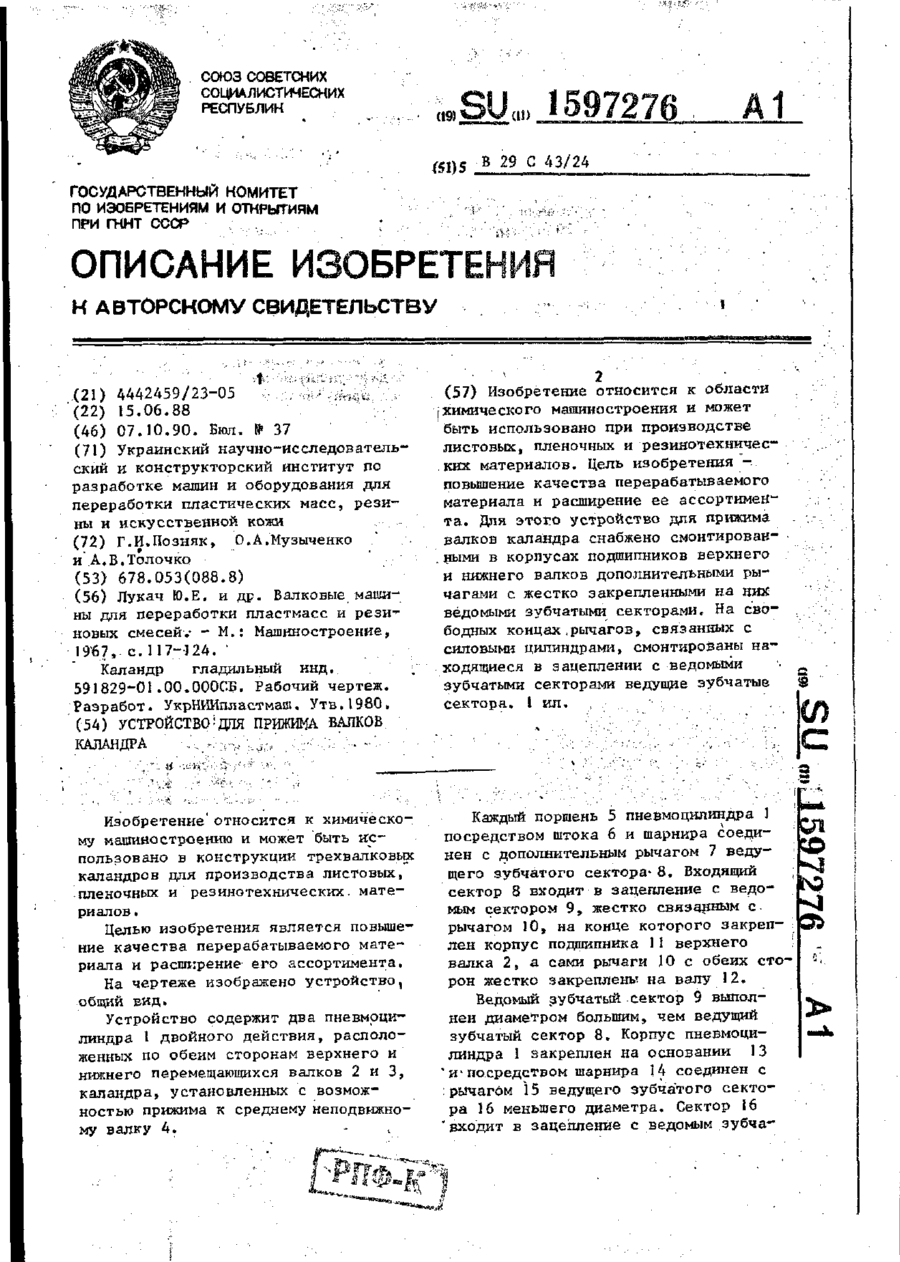
Устройство для прижима валков каландра, содержащее силовые цилиндры, корпуса и штоки которых соединены посредством системы рычагов с корпусами подшипников перемещающихся валков каландра, отличающееся тем, что, с целью повышения качества перерабатываемого материала и расширения ассортимента перерабатываемого материала, оно снабжено смонтированными в корпусах подшипников верхнего и нижнего валков дополнительными рычагами и жестко...
Попередній патент: Установка кріоподрібнення
Наступний патент: Установка для очищення рідини
Випадковий патент: Спосіб виробництва солоду