Спосіб виплавки сплаву в електронно-променевій гарнісажній установці
Номер патенту: 81010
Опубліковано: 25.06.2013
Автори: Матвієць Євген Олександрович, Лапшук Тамара Володимирівна, Мірошниченко Володимир Іванович, Голтвяниця Сергій Костянтинович, Левицький Микола Іванович, Голтвяниця Володимир Сергійович, Ворон Михайло Михайлович
Формула / Реферат
Спосіб виплавки сплаву в електронно-променевій гарнісажній установці, що включає завантаження шихти в тигель, нагрів і розплавлення її електронним променем, який відрізняється тим, що легкоплавкі компоненти розміщують біля стінки гарнісажу, відгороджують від тугоплавкої шихти витратним екраном із цього ж тугоплавкого матеріалу і вводять в розплав по мірі розплавлення витратного екрана.
Текст
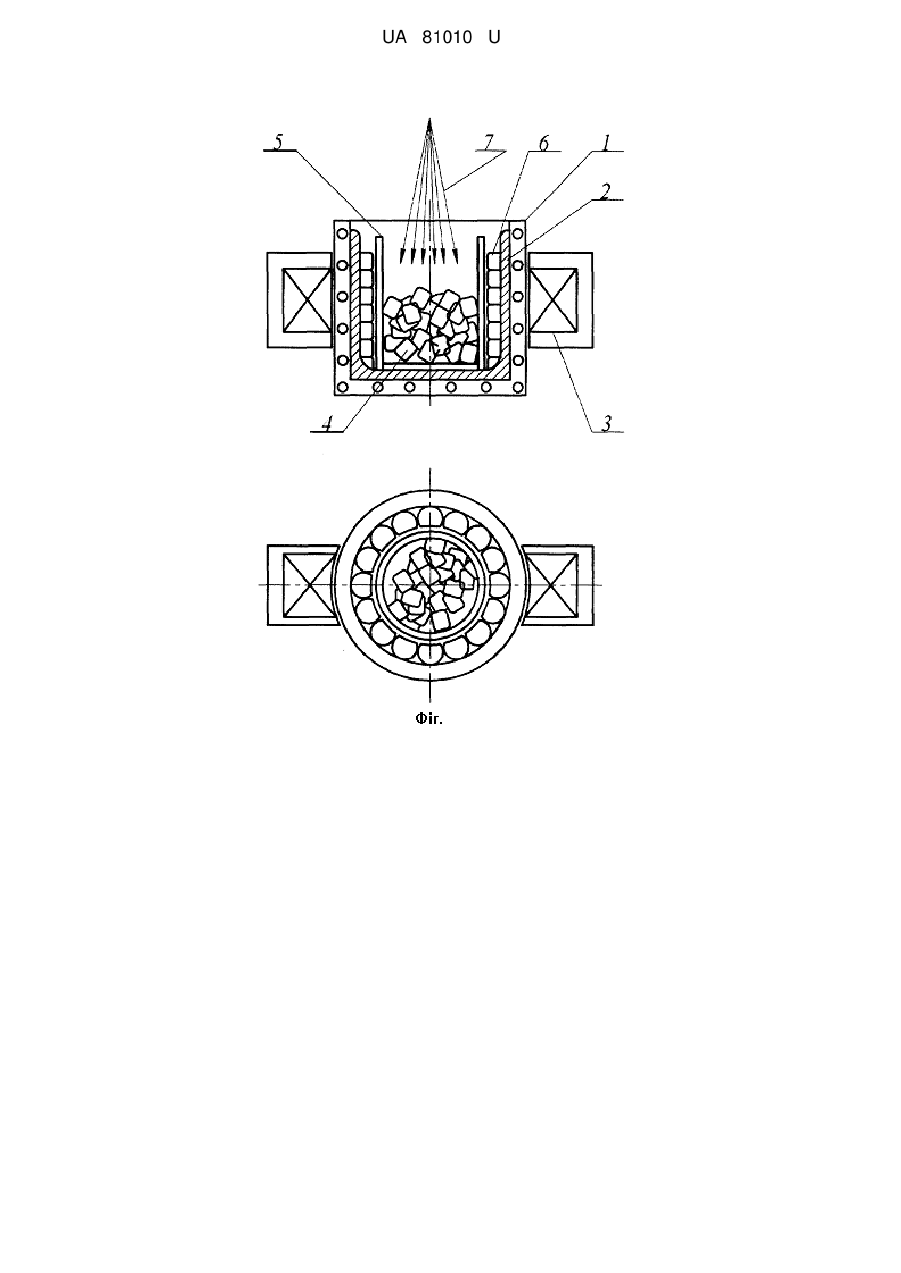
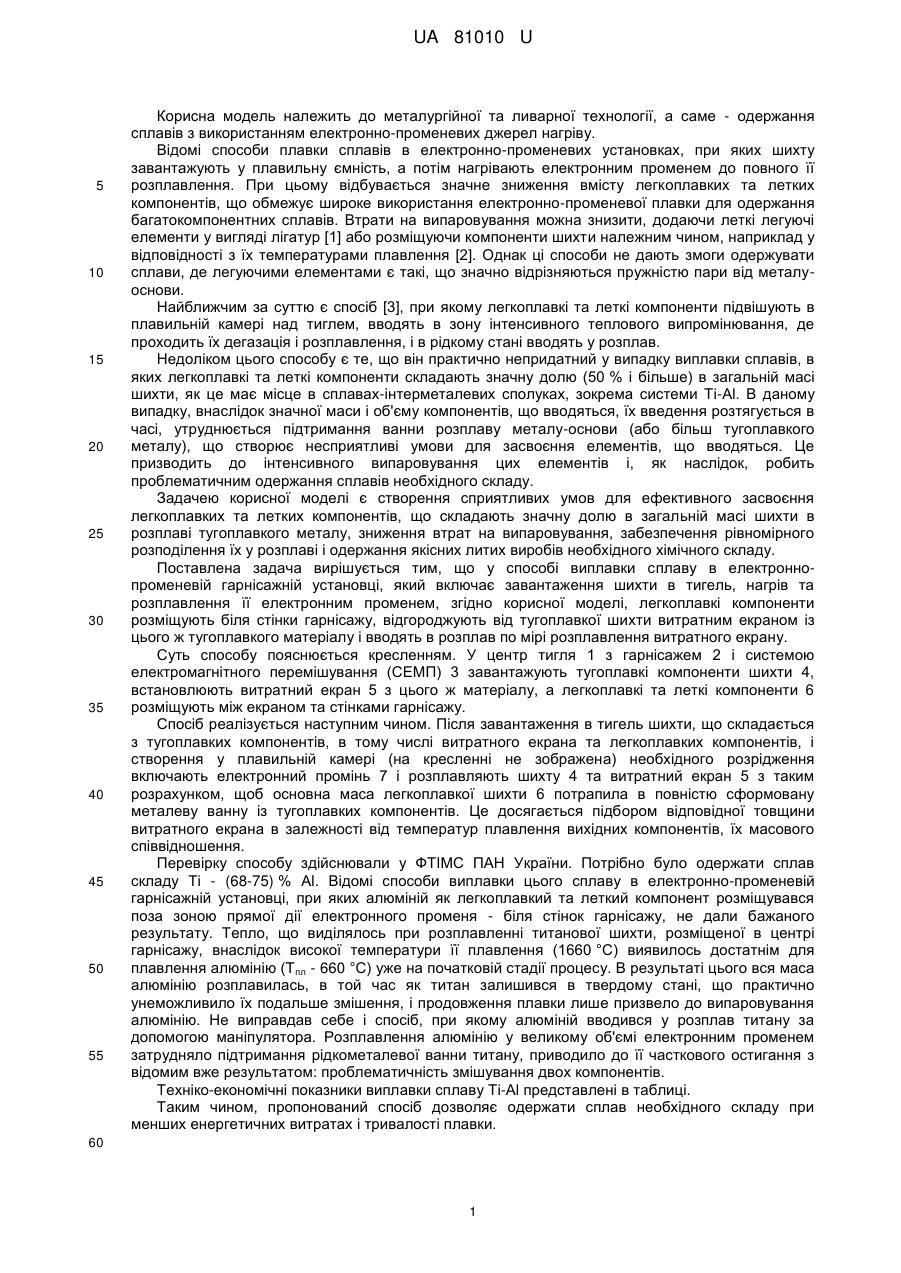
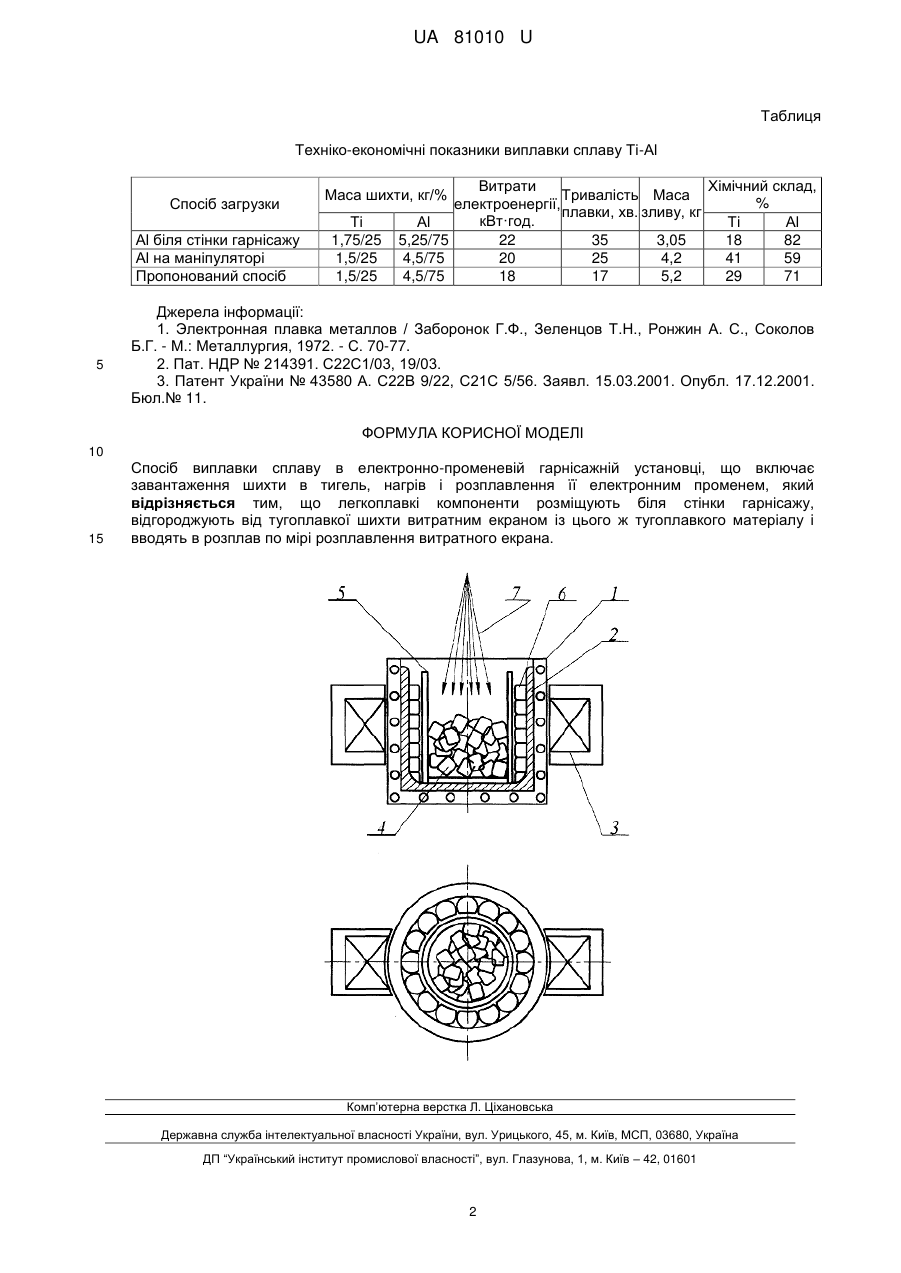
Реферат: Спосіб виплавки сплаву в електронно-променевій гарнісажній установці включає завантаження шихти в тигель, нагрів і розплавлення її електронним променем. Легкоплавкі компоненти розміщують біля стінки гарнісажу, відгороджують від тугоплавкої шихти витратним екраном із цього ж тугоплавкого матеріалу і вводять в розплав по мірі розплавлення витратного екрана. UA 81010 U (12) UA 81010 U UA 81010 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до металургійної та ливарної технології, а саме - одержання сплавів з використанням електронно-променевих джерел нагріву. Відомі способи плавки сплавів в електронно-променевих установках, при яких шихту завантажують у плавильну ємність, а потім нагрівають електронним променем до повного її розплавлення. При цьому відбувається значне зниження вмісту легкоплавких та летких компонентів, що обмежує широке використання електронно-променевої плавки для одержання багатокомпонентних сплавів. Втрати на випаровування можна знизити, додаючи леткі легуючі елементи у вигляді лігатур [1] або розміщуючи компоненти шихти належним чином, наприклад у відповідності з їх температурами плавлення [2]. Однак ці способи не дають змоги одержувати сплави, де легуючими елементами є такі, що значно відрізняються пружністю пари від металуоснови. Найближчим за суттю є спосіб [3], при якому легкоплавкі та леткі компоненти підвішують в плавильній камері над тиглем, вводять в зону інтенсивного теплового випромінювання, де проходить їх дегазація і розплавлення, і в рідкому стані вводять у розплав. Недоліком цього способу є те, що він практично непридатний у випадку виплавки сплавів, в яких легкоплавкі та леткі компоненти складають значну долю (50 % і більше) в загальній масі шихти, як це має місце в сплавах-інтерметалевих сполуках, зокрема системи Ті-Аl. В даному випадку, внаслідок значної маси і об'єму компонентів, що вводяться, їх введення розтягується в часі, утруднюється підтримання ванни розплаву металу-основи (або більш тугоплавкого металу), що створює несприятливі умови для засвоєння елементів, що вводяться. Це призводить до інтенсивного випаровування цих елементів і, як наслідок, робить проблематичним одержання сплавів необхідного складу. Задачею корисної моделі є створення сприятливих умов для ефективного засвоєння легкоплавких та летких компонентів, що складають значну долю в загальній масі шихти в розплаві тугоплавкого металу, зниження втрат на випаровування, забезпечення рівномірного розподілення їх у розплаві і одержання якісних литих виробів необхідного хімічного складу. Поставлена задача вирішується тим, що у способі виплавки сплаву в електроннопроменевій гарнісажній установці, який включає завантаження шихти в тигель, нагрів та розплавлення її електронним променем, згідно корисної моделі, легкоплавкі компоненти розміщують біля стінки гарнісажу, відгороджують від тугоплавкої шихти витратним екраном із цього ж тугоплавкого матеріалу і вводять в розплав по мірі розплавлення витратного екрану. Суть способу пояснюється кресленням. У центр тигля 1 з гарнісажем 2 і системою електромагнітного перемішування (СЕМП) 3 завантажують тугоплавкі компоненти шихти 4, встановлюють витратний екран 5 з цього ж матеріалу, а легкоплавкі та леткі компоненти 6 розміщують між екраном та стінками гарнісажу. Спосіб реалізується наступним чином. Після завантаження в тигель шихти, що складається з тугоплавких компонентів, в тому числі витратного екрана та легкоплавких компонентів, і створення у плавильній камері (на кресленні не зображена) необхідного розрідження включають електронний промінь 7 і розплавляють шихту 4 та витратний екран 5 з таким розрахунком, щоб основна маса легкоплавкої шихти 6 потрапила в повністю сформовану металеву ванну із тугоплавких компонентів. Це досягається підбором відповідної товщини витратного екрана в залежності від температур плавлення вихідних компонентів, їх масового співвідношення. Перевірку способу здійснювали у ФТІМС ПАН України. Потрібно було одержати сплав складу Ті - (68-75) % Аl. Відомі способи виплавки цього сплаву в електронно-променевій гарнісажній установці, при яких алюміній як легкоплавкий та леткий компонент розміщувався поза зоною прямої дії електронного променя - біля стінок гарнісажу, не дали бажаного результату. Тепло, що виділялось при розплавленні титанової шихти, розміщеної в центрі гарнісажу, внаслідок високої температури її плавлення (1660 °C) виявилось достатнім для плавлення алюмінію (Тпл - 660 °C) уже на початковій стадії процесу. В результаті цього вся маса алюмінію розплавилась, в той час як титан залишився в твердому стані, що практично унеможливило їх подальше змішення, і продовження плавки лише призвело до випаровування алюмінію. Не виправдав себе і спосіб, при якому алюміній вводився у розплав титану за допомогою маніпулятора. Розплавлення алюмінію у великому об'ємі електронним променем затрудняло підтримання рідкометалевої ванни титану, приводило до її часткового остигання з відомим вже результатом: проблематичність змішування двох компонентів. Техніко-економічні показники виплавки сплаву Ті-Аl представлені в таблиці. Таким чином, пропонований спосіб дозволяє одержати сплав необхідного складу при менших енергетичних витратах і тривалості плавки. 60 1 UA 81010 U Таблиця Техніко-економічні показники виплавки сплаву Ті-Аl Спосіб загрузки Аl біля стінки гарнісажу Аl на маніпуляторі Пропонований спосіб 5 Хімічний склад, Витрати Тривалість Маса % електроенергії, плавки, хв. зливу, кг кВт·год. Аl Ті Аl 5,25/75 22 35 3,05 18 82 4,5/75 20 25 4,2 41 59 4,5/75 18 17 5,2 29 71 Маса шихти, кг/% Ті 1,75/25 1,5/25 1,5/25 Джерела інформації: 1. Электронная плавка металлов / Заборонок Г.Ф., Зеленцов Т.Н., Ронжин А. С., Соколов Б.Г. - М.: Металлургия, 1972. - С. 70-77. 2. Пат. НДР № 214391. С22С1/03, 19/03. 3. Патент України № 43580 А. С22В 9/22, С21С 5/56. Заявл. 15.03.2001. Опубл. 17.12.2001. Бюл.№ 11. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Спосіб виплавки сплаву в електронно-променевій гарнісажній установці, що включає завантаження шихти в тигель, нагрів і розплавлення її електронним променем, який відрізняється тим, що легкоплавкі компоненти розміщують біля стінки гарнісажу, відгороджують від тугоплавкої шихти витратним екраном із цього ж тугоплавкого матеріалу і вводять в розплав по мірі розплавлення витратного екрана. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for melting an alloy in an electron beam skull plant
Автори англійськоюLevytskyi Mykola Ivanovych, Miroshnychenko Volodymyr Ivanovych, Matviiets Yevhen Oleksandrovych, Lapshuk Tamara Volodymyrivna, Holtvianytsia Volodymyr Serhiiovych, Holtvianytsia Serhii Kostiantynovych, Voron Mykhailo Mykhailovych
Назва патенту російськоюСпособ выплавки сплава в электронно-лучевой гарниссажной установке
Автори російськоюЛевицкий Николай Иванович, Мирошниченко Владимир Иванович, Матвиец Евгений Александрович, Лапшук Тамара Владимировна, Голтвяница Владимир Сергеевич, Голтвяница Сергей Константинович, Ворон Михаил Михайлович
МПК / Мітки
Мітки: гарнісажній, електронно-променевий, спосіб, сплаву, установці, виплавки
Код посилання
<a href="https://ua.patents.su/4-81010-sposib-viplavki-splavu-v-elektronno-promenevijj-garnisazhnijj-ustanovci.html" target="_blank" rel="follow" title="База патентів України">Спосіб виплавки сплаву в електронно-променевій гарнісажній установці</a>
Спосіб виплавки сплаву в електронно-променевій гарнісажній установці
Номер патенту: 66961
Опубліковано: 25.01.2012
Автори: Кругленко Михайло Петрович, Лапшук Тамара Володимирівна, Матвієць Євген Олександрович, Ворон Михайло Михайлович, Левицький Микола Іванович
Мітки: спосіб, електронно-променевий, сплаву, виплавки, установці, гарнісажній
Формула / Реферат:
Спосіб виплавки сплаву в електронно-променевій гарнісажній установці, що включає завантаження компонентів шихти в тигель у відповідності з температурою плавлення, нагрів і розплавлення її електронним променем, який відрізняється тим, що після наведення рідкометалевої ванни з легкоплавких компонентів електронно-променевий нагрів виключають, тигель повертають на кут 30-45°, внаслідок чого розплав легкоплавкої шихти переміщується до стінки...
Спосіб виплавки сплаву в електронно-променевій гарнісажній установці
Номер патенту: 43512
Опубліковано: 17.12.2001
Автори: Аникін Юрій Пилипович, Левицький Микола Іванович, Ладохін Сергій Васильович, Мірошниченко Володимир Іванович
Мітки: спосіб, сплаву, гарнісажній, виплавки, установці, електронно-променевий
Формула / Реферат:
Спосіб виплавки сплаву в електронно-променевій гарнісажній установці із багатокомпонентної шихти, який включає завантаження шихти в тигель, нагрів і розплавлення її електронним променем при електромагнітному перемішуванні утвореного розплаву, який відрізняється тим, що легкоплавкі і леткі компоненти шихти завантажують на дно тигля, а тугоплавкі і менш леткі - укладають таким чином, щоб вони утворювали екран з отвором для проходження...
Спосіб виплавки сплаву в електроннопроменевій гарнісажній установці
Номер патенту: 43580
Опубліковано: 17.12.2001
Автори: Матвієць Євген Олександрович, Левицький Микола Іванович, Аникін Юрій Пилипович, Ладохін Сергій Васильович, Мірошниченко Володимир Іванович
Мітки: виплавки, електроннопроменевій, установці, спосіб, гарнісажній, сплаву
Формула / Реферат:
1. Спосіб виплавки сплаву в електронно-променевій гарнісажній установці із багатокомпонентної шихти, який включає завантаження шихти в тигель, нагрів і розплавлення її електронним променем, який відрізняється тим, що легкоплавкі і леткі компоненти підвішуються в плавильній камері над тиглем, вводяться в зону інтенсивного теплового випромінювання, де проходить їх дегазація і розплавлення, і в рідкому стані вводяться у розплав.2. Спосіб...
Спосіб отримання зливка титанового сплаву пошаровою кристалізацією в електронно-променевій установці з проміжною ємністю
Номер патенту: 100279
Опубліковано: 10.12.2012
Автори: Северин Андрій Юрійович, ТРИГУБ Микола Петрович, Корнійчук Валерій Данилович, Березос Володимир Олександрович
МПК: C22B 4/06, C22B 9/22, C22C 14/00, C22B 1/02
Мітки: ємністю, кристалізацією, титанового, отримання, зливка, сплаву, електронно-променевий, пошаровою, установці, проміжною, спосіб
Формула / Реферат:
Спосіб отримання зливка титанового сплаву пошаровою кристалізацією в електронно-променевій установці з проміжною ємністю, який включає в себе плавлення електронними променями шихтової заготовки з титанових сплавів в проміжну ємність, обігрівання утвореного розплаву електронними променями в проміжній ємності, періодичне зливання порцій цього розплаву в кристалізатор, постійне обігрівання в кристалізаторі поверхні утворюваного зливка...
Спосіб отримання плоских багатошарових зливків в електронно-променевій установці
Номер патенту: 56334
Опубліковано: 15.05.2003
Автори: Хомутський Сергій Вікторович, ТРИГУБ Микола Петрович, Жук Геннадій Віліорович
Мітки: установці, отримання, багатошарових, плоских, спосіб, зливків, електронно-променевий
Формула / Реферат:
Спосіб отримання плоских багатошарових зливків в електронно-променевій установці, що включає попереднє розплавлення шихти в проміжній місткості, злив металу на піддон кристалізатора з горизонтальним переміщенням відносно тієї ж проміжної місткості, причому піддону кристалізатора на стадії формування і подальшої кристалізації кожного з шарів надають зворотно-поступального руху відносно електронних променів, який відрізняється тим, що в...
Попередній патент: Спосіб відбору пацієнтів для проведення реваскуляризаційних процедур після перенесеного інфаркту міокарда
Наступний патент: Ливарна одноразова модель
Випадковий патент: Курильний пристрій